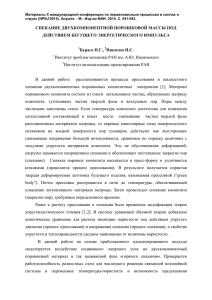
Московский государственный институт стали
реклама

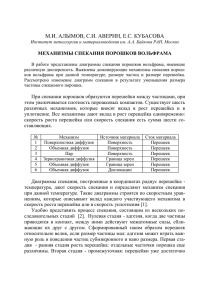
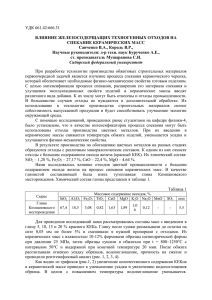
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ (Технологический Университет) Курсовая работа Твердофазное спекание керамических материалов Студент: Сычѐв И.С. Группа: МКТ-04-1В Преподаватель: Канева И.И. Спекание Спеканием называют нагрев и выдержку порошковой формовки при температуре ниже точки плавления основного компонента с целью обеспечения заданных механических и физико-химических свойств. В процессе спекания заготовка или свободно насыпанный порошок превращаются в прочное порошковое тело со свойствами, приближающимися к свойствам компактного (беспористого) материала. Спекание в решающей степени определяет конечные свойства порошковых материалов и изделий. При нагреве порошковых формовок или свободно насыпанного порошка происходит сложный комплекс разнообразных физико-химических явлений, протекающих одновременно или последовательно. Во время спекания происходит изменение размеров, структуры и свойств исходных порошковых тел, протекают процессы поверхностной, граничной и объемной само- и гетеродиффузии, разнообразные дислокационные явления, осуществляются перенос вещества через газовую фазу, химические реакции, релаксация микро- и макронапряжений, рекристаллизация частиц и др. При нагреве многокомпонентных материалов возможно плавление какой-либо составляющей (но не основы), тогда появление жидкой фазы окажет существенное влияние на закономерности спекания. Поэтому принято различать две основные разновидности процесса спекания: твердофазное, т.е. без образования расплава в процессе нагрева, и жидкофазное, при котором какие-либо легкоплавкие компоненты смеси порошков или структурные составляющие материала в процессе нагрева расплавляются. Что такое спекание? • • • • • Спекание – это высокотемпературный физико-химический процесс образования компактного кристаллического материала из сырой заготовки, сопровождающийся уменьшением пористости и свободной поверхности. Спекание представляет собой самопроизвольный процесс из-за избыточной энергии поверхности частиц и капиллярного давления в пористой среде Цели спекания: удаление связки усадка изделия, повышающая плотность материала получение однородной микроструктуры Всѐ это способствует повышению прочности изделия и усилению контактного взаимодействия между частицами, приводящее к получению заданных механических и электромагнитных свойств. Заготовка Отформованная заготовка перед спеканием представляет собой рыхлую, сильно неравновесную систему. Пористость прессованных изделий составляет 50%, а после спекания 5 ... 10%. Пресс-порошок Гранулы Пресс-заготовка Спеченное изделие Межгранульные поры Схема формирования гетеродисперсной структуры сырых заготовок при прессовании гранулированных порошков и еѐ эволюция при спекании Стадии спекания Спекание порошковой смеси, то есть переход от совокупности индивидуально обособленных частиц порошка к компактному поликристаллическому материалу протекает в общем случае в три стадии: начальная, промежуточная и заключительная Движущие силы спекания: термодинамическая целесообразность переноса вещества в области контактного перешейка, обусловленная уменьшением общей поверхности и поверхностной энергии системы. Начальная стадия спекания • • Происходит взаимное припекание частиц порошка , причем при достаточной активности частиц шихты возможно протекание самопроизвольного процесса агломерации частиц в группы из десятка – нескольких тысяч частиц. В пределах этих групп частицы сближаются, что ведѐт к уменьшению пористости внутри каждой группы (агломерата) Вследствие процесса объединения, рекристаллизация внутри группы протекает значительно раньше, чем вне группы. Это хорошо иллюстрируется данными рентгеноструктурного анализа. На этой стадии достигается более плотная упаковка частиц, способствующая дальнейшему протеканию процессов спекания и рекристаллизации. • • Модель процесса начальной стадии спекания . Нагрев пресс-заготовок под спекание • • • • • При нагреве под спекание, в первую очередь удаляются свободные молекулы воды, затем более летучие компоненты. Молекулы полимеров в составе связки вначале переходят в пластичные состояния, плавятся и удаляются в виде газообразных соединений. В интервале температур 600-900 С удаляются молекулы химически связанной воды и начинаются процессы спекания частиц. Основная задача при нагреве под спекание – завершить процессы сушки и удаления связки до начала процесса уплотнения. В пресс-заготовках содержание связки обычно не превышает 10 объемных %, а остаточной влажности – 5 объемных %.