Технология и оборудование для производства фанеры
реклама

Ю . В. В А С Е Ч К И Н
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
ДЛЯ ПРОИЗВОДСТВА
ФАНЕРЫ
Д о п ущ е н о Министерством лесной, целл ю л о з н о -б у ­
мажной и деревообрабат ывающей промышленности
С С С Р в качестве учебника д л я лесотехнических тех­
никумов
ЛЫ
(Щп
М ОСКВА
«ЛЕСН АЯ ПРОМ ЫШ ЛЕННОСТЬ:»
1983
В ВЕ Д Е Н И Е
Решениями XXV, XXVI съездов партии предусмотрено д а л ь ­
нейшее развитие всех отраслей народного хозяйства нашей
страны. Увеличение объемов производства фанеры и других ви­
дов фанерной продукции (фанерных плит, древесных слоистых
пластиков, гнутоклееных заготовок, фанерны х труб и т. д.)
будет происходить преж де всего за счет расширения, рекон­
струкции, модернизации и технического перевооружения д е й ­
ствующих предприятий; внедрения новых технологических про­
цессов; улучшения качества продукции; повышения уровня
механизации и автоматизации производства. В нашей стране
имеется достаточно производственных мощностей по выпуску
фанерной продукции, поэтому зад а ч а состоит в том, чтобы осноить и использовать эти мощности с м аксимальной отдачей и
эффективностью.
Н аиболее крупные фанерные предприятия расположены в е в ­
ропейской части страны (вклю чая У ральскую зону). В районах
Сибири и Д ал ьн его Востока в настоящ ее время действует не­
большое число фанерных предприятий. Общий объем вы п ускае­
мой ими продукции 'составляет немногим более 1 0 % выпуска
фанеры в стране. Абсолютное (95—96 %) большинство ф а н е р ­
ных предприятий изготавливаю т ф анеру из древесины березы,
так к а к березовая ф ан ер а по сравнению с фанерой из древе( пмы хвойных пород об л а д а ет более высокими физико-механи­
ческими, прочностными, сортовыми и эксплуатационны ми п о ка­
зателями. В связи с освоением районов Сибири и Д ал ьн его ВосIока наметилась тенденция к более широкому использованию
чреиесины хвойных пород. В фанерном производстве древесина
мюйных пород найдет применение в основном д ля производства
специальной строительной и опалубочной фанеры, комбиниром.пшой фанеры, а т а к ж е фанеры, подлеж ащ ей облицовыванию
м.in непрозрачной отделке.
Производство фанеры возникло в семидесятых годах прош ­
ил о века, но наибольшее развитие оно получило после второй
мировой войны. В настоящ ее время выпуск фанеры неуклонно
подрастает. Так, к 1980 г. во всем мире было изготовлено свыше
>0 млн. м 3 различных видов фанеры, а в перспективе, по прог­
нозам специалистов, выпуск ее увеличится вдвое.
I*
3
Ф анерная промышленность превратилась в высокомеханизи­
рованную, оснащенную современной техникой отрасль н ар о д ­
ного хозяйства. Прогрессивные технологические, технические и
конструктивные изменения коснулись всех основных операций:
лущения, рубки, сушки, сортировки шпона, сборки пакетов и
склеивания фанеры, ее обрезки и шлифования. Так, создание
линии лущ ения — рубки — у кл ад ки шпона, оснащенной л ущ и л ь­
ными станкам и с центровочно-загрузочными устройствами, двой ­
ными телескопическими ш пинделями и т. д., позволило зн ач и ­
тельно повысить производительность труда, точность разм еров
и качество шпона, а так ж е снизить количество отходов. С о з д а­
ние серии роликовых сушилок, работаю щ их на дымовых газах,
и сушилок, работаю щ их по принципу соплового дутья, спроек­
тированных в Ц Н И И Ф , увеличило производительность на опе­
рации сушки шпона.
Значительны е изменения произошли в технологии склеива­
ния фанеры. В недрена операция предварительной холодной под­
прессовки пакетов, разрабо таны загрузочно-разгрузочны е у ст­
ройства к прессам для склеивания фанеры, введены новые виды
клеев. Прессы изготавливаю т с большими разм ерам и н а г р е в а ­
тельных плит и с большим числом рабочих этаж ей. Все это поз­
волило повысить производительность труда, облегчить труд р а ­
бочих, улучшить качество продукции. При обработке фанеры
т а к ж е применяют современное оборудование: на операциях об ­
р е з к и — многопильные обрезные станки, ш лиф ования-— широ­
коленточные ш лифовальны е станки.
Ф анеру и изделия из нее все более широко применяют
в строительстве, вагоностроении, автомобилестроении, произ­
водстве мебели. Специальные виды фанеры используют в а в и а ­
строении и судостроении, а т а к ж е д ля производства труб, кон­
тейнеров, многооборотной опалубки, тары и других видов
продукции. В связи с этим значение фанерного производства
в народном хозяйстве все возрастает. Так, использование ф ан ер ­
ных конструкций при строительстве жилых и общественных з д а ­
ний, сельскохозяйственных помещений, складов удобрений, лег­
ких мостов, трубопроводов и других сооружений приводит к эко­
номии материальны х ресурсов и трудовых затрат.
Применение фанерны х изделий (гнутоклееных и плоскоклее­
ных элементов) в производстве мебели т а к ж е целесообразно:
повышается эффективность использования древесных сырьевых
материалов; увеличивается надежность и долговечность мебели;
улучш ается использование производственных площадей, п ояв­
ляю тся условия д л я автом атизации и механизации технологиче­
ских процессов, снижаю тся тр уд озатраты на производство от­
дельных элементов мебели, вследствие блочного способа их из­
готовления. Технический прогресс в фанерном производстве
вместе с внедрением новой технологии и оборудования предпо­
л а г а е т значительное увеличение выпуска основных видов ф а ­
нерной продукции, а т а к ж е расширение ее ассортимента.
I. ОБЩ ИЕ ВОПРОСЫ О РГАН И ЗАЦ И И
И ТЕХНОЛОГИИ ФАНЕРНОГО П РО И ЗВО Д СТВА
I I. В И Д Ы И Т И П Ы П Р О И З В О Д С Т В А
Ф анерное производство вклю чает в себя выпуск различны х
марок фанеры, а так ж е других видов продукции, и зго тав л и в ае­
мых с применением лущеного шпона. К ним относятся: ф а н е р ­
ные плиты, древесные слоистые пластики, гнутоклееные з а г о ­
товки, ф анерны е трубы и др. Производство спичек т а к ж е мож ет
входить в состав фанерного предприятия, ка к и производство
столярных плит, мебели, л ы ж и т. д. Н ередко в состав ф а н е р ­
ных предприятий входят и цехи строганого шпона, древесностру­
жечных, а иногда и древесноволокнистых плит.
Фанерное производство — многоотраслевое, поэтому р а з ­
личны н азвания предприятий, специализирующ ихся на выпуске
той или иной продукции: фанерный комбинат (Ф К ), ф ан ерн о­
спичечный комбинат (Ф С К ), фанерно-мебельный комбинат
(Ф М К ). Н апример, У сть-Ижорский ФК, Бийский ФСК, Т а л ­
линский Ф М К и др. Большинство крупных фанерных и фанерио-спичечных комбинатов входит в состав Всесоюзного про­
мышленного объединения (В П О ) «Союзфанспичпром». К ним
относятся: Пермский ФК, Тавдинский ФК, Ф С К « Бай кал»,
Бийский ФСК, Череповецкий Ф М К и др.
Некоторые фанерные предприятия по территориальному
принципу подчиненности входят в состав соответствующих о б ­
ластны х и республиканских производственных объединений.
К ним относятся: Парфинский ФК, Усть-Ижорский ФК, О к е а н ­
ский Ф З и др. В свою очередь ф анерны е цехи часто входят в со­
став крупных д ерев ообрабаты ваю щ и х комбинатов (Д О К о в ),
целлю лозно-бумаж ны х комбинатов ( Ц Б К ) , лесопромышленных
комплексов ( Л П К ) . Это — фанерные цехи Братского Л П К , А р ­
хангельского Ц Б К , С ы кты вкарского Л П К , Апшеронского Д О К
н др.
I2
КОНЦЕНТРАЦИЯ
И
СПЕЦИАЛИЗАЦИЯ
ПРОИЗВОДСТВА
Наиболее эффективными и целесообразными ф орм ам и оргаш п ац н и производства являю тся концентрация и специализация,
причем ведущее место прин адлеж и т концентрации п роизвод­
ства, т. е. сосредоточению однородного производства в одном р е ­
гионе в виде производственного объединения. Производственное
объединение — это крупное предприятие, в состав которого,
5
кроме основного предприятия, входят еще и филиалы. Б л а г о ­
д ар я централизованное™ уп равлен ия и планирования на таком
предприятии создается возможность четкого перераспределения
производимой продукции. Однородные виды этой продукции со­
средоточивают в соответствующих ф и л и а л а х (п одразделен и ях),
что способствует развитию специализации основных произ­
водств внутри объединения.
Примером такого объединения могло бы служить сосредо­
точение предприятий Л ен и нград а и Ленинградской области, вы ­
пускающих фанеру, древесные слоистые пластики, гнутоклее­
ные д етал и из шпона, товарный шпон и др. со следующей их
специализацией: У сть-Ижорский фанерный комбинат (У И Ф К ) —
головное предприятие специализируется на выпуске б акели зи ­
рованной фанеры, декоративной фанеры, древесных слоистых
пластиков, деталей из пресс-массы, фанерных труб; П р ом ы ш ­
ленно-экспериментальный фанерный завод (П Э Ф З ) специали­
зируется на выпуске фанеры марки ФСФ, авиационной фанеры;
Л ю банский фанерный завод специализируется на выпуске ф а ­
неры м арки Ф К и гнутоклееных заготовок д л я мебели.
Концентрация производства возмож на ка к за счет строи­
тельства новых крупных предприятий, т а к и за счет реконструк­
ции, расш ирения и технического перевооружения действующих.
В фанерной промышленности в б ли ж айш ие 10— 15 лет будут
проведены реконструкция, расширение и техническое перево­
оружение у ж е действующих предприятий с учетом м а к с и м а л ь ­
ной ориентации их на увеличение выпуска большеформатной
фанеры, которая приобретает все большее значение. К ним от­
носятся Пермский ФК, Ж еш артски й ФК, Верхне-Синячихинский ФК- Н а этих ж е предприятиях увеличится и выпуск д р е ­
весностружечных плит т а к ж е за счет реконструкции и р асш и р е­
ния производства и строительства новых цехов.
Уровень концентрации фанерной промышленности в нашей
стране значительно выше среднемирового показателя. Так, ф а ­
нерные заводы с объемом производства 30 тыс. м 3 в год и более
составляю т около 25 % общего числа предприятий, в ы р а б а т ы ­
ваю щ их фанеру, но на них сосредоточено около 80 % всей про­
изводимой промышленной продукции, около 60 % численности
работаю щ их и около 75 % стоимости промышленно-производ­
ственных основных фондов.
Однако в фанерной промышленности имеется большое число
мелких предприятий, мощность которых значительно ниже оп­
тимального уровня. В виде отдельных цехов они входят в со­
став мебельных, домостроительных, д ерев ообрабаты ваю щ и х и
других комбинатов.•
Н а таких предприятиях низок уровень механизации, о р га ­
низации труда и производства и, следовательно, низка э ф ф е к ­
тивность.
Поэтому производство фанеры и фанерных изделий целесо­
образнее сосредоточить на крупных предприятиях.
6
П реимущ ества крупных предприятий сводятся к следую ­
щему:
1. С оздается возможность внедрения оборудования большой
■ ишичной мощности, что ведет к снижению стоимости единицы
установленной мощности и сокращению удельны х капитальных
нложений.
2. К онцентрация производства ведет к повышению уровня
внутризаводской специализации, способствуя внедрению и л у ч ­
шему использованию высокопроизводительного оборудования,
более совершенной технологии, а т а к ж е улучшению о р г ан и за­
ции производства и труда.
3. Укрупнение предприятий создает большие возможности
для эффективного использования сырьевых материалов и топ­
лива. Это достигается снижением м атериалоемкости продукции
и результате применения более совершенной техники и передоных методов технологии.
4. Укрупнение предприятий ведет к относительному (на еди­
ницу продукции) сокращению н акл ад н ы х расходов, связанных
с управлением и обслуживанием производства.
5. Н а крупных предприятиях имеются возможности соедине­
ния науки с производством, создания научно-исследовательских
лабораторий, конструкторских бюро, опытных установок и т. д.
С вязанны е с этим зат р а ты в условиях крупного производства
невелики и окупаются за короткий срок.
6 . Н а крупных предприятиях успешно реш аю тся вопросы со­
циального развития коллектива (за счет жилищ ного строитель­
ства, строительства яслей, детсадов, спортивно-оздоровительных
учреждений и т. д.).
При ан ал и зе технико-экономических преимуществ крупных
предприятий необходимо учитывать отраслевые и тер ри тори ал ь­
ные особенности, условия обеспечения сырьем и сбыта готовой
продукции, условия демографического х а р а к тер а и т. д. П о ­
этому в фанерной промышленности вместе с крупными могут
успешно функционировать средние и д а ж е небольшие по р а з ­
меру предприятия (в пределах оптимального размерного р я д а ) .
При этом нужно иметь в виду, что средние и небольшие п р ед ­
приятия сохраняю т преимущества крупного производства, если
1ждое из них четко специализировано.
С пециализация производства — форм а общественной о р г а ­
низации производства, при которой происходит выделение са:стоятельных предприятий и цехов по выпуску однородной
продукции или выполнению отдельных стадий технологического
процесса. С пециализация мож ет быть предметная, подетальная
п и'хнологическая. С определенной степенью условности фа|м рпые предприятия могут быть отнесены к примерам п ред­
метно или подетально специализированных предприятий ( ф а ­
нера, разного назначения гнутоклееные заготовки, древесные
|.ю и ст ы е пластики и д р .). Одним из эффективных показателей
инициализации производства является то, что она, обеспечивая
7
увеличение объемов производства однородной продукции, д ает
возможность наиболее полно за гр у ж а т ь действующее оборудо­
вание, повышает ритмичность работы, т. е. обеспечивает более
прочные и гибкие связи между поставщиком и потребителем.
Высокий уровень специализации в фанерной промы ш ленно­
сти достигнут на предприятиях, где ассортимент продукции ог­
раничен 5 — 6 видами и м аркам и фанеры. Н а тех предприятиях,
где ассортимент продукции вклю чает в себя 13— 15 н аи м ен о ва­
ний, уровень специализации чрезвычайно низок.
Д альн ей ш и й прогресс специализации в промышленности
в значительной степени зависит от развития стандартизации
продукции, типизации технологических процессов, способствую­
щих увеличению серийности и массовости производства, ка к это
намечено решениями XXV и XXVI съездов партии.
13. Р А Ц И О Н А Л Ь Н О Е И К О М П Л Е К С Н О Е
ДРЕВЕСНОГО СЫРЬЯ
ИСПОЛЬЗОВАНИЕ
В фанерной промышленности в настоящее время расход д р е­
весины на 1 м 3 готовой продукции составляет в среднем около
2,7 м3. Эта цифра говорит о значительных резервах, которые
еще не используются д ля более эффективного и экономного р а с ­
ходования древесины в фанерной промышленности. Больш ие
производственные потери древесины в виде отходов имеют ме­
сто при лущении чураков — это шпон-рванина и кар ан даш и .
Они составляю т более 30— 35 % всей расходуемой древесины.
Много отходов на участке обрезки фанеры (около 8— 1 0 % ) и
других. Все образую щ иеся отходы следует использовать как
вторичное сырье д ля получения продукции не менее ценной и
важной, чем фанера. Одним из рациональны х способов п ерер а­
ботки этих отходов является производство древесноструж ечных
плит, необходимое при каж дом крупном фанерном предприятии.
В перспективе намечается более эф ф ективная орган и зац ия
переработки отходов фанерного производства, которая позволит
из отходов получать опять ж е фанеру. Она будет отличаться от
обычной и назы ваться ребровой или комбинированной. П о в се­
местное производство ребровой и комбинированной ф ан еры поз­
волит сократить расходы древесного сырья в отрасли почти
в 2 раза.
Значительный резерв — рациональное использование древес­
ной коры, которая находится вне б ал ан са поставляемого на
предприятия сырья. Это означает, что ежегодно около 40 млн. м3
коры нигде не учитываются и почти не используются. Б л а г о ­
д а р я научным р а зр а б о т к ам советских ученых кора п риобретает
все большую и большую значимость ка к ценное химическое
сырье. Так, из коры березовой древесины можно получать д е­
готь (препарат П М Б К ) , дубители, удобрения, кормовые д о­
бавки д ля сельскохозяйственных животных, активированный
уголь, фурфурол и многое другое. В настоящее время ведутся
8
сипоты по созданию опытно-промышленных установок, которые
и< молят в более широких м а сш та б а х и с большей эф ф екти в­
н а тью использовать кору. Таким образом, глубокая и ком|| и ксная переработка всего древесного сырья является важной
м uiчей фанерной промышленности.
| I ВИДЫ ФАНЕРЫ И ДРУГОЙ СЛОИСТОЙ ПРОДУКЦИИ.