Удаление влаги и компонентов связки обычно происходит газофазной диффузией через сквозную пористость, т.е. определяется газопроницаемостью заготовок. Требуется плавный режим нагрева при сушке и удалении связки, иначе могут образовываться трещины в изделиях из за избыточного давления паров воды и компонентов связки. Усадка заготовок, полученных прессованием, в процессе сушки и удаления связки обычно не превышает 1 - 2 %. Однако возможна деформация заготовок при быстром нагреве ( «коробление») После удаления связки формируется непосредственный контакт между частицами и становится возможным процесс уплотнения. Промежуточная стадия спекания • • Сформировавшаяся сетка границ между элементами структуры обычно расположена произвольно, независимо от начального положения поверхностей раздела между частицами или группами частиц. Чаще всего именно на этой стадии завершается формирование замкнутых пор. Данная стадия характеризуется уменьшением сечения пор, что сопровождается значительной усадкой изделия, приводящей к усиленному скольжению зерен, которое продолжается до тех пор, пока в изделии остаются поры. Поверхность пор насыщается примесными атомами , что приводит к увеличению вероятности образования вторых фаз. Примесные атомы на границах зерен, обладающие более высокой подвижностью, ускоряют массоперенос на промежуточной стадии спекания. Происходит уменьшение диаметра сквозных канальных пор, что сопровождается снижением газопроницаемости заготовок . В определенный момент заготовки становятся газонепроницаемыми вследствие распада пространственной сетки пор на изолированные поры. Это соответствует завершению промежуточной стадии спекания и началу заключительной стадии. Заключительная стадия спекания • • Характеризуется наличием замкнутых изолированных пор, расположенных произвольно по отношению к развитой сетке межзеренных границ материала, кинетика уплотнения и рекристаллизации существенно зависит от соотношения размеров пор и зерен, количества пор, а также взаимного расположения пор и межзеренных границ. Обычно чем больше поверхность границ и чем более длительное время они остаются без движения(или чем меньше их скорость по отношению к скорости зарастания пор), тем интенсивнее уменьшается пористость и интенсифицируется процесс рекристаллизации. С повышением температуры спекания размер зерен изменяется таким образом, что медленный линейный рост зерен в определенном температурном интервале сменяется их быстрым ростом. При этом протяженность линейной части , а также крутизна в интервале быстрого роста меняются в зависимости от состава синтезированного феррита, состояния исходных материалов, особенности технологии, соотношения скоростей зарастания пор и движения межзеренных границ, а также температурно-временных факторов спекания Твердофазное спекание Твердофазным называется спекание порошкового тела без образования жидкой фазы. При твердофазном спекании протекают следующие основные процессы: поверхностная и объемная диффузия атомов, усадка, рекристаллизация, перенос атомов через газовую среду. Спекание сопровождается возникновением и развитием связей между частицами, образованием и ростом контактов (шеек), закрытием сквозной пористости, укрупнением и сфероидизацией пор, уплотнением заготовки за счѐт усадки. В процессе спекания происходит массоперенос вещества через газовую фазу за счѐт поверхностной и объѐмной диффузии, вязкого течения, течения, вызванного внешними нагрузками (спекание под давлением). При спекании наблюдается также рекристаллизация (рост одних зѐрен за счѐт других той же фазы). Уплотнение при нагреве в основном происходит за счѐт объѐмной деформации частиц, осуществляемой путѐм объѐмной самодиффузии атомов. Спекание с участием жидкой фазы Процесс спекания с участием жидкой фазы находит огромное техническое применение, в частности, при производстве изделий, в состав которых входят карбиды металлов. Они обладают большой твердостью и в связи с этим широко используются при производстве режущего инструмента. Жидкая фаза, кристаллизуясь, играет роль связки, цементирующей изделие в целом. Технология спекания с участием жидкой фазы широко применяется при производстве различных композитных материалов. Кинетика процессов, которые происходят при спекании (усадке) порошковой прессовки при наличии жидкой фазы, существенно зависит от начальной пористости прессовки, количества жидкой фазы, линейного размера порошинок, степени смачивания твердой фазы жидкостью, взаимной растворимости фаз и др. Она зависит также от происхождения жидкой фазы, т.е. появилась ли жидкая фаза вследствие расплавления легкоплавкого компонента смеси или вследствие "контактного" плавления, когда жидкая фаза возникает при температуре, более низкой, чем температура плавления компонентов смеси. Последовательное формальное описание всех процессов, происходящих при жидкофазном спекании, практически исключено в связи с тем, что кинетика уплотнения и формирования твердофазного скелета определяются многими процессами, происходящими одновременно и во взаимосвязи. Принято выделять три последовательно сменяющие друг друга механизма (стадии) уплотнения при жидкофазном спекании: жидкое течение, т.е. перемещение твердых частиц под действием капиллярных сил; растворение и осаждение, т.е. перенос через жидкость растворимого в ней вещества тугоплавкой фазы с поверхности частиц меньшего размера к поверхности более крупных частиц; твердофазное спекание, т.е. срастание частиц тугоплавкой фазы с образованием жесткого каркаса («скелета») t Рис.1. Кинетическая кривая усадки при жидкофазном спекании: 1 – жидкое течение, 2 – растворение и осаждение, 3 – твердофазное спекание Основные формулы твердофазного спекания • • • • • • Пинесом установлено одно из самых фундаментальных положений теории спекания, состоящее в том, что вблизи поверхности поры равновесная концентрация вакансий повышена по сравнению с плоской поверхностью на величину, равную: ΔС=2σV0C0/rkT где k – постоянная Больцмана; r – радиус поры; С0 – равновесная концентрация вакансий над плоской поверхностью; V0 – равновесный объем поры; T- температура спекания Скорость уменьшения радиуса пор определяется выражением dr/dγ=2γa3D/r2kT время спекания τ0=r02kT/a36Dγ где r0 – начальный радиус поры; γ – поверхностное натяжение, a-параметр решетки; D – коэффициент самодиффузии эффективная вязкость поликристаллического тела определяется линейными размерами соответствующих элементов структуры: 1/η=Da3/kTL2 где L – линейный размер зерна или блока Величина капилярного давления: Ps=-3γ(1-θ)2/r0, где θ – пористость системы. Основные формулы жидкофазного спекания • Жидкость, находящаяся между частицами в спекающейся системе, имеет искривленную поверхность. Вследствие этого в данной области возникает избыточное давление, которое приводит к перегруппировке частиц твердой фазы, при этом достигается уменьшение площади результирующей поверхности пор и возрастание плотности. Эта стадия уплотнения осуществляется по механизму вязкого течения. Зависимость усадки от времени описывается уравнением по которому следует, что скорость усадки пропорциональна поверхностному натяжению σ обратно пропорциональна вязкости η и размеру частиц rч При условии термодинамического равновесия находящихся в контакте твердой и жидкой фаз, можно получить известное соотношение: где Сr1 и Сr2 - растворимость частиц с радиусами r1 и r2 ; ω- мольный объем; σ межфазная энергия Возможные механизмы припекания твердых тел а) б) Механизм вязкого течения. Вследствие направленного перемещения атомов из объема крупинок к контактному перешейку увеличивается площадь контакта и сближаются центры крупинок (рис.