ОЬЛАСТЬПРИМ ЕНЕНИЯ
Все виды ф ан еры и фанерной продукции в зависимости от
и ■шачения и эксплуатационны х свойств можно условно раздеiiiTb на следующие самостоятельны е группы: ф ан ера; плиты
(фанерные, столярны е); древесные слоистые пластики; детали
( i мутоклееные, плоскоклееные, цельнопрессованные). Ф анера
может быть следующих назначений и названий: д ля внутреннего
потребления (общего назначения) — ряд овая; поставл яем ая на
чкспорт — экспортная; авиационная; б акели зи рован ная; декораi пиная; облицованная строганым шпопом; профилированная;
строительная; опалубочная; трубная; ребровая; комбинирован11;■ч. Все перечисленные виды фанеры д о лж н ы отвечать т р е ­
бованиям определенных ГОСТов (стандартов) или ТУ (те х­
нических условий). Кроме того, некоторые виды фанеры к л а с ­
сифицируют по способу отделки (облицовывания) и по виду
отделочного (облицовочного) материала. В качестве последних
используют: синтетические пленки, б ум аж ны й слоистый п л а ­
стик, бумагу, стеклоткань, асботкань, металлическую фольгу,
жидкие прозрачны е и непрозрачные м атери ал ы и т. д.
Р ассмотрим основные классификационны е признаки некото­
рых видов фанеры и другой фанерной продукции.
Ф анера общего назначения (ГОСТ 3916—69). Применяется
и и внутреннего потребления в мебельной и радиотехнической
промышленности, в судостроении, вагоностроении, автострое­
нии. В зависимости от вида клея выпускают ф анеру следующих
марок: ФСФ — фанеру, склеенную синтетическим фенолоформпльдегидным клеем; Ф К — фанеру, склеенную синтетическим
к.ф бам и доф орм альдегидн ы м клеем; Ф Б А — фанеру, склеенную
белковым альбумино-казеиновым клеем. Р азм ер ы листов ф а ­
неры д олж ны соответствовать указанны м в табл. 1. По согласопамшо с потребителем изготовляют ф анеру других размеров
| уменьшением длины и ширины относительно у казан ны х в таб■мне не более чем на 150 мм с градацией 25 мм.
Фанеру общего назначения изготовляют из различны х пород
1 'несины: березы, ольхи, осины, липы, тополя, сосны, кедра и
*" 'I их других, причем она считается изготовленной из той по1'",|ы, из которой изготовлены ее наруж н ы е слои; д ля внутрен­
него слоя могут быть использованы другие древесные породы
(один из вариантов комбинированной ф ан ер ы ). Д л я изготовле­
ния фанеры общего назначения применяют шпон сортов: А, АВ,
Г>. ВВ, С (для наруж ны х слоев) и 1 ,2 ,3 (для внутренних слоев).
9
Таблица 1
Дл и н а (или ширина), мм
Ш и р и н а (и л и д л и н а ) , мм
номина­
льная
предельное
отклонение
номи­
нальная
предельное
отклонение
2 44 0
± 5 ,0
2135
± 5 ,0
1830
± 5 ,0
1525
± 5 ,0
1220
± 4 ,0
1525
1220
1525
1220
1525
1220
1525
1220
7 25
1220
7 25
± 5 ,0
+ 4,0
+ 5 ,0
± 4 ,0
± 5 ,0
+ 4 ,0
± 5 ,0
+ 4 ,0
+ 4,0
± 4 ,0
+ 4 ,0
Толщ ина ш лифованной и нешлифо­
ва н ной ф а н е р ы , мм
номинальная
1,5; 2; 2 ,5 '
3; 4
5; 6; 7; 8; 9
10; 12
15; 18
предельное
отклон ение
средней тол­
щины от номин альной
+
+
+
+
+
0 ,2
0,3
0 ,4
0,5
0,7
П р и м е ч а н и е . Д ли на листа фанеры соответствует направлению волокон
древесины в наружном слое.
Индекс А означает высший сорт, индекс С — низший. Сортность
зависит от величины и количества пороков древесины и д е ф е к ­
тов обработки. В зависимости от качества древесины и о б р а ­
ботки шпона, идущего на наруж ны е (лицевой и оборотный)
слои, выпускаю т фанеру пяти основных сортов: А/АВ; АВ/В;
В/ВВ; ВВ/С; С/С. По согласованию с потребителем изготов­
л яю т ф анеру и с другим сочетанием н аруж н ы х слоев: А/В;
А/ВВ; А В/ВВ, В/С.
Ф анеру общего назначения изготовляют ш лифованной и не­
шлифованной. Ц е л ь ш лифования — уменьшение разнотолщинности листа фанеры и снижение шероховатости поверхности. Ве­
личина разнотолщинности определяется ка к разность между
наибольшей и наименьшей толщиной в одном листе фанеры.
Так, д ля шлифованной фанеры толщиной 1,5—2,5 мм разнотолщинность допускается 0,3 мм; 3— 4 мм — 0,4 мм, 5—9 мм—
0,5 мм, 10— 12 мм — 0,6 мм, 15— 18 мм — 0,8 мм. Д л я неш лифо­
ванной фанеры д о п у скаем ая величина разнотолщинности соот-.
ветственно увеличивается на 0,1 мм. Ш ероховатость поверхно­
сти R zmax фанеры общего назначения в зависимости от породы
древесины и вида обработки д о л ж н а быть по ГОСТ 7016— 75 не
более 2 0 0 и 60 мкм ( 6 — 8 -го к л а с с а ).
Фанера, поставляемая на экспорт (ГОСТ 10.55— 71). Н а
Б ратском Л П К изготовляется хвойная фанера, п оставляем ая на
экспорт в соответствии с ТУ 81-04-549— 79, разм ером 2440Х
Х 1220 и 122 0 x 2 4 4 0 мм. В зависимости от вида клея р а з л и ч а ­
ются следующие марки экспортной фанеры: ФСФ-Э — ф ан ера,
склеенная
ф енолформальдегидны м
клеем;
ФК-Э — ф ан ера,
10
■клеенная кар бам и доф орм альдеги дны м клеем; ФБА-Э — ф а ­
нера склеенная альбумино-казеиновым клеем. Р азм е р ы листов
«кспортной фанеры близки к р азм ерам фанеры общего н а з н а ­
чения за некоторым исключением. Н апример, м иним альная
длина ее равна 1270 мм, м иним альная ширина 1270 мм, мини­
мальн ая толщ ина 3 мм. Д опускается уменьшение разм ера в од ­
ном направлении не более, чем на 1 0 0 мм, в двух взаимно п ер­
пендикулярных н аправлениях не более чем на 50 мм.
В соответствии с ГОСТ 10.55— 71 д ля н аруж н ы х и внутрен­
них слоев фанеры используют березовый шпон, за исключением
сортов ВВ; С Р; С и ф ан еры с сочетанием нар уж н ы х слоев
В В/С Р; ВВ/С, в которых внутренние слои допускается изготовять из ольхи и ильма. П ри изготовлении экспортной фанеры
для н аруж н ы х слоев применяют шпон сортов В; Bj (ребросклесчшый), ВВХ (непочиненный), ВВ, С Р (починенный), С; д ля
подслоя под наруж ны е слои — шпон сортов 1 , 2 , 3-го.
Таким образом, в зависимости от качества н аруж н ы х слоев
иыпускают ф анеру шести основных сортов: В; Bj; ВВХ; ВВ; С Р;
С (качество лицевого и оборотного слоя одинаковое), а т а к ж е
со следующими сочетаниями сортов наруж ны х слоев: В /ВВ ;
Bj/BB; В /С Р ; В/С; ВВХ /ВВ; ВВХ/C P ; В В /С Р ; ВВ/С; ВВХ/С.
В экспортной фанере в зависимости от ее толщины число
слоев шпона регламентировано. Так, ф ан ер а толщиной 6 — 7 мм
имеет 5 слоев, 8 — 10 мм — 7, 18 м м — 13. Экспортную фанеру
необходимо ш лифовать с обеих сторон. Н е шлифуют только ф а ­
неру сорта С. Фанеру сортов В/С; ВВХ/С и ВВ/С шлифуют
с одной стороны (лицевой). Листы фанеры обрезаю т под п р я ­
мым углом без бахромы, сколов и отщепов. Д о п у с к ае м ая ко­
сина листа не д олж н а быть более 3 мм на 1 м длины.
Ф ан ера авиационная (ГОСТ 102— 75). В зависимости от
нпда клея ф ан ера выпускается следующих марок: БП-А — ф а ­
нера, склеенная бакелитовой пленкой А (ГОСТ 2707— 75); БПВ — фанера, склеенная бакелитовой пленкой В (ГОСТ 2707—
75); Б С - 1 — фанера, склеенная фенолформальдегидной смолой
СФЖ-3011 (ГОСТ 20907— 75); БП С -1В — ф ан ер а толщиной 2;
2,5 и 3 мм, склеенная бакелитовой пленкой В, а т а к ж е ф ан ер а
толщиной 4, 5 и 6 мм, наруж н ы е слои которой склеиваю т б а к е ­
литовой пленкой. Внутренние слои фанеры толщиной 4, 5 и
(> мм склеиваю т смолой СФЖ-3011.
Р азм е р ы листа фанеры по длине д олж ны составлять 1000—
1525 мм с градацией 25 мм, по ширине 800— 1525 мм с г р а д а ­
цией 25 мм. Д опускаем ы е отклонения по длине и ширине ± 4 мм.
11о согласованию с потребителем допускается изготовление л и ­
стов фанеры больших размеров. Толщ ина их д о л ж н а соответ­
ствовать указанной в табл. 2 и в любой измеряемой точке не
ю л ж н а отличаться от номинальной более, чем на величину п ре­
дельных отклонений.
Д л я получения авиационной фанеры используют только д р е ­
весину березы. В зависимости от разм еров пороков древесины
11
Таблица 2
Н о м и н а л ь н а я т о л щ и н а ф а н е р ы , мм
БП-А, БП -В
1,0
1,5
2,0
2,5
3,0
.—
—
—
—
—
—
БС-1
—
— .
—
3,0
4,0
5,0
6,0
8,0
10,0
12,0
БПС-1 в
—
2,0
2,5
3,0
4,0
5,0
6,0
—
—
—
П редельные отклоне­
н и я , мм
± 0 ,1
+ 0,1
+ 0 ,2
± 0 ,2
— 0,2; + 0 , 3
+ 0 ,3
+ 0 ,4
+ 0 ,4
+ 0 ,5
+ 0 ,5
+ 0 ,5
и дефектов обработки она изготавливается двух сортов: 1 -го и
2-го. Ш ероховатость поверхности по ГОСТ 7016—75 д л я ф а ­
неры БП -А и БС-1, имеющей государственный З н а к качества,
д о л ж н а быть Rzmax не более 60 мкм (не ниж е 8 -го к л а с с а ), для
остальных R zmax не более 100 мкм (не ниже 7-го к л а с с а ).
Фанера бакелизированная (ГО С Т 11539— 73). В зави си м о­
сти от вида применяемых синтетических ф енолоформальдегидных смол, способа их нанесения на шпон, области применения
выпускаю т бакелизированную ф анеру следующих марок:
Ф БС , ФБС[ — наруж н ы е слои фанеры пропитываю т смолой
или на них наносят спирторастворимую смолу, на внутренние
слои т а к ж е наносят спирторастворимую смолу. Ф анеру Ф Б С и
Ф Б С 1 применяют д л я изготовления конструкций в маш ино­
строении и строительстве, работаю щ их в атмосферных условиях
и в помещениях. Ф анеру Ф БС используют в изделиях, эксп л у а­
тируемых в условиях тропического климата;
Ф Б В , ФБВ! — наруж н ы е слои фанеры пропитываю т смолой
или на них наносят водорастворимую смолу, на внутренние слои
так ж е наносят водорастворимую смолу. П рименяют ее д л я из­
готовления конструкций в машиностроении и строительстве, р а ­
ботающих в помещениях;
ФБС-А, Ф Б С г А — на нару ж н ы е и внутренние слои фанеры
наносят спирторастворимую смолу (допускаются без нанесения
смолы поперечные слои фанеры, располож енны е симметрично
по отношению к центральному слою ). Ф анеру Ф БС -А и Ф Б С Г А
применяют д ля изготовления внутренних конструкций в ав том о­
билестроении.
Р азм е р ы листов фанеры, мм: длина 4400, 4900, 5600, 7700;
ширина 1200, 1250, 1500, 1550; толщ ина 5, 7, 10, 12, 14, 16, 18.
Бакелизированную ф анеру изготавливаю т только из древесины
березы. Д л я изготовления ее применяется лущеный шпон сор­
тов, указан ны х в табл. 3.
12
Таблица 3
С о р т шггона
М а р к а фанеры
на н а р у ж н ы е с лои
ФБС, Ф БВ , ФБС-А
ФБС], Ф Б В ], ФБС^-А
В
ВВ
на в н у т р е н н и е слои
ВВ
ВВ с допуском по несросшимся
сучкам без ограничения количе­
ства
Фанера декоративная
(ГОСТ 14614—79). П р едстав ляет
собой фанеру, облицованную пленочными покрытиями в сочета­
нии с декоративной бумагой или без нее. П о виду облицовоч­
ного покрытия и смол, применяемых д л я ее изготовления, д е к о ­
ративную ф анеру п одразделяю т на следующие марки: ДФ-1 —
облицовочное покрытие прозрачное (бесцветное или о кр а ш ен ­
ное), не укры ваю щ ее текстуру натуральной древесины; Д Ф -2 —
облицовочное покрытие непрозрачное, с бумагой, имитирующей
текстуру ценных пород древесины, или с другим рисунком;
ДФ -3 — облицовочное покрытие прозрачное, повышенной водо­
стойкости (бесцветное или окраш енное), не укры ваю щ ее т ек ­
стуру натуральной древесины; Д Ф -4 — облицовочное покрытие
непрозрачное, повышенной водостойкости, с бумагой, имити­
рующей текстуру ценных пород древесины, или с другим рисун­
ком. При изготовлении фанеры ДФ-1 и Д Ф -2 применяют карбам идоформальдегидны е смолы; Д Ф -3 и Д Ф -4 — меламиноформальдегидные, отличаю щ иеся повышенной водостойкостью. По
числу облицованных сторон декоративную ф анеру п о д р а зд е­
ляю т на одностороннюю и двустороннюю; по внешнему виду о б ­
лицовочного покрытия — на глянцевую и полуматовую.
Все марки декоративной фанеры применяют д ля отделки
и мебельной промышленности, в вагоностроении (пассаж ирские
нагоны), в судостроении, в ж илом и г р аж дан ско м строительстве.
Разм ер ы листов декоративной фанеры, мм: длина (или ш и­
рина) — 1220, 1525, 1830, 2135, 2440, ширина (или д л и н а ) — 725,
1220, 1525; тол щ и н а— 3, 4, 5, 6 , 8 , 10, 12.
Д л я изготовления декоративной фанеры всех марок п рим е­
няют шпон из древесины березы, ольхи, липы, осины и тополя.
Д л я внутренних слоев фанеры Д Ф -2 и Д Ф -4 допускается при­
менение шпона из древесины хвойных пород (сосны, ели и л и с т­
венницы). Д л я лицевых слоев декоративной фанеры всех м арок
применяют шпон сорта А. Д л я фанеры Д Ф -2 и Д Ф -4 д о п у с к а­
ется применение шпона сорта АВ без ребросклеивания. О б орот­
ный слой односторонней декоративной фанеры мож но и зго тав ­
ливать из шпона сорта ВВ. По согласованию с потребителем д о ­
пускается применение шпона из древесины хвойных пород
(сосны, ели, лиственницы) д ля лицевых слоев декоративной
13
фанеры Д Ф -2 и ДФ-4. Д екоративную фанеру, предназначенную
д л я судостроения и вагоностроения, пропитывают огн езащ ит­
ным составом. По качеству поверхности устан авл и в аю т два
сорта фанеры — 1-й и 2-й. Поверхность ее д о л ж н а быть ровной,
гладкой, однородной по цвету и рисунку.
Фанера, облицованная строганым шпоном (ГОСТ 11519—
77). Классифицируется по ряду признаков:, виду применяемого
клея (ФОФ — фанера,
склеенная
фенолоформальдегидны м
клеем; Ф О К — фанера, склеенная карбам идоф орм альдегидны м
клеем ); виду текстуры строганого шпона (ради альная, полурадиальн ая, тангентальная, тан ген т ал ь н о -то р ц о в а я); числу об ли ­
цованных сторон (односторонняя и д в у с т о р о н я я ); виду о б р а ­
ботки поверхности (неш лиф ованная и ш лиф ованная с одной или
двух сторон). Р азм е р ы листов фанеры, мм: длина (или ши­
рина) — 1830, 1525; ширина (или длина) — 1525, 1220, 725; то л ­
щ ина — 4, 5, 6 , 8 , 9, 10.
Д л я изготовления фанеры применяют строганый шпон
(ГОСТ 2977— 82) для одного или двух наруж ны х слоев фанеры
и лущеный шпон (ГО С Т 99—75) д л я всех внутренних слоев и,
если ф ан ера односторонняя,— д ля одного наружного слоя. Ф а ­
неру, облицованную строганым шпоном, выпускают двух сор­
тов: 1-го и 2-го. Сорт фанеры определяю т по сорту ее лицевого
слоя. В двусторонней фанере наруж н ы е слои могут быть од и н а­
кового или разны х сортов.
Ш ероховатость поверхности нешлифованной фанеры, о б ли ­
цованной строганым шпоном древесины дуба, ясеня, ильма,
сосны и лиственницы, д олж н а быть R zmax не более 200 мкм (не
ниже 6 -го к л а с с а ), а д ля других пород R zmах не более 100 мкм
(не ниже 7-го к л а с с а ). Ш ероховатость поверхности ш л и ф о в ан ­
ной фанеры, облицованной строганым шпоном дуба, ясеня,
ильма, сосны и лиственницы, д олж на быть R zтах не более
100 мкм (не ниже 7-го к л ас са), а для других пород R zгаах не
более 60 мкм (не ниже 8 -го к л а с с а ). Ш ероховатость поверхно­
сти наружного слоя из лущеного шпона для односторонней ф а ­
неры д о л ж н а соответствовать требованиям ГОСТ 99— 75.