а). Механизм является определяющим в случае аморфных тел. Механизм объемной диффузии. Стоком избыточных вакансий, возникающих вблизи вогнутой поверхности перешейка, является выпуклая поверхность крупинок. В этом случае в соответствии с направлением диффузионных потоков, рост площади контакта не сопровождается сближением центров (рис.б) в) г) Механизм объемной диффузии. Стоком избыточных вакансий является граница между крупинками (область приконтактного перешейка не монокристальна!) или дислокации, расположенные в объеме крупинок. Рост площади контакта в данном случае сопровождается сближением центров крупинок (рис.в) Механизм поверхностной диффузии. Перенос вещества осуществляется вследствие диффузии атомов по поверхности от выпуклых участков профиля поверхности контактирующих крупинок к вогнутым участкам. Рост контактного перешейка не сопровождается сближением центров (рис.г) д) е) Механизм переноса вещества через газовую среду. Перенос вещества происходит под влиянием разности равновесных давлений пара вблизи вогнутых и выпуклых участков профиля контактирующих крупинок. Скорость процесса не сопровождающегося сближением центров крупинок определяется коэффициентом диффузии в газовой фазе (рис.д). Механизм граничной диффузии. Перенос вещества к перешейку осуществляется механизмом диффузии вдоль границы, разделяющей контактирующие крупинки. Процесс сопровождается сближением их центров (рис.е) Механизм вязкого течения Вне зависимости от конкретного молекулярного механизма вязкое течение аморфного или кристаллического вещества в область приконтактного перешейка сопровождается и увеличением площади контакта, и сближением центров контактирующих сфер. Киномонтаж, приведенный на рисунке, изображает весь процесс слияния сфер в режиме вязкого течения. Рис.2. Последовательность кинокадров, иллюстрирующих слияние вязких сфер Моделирование спекания ансамблей порошинок. Эффект локализации усадки. 0.5мм а) 100мкм б) Рис.3. Формирование новых (а) и разрушение имеющихся (б) контактов при спекании сферических крупинок меди в двумерной модели. ε, % 8 1 6 4 2 2 0 2 4 6 Рис.4. Зависимость усадки прессовки от среднего сближения контактирующих частиц для плотных (1) и рыхлых (2) упаковок одинаковых сферических частиц 8 В областях, где локальная плотность близка к соответствующей плотной упаковке, формирование контактов неизменно сопровождается уплотнением прессовки. В иных областях, отличающихся рыхлостью структуры, и там, где «усадка на контакт» имеет ту же величину, усадка прессовки может быть существенно пониженной. На рисунке иллюстрируется результат, на котором по данным машинного эксперимента представлены зависимости величины усадки прессовки от средней усадки на контакт в плотных и рыхлых структурах. Отличие процессов спекания плотных и рыхлых структур состоит в том, что в первых медленнее увеличивается координационное число, чем во вторых. «Активность порошков» ε, % 1 8 2 4 3 t, мин 0 20 40 60 Рис.5. Кривые линейной усадки прессовок из медных порошков: 1) активный порошок в исходном состоянии; 2) порошок отжигался при Т=600 C, t=30 мин; 3) порошок отжигался при Т=1000 С, t=30 мин. На рисунке отображены кривые усадки пористой прессовки из «активного» порошка меди и порошка, перед прессованием дезактивированного в различной степени отжигами при различных температурах. Эти кривые свидетельствуют также о том, что изменение «активности», обусловленное механическим прессованием, оказывается незначительным (при применявшемся режиме прессования, когда пористость прессовки велика, 35-40%) и кинетика спекания в основном обусловлена исходной «активностью» порошков. Типичные структуры, формирующиеся в диаметральном сечении образца в процессе высокотемпературного отжига: Рис.6. Взаимное припекание обычных медных проволок и покрытых слоем меди гальванического происхождения. Т=1200 С, t=20ч. х 200. Медные проволочки со слоем гальванопокрытия, полученного при плотности тока 5 А/(дм*дм), взаимно припекаются со скоростью меньшей, чем те, покрытие на которых наносилось при плотности тока 10 А/(дм*дм). Повышенная диффузионная «активность» десятиамперных образцов находится в согласии с явно видимой «рыхлостью» структуры, заключающейся в наличии развитой сетки свободных поверхностей. a) б) Рис.7. Взаимное припекание медных проволок, покрытых