Фанерные плиты. Это клееный слоистый материал, изготов­
ленный из семи и более слоев лущеного шпона, склеенных
между собой синтетическими клеями на основе фенолоформальдегидных и карбам и доф орм альдеги дны х смол. В соответствии
с ГОСТ 8673— 82 выпускают плиты следующих марок: ПФ-А,
П Ф -Б, ПФ-В, ПФ-Х, ПФО-Х, П ФД-Х, ПФ-Л. В ПФ-А смежные
слои шпона имеют взаимно перпендикулярное направление во­
локон древесины. Они могут быть необлицованными и облицо­
ванными с одной или двух сторон. Применяют эти плиты пре­
имущественно в вагоностроении, сельскохозяйственном маш ино­
строении, для изготовления оборудования мукомольно-крупяной
промышленности. В плитах П Ф -Б каж д ы е пять слоев шпона
с п араллельны м направлением волокон древесины (набор слоев)
чередуются с одним слоем шпона, имеющим перпендикулярное
14
направление волокон. В крайних и центральны х н аборах слоев
допускается меньше пяти слоев шпона, но с к аж д ой стороны
плиты долж но быть одинаковое количество слоев. Применяю т
)ти плиты в сельскохозяйственном машиностроении, автостроеиии, обозостроении.
В плитах ПФ-В все слои шпона имеют парал л ел ьно е н а ­
правление волокон за исключением двух перпендикулярных
слоев, симметричным двум центральным. Плиты толщиной 8 мм
состоят из пяти продольных и двух поперечных слоев шпона,
расположенных по сторонам центрального (продольного) слоя.
Применяют эти плиты преимущественно в сельскохозяйствен­
ном машиностроении. В плитах ПФ-Х и П Ф -Л все слои шпона
имеют парал л ел ьное направление волокон. Их применяют соот­
ветственно д ля изготовления хоккейных клю шек и лыж . Р а з ­
меры фанерны х плит, мм: д л и н а — 1220, 1525, 1830, 2200, 2300,
2440, ширина — 1220, 1525, толщина — 13, 14, 15, 16, 18, 20, 22,
25, 26, 30, 33, 35, 40, 45, 53, 62, 6 8 , 78.
Д л я н ар уж н ы х слоев (лицевых и оборотных) необлицованных фанерных плит и оборотных слоев облицованных односто­
ронних плит применяют лущеный березовый шпон (по ГОСТ
99— 75). Д л я наруж ны х слоев облицованных двусторонних плит
и лицевых слоев облицованных односторонних плит применяют
строганый шпон (по ГОСТ 2977— 77). Д л я внутренних слоев
плит применяют березовый, сосновый или липовый шпон (по
ГОСТ 99— 75). По согласованию с потребителем допускается и з­
готовлять плиты марок ПФ-А, П Ф -Б и ПФ-В с наружны ми
п внутренними слоями из шпона других пород древесины.
В зависимости от сорта шпона в н ару ж н ы х слоях плит им
присваивают соответствующий сорт. Например, д ля плит ПФ-А:
пеоблицованных односторонних — АВ/В, АВ/ВВ, В/ВВ, В В/С ;
пеоблицованпых двусторонних: АВ/АВ; В/В; В В/В В ; облицо­
ванных односто ро нн и х— 1/В; 2/ВВ; облицованных двусторон­
них — 1 / 1 ; 2 / 2 .
Ш ероховатость поверхности плит ( Rzmax) по ГО С Т 7016— 75
не д о л ж н а превыш ать следующие допускаемы е нормы: 1 0 0 мкм
(7-й класс) д ля шлифованных, лиственных пород; 200 мкм ( 6 -й
класс) д ля шлифованных, хвойных пород; 2 0 0 мкм ( 6 -й класс)
1ля нешлифованных, лиственных пород; 320 мкм (5-й класс)
чля нешлифованных, хвойных пород.
Столярные плиты. Это клееный слоистый м атериал, изготов­
ленный из реечных щитов, оклеенных с обеих сторон лущеным
или строганым шпоном. Д л я склеивания щитов применяют фенолформальдегидные и й арбам идоф орм альдегидны е клеи. В со­
ответствии с ГОСТ 13715— 78 столярные плиты п одразделяю т
на типы H P , СР, БР . П литы H P имеют конструкцию щ ита из
реек не склеенных меж ду собой. П литы С Р имеют конструкцию
щита из склеенных меж ду собой реек. Плиты Б Р имеют ко н ­
струкцию щита из реек, полученных из склеенных в блок досок.
()пи имеют повышенную конструктивную жесткость.
15
Во всех типах столярных плит щит мож ет быть обычной или
повышенной точности. Поверхность их мож ет быть необлицованной или облицованной строганым шпоном. П литы облицо­
вываю т с одной (односторонняя) или с двух (двусторонняя)
сторон. Они могут быть нешлифованные или шлифованные (с од­
ной или двух сторон). П рименяю т столярные плиты в мебель­
ной промышленности, вагоностроении, судостроении и других
о трасл ях народного хозяйства. Р азм еры столярных плит, мм:
длина (по долевому направлению реек в щите) — 1525, 1830,
2500; ширина — 1220, 1525; толщ ина — 16, 19, 22, 25, 30.
В необлицованной столярной плите долж но быть с каж дой
стороны два слоя лущеного шпона (наруж ны й и подслой) оди­
наковой толщины и изготовленных из одной породы древесины.
Н аруж ны й слой и подслой долж ны иметь одинаковое н ап р ав л е­
ние волокон древесины и располагаться перпендикулярно длине
плиты (реек). Односторонняя, облицованная строганым шпо­
ном плита, на оборотной стороне д олж н а иметь третий слой л у ­
щеного шпона, толщиной, равной толщине строганого шпона.
Д л я наруж ны х слоев необлицованных и оборотных слоев об ­
лицованных односторонних плит применяют лущеный шпон р а з ­
личных пород (в основном березовый, ГОСТ 99— 75); д ля н а ­
ружных слоев облицованных двусторонних и лицевых слоев
облицованных односторонних плит применяют строганый шпон
(ГОСТ 2977— 82). Толщина строганого шпона, используемого
в вагоностроении, составляет не менее 1 мм. С ум м арная тол­
щина наружного слоя и подслоя необлицованной плиты д олж на
быть не менее 3 мм; д ля облицованных плит сум м арн ая тол­
щина всех трех слоев шпона д о л ж н а быть увеличена на тол­
щину, равную толщине строганого шпона при сохранении но­
минальной толщины плиты.
В зависимости от сортности лицевого и оборотного слоев
шпона выпускаю т столярные плиты следующих сортов: необлицованные — А/В, А В/ВВ, В/ВВ; облицованные односторонние—
1/В, 2/ВВ; облицованные д в у с то р о н н и е— 1/1, 2/2.
Ш ероховатость поверхности ( # г т ах) столярных плит не
д о л ж н а превышать: ш лифованных необлицованных, изготовлен­
ных из лиственных пород, 100 мкм (7 к л ас с), хвойных 200 мкм
( 6 к л ас с); нешлифованных необлицованных, изготовленных из
лиственных пород, 200 мкм ( 6 -й к л ас с), хвойных 320 мкм (5-й
к л ас с); нешлифованных, облицованных кленом, дубом, ясенем,
пихтой, лиственницей, сосной, 2 0 0 мкм ( 6 -й к л ас с); остальных
пород 100 мкм (7-й кл асс).
Древесные слоистые пластики ( Д С П ). Это клееный слоис­
тый м атериал, изготовленный (склеенный) в процессе терм иче­
ской обработки под давлением из листов березового шпона, про­
питанных бакелитовы м лаком. В соответствии с ГОСТ 13913—
78 в зависимости от располож ения волокон древесины шпона
в смежных слоях и от назначения выпускают древесные слоис­
тые пластики следующих марок: Д С П -A; Д С П -Б ; Д С П -Б -э ;
16
Д С П -Б -м ; Д С П -Б -т; Д С П -Б -о ; Д С П -В ; Д С П -В -э, Д С П -В -м ;
Д С П -Г ; Д С П -Г -м . Буквы А, Б, В, Г у к а зы в аю т порядок у к ­
лад ки шпона в пластике. Буквы «э», «м», «т», «о» — у ка зы в аю т
назначение пластика. Б укв а А означает, что волокна древесины
шпона во всех слоях имеют п араллельное направление или к а ж ­
дые четыре слоя с п араллельны м направлением волокон д р е в е ­
сины шпона чередуются с одним слоем, имеющим направление
волокон под углом 20— 25° к смежным слоям. Б укв а Б о з н а ­
чает, что к а ж д ы е 8 — 1 2 слоев шпона с парал л ел ьны м н а п р а в ­
лением волокон древесины чередуются с одним слоем, имеющим
направление волокон древесины перпендикулярное смежным
слоям. Б уква В означает, что волокна древесины шпона в с м е ж ­
ных слоях взаимно перпендикулярны. Буква Г означает, что
волокна древесины шпона в смежных слоях последовательно
смещены на угол 45°.
Д ревесны е слоистые пластики изготовляют двух типов: ц ел ь­
ные, склеенные из целых по длине листов шпона; составные,
склеенные из нескольких листов шпона по длине, улож енных
внахлестку или встык. П рименяю т древесные слоистые п л а ­
стики для следующих целей:
Д С П -A; Д С П -Б ; Д С П -В ; Д С П -Б -о — для изготовления дейдвудных подшипников в судостроении, ка к конструкционный и
антифрикционный м атериал;
Д С П -Г — ка к конструкционный (зубчаты е колеса) и ан ти ­
фрикционный (втулки и вклады ш и подшипников) материал;
Д С П -Б -э; Д С П -В -э — д л я изготовления конструкционных и
электроизоляционных деталей ап п ар атур ы высокого н а п р я ж е ­
ния, электрических машин, трансформ аторов, ртутных в ы прям и­
телей и т. п.;
Д С П -Б -м ; Д С П -В -м ; Д С П -Г -м — к а к сам осм азы ваю щ ий ся
антифрикционный м атери ал в качестве ползунов лесопильных
рам и других аналогичных деталей;
Д С П -Б -т — д ля изготовления д еталей машин текстильной
промышленности.
Д ревесны е слоистые пластики изготовляют прямоугольной
формы в виде листов толщиной менее 15 мм и плит толщиной
15— 60 мм. Р азм е р ы листов и плит древесных слоистых п л а ст и ­
ков, мм: д л и н а — 700, 750, 1150, 1200, 1500, 2400, 4800, 5600; ш и­
рина— 750, 950, 1200, 1500; то л щ и н а— 1; 1,5; 2; 2,5; 3; 4; 5; 6 ;
7; 8 ; 10; 12; 15; 20; 25; 30; 35; 40; 50; 55; 60.
Д л я изготовления древесных слоистых пластиков исполь­
зуют только березовый шпон. В соответствии с ГОСТ 99— 75
д л я н аруж н ы х слоев применяют шпон сорта В и для внутрен­
них слоев шпон сорта ВВ. Исключение составляют: пластики
Д С П -Б -т , где соответственно можно применять шпон сортов ВВ
п С; пластики Д С П -В и Д С П -В -э толщиной до 2,5 мм вклю чи­
тельно — шпон сортов АВ на наруж ны е и внутренние слои; п л а ­
стики Д С П -В и Д С П -В -э толщиной 3— 5 мм включительно —
шпон сортов В на нар уж н ы е и внутренние слои.
17
Гнутоклееные детали (заготовки — ГКЗ) (ГОСТ 21178— 75).
Их классифицирую т по различным признакам:
в зависимости от контура профиля (сечения) гнутоклееные
заготовки (Г К З) разли чаю тся на зам кнуты е и незамкнутые;
зам кнутые могут быть круглыми или трапециевидными, н езам ­
кнутые — уголковые, Г-образные, П -образные, J l -образные, д у ­
гообразные, в виде ломаной линии, корытообразные, сфериче­
ские;
в зависимости от соотношения углов, числа и направления
изгибов могут быть следующие разновидности профиля: р авн о­
угольный, разноугольный, скругленный, простой и сложный,
с одним или несколькими изгибами, симметричный и несиммет­
ричный, постоянного сечения и переменного сечения; к простым
отнесены профили заготовок с изгибом в одном .направлении,
к сложным — с изгибом в нескольких направлениях;
в зависимости от конструкции (располож ения волокон
в смежных слоях шпона) могут быть заготовки, в которых все
слои шпона имеют продольное нап равлен ие волокон; заготовки,
в которых все смежные слои шпона имеют взаимно перпендику­
лярное располож ение волокон; заготовки, в которых два внут­
ренних слоя шпона имеют поперечное направление волокон, ос­
тальны е — продольное; возможны т а к ж е другие варианты в з а ­
имного располож ения волокон.
Д л я деталей м алы х разм еров Г К З выпускаю т кратны ми
длине и ширине детали. Такие заготовки н азы ваю т м н огократ­
ными. Д л я изготовления Г К З применяют шпон лущеный бере­
зовый, карбам и доф орм альдеги дны е и ф енолоформальдегидны е
клеи. П о согласованию с потребителем их облицовываю т стро­
ганым шпоном, тканям и и другими облицовочными м а т е р и а ­
лами. Д л я изготовления Г К З мож но применять и другие д р е­
весные м атериалы: древесностружечные плиты П-3 (ГОСТ
10632—77), ф анеру (ГОСТ 3916— 69) и др. Подбор шпона по
сортам в пакет при изготовлении Г К З долж ен производиться
в соответствии с табл. 4. П редельные отклонения по толщине
ГК З, предназначенны е для изготовления мебели, д олж ны соотТаблица 4
Сорт шп она по ГО С Т 99 —75 д л я п о ве рхн ос т ей
Слой з а г о т о в к и
лицевых
Наружный
Подслой
Внутренний
' АВ
ВВ
3
нелицевых
недоступных д л я обозрения:
п од о б л и ц о в к у , н е п р о з р а ч ­
ную о т д е л к у , о б ш и в к у
АВ
ВВ
3
ВВ
ВВ
3
П р и м е ч а н и е . Д ля изделий типа грузовых поддонов на наружные слои
можно использовать кусковой и низкосортный шпон.
18
Таблица 5
Н о м и н а л ь н а я т о л щ и н а , мм
7; 8;
S; 16;
1; 22;
5.; 26;
9;
17;
23;
27;
Предельные отклоне­
н и я с ред н е й ф а к т и ­
ч е с к о й т о л щ и н ы от
н о м и н а л ь н о й , мм
П редельны е отклонения
толщ ин ы , допускаемые в
одн ой з а г о т о в к е (р а зн о то л щ и н н о с т ь ) , мм
+ 0 ,3
± 0 ,7
(-0,9
0,5
0,9
1,1
1,3
1,5
10; 11; 12; 13; 14
18; 19; 20
24
28; 29; 30
+ 1,1
± 1 .3
ветствовать указан ны м в табл. 5. Ш ероховатость поверхности
ГК З д о л ж н а быть R zmах не более 2 0 0 мкм (не ниже 6 -го
к л а с с а ). Ш ероховатость поверхностей кромок заготовок д о л ж н а
бы ть Rz max не более 320 мкм (не ниж е 5-го к л а с с а ).
Фанерные трубы (ГОСТ 7017— 76). Это разновидность гну­
токлееных заготовок замкнутого контура цилиндрического про­
филя. И зготавли ваю т их методом рулонной навивки листов
Таблица 6
В н у т р е н н и й д и ам ет р
т р у б ы , мм D
Н оминальный
50
100
150
200
250
300
Допускаемое
отклонение
+ 1 -2
Н а р у ж н ы й ди ам ет р к о н у с а
т р у б ы , мм Dr,
! пми нял ьныи
6 0 ,5
112,7
167,3
2 1 7 ,3
2 7 0 .2
3 2 0 .2
Допускаемое
отклонение
— 0,2
Н а р у ж н ы й д и ам ет р т р у б ы ,
мм D ,
Т о л щ и н а стен ок, мм S
Н оминальная
6,5
8,0
11,0
11,0
13,0
13,0
Допускаемое
отклонение
+ 1,0— 0,5
Д л и н а з в е н а т рубы , мм
1
Номина­
льная
1400
1500
Допускаемое
от к л о н е н и е
4 -2 ,5
Номинальный
Допускаемое
отклонение
63,0
116,0
172,0
222,0
276,0
326,0
Д л и н а т р у б ы , мм L
+ 2 -1
Длина ко­
н уса , мм
Л
Н оминальная
От 5000
до 7000с градацией
через 50
Номи­
нальная
75
100
140
140
175
175
П р и м е ч а н и я : 1. П о согласованию с потребителем в партии допускается
с более 5 % труб длиной до 3,5 м. 2. По требованию потребителя допускается
уготавливать трубы с другими внутренними диаметрами и толщинами стенок.
19
березовой двухслойной фанеры. В зависимости от ф изико-меха­
нических п оказателей фанерные трубы выпускаю т трех марок:
Ф-1, Ф-2, Ф-3, а фанерные муфты, сл уж ащ и е для соединения:
трубопроводов, — двух типов: конусные и цилиндрические. И з
фанерны х труб монтируют различны е трубопроводы, используе­
мые д ля транспортирования слабоагрессивных производствен­
ных растворов, химикатов, пульпы, непитьевой воды. И х приме­
няют д л я вентиляции и в качестве конструкционного м а тер и ал а
в строительстве. Р азм е р ы труб д олж ны соответствовать у к а з а н ­
ным в табл. 6 . По качеству древесины ф ан ера д ля изготовления
фанерны х труб д о л ж н а удовлетворять требованиям, указан ны м
в табл. 7. Ш ероховатость конических и торцовых поверхностей
труб и муфт д о л ж н а быть R z max не более 320 мкм (не ниже 5-го
класса).
Таблица 7
М а р к а тр у б
С орт ш п о н а л и ц е в о г о
и обор от ног о
Д и а м е т р тру бы ! мм
Т о л щ и н а ф а н е р ы , мм
ф -1
Ф-2
Ф-3
в /в в
в в /с
ВВ/С; С/С
50—150
200—300
1,5
1,75; 2,1
Производство фанеры и древесных слоистых пластиков
обычно кооперируют с производством других видов продукции.