слоем меди гальванического происхождения при различных плотностях тока: a) i=5A/(дм*дм); б) i=10A/(дм*дм) Спекание ультрадисперсных порошков 1-П μ 1-По 1 0 2 Rk r 3 λ r Рис.8. Изменение локальной плотности прессовки вблизи растущего монокристалла 1,2,3 – последовательные стадии. Рис.9. Распределение химического потенциала вблизи растущего монокристалла Рис.10. а) Схема рекристаллизационного поглощения ультрадисперсной частицей. б) Последовательные стадии рекристализационного поглощения растущим монокристаллом ультрадисперсной частицы а) б) Вследствие дифузионной или пластической деформации порошинки резко уменьшается кривизна ее свободной поверхности. Этот процесс отнюдь не предполагает принятия решеткой порошинки ориентации, задаваемой затравкой, т.е. собственно кристаллизации. Этап слияния должен предшествовать собственно рекристаллизации. Этап слияния должен предшествовать рекристаллизации, так как в противном случае смещение границы между порошинкой, поверхность которой имеет большую кривизну, и макроскопической затравкой будет термодинамически не оправданным, так как смещение границы в этом случае должно быть связано с ее удлинением. Действие механизма зернограничного проскальзывания порошинок существенно облегчено тем обстоятельством, что движение по образцу сканирующего пучка создает локальные термические напряжения, релаксация которых может приводить к срыву частиц с различного рода стопоров, препятствующих их свободному диффузионному скольжению. Происходит процесс, который назван «спекание постукиванием». На рисунке изображена последовательность кинокадров, иллюстрирующая процесс спекания. Рис.11. Последовательность кинокадров, иллюстрирующих спекание ультрадисперсного порошка меди в насыпном состоянии Микроструктура ферритов • На заключительной стадии спекания проходят процессы рекристаллизации – формируется микроструктура феррит . Реальная структура спеченных изделий зависит от того, какой структурой обладала сырая заготовка и на какой стадии завершились процессы спекания и рекристаллизации. На практике часто встречаются случаи, когда спеченные изделия обладают сквозной пористостью (газопроницаемостью). Это обусловлено либо гетеродисперсностью структуры сырой заготовки, либо незавершенностью процессов промежуточной стадии спекания. Получение высокоплотных изделий возможно только на заключительной стадии спекания. Необходимое условие получения ферритов с однородной микроструктурой – приготовление сырых заготовок с гомодисперсной структурой ,т.е. удаление межагрегатных и межгранульных пор. Агрегированность частиц и остаточные межгранульные поры препятствуют получению высокоплотных изделий и требуемым уровнем механических и электромагнитных свойств. Технологические особенности • • • • При спекании мелкодисперсных активных порошков окислов и ферритизированных порошков конечный размер зерен в феррите, как правило, значительно превосходит размер исходных частиц шихты. В случае же спекания образцов из крупнозернистых порошков, размер зерен мало отличается от размера исходных частиц В тонкодисперсной матрице исходных прессовок при спекании довольно часто наблюдается неравномерный рост зерен, что приводит к формированию неоднородной конечной микроструктуры и ухудшению свойств ферритов Для повышения плотности ферритов при спекании необходимо подавить процесс коалесценции пор путем обеспе­чения условий для получения заготовок с высокой однородностью плотности в объеме и узкой кривой распределения пор по размерам, а также затормозить развитие вторичной рекристаллизации с целью исключения появления замкнутых пор внутри зерен. Структурные изменения заготовок при нагреве под спекание: • I – начальная стадия спекания; • II – промежуточная стадия спекания; • III – конечная стадия спекания Технологические особенности • • • • • При нагревании за счѐт различий термических расширений в разных направлениях материала могут развиваться напряжения, достаточные для того, чтобы между зѐрнами образовались трещины. При воздействии очень небольших добавочных напряжений ( например при травлении) может происходить выкрашивание зерен. Такая структура соответствует низкой