Так, на базе отходов фанерного производства выпускаю т д р е­
весностружечные плиты, на базе отходов производства древес­
ных слоистых пластиков в ы рабаты в аю т массы древесные прес­
совочные, из которых изготавливаю т цельнопрессованные д е­
тали.
Д ревесноструж ечны е и древесноволокнистые плиты и цель­
нопрессованные д етал и не относятся к группе слоистых м ате­
риалов, выполненных из шпона, но, будучи изготовленными
с применением клея, они т а к ж е являю тся предметом нашего
изучения. Р ассмотрим основные классификационны е признаки
древесностружечных, древесноволокнистых плит и древесных
прессовочных масс.
Д ревесноструж ечны е плиты
(ГОСТ 10632— 77). П олучаю т
методом горячего плоского прессования древесных частиц, сме­
шанных со связующим. Д л я выработки древесноструж ечных
плит мож но использовать все древесные породы и отходы про­
изводства. М арки и конструкции плит даны в табл. 8 . В зав и ­
симости от прочностных характеристик плиты П-2 изготовляю т
групп А и Б.
Д ревесноструж ечны е плиты применяют в мебельной про­
мышленности, строительстве, других отраслях народного хозяй ­
ства. П литы П-1 применяют д ля изготовления элементов ме­
бели, панелей, ф утл яро в и других деталей в радио- и приборо20
Таблица 8
О бозн а че ни е
Конструкция
М арка
Многослойные
Т рехслойные
П-1М
П-1Т
П-2
Трехслойные
Однослойные
П-2Т
П-20
П-3
Трехслойные
П-ЗТ
П-1
строении. Плиты П-2 применяют для изготовления панелей,
строительных конструкций, корпусов приборов, тары (кроме пи­
щевой), контейнеров, стеллаж ей. П литы П-3 применяют д л я из­
готовления элементов полов, кровли, стеновых панелей, а н т р е­
солей, подоконников и других несущих элементов конструкций,
а т а к ж е д ля деталей кузовов автофургонов, перегородок в аго­
нов и т. д.
Таблица 9
ДЛИНЭр
мм
Т о л щ и н а , мм
Ш и р и н а , мм
шлифованных
Л
*
О.
п
51
П-1
П-2
П-3
в
я
X
J3
гqXа
X
о
X
2440
2750
3500
3660
5500
о
я
о
**
4 си
3§
л
Ч
л
т
е. ч
с *
+5
л
2
о
s
1220
1500
1750
1830
2440
о; Q
J
ОX
Z. О
ч=
чч
номинальная
с. h
п о
± 3 ,0
н еш л ифова иных
OI О)
Оя
- Я
)
ЧX
? ^
о.»-
номин а л ь н а я
ФV
оS
j Z
ЧX
*5 =:
п о
с о
От 10 до 25
включительно
с градацией
через 1 мм
± 0 ,2
_
От 10 до 25
включительно
с градацией
через 1 мм
± 0 ,3
От 16 да 22
включительно
с градацией
через 1 мм
± 0 ,3
От ] 0 до 18
включительно
с градацией
через 2 мм
± 0 ,5
От 20 до 26
включительно
с градацией
через 2 мм
± 0 ,6
От 16 до 24
включительно
с градацией
через 2 мм
± 0 ,5
21
Плиты облицовываю т или отделы ваю т различны ми м а тер и а­
л ам и . Так, плиты П-1 облицовываю т пленками на основе терм о­
реактивны х полимеров, пленками на основе термопластичных
полимеров и отделы ваю т лакокрасочны м и м атери алам и ; плиты
П-2 — шпоном, л акам и , декоративным бумаж нослоистым п л а­
стиком (тара, контейнеры, стел лаж и не облицовы ваю тся);
плиты П-3 — шпоном, декоративны м бумаж нослоисты м п ласти ­
ком, линолеумом и т. п. Р а зм е р ы древесностружечных плит
.должны соответствовать указан н ы м в табл. 9.
Ш ероховатость поверхности ( R z m а х, мкм) пласти плит д о л ­
ж н а быть не более указанной в табл. 1 0 .
Таблица 10
П-1
Вид обра бот ки
Нешлифованные
Шлифованные
Шлифованные с государственным Зн а­
ком качества
Примечание.
п-з
П-2
Г руппа плит
—
А
Б
—
100 (7)
60 (8)
320 (5)
200 (6)
60 (8)
500 (4)
320 (5)
320 (5)
200 (6)
В скобках указан
класс шероховатости поверхности.
Таблица 11
Д л и н а , мм
М арка
М-4
номиналь­
ная
-
М-12
3000
2700
2500
М-20
1800
1600
п реде л ьн ое
от кл оне н ие
Ш и р и н а , мм
номиналь­
н ая
предель­
ное о т к л о ­
нен ие
Т о л щ и н а , мм
номиналь­
н ая
предель­
ное о т к л о ­
н ен ие
12,0
1700
± 5 ,0
1220
(1200)
16,0
25,0
+- 1,0
8,0
12,0
± 0 ,7
+ 3,0
1200
ПТ-100
5500
3600
3000
2140
1830
1700
± 5 ,0
Т-350
Т-400
СТ-500
2700
2500
2350
2050
1200
6,0
8,0
12,0
+ 0,7
± 3 ,0
1220
(1800)
(1600)
(1200)
(1000)
2,5
3,2
4,0
5,0
± 0 ,3
6,0
П р и м е ч а н и я : 1. Н а оборудовании, установленном на заводах до
■введения в действие ГОСТ 4598— 74, разреш ается изготовлять плиты с размерами
по ширине, указанными в скобках. 2. По согласованию с потребителем доп у­
скается изготавливать плиты других размеров.
:22
Древесноволокнистые плиты (ГОСТ 4598— 74). Д л я в ы р а ­
ботки древесноволокнистых плит можно использовать все д р е ­
весные породы и отходы производства. Они предназначены для
использования в различны х изделиях и конструкциях, з а щ и ­
щенных от увлаж нения. В зависимости от плотности их под­
р азд ел яю т на следующие виды: мягкие (М ), полутвердые (П Т ),
твердые (Т)’ и сверхтвердые (СТ). В зависимости от п редела
прочности при изгибе выпускаю т плиты следующих марок: М-4„
М-12 и М-20 — мягкие; ПТ-100 — полутвердые; Т-350 и Т-400—
твердые; СТ-500 — сверхтвердые. Цифровой индекс х а р а к т е р и ­
зует минимальную норму предела прочности при изгибе плиты
(кгс/см2). Р азм е р ы плит д олж ны соответствовать указан ны м
в табл. 1 1 .
Массы древесные прессовочные (М Д П ) (ГОСТ 11368— 79).
П р едстав ляю т собой обработанную смесь частиц древесины и
синтетических смол или их модификации. П рименяют прессоТаблица 12
Марка
Древесный наполнитель
М Д П К -Б
М ДП К -Б !
м д п к -б 2
М Д П К -B jr
Частицы березового шпона
размером I X b X s , мм, не бо­
лее:
8 0 Х 5 Х 1,8
5 0 Х 8 Х 1,8
80Х 1 0 X 0 ,6
80 X 10Х 1,8
м д п к -в 2
м д п к -в 4
м д п к -в 5
м д п с-м
М ДПО -Б
м д п о -в
•
80 X 10Х 1,8
80 X 10Х 1,8
5 0 Х 5 Х 1,8
Стружки лнственных пород,
смесь струж ек лиственных
и хвойных
пород,
смесь
струж ек с опилками разме­
ром, мм, не более 1 5 X 5 X 2
Опилки лиственных пород,
смесь опилок лиственных и
хвойных пород размером
/ X s, мм, не более:
4 ,5 Х 1,8
4 ,5 Х 1,8
Связующее
Бакелитовые лаки
Бакелитовые лаки
Бакелитовые лаки
Смесь водорастворимых ф енолоформальдегидных смол
и фенолоспиртов
Фенол оспирты
Смесь водорастворимых ф енолоформальдегидных
смол
и фенолоспиртов
Смесь водорастворимых фенолоформальдегидных
смол
и фенолоспиртов
Карбамидоформальдегидные
смолы или начальные продук­
ты поликонденсации карба­
мида и формальдегида
Бакелитовые лаки
Водорастворимые фенолоформальдегидные смолы
П р и м е ч а н и я : 1. В прессовочной массе марки М Д П К -В гГ содержится
скрытокристаллический графит. 2. В составе древесного наполнителя для боль­
шинства прессовочных масс из шпона допускаю тся древесные частицы (крошка)
меньшей длины в количестве не более 5— 10 % общей массы.
23 .
вочные массы для изготовления методом горячего прессования
различны х деталей машин, строительных деталей и товаров н а ­
родного потребления. В зависимости от вида древесных частиц
сущ ествуют следующие типы прессовочных масс: М Д П К —
массы древесные прессовочные, со д ерж ащ и е частицы шпона
(крош ку); М Д П С — массы древесные прессовочные, с о д е р ж а ­
щие струж ку; М Д П О — массы древесные прессовочные, содер­
ж а щ и е опилки.
П реобл ад аю щ ее большинство прессовочных масс в ы р а б а ­
ты ваю т из древесных частиц, полученных при измельчении от­
ходов шпона. В зависимости от породы древесины частиц, их
разм еров ( д л и н а х ш и р и н а х толщ ина) и связующ его все типы
прессовочных масс дел ятся на следующие марки (табл. 1 2 ).
■Сырье, применяемое д л я производства прессовочных масс, д о л ­
жно соответствовать ГОСТ 12431— 72.
Пресс-массы изготовленные из измельченного шпона (кро ш ­
ки) применяют д ля изготовления конструкционных и анти­
фрикционных деталей машин (вклады ш ей, втулок), эле ктр о ­
изоляционных и кислотостойких деталей электроаппаратов,
ползунов лесопильных рам, гребней ступеней э с к а л а то р а метро,
деталей шахтных ленточных конвейеров (роликов и корпусов
подш ипников), прокатных станов, антифрикционных деталей
ж елезнодорож н ы х и трам вайн ы х вагонов и др. Пр есс-массы
полученные из стр уж ек и опилок применяют в строительстве
для изготовления подоконных досок, погонажных изделий, а
та к ж е в производстве товаров народного потребления (сидений
и спинок детской мебели, деталей игрушек, рукояток инстру­
ментов) .
1.5. О СН ОВН Ы Е П РИ Н Ц И П Ы К О М П О ЗИ Ц И И Ф АНЕРЫ
Ф анеру используют в основном в качестве конструкционного
м атери ала, поэтому она д о л ж н а об ла д а ть определенными ф и ­
зико-механическими свойствами, иметь определенную прочность
и плоскую прямолинейную поверхность. Главной зад ач ей при
конструировании л иста фанеры является обеспечение его р а в ­
нопрочное™ в двух взаимно перпендикулярных направлениях,
касательн ы х плоскости листа. К роме того, очень в аж н о м а кси ­
мально рациональное использование слоев шпона (с учетом
их толщ ины ), обеспечивающее наибольшую экономию м а те­
ри ал а с сохранением оптимально высокой сортности готовой
продукции.
Н а т у р а л ь н а я массивная (ц ельная) древесина о б л а д а ет вы ­
сокой анизотропностью свойств. Так, прочность древесины в н а ­
правлении вдоль волокон резко отличается от прочности ее
в направлении поперек волокон. В листе фанеры, склеенном
из отдельных тонких слоев шпона, расположенны х по отноше­
нию друг к другу с взаимно перпендикулярны м направлением
волокон, различие свойств натуральной древесины будет с к а ­
24
зы ваться в меньшей сте­
пени. А если сум м арн ая
толщина
продольных
слоев будет р ав н а сум ­
марной толщине попереч­
ных слоев, то п ракти че­
ски прочность листа ф а ­
неры, например на р а з ­
рыв, будет одинаковой в
5
лю бы х двух взаимно пер­
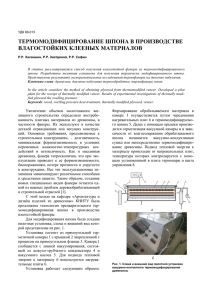
Рис. 1. Схема располож ения слоев ш пона
пендикулярны х
н а п р а в ­ в пакете фанеры:
лениях.
а — нечетное число слоев; б — четное; 1— 1 —
Обеспечение
равно- ц ен т р а л ь н а я ось симметри и п ак ета
прочности до лж но сопро­
вож д аться и сохранением формоустойчивости, т. е. плоскост­
ности листа фанеры. И сходя из этих требований, можно с ф о р ­
мулировать основной принцип композиции фанеры, который
основан на правиле симметрии листа. П о отношению к ц ент­
ральной оси симметрии, или к плоскости, проходящей посре­
дине толщины листа фанеры, слои шпона д о лж н ы р а с п о л а ­
гаться в строго определенном порядке: с к аж д ой стороны от
центральной оси симметрии долж но быть одинаковое число
слоев шпона; симметрично располож енны е слои шпона д олж ны
быть одинаковой толщины и одинаковой влаж ности; симмет­
рично расположенны е слои шпона д олж н ы быть изготовлены
из одинаковой породы древесины одним и тем ж е методом;
симметрично располож енны е слои шпона д олж ны иметь одно
и то ж е нап равлен ие волокон.
Соблюдение п равил а симметрии достигается при ком пози­
ции листа ф ан еры из нечетного числа слоев, т. е. из трех, пяти,
семи и т. д. Волокна древесины в двух соседних слоях при
такой конструкции пакета располагаю тся под углом 90° (рис.
1 ,а ). В отдельных случаях ф анеру и зготавливаю т из четного
числа слоев шпона, наприм ер из четырех, шести. П ри четном
числе слоев шпона два средних д олж н ы иметь п арал л ел ьное
нап равлен ие волокон (рис. 1 , 6 ).
Несоблю дение правила симметрии при формировании п а ­
кета приводит к неизбежному короблению листа фанеры и мо­
ж ет привести к ее частичному разрушению. П ри ф о р м и р о в а­
нии (сборке) пакетов фанеры н ем ало в аж н ое значение имеет
и взаимное располож ение правой и левой сторон листов шпона.
Так, л ев ая сторона (при лущении эта сторона об ращ ена к л у ­
щ ильному ножу) имеет значительные трещины, число которых
тем больше, чем толщ е шпон. По этой причине при наборе
пакетов шпон следует у к л ад ы в а ть левой стороной внутрь. Этим
достигается одновременно и снижение коробления листа ф а ­
неры, и улучшение качества ее поверхности.
Условно схема набора пакета и зоб р а ж ае т ся индексами т и ­
па: ^
( ). Так, например, ф ан ер а трехслойная и зо бр аж ается
2S
Таблица 13
Авиационная
Экспортная
Рядовая
ТОЛЩ ИНОЙ, м м
—
1,2
1,2
0 ,5
1,2
1
12
15
5— 9
0 ,5
2 ,0
3;4
1
10
Ф БА
СЛ
Влаж ность, %
П редел прочности при
скалывании по клее­
вому слою, МПа, не
менее:
после кипячения в
воде в течение 1 ч
после вымачивания
в воде в течение
24 ч
в сухом состоянии
Предел прочности
при растяжении вдоль
волокон,
МПа,
не
менее
ФК
Ф БА-Э
8 — 10 8 — 10 6 — 15
ФСФ
ФК-Э
ФСФ-Э
Показатель
1,9
1,2
1,2
1,2
—
2, 4
8 5 ,0
95,0
12
7
10—12
14—18
5— 9
СП
1
LO
6+2
8+2
8+2
1,7
1,6
1,8
1,8
1,8
1
6
РОД
Показатель
Облицованная
с т р ога н ы м
шпоно м
осталь­
ных ПО­
Бакелизированная
Ф Б С , т о л щ и н о й , мм
б е ре зо­
вым
Авиационная
тол щ и н о й , мм
Д екоративная
i
Продолжение
В лаж ность, %
Предел
прочности
при скалывании по
клеевому слою, МПа,
не менее:
лосле кипячения в
воде в течение 1 ч
после вымачивания
в воде в течение
24 ч
в сухом состоянии
Предел
прочности
при
растяжении
вдоль волокон, МПа,
не менее
Н е бо­ 8 + 2
лее 10
8+2
•,2
2,5
72,5
2,7
65,0
1,2
90,0
75,0
1,0
70,0
П р и м е ч а н и я : 1. Д л я бакелизированной фанеры предел прочности
при статическом изгибе долж ен быть не менее 80 МПа (для толщин 7, 10, 12 мм) и
не менее 90 МПа (для толщин 14, 16, 18 мм). 2. Плотность бакелизированной
фанеры долж на быть не более 1200 кг/м3.
26
(^i),
ф ан ер а пятислойная
(r>) w ) ,
ш естислойная
(^ )
(v_y), где листы шпона, располож енны е левой стороной вниз,
обозначены )
г ,,
располож енны е левой стороной вверх —
(w ,
причем первый индекс соответствует самому ниж нему
слою листа фанеры, а последний — самому верхнему слою.
Толщ ина наруж ны х слоев фанеры д о л ж н а быть меньше,
чем внутренних. Уменьшение толщины нару ж н ы х слоев позво­
ляет получать из чураков высокого сорта большее число л и ­
стов высокосортного шпона. Рассмотренны е принципы ком по­
зиции фанеры в основном применимы и к конструкции других
видов клееных материалов.
1 6 Ф И ЗИ К О -М ЕХ А Н И Ч Е С К И Е СВОЙСТВА ФАНЕРЫ
И Д Р У Г И Х В И Д О В К Л ЕЕН Ы Х М АТЕРИ А Л О В
Физико-механические свойства ф ан еры и других видов к л е ­
еных м атери алов зави сят от породы и свойств древесины, и ду ­
щей на их изготовление. Кроме того, на свойства фанеры н
Таблица I f
Показатель
д сп -в
ДСП-Г
1 30 0 /1 3 0 0
7/7
1300/1 30 0
7/ 7
— /1300
3/3
2/2
1/1
— /3'
— /2
— /1
18 / —
3/3
2/2
1/1
20/—
—
—
20/—
22/—
—
—
2 55 /21 6
13 7/108
157/152
122/118
— /122
2 7 4 /2 5 5
176/147
— /147
7,8 /6 ,9
6,9/6,9
— /6 ,9
7 8 /6 9
2 9 /2 9
-/2 9
196/196
196/196
ДСП-А
Плотность, кг/м3, не менее
Влаж ность, %, не более
Водопоглощение за 24 ч, %, не
более
для толщины, мм: 15 — 20
2 5 — 50
5 5 ,6 0
Предельное водопоглощение, % ,.
не более
Предельное объемное разбуха­
ние, % , не более
Предел прочности при растяж е­
нии вдоль волокон, МПа, не ме­
нее
Предел прочности при сжатии
вдоль волокон, МПа, не менее
Предел прочности при статиче­
ском изгибе вдоль волокон,
МПа, не менее
Предел прочности при скалыва­
нии по клеевому слою , МПа, не
менее
Ударная вязкость при изгибе
вдоль волокон наруж ного слоя,
кД ж /м 2, не менее
Твердость торцовой поверхности,
МПа, не менее
Примечание.
теле — для составных.
1 30 0/ —
6/—
—
—
—
1 7 6 /—
7,8/—
19 6 / —
ДСП-Б
\
— 17
В числителе — для цельных плит и листов, в знамена
2Т
Таблица 15
Показатель
О бщ ее содерж ание летучих
веществ, %
П лотность, кг/м3
Водопоглощ ение в холодной
воде, мГ, не более
Разруш аю щ ее
напряж ение
при статическом изгибе, МПа,
не менее
Разруш аю щ ее
напряж ение
при сжатии, МПа, не менее
Ударная вязкость, ц Д ж /м 2
Текучесть (приведенный ди а­
метр прессованного обр аз­
ца), мм, не менее
М Д П К -Б
М ДП К -Б,
М Д П К -Б 3
6— 10
6—10
6— 10
1300— 1380
260
1300— 1380
260
1300— 1380
260
73
118
98
78
98
11
8
100
13
90
100
Продолжение
П оказатель
м д п к-в .г
Общее содерж ание летучих
веществ, %
П лотность, кг/м3
Водопоглощ ение в холодной
воде, мГ, не более
Разруш аю щ ее
напряж ение
при статическом изгибе, МПа,
не менее
Разруш аю щ ее
напряж ение
при сжатии, МПа, не менее
Ударная вязкость, к Д ж /м 2
Текучесть (приведенный диа­
метр прессованного обр аз­
ца), мм, не менее
7— 10
7 — 10
6 — 10
1320— 1380
290
1300— 1380
200
1330— 1380
340
59
78
83
88
98
88
11
95
9
100
11
115
м дп к-в,
м дп к-в3
Продолжение
П оказатель
м дп к-в5
м дп с-м
М ДП О -Б
Общее содерж ание летучих
веществ, %
Плотность, кг/м3
Водопоглощ ение в холодной
воде, мГ, не более
Р азруш аю щ ее
напряжение
при
статическом
изгибе,
МПа, не менее
Разруш аю щ ее
напряж ение
при сжатии, МПа, не менее
Ударная вязкость, к Д ж /м 2
Текучесть (приведенный ди а­
метр прессованного образ­
ца), мм, не менее
6 — 10
9 — 11
6 — 10
7 — 11
1290— 1380
300
1220— 1280
—
1300— 1380
130
1300— 1380
480
88
44
49
49
78
49
108
98
12
125
5
50
4
105
4
105
28
м д п о -в
другой продукции влияют вид применяемого клея, режимы
ск леив ани я (прессования), толщ ина шпона и многие другие
факторы.
Основными физическими свойствами фанеры являю тся:
плотность, влагопоглощение, влагоемкость (в л аж н о сть ), тепло­
емкость, теплопроводность, звукопроводность. Основные п о к а ­
затели, х арактери зую щ и е свойства продукции в зависимости от
ее назначения: предел прочности при растяж ении (в разных
нап равл ен иях по отношению к в ол о кн ам ), предел прочности
при поперечном изгибе, предел прочности при скалы вании в су ­
хом виде и после вы м ачивания (кипячения), модуль упруго­
сти, коэффициент Пауссона и др.
Д л я таких видов продукции, как древесные слоистые п л а ­
стики, определяю тся предел прочности при сж атии, твердость
торцовой поверхности, а т а к ж е теплостойкость, маслостойкость,
некоторые электрические свойства и др.
Д л я гнутоклееных заготовок из шпона, применяемых д ля
изготовления д еталей мебели, нормируются влаж н ость и п ре­
д ел прочности на ск алы ван и е по клеевому слою в сухом со­
стоянии.
Значения физико-мехапических показателей д ля некоторых
видов фанеры из березового шпона приведены в табл. 13.
Значения физико-механических показателей древесных сл о ­
истых пластиков приведены в табл. 14.
Значения п оказателей древесных прессовочных масс и и з­
делий из них приведены в табл. 15.
Физико-механические показатели фанерны х труб приведены
в табл. 16.
Таблица 16
М ар ка
Внутрен­
ний д и а ­
метр, мм
=2 2
Ч 01 Ч
яо £я и
и
Ее 41 2£
с
О, * 5 *
к
S
gга g®s^
8 * *
* 5 «
® г*
O
j
й»
о 5 £
П р е д ел п рочн ост и
п ри с к а л ы в а н и и по
кл е е в о м у сл ою в с у ­
хом состоянии » М Па
(к гс см2), не менее
ст ен ки
тр убы
конусно­
го с оед и ­
нен ия
2,94 (30)
3,0 (30)
2,5 (25)
2,5 (25)
3,0 (30)
^ I 0,5)
В" ST ЕС
ф
-1
Ф-2
Ф-3
50
100, 150
200, 250
300
1 ,2
1,0
0,8
0 ,6
50
100, 150
200, 250
300
0 . 6 (6)
50, 300
(1 2 )
(1 0)
(8)
(6)
0,5 (5)
0,4 (4)
0,3 (3)
Б е з­
напорные
1,8 (18)
1,5 (15)
1 , 2 (1 2 )
П р е д е л п рочн ост и
фа н ер ы п р и с к а л ы ­
ва н и и , М Па
(кг с/см-), не менее
в су х о м
состоя­
нии
по сл е к и ­
пячения
в воде в
тече ние
1 ч
2,2 (22)
1,8 (18)
0 ,9 (9)
0,9 (9)
0,7 (7)
0 , 6 (6)
2,5 (25)
0,4 (4)
0,15 (1,5)
29
1.7. Д Р Е В Е С Н О Е С Ы Р Ь Е И Е ГО Х А Р А К Т Е Р И С Т И К А
СКЛАДЫ Д Л Я ХРАНЕНИЯ СЫ РЬЯ
ОБОРУДОВАНИЕ СКЛАДОВ
Д Р Е В Е С Н О Е С Ы Р Ь Е . Д л я выработки фанеры и других ви­
дов фанерной продукции используют различные древесные по­
роды ка к лиственные, так и хвойные.
В нашей стране наибольш ее применение получила д р ев е­
сина березы, которая отличается высокой механической проч­
ностью, особенно при ударны х нагрузках, имеет однородное
строение и цвет, среднюю плотность и твердость, хорошо о б р а ­
баты вается резанием. Б л а г о д а р я этим свойствам из березового
шпона получают фанеру, а т а к ж е фанерные плиты, гнутоклеепые заготовки, древесные слоистые пластики и другие клееные
материалы.
О бласть распространения березы обширна. Она растет во
всей лесной зоне европейской части страны, доходя на севере
до границы с тундрой. В Сибири береза т а к ж е зан и м ае т з н а ­
чительные площади, а на Д а л ь н е м Востоке, в Хабаровском и
Приморском краях, велики зап асы желтой березы.
Из других лиственных пород наиболее распространена оси­
на, меньше ольха, липа, тополь. Физико-механические свойства
этих пороа, по сравнению с березой ниже, поэтому в произ­
водстве фанеры они находят ограниченное применение. В связи
со стоящей перед лесной промышленностью задачей более р а в ­
номерного использования лиственных и хвойных древесных по­
род с целью сохранения окруж аю щ ей среды указан ны е мягко­
лиственные породы (осина, ольха, липа, тополь) будут в овле­
каться в производство в возрастаю щ их объемах.
Из хвойных древесных пород в производстве фанеры в о г­
раниченных об ъем ах применяют сосну, лиственницу, ель, пихту,
кедр. Общее количество ф анеры , изготовленной из хвойных
пород, не превы ш ает в настоящ ее время 5 — 6 % всего выпу­
скаемого объема. О бъясняется это тем, что древесина хвойных
пород, за исключением кедра, имеет резкое различие плотно­
сти и прочности ранней (весенней) и поздней (осенней) зон
годичного слоя. Шпон из хвойной древесины имеет большую
шероховатость, неравномерную толщину, пониженную проч­
ность. Высокая смолистость древесины и зн ачительн ая разн и ца
во влаж ности заболонной и ядровой зон ослож няю т техноло­
гию сушки шпона и склеивания фанеры. Больш ое число таких
естественных пороков, как сучки, не позволяет получить про­
дукцию высокого сорта без применения дополнительных опе­
раций по ее облагораж и ван ию .
Кроме того, хвойные древесные породы со значительно боль­
шей эффективностью используют для производства целлюлозы,
бумаги, древесностружечных и древесноволокнистых плит, пи­
ломатериалов, стройдеталей, шпал, телеграфны х и телефонных
столбов, д ля сооруж ения линий электропередач и др. В т а б л .
30
Таблица 17
Древесина при влажности 12 %
h
и
О
X
_
о 2
Береза
Ольха
Сосна
Лиственница
6 30
5 20
5 00
6 60
£
н
и
растяже­
нии
вдоль
волокон
сжатии
вдоль
волокон
стати­
ческом
изгибе
Плотность,
кг м*
Предел прочности, МП а, при
i
Порода
Шпон толщиной 1,5 мм
со ^
168
101
103
125
55
44
48
64
109
80
86
1 1
590
470
430
640
7 ,0
12,0
10,2
12,0
о
X
*
«с
Предел проч­
ности при
растяжении
вдоль
волокон,
МПа
124
94
59
70
17 приведены физико-механические свойства некоторых древес­
ных пород и изготавливаемого из них шпона.
Таким образом, б ли ж айш ие 10— 15 лет хвойные породы
в производстве фанеры и фанерной продукции не будут иметь
ш ачнтельно возрастаю щ его, а тем более преобладаю щ его п ри ­
менения. Это п одтверж дается и их географическим р ас п р о с тр а­
нением в основном в рай он ах Сибири и Д ал ьн его Востока, где
переработка хвойной древесины будет возрастать за счет р а с ­
ширения целлю лозно-бумаж ного производства, производства
плит, технологической щепы, ж елезнодорож н ы х ш пал и л есо ­
пиления.
Ф анерное сырье, поставляемое на предприятия, долж но со­
ответствовать требованиям ГОСТ 9462 — 71 «Л есом атери алы
круглые лиственных пород», ГОСТ 9463 — 72 «Л есом атери алы
круглые хвойных пород» и ТУ 13-473 — 79 «Л есоматериалы
круглые. Комбинированное долготье». Сырье на заводы постав­
ляю т в кряж ах , реже в чураках. В перспективе намечается по­
ставка древесного сырья в хлыстах, что наиболее рационально,
так ка к позволяет более эффективно использовать всю стволо­
вую массу дерева, вклю чая и его вершину. В данном случае то н ­
комерные участки ствола, а т а к ж е дефектны е участки можно
будет использовать для выработки технологической щепы, д р е ­
весностружечных плит и другой продукции непосредственно на
Ч1“ревообрабаты ваю щ ем (фанерном ) комбинате.
Д опустимый минимальный диаметр сырья лиственных пород
16 см (по верхнему отру б у ), а д ля сырья хвойных пород
18 см. С тан дартны е длины чураков 1,3; 1,6; 1,91; 2,23; 2,54 м.
К ряж и обычно имеют длину кратную длине чураков. При д л и ­
не чураков 1,91 м и более минимально допустимый диаметр
шетвенного сырья 18 см, хвойного — 2 0 см.
В соответствии с ГО С Тами применяемое сырье лиственных
пород делится на три сорта, 1 , 2 , 3-й, а сырье хвойных пород
па два сорта, 1-й и 2-й. С орт сырья определяет его качество
it зависит от наличия, числа и разм еров пороков и дёфёк41
тов древесины. Основными естественными сортообразующ ими
пороками и деф ектам и являю тся: сучки различного вида, л о ж ­
ное ядро, кривизна, внутренняя гниль, синева, торцовые тр е­
щины, прорость, пасынок, метик, закомелистость. К числу ме­
ханических повреждений, которые являю тся следствием не­
брежной заготовки и транспортировки сырья, можно отнести
следующие: запил, заруб, отщеп, скол, обдир коры, багорный
накол. Рассмотрим некоторые из названны х пороков и д е ф е к ­
тов.
Сучки в зависимости от условий произрастания встречаются
почти у всех древесных пород. Степень сучковатости древесины
определяется разм ер ам и и числом сучков на единицу длины
или поверхности сортимента (чурака, к р я ж а ) , состоянием д рев е­
сины сучков и их формой. При этом число, разм еры и располо­
жение сучков зав и ся т от породы дерева и от части ствола. Ель,
например, о б л а д а ет большей сучковатостью, чем сосна или б е­
реза. Д еревья, выросшие в сомкнутых древостоях, очищаются
от сучков раньш е и на большей части ствола, чем деревья,
выросшие на свободе. К омлевая часть ствола имеет меньшую
сучковатость, чем вершинная.
По степени срастан и я с окру ж аю щ ей древесиной сучки д е ­
лятся на сросшиеся, частично сросшиеся и несросшиеся (вы ­
пад аю щ и е). По состоянию древесины самого сучка различаю т
сучки: здоровые, темные просмоленные, загнившие, гнилые и
табачные. Здоровый сучок имеет древесину без признаков
гнили. Табачный сучок характерен древесиной полностью сгнив­
шей и превративш ейся в бурую или пеструю массу, легко р а с ­
тираю щую ся пальц ам и в порошок.
Н аличие сучков сниж ает качественный и количественный
выход шпона и готовой фанеры. Если учесть, что 50— 70 %
березового и 30— 8Q % ольхового сырья со д ер ж ат в себе сучки
того или иного вида, то станет очевидным влияние этого по­
рока на многие показатели фанерной продукции. В сырье хвой­
ных пород этот д еф ект встречается еще чаще.
Ложное ядро та к ж е очень распространенный порок, прису­
щий безъядровы м лиственным породам. Особенно часто он
встречается у березы, ольхи, осины. Л ож н о е ядро пред став­
ляет собой ненормальное потемнение центральной части ствола,
похожее на настоящ ее ядро, но отличающееся от него н еп ра­
вильной формой. В лаж ность зоны ложного яд ра значительно
выше влаж ности
остальной древесины. Р а зл и ч а ю т ложное
ядро без загнивания (здоровое) и с загниванием (гнилое). Если
учесть, что около 50 % березовых и 60—80 % ольховых ч у р а­
ков со д ерж ат в себе лож ное ядро, то становится очевидным
отрицательное влияние этого порока на п оказатели качествен­
ного и количественного выхода шпона.
Кривизна — один из наиболее распространенных пороков
формы ствола. Она может быть односторонней или разн осто­
ронней. К ривизна чащ е встречается в чураках п к р я ж а х лист32
ii мх пород, реж е в хвойных сортиментах. Так, около 75 %
разового и около 36 % ольхового сырья имеют кривизну.
l.i.iH'iiie кривизны сниж ает выход н аиболее высококачествен­
е н о шпона, получаемого из периферийной зоны чурака. Кроме
; in», неизбежное перерезание волокон древесины при лущении
• иижает прочность шпона.
Внутренняя гниль разл и чается по типу разруш ения древе■ним. Она мож ет быть ситовая, трух л яв ая, пестрая и белая.
11 <> месту располож ения в стволе гниль бывает ком левая (наи н ш а я ) , стволовая и вершинная. Гнили приводят к снижению
мхода шпона и ухудшению его качества.
Синева п о р аж а ет древесину всех пород, чащ е хвойных, и
имеет вид синевато-серой, темновато-голубой и д а ж е черной
окраски заболонной древесины. Н а прочность древесины синева
иг о казы в ает существенного влияния, однако при длительном
воздействии грибов прочность ее начинает снижаться, а следои;1тсльно, уменьш ается качественный выход шпона.
Торцовые трещины в ч у раках приводят к снижению сорт­
ности шпона, уменьшению выхода форматного и, сл ед о в а­
тельно, к увеличению выхода кускового шпона.
Прорость возникает в результате механического п о вр еж д е­
ния ствола растущего дерева. Она мож ет быть откры тая и
закры тая. Н аличие прорости сниж ает общий выход шпона,
увеличивает долю кускового, сниж ает его сортность.
Пасынок, метик и некоторые другие пороки и дефекты
встречаются значительно реже, чем описанные выше.
Сырье на ф анерны е предприятия д оставляю т различными
видами транспорта: водным, железнодорож ны м, автом оби ль­
ным. Н аиб олее дешевым яв л яется водный способ доставки и,
и частности, молевой. О д н ако из-за больших потерь древесины
и засорения русла рек в результате утопа молевой сплав в н а ­
стоящее время на многих реках запрещ ен. Более надежной
является доставка древесины в плотах, при которой утоп почти
отсутствует. Д л я обеспечения лучшей плавучести древесину бо.ice тяж ел ы х лиственных пород формируют в смеш анны е плоты
с подплавом — древесиной легких хвойных пород. В последнее
время для уд ер ж а н и я плотов на поверхности воды вместо под­
плава стали применять надувные резиновые емкости. Опыт
ж сплуатации п оказал высокую их эффективность. В качестве
средства, скрепляю щ его бревна от распадения, в настоящ ее
время применяют синтетические тросы и канаты . Д о с т а в к а
сырья водным путем способствует лучшей его сохранности от
биологического пораж ения грибами, а т а к ж е от растрески ­
вания.