механической прочности Микроструктура с низкой механической прочностью 1 и 2 - выкрошенные куски Печи для спекания • • Спекание осуществляют в печах с различными газовыми атмосферами: вакуумные с регулируемым парциальным давлением кислорода, с атмосферой азота (Mn-Zn ), кислорода (феррогранаты). Для спекания Mn-Zn ферритов используются азотные туннельные печи с максимальной рабочей температурой до 1380о С В целях предотвращения окисления на стадии охлаждения заготовок в интервале 800…500оС (иногда и на стадии нагрева) в определенные зоны печи подается азот для снижения парциального давления кислорода по специальному заданию. Перемещение заготовок осуществляется по замкнутому плиточному конвейеру. Чтобы обеспечить плавную сушку заготовок и частичное удаление связки перед спеканием, конвейер предварительно проходит через вспомогательную печь – сушилку с максимальной температурой рабочей зоны до 450оС Печи для спекания • • • • Печи с вращающимся подом относят к печам непрерывного действия. В конструктивном отношении она представляет собой туннельную печь, свернутую в кольцо. В ней имеются несколько самостоятельно регулируемых зон с различными температурами. Для загрузки сырых и выгрузки спеченных образцов служит один люк с крышкой, установленный в боковой цилиндрической стенке печи. Под печи имеет форму диска и может вращаться в горизонтальной плоскости. В камере печи или в еѐ отдельных зонах в случае необходимости может быть создана определенная атмосфера. Феноменологическое описание k-кривых lg((1/V)dV/dt) 0 -0,5 -1,0 lg(V/Vн) -1,5 -0.1 -0.2 Рис.12. Зависимость lg((1/V)dV/dt) от lg(V/Vн) по данным опытов с прессовками из порошков меди -0.3 Эмпирическое правило постоянства относительного сокращения объема пор является удачным выражением того обстоятельства, что скорость усадки прессовки тем больше, чем больше она удалена от равновесия по совокупности характеризующих ее параметров (пористость, дефекты решетки, порошинки и др.). lg[(Vн – Vc)/(Vc-Vb)] 1,0 0 lgt -1,0 0 0,5 1 1,5 2 2,5 Рис.13. Зависимость lg[(Vн – Vc)/(Vc-Vb)] от lgt по данным опытов с прессовками из порошком никеля. Т=1000 С Влияние давления на уплотнение пористого тела при высокой температуре 5 4 ε, % ∆t = 15 мин Cu 3 2 1 1 15 0 45 30 -1 -2 2 700 800 900 Ni t, мин Смесь Cu-Ni T,°C 1000 Рис.14. Кривые усадки прессовок из Cu, Ni и смеси Cu – Ni (40% – 60%) в режиме ступенчатого нагрева: 1 – расчетная кривая без учета взаимной диффузии; 2 – кривая диффузионного вклада в укладку смеси 12 ε, % 8 1 2 3 8 4 4 ε, % 7 4 tm 5 5 0 0 t,ч -4 6 -4 4 8 а) 12 16 4 8 б) 12 t,ч 16 Рис.15. Кинетические кривые, характеризующие спекание двух компонентов смесей порошков меди и никеля: а) 1 – Сu; 2 – Ni; 3 – смесь Cu–Ni; 4 – расчетная кривая без учета взаимной диффузии; 5 – кривая диффузионного вклада; б) Разложение кривой 5 на слагаемые (кривые 6 и 7) Рис.16. Схематическое изображение роста при П=0 и П>0 П=0 П>0 Исходная пористость прессовки должна влиять на степень выраженности “роста”, наблюдаемого дилатометрически. Из металлографических исследований, в которых изучалась взаимная диффузия металлов на объектах, моделирующих неоднородные пористые тела, известно, что в местах, где контакт типа А-В граничит со свободным пространством, возникают утолщения (наросты). Этот “рост” во внутрь свободного объема прессовки не регистрируется дилатометром, чувствующим изменения внешних линейных размеров образца, и, таким образом, следует ожидать, что с увеличением пористости величина дилатометрически определяемого “роста” будет убывать Самоактивирование спекания На рисунке приведены типичные фотографии, свидетельствующие о повышенной активности проволок с никелевой сердцевиной. Диффузионное проникновение меди из покрытия в никелевую сердцевину приводит к действию источника вакансий в покрытии и, как следствие этого, к ее заметному разрыхлению. а) б) Рис.17. Взаимное припекание гальванически омедненных проволок с медной (а) и никелевой (б) сердцевиной D, см*см/c h, мкм Рис.18. Зависимость эффективного коэффициента самодиффузии от толщины промежуточного слоя никеля или кобальта при припекании кобальтовых проволок к кобальтовой пластине