Н едостатком водного способа доставки является ограничен­
ность его во времени, с в я за н н а я со сроками навигации на ре­
ках, которая длится 5 — 6 мес в году. По этой причине водн ая
поставка сырья обычно совмещ ается с доставкой ж е лезн од о ­
рожным и автомобильным транспортом.
11
33
С К Л А Д Ы С Ы Р Ь Я И ЕГ О Х Р А Н Е Н И Е . С к л ад фанерного
сырья п редставляет собой определенную территорию (пло­
щ адь) предприятия, расположенную под открытым небом. П о ­
стоянно действующие склады обычно располож ены на суше,
временные (буферные) ск лады иногда могут быть орган и зо­
ваны на водной поверхности реки или другого водоема.
Основное назначение ск л а д а — это сосредоточение на его
площ ади определенного з а п а с а древесного сырья, который поз­
воляет предприятию бесперебойно работать в течение опреде­
ленного срока. С рок этот обусловлен способом доставки сырья,
сезонностью доставки, а т а к ж е заданной производственной
программой предприятия. Н а территории ск л а д а возм о ж н а о р ­
ган и зац ия предварительной сортировки сырья по породам и
д иам етрам , а т а к ж е проведение технологических операций
(раскр оя кр я ж ей или хлыстов на чураки, гидротермической о б ­
работки сы рья).
П л о щ а д к а с к л а д а под ш та б е л я древесины д о л ж н а быть
ровной, ж е л а тел ь н о бетонированной, иметь уклон д ля стока
грунтовых, д ож д ев ы х и тал ы х вод, что способствует лучшей
сохранности сырья, охране окру ж аю щ ей среды, большей безо­
пасности работаю щ их. Ш таб ел я могут быть различны х типов:
плотные, пакетные, пакетно-рядовые. Высота их достигает 8 —
10 м, а длина 80— 120 м. П ри оборудовании складов к а б е л ь ­
ными кр анам и высота ш табеля составляет 12— 14 м, а длина
200—350 м. Ш та б е л я у к л ад ы в а ю т друг от друга на расстоянии
0,5— 1 м. М еж ду группами ш табелей д ел аю т противопожарны е
разры вы шириной до 10—25 м.
Общую площ ад ь ск л а д а определяю т по формуле
F
= Е / Н К ШК П = Е! е,
где Е — количество сырья, разм ещ аем о е на складе, м3; Н —
средняя высота ш табеля, м; Кш — коэффициент заполнения
ш табеля (для плотного ш табеля на 8 — 1 0 % выше, чем д ля
пучкового); Кп — коэффициент использования площ ади склада;
е — уд ел ьн ая вместимость с к л а д а , м 3 /м 2.
Зн ач ен ия величин д ля расчета площ ади ск л а д а приведены
в табл. 18.
Таблица 18
Р а з м е р и ви д с ы р ь я
К ряж и длиной более 3 м
К ряж и и чураки длиной до
3 м
0,55— 0,65
0 ,55— 0,75
г;
И, м
е, м3 м2
0 ,4 — 0,6
0 ,3 — 0,4
6— 12
2—4
1,32— 4,7
0 ,3 3 -1 ,2
Д л я временного хранения сырья на воде устраиваю т спе­
ц иальны е рейды в естественно защ ищ енны х участк ах рек. Р е ­
ком ендуемая скорость течения воды 0,3—0,8 м/с. Д л я у д е р ж а ­
ния плотов и отдельных бревен на месте рейды оборудуют
якорями и кустами свай.
34
11 ло щ ад ь акватории при водном хранении определяю т по
Формуле F = E/e, где Е — количество сырья, р азм ещ аем ое на
■и натории, м3, е — у д ел ьн ая вместимость акватории, м 3/м 2
т р и хранении древесины в многорядных плотах е = 1 , 5 . . . 3 ,
1>и хранении древесины в пучках е = 1 , 2 . . . 1,5).
Вопросам хранения сы рья на ск л а д а х следует уд елять серь| шое внимание. Особенно это относится к хранению древесины
шственных пород и, в частности, березовой древесины, кото­
рой и впредь будет использоваться к а к основная порода д ля
|ншзводства фанерной продукции.
Оцним из наиболее эф ф ективны х способов хранения сырья
■ нляется способ, основанный на поддерж ании в древесине поиышенной влаж ности ( > 6 5 % ). К ним можно отнести такие
■орошо известные, как хранение в воде (затоплением) и х р а ­
н и т е с применением искусственного дож деван ия.
Хранение сырья в воде в естественных водоемах — это н а ­
иболее дешевый и эффективный способ, применяемый при боль­
ших з ап асах сырья, поставляемого непосредственно водным
путем. Этот способ безусловно найдет широкое применение
и технологическом процессе и в будущем.
Искусственное д о ж д ев ан и е древесины, уложенной в н а зе м ­
ные ш табеля, т а к ж е д ает довольно хорошую защ и ту от п о р а­
жения ее грибами. В настоящ ее время этот способ только напшает развиваться, но у ж е созданы специальные установки
i i ; i основе форсунок «Роса-2» и «Роса-3». В будущ ем его будут
широко использовать б л а го д а р я простоте и небольшим капиI ильным за т р а т а м . Д о ж д ев ан и е можно осущ ествлять с помо­
щью типовых стационарны х или п ередвиж ны х д о ж д ев ал ьн ы х
установок. П ри этом т а к ж е необходимо тщ ательно готовить
площ адку под ш табеля (бетонирование, д рен аж , уклон ы ).
Э ффективны м способом хранения сырья явл яется примене­
ние химических веществ (антисептиков). О днако химические
• т о д ы защ иты о б ладаю т серьезным недостатком: они загр я пиют почву и водоемы. По этой причине они не могут быть
Р е к о м е н д о в а н ы д л я массового хранения сырья.
Полностью исключаю щим загрязнени е окр уж аю щ ей среды,
л поэтому вполне оптимальны м с точки зрения охраны при­
воды является биологический метод защ иты древесины. Этот
н т о д основан на применении ж ивы х микроорганизмов, подавииощих деятельность основных разруш ителей древесины — гри<">в и болезнетворных бактерий. В Лесотехнической ак ад ем и и
имени С. М. К ирова были проведены опыты по использованию
не разруш аю щ его древесину гриба, который п одавляет ж и зн е[гятельность основных разру ш аю щ и х древесину березы гриfiDii. Опыты д али полож ительные результаты , что позволяет
[слать вывод о перспективности биологического методабудущем. Он может обеспечить защ и ту березовой дреIIIсипы в течение необходимого д л я фанерного производства
иременн.
35
О Б О Р У Д О В А Н И Е С К Л А Д О В . В зависимости от способов
доставки сырья ск лады осн ащ аю т соответствующим оборудова­
нием, предназначенны м д ля выгрузки сырья, его тран сп орти ­
ровки к месту у к л ад к и в ш табеля и самого ш табелевания. Н а и ­
более перспективным оборудованием складов сырья следует
считать консольно-козловые, башенные краны и кабель-краны,
сн абж енны е грейферными зах в ата м и и другими приспособле­
ниями. Это оборудование, к а к п о к аза л а п ракти ка работы пере­
довых и крупнейших предприятий отрасли, мож ет обеспечить
Таблица 19
С к о р о с ть
передви­
жения
тележки,
м/с
11,75
0,08
0,48
0,1 (10)
0,3 (30)
10
18; 14
0,25
0,12
0,67
0,46
0,60
0,62
0,063— 0,1
(6 ,3 — 10)
0,05 (5)
0,017— 0,2
(1 ,7 —20,0)
0,011— 0,16
(1,1 — 16,0)
13,5
0,33— 0,66
0,42
0,50
13,8
0,5
0,54
0,40
3 ,5 — 22
4 ,8 — 18
0,25— 0,37
0,022— 0,21
Грузо­
под ъе мнос т ь,
М Н (тс)
Кабель-кран К К -20
Козловые
двухкон­
сольные
самомонтирующиеся:
ККС-10
КСК-30-42Б
Башенные:
К Б-572
0,2 (20)
БКСМ-14М
Кран-экскаватор
Э-1252Б
Автомобильный кран
К-162
С корос ть
передви­
жения
крана,
м/с
С корос ть
п од ъе ма
груза.
м/с
Наименование
и марка крана
В ы сота
подъема
груза.
м
—
П родолжен ие
Пролет,
м
Выл ет
крюк а
н а* ко нсоли,
м
О бщ а я
мощ­
н ост ь
двигате­
лей,
кВт
М ас са,
т
—
100
—
—
—
Наименование
и марка крана
Длина
с трел ы,
м
Вылет
стр елы,
м
Кабель-кран КК-20
Козловые
двухкон­
сольные
самомонтирующиеся:
ККС-10
КСК-30-42Б
Башенные:
КБ-572
БКСМ-14М
Кран-экскаватор
Э-1252Б
Автомобильный кран
К-162
—
—
36
—
—
—
32;
42
8 ,5 ; 7 ,5
16; 12
42
77,5
41,4
99,1
30; 35
30
12,5 — 25
3— 35
3 ,5 — 30
4— 19
—
—
—
—
—
94
44,7
56
44
10— 22
3 ,8 — 14
—
---
|н|к'ктивное выполнение всех видов работ. Технические харак. ристики некоторых видов кранового оборудования приведены
и м б л . 19.
В промышленности применяю т и другие марки кранов, наирпмер К505, БКСМ-14, КК-20-32, ККУ-Ю, ККС-12,5, К-255.
и перспективе грузоподъемность кранов будет увеличиваться,
\ 1ут увеличиваться и скорости перемещения груза, перед виж е­
ния тележ ки и самих кранов.
Д л я транспортировки к ск ладу сырья бревен (хлы стов),
поступающих на предприятие водным путем (молем, в плот ах),
•■ффективно применение цепных лесотранспортеров. П лоты
предварительно распускаю т в двориках и бревна поштучно по:иот либо непосредственно в производство, либо д л я х р а н е ­
ния на с к л а д сырья.
Д л я формирования штабелей на ск л а д а х сырья прим е­
няют лебедки различны х м ар ок и конструкций. Сырье со ск лада
к производство подают с помощью продольных лесотранспортерон в сочетании с другими грузоподъемными механизмами. С ко ­
рость их р авн а 0,5— 1 м/с. Обычно они состоят из нескольких
i скций.
Д л я погрузки и разгрузки круглых лесом атери алов на склаtiix сырья и их ш табелеван ия применяют грейферные меха.||| шы. Они используются на к ран ах различной грузоподъемногп и позволяю т выполнять соответствующие операции без при­
менения ручного труда, что способствует безопасной работе.
Технические характеристики некоторых грейферов представ!• мы в табл. 2 0 .
Таблица 20
Показатель
ицадь зева при
'мкиутых челюстях,
чJ
1 м’п.см пачки при дли<• сортимента 6,5 м,
ч*
1М'иполжительность
•икания челюстей,
1 ипритные размеры,
чм
М.ИТП, кг
Талевый
меха ни зм ом
ВМГ-5А
Неприводнон, одн о­
канатный
МЛТИ-20-0
1,2
4,46
2
8,5
7
18
10
3 2 -3 5
_
—
30
2700X 1145Х
Х 2770
1925
2450Х 1950Х
X 1120
1320
5700Х 3700Х
X 2000
6300
2990Х 2450Х
X 1200
1820
П ривод н ой
ви нтовой
ЛТ-99
1,5
1,85
с п о ворот ны м
Приводной
талевый
ВМГ-10М
Расчет производительности подъемно-транспортного оборушнания. Производительность грузоподъемных машин (в час,
смену) оп ределяю т по массе поднимаемых и перемещ аемых
37
грузов, по объему грузов или их числу. Производительность П
в общем виде мож ет быть определена по следующим ф ормулам :
по м ассе (кг/см) П с м =--T cttK p K ryQIT^;
по объем у (м3/см) П см = Т ш К р Кг<21Тц-,
ш тучная (ш т/см) П см = T CMK p K r N / T u ,
где Том - длительность рабочей смены, мин; К р — коэффициент
использования рабочего времени (учитывает потери времени
по техническим и организационным причинам: межсменные про­
стои, текущее обслуживание, текущий ремонт и д р .); К г —
коэффициент использования паспортной грузоподъемности ме­
ханизма; Тц — длительность цикла (за х ва т груза, его подъем,
перемещение, опускание, освобождение, у к л а д к а и т. д .), мин;
7 — плотность п ерегруж аемого м атер и ал а, кг/м3; Q — объем пе­
регруж аемого м атери ал а, м3; N — количество штук п ерегру ж ае­
мого з а один цикл груза, шт.
Производительность лебедок (м 3/см) рассчиты ваю т по ф о р ­
муле
Псы — Т cuK PK tQ „/T ц,
где К р — обычно равен 0,75— 0,85; К г — коэффициент использо­
вания грузоподъемности лебедки, равен 0,9; в данном случае
/(г = 1 , так к а к производительность определяем не по массе,
а по объему; Qn — объем пачки вы гру ж аем ы х бревен, м3; ус­
тан авл и вается в зависимости от тягового усилия лебедки, угла
н аклона головной части ш табеля, величины сопротивления по­
лезному тяговому усилию и др.; Тп — время одного цикла опе­
рации, мин
7"ц = 2-
А- ■ М
60 I, и
и, / ' s in а
2
’
здесь Z — время, потребное для подцепки и отцепления пачки, мин; h — вы­
сота ш табеля в головной его части, м; а — угол наклона головной части ш та­
беля к горизонту, град; v — скорость движ ения троса на рабочем ходу, м/с,
i>i — скорость движ ения троса на холостом ходу, м/с; L — полная длина го­
ризонтальной части ш табеля, м; L /2 — средняя длина перемещения пачки по
горизонтальной части ш табеля, м; Ь — расстояние от места подцепки пачки
до подош вы ш табеля, м.
П роизводительность продольных лесотранспортеров
определяю т по формуле
(м 3/см)
Псм — Т’смКрКзбООц^//,
где К р — принимается 0,85— 0,9; К з — коэффициент заполнения
рабочей ветви цепи, принимается 0,6—0,9, в зависимости от
д иам етра бревен; иц — скорость дви ж ени я цепи, м/с; q — объем
бревна, м3; I — длина бревна, м.
М ак си м ал ь н а я длина наклонной секции продольного лесотранспортера в зависимости от прочности цепи принимается
равной 50— 100 м.
38
П роизводительность (м 3/см) консольно-козловых
\) кранов определяю т по формуле
(и
дру-
Я см — T CM6 0 K p K r Q I T ^ ,
К Р — принимается 0,75— 0,85; Кг — коэффициент использоимння паспортной грузоподъемности механизма, принимается
|).К5- -0,9; Q — объем пачки вы груж аем ы х бревен, м3; Тц — обIIl;i я длительность цикла, с.
Тц
—
Тn
[" ^ о п е р Ч "
Т доп.
>;и:сь Гм — длительность составляю щ их цикла, выполняемых приводными меппзмами крана (передвиж ение крана, подъем и опускание крюков, переI'т ен и е крановой тележки и д р .); Гопер — длительность операций, выполняе­
мых при неработаю щ их механизмах (ручная прицепка и отцепка груза и д р .);
I п — длительность составляю щ их цикла на успокоение груза от раскачива­
ния пли закручивания подъемных тросов, затраты времени на определение
объем ов груза, для учета и осмотра его и т. д.
Значение Т м определяю т по формулам:
для крюкового крана (груз в пачках)
т
‘м
_ Яп
Нп
1'п
Уо
=
Я„, Но — соответственно
2L„
*
высота подъем а
Упер
груза
и его
опускания,
м;
I. i’o — соответственно скорость подъем а и опускания груза, м/с; L n — путь
•смещения крана (тележ ки) от места подъем а д о места его опускания, м;
-с к о р о с т ь передвиж ения крана (тележ ки), м /с;
для крана, оснащ енного приводным грейфером с поворотным механизмом,
Г
l>" —‘\~ 2 ^ п
1 м — т L3-ir . ------^пер
I\ т^пов ГI 1р
т азг ! ]
Н0»
Vo
1 lt' т з а г — время зачерпывания бревен грейфером, с; т разг — время разгрузки
ифера, с; т По в — время поворотов грейфера на стадиях зачерпывания и
' и рузки, с.
I N. КЛ ЕИ И П РО Ц ЕСС СК Л ЕИ ВА Н И Я
В производстве клееных материалов
(фанеры, древесных
■шстых пластиков, гнутоклееных и плоскоклееных деталей,
фсвесностружечных плит, цельнопрессованных деталей из
пресс-массы и т. д.) клеи являю тся не только связую щ им в е­
ществом, но и составной частью продукции. Д о л я клея в о б ­
щ е м объеме этой продукции достаточно велика, поэтому от
mi i.a и свойств клея во многом зави сят ее эксплуатационны е
| ипства, качество, прочность, долговечность, внешний вид,
пшмость.
Все клеи, применяемые в деревообработке в настоящ ее
pi мя, принято делить на три группы: клеи растительного про­
хождения; клеи животного происхождения; клеи синтети' -ские.
Клеи растительного происхождения: белковые (из белка
■шы, люпина, клещ евины ), крахм ал ьн ы е (из картофельного
39
к р а х м а л а ) , эфироцеллю лозны е в настоящ ее время д л я склеи ­
вания древесины почти не применяют. В виде исключения
можно н азв ать клеи крахмальны е, которые еще используют
в спичечном производстве д л я оклеивания коробков бумагой,
и клей эфироцеллю лозны й марки АК-20, применяемый в ме­
бельном производстве для приклеивания к древесине обойных
тканей, дерм атин а и др.
Клеи животного происхождения: глютиновые
(мездровый,
костный, рыбий), альбуминовые, казеиновые до недавнего вре­
мени применялись в больших объемах в различны х видах д е ­
р е в о о б р а б о т к и — в столярно-мебельном производстве, производ­
стве стройдеталей, фанеры и др. Н а ч и н а я с 50-х годов их при­
менение резко сократилось
в связи с появлением более
совершенных синтетических клеев. О д н ако на отдельных п р ед ­
приятиях эти клеи еще используют в значительных объемах.
Синтетические смолы и клеи на их основе в н астоящ ее время
получили преимущественное применение д ля склеивания д р е ­
весины, в том числе д л я склеивания фанеры и другой ф а н е р ­
ной продукции. Термином синтетическая смола н азы ваю т вы ­
сокомолекулярны е соединения, получаемые в результате хими­
ческих реакций из более простых веществ. Способность низко­
молекулярных простых веществ — мономеров к образованию
высокомолекулярных
соединений
(полимеров)
зависит от
наличия активных (функциональных) групп атомов и их р а з ­
мещения в молекуле мономера. К таким функциональным груп­
пам относятся: гидроксильные (О Н ), карбоксильные (С О О Н ),
аминные (N H 2) и др. Они содерж атся в исходных или проме­
жуточных продуктах реакций получения смол. О бразую щ иеся
из мономеров полимерные соединения состоят из сложны х мо­
лекул и о б ладаю т высоким молекулярным весом.
П олимерны е соединения образую тся в результате реакций
поликонденсации и полимеризации. Р еакцией поликонденсации
н азы вается химический процесс соединения простых веществ,
в результате которого образую тся вы сокомолекулярны е соеди­
нения с выделением побочных низкомолекулярны х веществ (во­
ды, ам м и а ка и д р.). Полученные высокомолекулярные соедине­
ния совершенно отличны от исходных мономеров по своему
составу и свойствам. Р еак ци ей полимеризации н азы вается хи­
мическая реакция соединения молекул простых веществ в по­
лимеры (вы соком олекулярны е соединения) без выделения по­
бочных продуктов.
Р еакци и поликонденсации и полимеризации могут быть ос­
тановлены на промежуточной стадии об разован ия полимеров,
что и д ел аю т при изготовлении конденсационных или полимеризационных кл еящ и х смол.
Н аибольш ее применение в деревообработке получили кон­
денсационные клеящ ие смолы. Они даю т водостойкие, грибо­
стойкие, прочные клеевые соединения. Полимеризационные
смолы для изготовления клеев наш ли меньшее применение. Их
40
используют д л я получения пластмасс, лаков, красок. Конден­
сационные клеящ ие смолы классифицируют по следующим приш акам:
1. По исходным п родуктам — фенолоформальдегидны е, рею рциноформальдегндные,
карбам идоф орм альдегидны е, мелампноформальдегидные;
2. По отношению к растворителям — водорастворимые, сп и р­
торастворимые, эмульсионные (нерастворим ы е);
3. По отношению к нагреву — термореактивные, тер м о п л а­
стичные.
4. По способу склеивания (о т в е р ж д е н и я ) — горячего ск леи ­
вания, холодного склеивания.
5. По внешнему виду — жидкие (текучие, в язки е), твердые
(порошкообразные, гранулообразны е, пленочные).
Т ерм ореактивные смолы при нагревании или введении отиердителей (химически активных веществ) переходят в о т в е р ж ­
денное, неплавкое, нерастворимое состояние. Это необратимые
смолы. К ним относится абсолютное большинство фенолформальдегидны х, резорциноф ормальдегидных и карбамидоформальдегидны х смол. Термопластичные смолы затверд еваю т
при охлаж дении, но при нагревании они вновь разм ягчаю тся.
В отдельных случаях в смолы вводят различны е вещества, и з­
меняющие и улучш аю щ ие свойства смол и клеев: наполнители,
пластификаторы, стабилизаторы , инициаторы, ускорители и др.
Одни синтетические смолы можно применять при условии
их н агрева непосредственно как клеящ ий м атери ал — это мно­
гие фенолоф ормальдегидны е смолы и л аки на их основе; в д р у ­
гие смолы необходимо обязательно д о б а вл я т ь отвердитель —
это все карбам и до- и меламиноф орм альдегидны е смолы.
Процесс поликонденсации (отверж дения) в готовой смоле
идет непрерывно и тем активнее, чем выше тем пература. Он
протекает в три характерны е, связанны е меж ду собой стадии:
начальную А, промежуточную В и конечную С (для фенолформальдегидных смол стади я А н азы вается резол, В — резитол,
С — резит, поэтому фенолоф ормальдегидны е смолы иногда н а ­
зы ваю тся резольны ми).
С м ола в стадии А мож ет быть жидкой или после вы суш и ва­
ния твердой, но об язательн о плавкой и растворимой. Р а с т в о ­
ряется она в воде, спирте, ацетоне, щ елочах и т. д. С м ола
и стадии А имеет непостоянные свойства ввиду п р о д о л ж а ю ­
щейся поликонденсации и перехода в стадии В и С. В стадии
В см ола становится твердой; она не растворяется, а только
набухает в некоторых растворителях (ацетоне, спирте), при
нагревании не плавится, а только разм ягчается. С тадия С —
конечное состояние смолы. Н агреван ие и воздействие р ас т в о ­
рителей не способствует ее размягчению или растворению.
С мола отличается высокой механической прочностью, водостой­
костью, малой теплопроводностью, хорошими диэлектрическими
свойствами. Процесс отверж дения п оказан на рис. 2, из
41
которого видно, что с течением времени уменьш ается количество
смолы в стадии А и увеличивается в стадиях В и С.
Конечная цель процесса отверж дения смол и клеев при
склеивании древесины — получение прочного клеевого соедине­
ния. И сследованиям и, проведенными в Ц Н И И Ф , установлено,
что д л я фенолф ормальдегидны х смол переход 70 % резола
(А) в стадии резитола и резита (В + С) обеспечивает макси-
Рис. 2. Диаграмм а Ш айбера — М ихайлова:
Т, — длительность углубления конденсации смолы без образования стадий В + С ; Т2 —
длительность перехода смолы из стадии А в стадии В+С; Т 3 — длительность перехода
смолы из стадий В + С в стадию С
Рис. 3. График изменения предела прочности
клеевого соединения при скалывании, в про­
центах к максимальному, в зависимости от
процента содерж ания в смоле (клее) суммы
стадий В + С:
1, 2 — кривые изменения предела прочности при
50
60
70
дО
90 %
скалывании в сухом виде и после кипячения образдов в течение 1 ч соответственно
мально возможную прочность клеевого соединения в сухом
виде, а переход 85 % обеспечивает и максимальную его во­
достойкость (рис. 3).
Д л я кар бам и доф орм ал ьд еги д ны х смол процесс отверждения
происходит при тех ж е тем пературах быстрее. Это яв л яется их
основным достоинством, так ка к позволяет интенсифицировать
процесс склеивания, повысить производительность основного
клеильного оборудования и производительность труда.
Свойства смол (к л е ев ). Основными показател ям и синтети­
ческих смол и клеев на их основе являются: вязкость, с о д е р ж а ­
ние сухого остатка (конц ен трац и я), содерж ание щелочи, сво­
бодного фенола, свободного ф орм альдегида, концентрация во42
ородных ионов (p H ), время отверждения, жизнеспособность,
предел прочности при скалы ван и и и некоторые другие.
В я з к о с т ь ю или внутренним трением н азы вается свойство
жидкости о к а зы в ать сопротивление при перемещении одной ча■ ш жидкости относительно другой. В язкость измеряется к а с а ­
тельной силой, приходящ ейся на единицу площ ади соприкосноис'ния двух слоев жидкости, отстоящих друг от друга на ед и ­
ницу длины и взаимно перемещ аю щ ихся со скоростью равной
единице. И зм ер ен н ая таким образом вязкость н азы вается д и ­
намической
(ri). Кроме динамической, пользуются поня­
тием вязкости кинематической v, которая представляет собой
отношение динамической вязкости к плотности р испытуемой
жидкости v = r)/p.
Д л я практических целей в производственных условиях,
;i т а к ж е в исследовательских р аботах часто пользуются поня­
тием условной вязкости, измеряемой в условных или относитель­
ных единицах. Определение ее основано на измерении времени
истечения определенного объема исследуемой жидкости через
отверстие (сопло) заданного д иам етра. И ногда это время с р а в ­
нивается с временем истечения какой-то стандартной ж и д к о ­
сти (воды ). В этом случае условная вязкость определяется
как отношение времени истечения испытуемой жидкости ко в р е ­
мени истечения такого ж е количества стандартной жидкости.
Д ля высоковязких жидкостей может применяться т а к ж е ш а р и ­
ковый метод, основанный на измерении времени падения с т а л ь ­
ного ш арика через слой жидкости определенной высоты. Ус­
ловная вязкость измеряется в секундах или условных градусах.
Вязкость предопределяет область применения смол (клеев).
15 производстве древесноструж ечных плит применяют смолы
несколько меньшей вязкости, чем при склеивании слоистой д р е ­
весины или брусковых заготовок. Смолы пониженной вязкости
.'егко впитываю тся в поры древесины, при этом прочность ск л е ­
ивания снижается. С повышением ж е вязкости увеличивается
расход смолы, затру д н яется нанесение ее на поверхность м а ­
териала.
К о н ц е н т р а ц и е й или сухим остатком н азы вается содер­
жание клеящ его вещ ества в жидкой смоле (клее), т. е. та
масса клея, которая остается в клее после у д ал ен и я раство ри ­
теля (воды, спирта, ацетона и т. д.).
К онцентрацию оп ределяю т высушиванием навески смолы
ю постоянной массы. В н астоящ ее время д л я сравнительно
быстрого определения концентрации различны х ж идких смол
применяют рефрактометрический метод.
Коэффициент рефракции, или коэффициент преломления,
1. 1я каж д о го м а тери ал а является величиной постоянной (при
постоянных тем пературе и давлении) и мож ет служ ить его к а ­
чественной характеристикой. Коэффициент реф ракц ии (п ) х а ­
рактеризует степень отклонения пучка света от п ерв оначаль­
ного н ап рав л ен и я при прохождении через испытуемый материал
43
и мож ет быть в ы р а ж ен зависимостью n = sin ф/sin
где ср —
угол падения луча света (первоначальное н ап рав л ен и е); 1F —
угол преломления луча света при прохождении его через ис­
пытуемый материал.
Коэффициент рефракции стандартной жидкости — д истилли­
рованной воды при 20 °С, равен 1,33. П рименяемы е д ля опре­
деления коэффициента рефракции приборы н азы ваю тся р е ф р а к ­
тометрами.
К онцентрация оказы в ает влияние на клеящ ую способность,
скорость отверждения и расход смолы. Так, смолы низкой кон­
центрации имеют меньшую клеящ ую способность и ср авн и ­
тельно меньшую скорость отверждения. П ри более высокой
концентрации увеличивается вязкость смолы, затруд н яется н а ­
несение ее на склеиваемы е м атериалы , увеличивается расход
на единицу продукции.
Щелочностью
(для
фенолоф орм альдегидны х смол)
смолы н азы вается содерж ание в ней щелочных веществ (в %)
в пересчете на едкий натр. Ф енолформальдегидны е смолы резольного типа конденсируются в присутствии щелочных к а т а л и ­
заторов. В связи с этим готовые смолы всегда со д ер ж ат в себе
какое-то количество щелочи и имеют щелочную реакцию. Н е ­
смотря на то, что в качестве к а т а л и з а т о р а не всегда используют
едкий натр, а иногда более слабы е катал изатор ы , щелочность
определяю т в пересчете на едкий натр.
С увеличением щелочности сниж ается водостойкость, у х у д ­
ш аются диэлектрические свойства отвержденных фенольных
клеев. Вместе с тем щелочные катал и зато р ы в процессе варки
смолы благоприятно действуют на процесс поликонденсации,
ускоряя его, способствуя сохранению однородности реакцион­
ной массы и у м еньш ая со д ерж ан ие свободного ф енола в го­
товом продукте. У читывая сказанное, содерж ание щелочности
в готовых см олах всегда строго регламентируют.
Д л я ф ен олоформальдегидны х смол холодного отверж дения
содерж ание щелочности до лж но быть минимальным. И х отвер­
ждение происходит при сдвиге pH в сторону уменьшения, с при­
менением кислотных катал изатор ов.
С о д е р ж а н и е с в о б о д н о г о ф е н о л а (для ф ен о л о ф ор ­
мальдегидных смол) — п оказатель, характеризую щ ий глубину
и х ара ктер процесса поликонденсации, а т а к ж е токсичность
ф енолоформальдегидной смолы. Количество свободного фенола
оказы в ает влияние на скорость отверж дения ф ен о л о ф о р м а л ь ­
дегидных смол. Чем больше свободного фенола, тем медленнее
отверж даю тся смолы. О пределяю т этот п оказатель путем от­
гонки фенола от смолы водяным паром и последующим воздей­
ствием на раствор фенола бромистыми соединениями.
Содержание
свободного
формальдегида —
показатель, характеризую щ ий глубину процесса поликонденса­
ции, а т а к ж е токсичность смолы. Поэтому чем он больше, тем
в большей степени ухудш аю тся санитарно-гигиенические усло44
мня труда. Д л я отраслей промышленности, потребляющ их б о л ь ­
шие количества синтетических смол (фанерное производство,
производство древесноструж ечных пли т), смолы, сод ер ж ащ и е
и своем составе избы ток свободного ф орм альд еги да, являю тся
непригодными.
С одерж ан и е свободного ф ор м альд еги да в смоле зависит от
молярного соотношения исходных компонентов к а р б а м и д а и
ф ор м альд еги да при в арке смол, а т а к ж е от способа варки. Х о­
рошие результаты д ля получения смол с м алы м содерж анием
свободного ф орм альд еги да даю т методы д вухф азной и тр ех ­
фазной конденсации.
Концентрацией водородных ионов
(pH) н а з ы ­
вается числовое вы раж ен и е степени кислотности или щ елочно­
сти испытуемой среды (реакция среды ). К онцентрация в ж и д ­
кости свободных ионов водорода характер и зу ется зависимостью
рН = — lgCV„ Сн — концентрация в жидкости свободных ионов
водорода. Величина pH у различны х веществ меняется в п ре­
дел ах от — 1 до 15. Причем, р Н < 7 х ар актер и зует кислую среду
(чем меньше pH, тем выш е кислотность); при pH — 1 ки сл от­
ность достигает максим ум а (концентрированная азотн ая кис­
л о та). При р Н > 7 реакция среды становится щелочной; при pH
15 щелочность достигает максим ум а (концентрированный е д ­
кий н а тр ); pH 7 х ар а ктери зует нейтральную среду (дистилли­
рованная в о д а ). У готовых ка рбам и доф орм альд еги д ны х смол
величина pH близка к нейтральной и находится в пределах
6— 8 .
Р е а к ц и я среды определяет жизнеспособность смолы и спо­
собность ее отверждения. С понижением pH, т. е. с повы ш е­
нием кислотности среды, сок ращ ается жизнеспособность смолы,
н ар ас тает ее вязкость, ум еньш ается врем я отверждения. Число
pH определяет количество вводимого в смолу отвердителя.
Чем выше p H смолы, тем больше (до определенных пределов)
следует добавить отвердителя.
Больш ое значение имеет pH реакционной смеси в процессе
варки смолы. От величины pH зависит скорость и глубина
реакции поликонденсации (при низких значениях pH реакция
протекает настолько бурно, что появляется опасность з а т в е р ­
девания смолы непосредственно в варочном реакторе).
П ри значениях pH 3,5— 4 см ола затв ер д ев а ет почти мгно­
венно. О п ределяю т pH либо потенциометрическим способом на
специальных п риборах (потенциометрах, иономерах, рН-метрах), либо колориметрическим способом с применением у н ивер­
сальных (жидкостных) индикаторов, индикаторной бумаги,
цветных ш кал.
С к о р о с т ь (время) отверждения — показатель, х ар а к т е р и ­
зующий время, в течение которого смола переходит из ж и дкого
состояния в твердое необратимое состояние (из стадии А в с т а ­
дию С) под воздействием внешних факторов. Так, д ля б оль­
шинства ф енолф орм альдегидны х смол горячего отверждения
45
ф актором внешнего воздействия является повышенная тем­
пература; д ля карбам и доф о рм ал ьд еги д ны х смол — сочетание
химического воздействия отвердителя и повышенной тем п е р а­
туры.
Время отверж дения клея яв л яется в аж н ы м п оказателем для
увеличения производительности клеильного оборудования; оно
хар а ктери зует скорость склеивания. Зави си т скорость (время)
отверж д ен и я от pH смолы, ее концентрации и вязкости, глу­
бины реакции поликонденсации.
Д л я большинства карбам и до ф ор м ал ьд еги д ны х смол го ря­
чего склеивания в качестве отвердителя используют хлористый
аммоний (N H 4 C1). П ри обычной комнатной температуре (t =
= 20 °С) его химическое воздействие на смолу происходит мед­
ленно. Н о при повышении тем пературы до 100 °С и более хл о ­
ристый аммоний вступает в реакцию с имеющейся в смоле
влагой, о б разуя а м м и а к (N H 4O H ) и сильную соляную кислоту
(НС1). О б р а зо в а в ш а я с я кислота мгновенно сниж ает p H смолы
(реакцию среды) до 3,5—4,5, и наступает быстрое о тв ер ж д е­
ние клея, т. е. быстрое склеивание.
Увеличение количества отвердителя увеличивает скорость
о тверж дения (ум еньш ает время склеивания) до определенных
пределов. При этом возможно уменьшение прочности ск л е и в а­
ния. Так, применяемый для фенолф ормальдегидны х смол хо­
лодного отверж дения отвердитель керосиновый контакт (контакт
П е тр о в а ), являю щ ий ся сильным окислителем, может при­
вести к гидролитическому расщеплению древесины и соответ­
ственно снизить ее прочность и прочность клеевого соединения
(особенно это п роявляется при тем п ер атур ах более 70 °С).
Жизнеспособность клеевого
р а с т в о р а — п о к а­
затель, характери зую щ и й время, в течение которого приготов­
ленный к использованию клеевой раствор с введенным в него отвердителем сохраняет рабочую вязкость, т. е. пригоден к упот­
реблению и мож ет быть нанесен на поверхность м атери ала,
п о длеж ащ его склеиванию, одним из принятых способов (р а с ­
пылением, наливом, цилиндрическими б ар аб ан ам и , кистью
и т. д.)
Ж изнеспособность определяю т д л я фенолформальдегидны х
клеев холодного отверж дения, а д л я кар б а м и д о ф о р м ал ьд еги д ­
ных — и д л я клеев холодного и д ля клеев горячего о т в ер ж д е­
ния. Ж изнеспособность клеев на основе ка р б а м и д о ф о р м а л ь д е ­
гидных смол изменяется в широких пределах в зависимости
от свойств смолы и условий применения. Она тем больше, чем
выше значение pH при изготовлении смолы, чем меньше сте­
пень конденсации. П онижение тем пературы клея приводит т а к ­
ж е к увеличению жизнепособности.
Значительно влияю т на жизнеспособность клея вид отвер­
дителя и его количество. Чем больш е отвердителя в клее, тем
н иж е его жизнеспособность. Регул иру ю т жизнеспособность клея
не только изменением количества отвердителя и его концен46
грацией, но и вводом в клей веществ (аммиачной воды, у р о ­
тропина и д р .), повы ш аю щ их значение pH. И х н азы ваю т с т а ­
билизаторами. С табилизирую щ ее действие этих веществ п р о яв ­
ляется в тормож ении постоянно протекаю щего процесса сни­
жения pH в клеевой смеси.
Ж изнеспособность клея контролируют измерением его в я з ­
кости. В ремя н ар ас тан и я вязкости с момента приготовления
клея (введения отвердителя) до момента достижения ее пре­
дельно допустимых значений и составит жизнеспособность к л е ­
евого раство ра при данны х конкретных условиях.
П р е д е л п рочности при с к а л ы в а н и и
(прочность
с к л е и в а н и я ) — определяю т к а к отношение разру ш аю щ его уси ­
л ия к площ ади ск ал ы в ан и я в плоскости клеевого слоя на об ­
р азц ах определенной формы и размеров. Больш ое влияние на
клеящ ую способность клея о ка зы в ае т молярное соотношение
фенола и ф ор м альд еги да (к ар б ам и д а и ф о р м а л ь д еги д а ). М о ­
лем (грамм-м олекулой) вещ ества н азы вается м олекулярн ая
масса (м олекулярны й вес) его, в ы р а ж ен н ая в грамм ах. Так,
моль фенола Q H s O H равен 1 2 - 6 + 1 * 5 + 1 6 - 1 + 1 - 1 = 9 4 г; моль
ф орм альдеги да С Н О Н равен 12 • 1 + 1 • 1 + 1 6 ■1 + 1 • 1 = 3 0 г;
моль к а р б а м и д а СО (N H 2 ) 2 равен 12 • 1 + 16 • 1 + 14 • 2 + 1 • 4 =
= 60 г. Д л я ф енолоф орм альдегидны х смол молярны е соотноше­
ния м еж д у фенолом и ф орм альд еги дом н аходятся в пределах
1 : 1 . . . 1 : 2. Д л я карбам и доф о рм ал ьд еги д ны х смол молярны е
соотношения м еж д у к ар бам и до м и ф орм альдеги дом рекоменду­
ются в пределах 1 : 1 , 5 .. . 1 : 2 .
Повыш ение концентрации до определенных пределов спо­
собствует увеличению прочности склеивания. Прочность склеи ­
вания — основной п оказатель, характери зую щ и й качество к л е я ­
щих смол. О пределяю т прочность при испытании образцов в су ­
хом виде, после вы м ачи ван и я их в холодной воде или после
кипячения.
Особенности смол (клеев). Ф е н о л о ф о р м а л ь д е г и д ­
н ы е с м о л ы (ГОСТ 20907— 75) применяю т д л я склеивания
продукции, к прочности и водостойкости клеевых соединений
которой п ред ъ яв л яю т повышенные требования. Токсичность ф е ­
нолоф ормальдегидных смол выше, чем к арбам и доф орм ал ьд егидных.
Д л я холодного склеивания древесины или д ля склеивания
с подогревом до 60 °С применяю т фенольные клеи ВИАМ -Б-3,
КБ-3, В ИАМ -Ф-9 и др. Эти клеи приготовляю т (на основе со­
ответствующих смол С Ф Ж -3 09
(В И А М -Б ), С Ф Ж -3016
(Б),
ВИАМ-Ф-9, в качестве отвердителя д л я которых используют
керосиновый контакт. Д л я горячего склеивания слоистой д р е ­
весины применяют смолы СФЖ-3011 (С-1), Л Б С -3 (СБС-1)
и др. Они отверж д аю тся под воздействием тепла, не требуя
специальных отвердителей.
В последнее время д л я горячего склеивания фанеры и д р у ­
гих видов продукции используют ф енолоформальдегидны е
47
смолы, не требующ ие подсушки их после нанесения на шпон.
К ним относятся С Ф Ж -3013 (Ц Н И И Ф -в о д о сто й к а я ), СФЖ -3014
(Ц Н И И Ф -а тм о сф ер о сто й к а я ), СМФ-2 и др. Д л я получения
клея на основе смолы С Ф Ж -3013 или смолы СФЖ -3014 к ним
д о ба вл я ю т мел, древесную муку (для повышения вязкости) и
п араф ор м (в качестве ускорителя отверж д ен и я). Буквенные ин­
дексы С Ф Ж означаю т: смолы ф енолоформальдегидны е жидкие.
В скобках даны стары е обозначения.
Карбамидоформальдегидные
смолы
(ГОСТ
14231— 78) применяю т в деревоо б раб аты ваю щ и х производствах
д л я различны х видов склеивания. Клеи на основе этих смол
позволяю т получить высокопрочные, достаточно водоупорные
клеевые соединения; они об л а д а ю т высокой скоростью отвер­
ж ден и я и д ля их изготовления не требуется дорогостоящ их и
дефицитных материалов. Все кар бам и до ф ор м ал ьд еги д ны е клеи
могут применяться к а к д ля горячего, т а к и д ля холодного
склеивания. Способ склеивания зависит от вида отвердителя.
В н астоящ ее время применяют смолы (клеи) КФ-МТ, КФ-Б,
К Ф -Б Ж , КФ-Ж- В соответствии с ГОСТом обозначение к а р б ­
ам идоформальдегидны х смол состоит из наименования про­
дукта (К Ф ) и обозначения основного свойства смолы: Б —
бы строо тверж д аю щ аяся; Ж — повышенной жизнеспособности;
МТ — малотоксичная. Д л я м ар ок К Ф-М Т и. К Ф -Ж , преимущ е­
ственно применяемых д ля изготовления древесностружечных
плит (П ) , ф ан еры (Ф ), мебели (М ), литейного производства
(Л ) , д обавл яю т соответствующую букву, указы ваю щ ую н а з н а ­
чение. В деревообработке используют т а к ж е ка р б а м и д о ф о р ­
мальдегидные смолы (клеи) М-70, М-60, ММС, К С -MO, 3-П
(б ы вш ая У КС-73).
П о л и в и н и л а ц е т а т н ы е д и с п е р с и и (ГОСТ 18992—
80) и клеи на их основе применяют в деревообрабаты ваю щ ей
промышленности при ребросклеивании шпона, д ля шиповых со­
единений, при оклеивании древесных м атериалов кожей, п ласт­
массами, бумагой, тканью. П рим еняю т их в качестве модифи­
катора ранее рассмотренных клеев.
Клеи относятся к категории термопластичных и неводостой­
ких. Их применяют д ля холодного склеивания. Грубодисперс­
н ая гомополимерная поли ви ни лац етатн ая дисперсия пред став­
ляет собой продукт полимеризации винилацетата в водной среде
в присутствии инициатора и защ итного коллоида. В ы п уска­
ется различных марок: непластиф ицированная — Д 50 Н , Д50С,
Д 50В ; п ластиф ицированная — Д Ф 49/2.5Н ; Д Ф 48/5С; Д Ф 4 8 /5 Н Л ;
Д Ф 4 8 /5 С Л ;
Д Ф 47/7С ;
Д Ф 47/7В ;
Д Ф 4 7 /В П ;
Д Ф 40/20В;
ДФ53/2,5В М ; ДФ 51/7ВМ .
В обозначении марок первые две цифры ука зы в аю т мини­
мальное содерж ание полимера в процентах в непластифицированной дисперсии и среднее сод ерж ан ие полимера в процентах
в пластифицированной дисперсии, а последующие — среднее
сод ер ж ан ие пласти ф и катора в процентах. Буквенные индексы
48
обозначают: Д — дисперсия; Б — дибутилф талат; Ц — дибутилсебацинат (п л асти ф и каторы ); Н — н изковязкая; С — ср едн ев яз­
кая; В — вы соковязкая; М — модифицированная; Л — л а к о к р а ­
сочная; П — полиграфическая.
Н епластиф иц и рованн ая (и п ластиф ицированная дибутилсебацинатом ) поли ви ни лац етатн ая дисперсия нетоксична. Токсич­
ность дисперсии обусловлена токсичностью вводимого в нее д и ­
б у ти л ф та ла та, который о б л а д а ет способностью вы зы вать р а з ­
д р аж е н и е слизистых оболочек дыхательны х органов и глаз.
П редельно допустим ая концентрация в воздухе рабочей зоны
производственных
помещений
составляет:
винилацетата
10 мг/м3; д и б у ти л ф тал ата 0,5 мг/м3. В пож арном отношении
дисперсия безопасна. Гарантийный срок хранения дисперсий
не более 6 мес со дня изготовления.
Контрольные
вопросы
1. Н азовите основные направления рационального и комплексного исполь­
зования сырья.
2. Каким требованиям дол ж н о удовлетворять правило симметрии при
формировании листа фанеры?
3. О собенности и свойства древесины березы как основного сырья ф анер­
ного производства.
4. О борудование складов сырья и методика расчета его производитель­
ности.
5. Виды клеев, применяемых в фанерном производстве, их классификация
и основные свойства.
2. ОСНОВЫ ТЕОРИИ РЕЗАНИЯ Д Р Е В Е С И Н Ы
2.1. КРАТКИЕ С В Е Д Е Н И Я О СВОЙСТВАХ Д Р Е В Е С И Н Ы
И спользование древесины д ля изготовления различны х ви­
дов м атери ал ов и изделий определяется ее свойствами. Р а з ­
личаю т физические, механические и химические свойства д р е ­
весины.
Физические свойства — это свойства, п роявляем ы е древеси ­
ной при взаимодействии ее с окруж аю щ ей средой, когда хими­
ческий состав древесинного вещества остается без изменений.
Они существенно влияю т на выбор технологии производства и
качество продукции. К физическим свойствам относятся: внеш ­
ний вид; влажность, плотность; проницаемость ж идкостям и и
газами; тепловые, звуковые, электрические свойства.
Свойства, хар актери зую щ и е внешний вид древесины, — цвет,
блеск, текстура, макроструктура, а т а к ж е запах. В группу
свойств, связанны х с о т н о ш е н и е м д р е в е с и н ы к в л а г е ,
входят: влажность, высыхание, усуш ка, разбухание, коробле­
ние, растрескивание, влагопоглощение, водопоглощение, влагопроводность, водопроницаемость. П л о т н о с т ь м а тери ал а х а ­
рактеризуется отношением массы тел а к его объему. Поэтому
плотность древесины п редставляет объемную массу. П р о н и ­
ц а е м о с т ь — способность древесины пропускать жидкости,
газы под давлением.
40
К т е п л о в ы м с в о й с т в а м древесины относятся теп ло­
емкость, теплопроводность, тем пературопроводность и измене­
ние разм еров изделий из древесины под воздействием тепла.
В группу з в у к о в ы х с в о й с т в древесины входят зву ко­
проводность, звукоизоляционные и звукоизлучаю щ ие (резонансовые) свойства.
Электрические
с в о й с т в а — электропроводность,
электрическая прочность, диэлектрическая проницаемость, пье­
зоэлектрические свойства и отношение изделий из древесины
к действию токов высокой частоты.
В аж н о е значение имеют т а к ж е свойства древесины прояв­
ляю щ иеся при воздействии на нее различны х излучений. Так,
и нф р акрасны е лучи используют д л я сушки тонких сортиментов
и лакокрасочны х покрытий. П ри помощи световых лучей о б н а­
ру ж и в аю т дефекты в тонких изделиях из древесины, в том
числе и в фанере. У льтрафиолетовое излучение вы зы вает л ю ­
минесценцию, что откры вает возможности д ля об наруж и вани я
пороков древесины, контроля качества обработки и т. д. При
облучении рентгеновскими лучами (рентгеноскопии) могут быть
обнаруж ен ы дефекты в круглых сортиментах диам етром до 40—
50 см. Д л я изучения свойств древесины применяют р ад и о ак ти в ­
ные излучения.
Механическими назы ваю тся свойства древесины, о п ред ел я­
ющие ее способность сопротивляться действию внешних м еха­
нических сил. К ним относятся:
п р о ч н о с т ь — способность
древесины сопротивляться разруш ению под действием м ехани­
ческих усилий (растяж ен ия, сж ати я, сдвига, изгиба, кручения);
ж е с т к о с т ь — способность древесины сопротивляться д еф о р ­
мированию; т в е р д о с т ь — способность древесины сопротив­
ляться проникновению в нее твердого тела; у п р у г о с т ь способность древесины принимать первоначальную форму и
разм еры после прекращ ения действия силы; п л а с т и ч ­
н о с т ь — способность древесины сохранять приданную ей фор­
му после прекращ ения действия внешних сил; х р у п к о с т ь способность древесины р азр у ш ат ь ся без значительного изме­
нения ф ормы внезапно, под действием механических сил; р а с ­
к а л ы в а е м о с т ь — способность
древесины
р ас кал ы ва тьс я
вдоль волокон при внедрении в нее клиновидного тела; г в о з ­
д и м о с т ь — способность древесины уд ерж и вать гвозди, скобы,
шурупы. М еханические свойства древесины в производстве кл е­
еных м атери алов и плит влияю т на выбор той или иной д р е­
весной породы.
Химические свойства древесины используют в лесохимиче­
ской промышленности. Так, при взаимодействии древесины
с кислыми солями сернистой кислоты и щ елочам и получают
техническую целлюлозу. Взаимодействие кислот с древесиной
является основной реакцией в гидролизном производстве. При
пиролизе (термическом разл о ж ени и ) мож но получить смолы,
уголь, фенолы д л я производства пластмасс, метиловый спирт
50
и др. В лакокрасочной про­
мышленности
применяют
лиственничную живицу, скиппдар, канифоль, синтетиче­
скую к а м ф а р у и т. д.
'1. 2 . С П О С О Б Ы И В И Д Ы Р Е З А Н И Я
ДРЕВЕСИНЫ
----------------- г------------------■
Р езан и ем н азы вается процесс обработки, при котором
от заготовки резцом отделяют
Рис. 4. Основные параметры резца
часть древесины д л я получеи стружки
пия изделия или детали з а ­
данной формы и требуемых размеров, с н ад леж ащ ей чистотой
обработки. Р азл и ч аю т три способа резания:
1. Р езан и е со снятием стружки, которая является отходом.
Это пиление, строгание, фрезерование, сверление, долбление,
точение, шлифование.
2 . Р езан и е без образован ия стружки-отхода. Это лущение,
строгание шпона, измельчение древесины на рубильных м а ­
шинах.
3. Р езан и е вдоль волокон, переходящее в р аскалы вани е или
расслоение древесины. Это колка дров, изготовление клепки
и т. д.
Рассмотрим основные парам етры резца и стружки, которые
влияют на процесс резания. Р езан и е со снятием струж ки про­
исходит в результате внедрения в древесину клиновидного ин­
струмента, назы ваемого резцом.
Основные элементы резца (рис. 4 ) — лезвие 0 0 ' , передняя
грань ОО ' т 'т , зад н яя грань ОО'п'п, боковые грани Отп,
О'т'п. Основные углы, которые характеризую т процесс р е з а ­
ния, следующие: задний угол а — угол, образованны й задней
гранью и плоскостью касательной к поверхности резания (пло­
скостью р еза н и я); угол заточки р —-угол, образованный перед­
ней и задней гранью резца; передний угол у — угол, о б р азо ­
ванный передней гранью резца и плоскостью перпендикулярной
плоскости резания; угол резания 6 — угол между передней
гранью резца и плоскостью резания. С умма углов а + |3 + 7 = 90°.
Угол резания равен сумме угла заднего и у гла заточки
( 6 = а + р). С нимаемая стру ж ка имеет следующие параметры:
ширину Ь, толщину h и длину I.
При резании происходят сложные явления, связанны е с внед­
рением резца в м атериал с отделением и формированием э л е ­
ментов стружки. В зависимости от направления резания к н а ­
правлению волокон древесины различаю т три основных вида
резания: продольное, торцовое и поперечное. Кроме трех ос­
новных, могут быть промежуточные виды резания: поперечно­
торцовое, продольно-торцовое и продольно-поперечное, которые
51
являю тся резанием под углом к направлению волокон д р еве­
сины.
При продольном резании резец дви ж ется вдоль волокон
древесины. С тр у ж к а при этом имеет форму, зависящ ую от со­
стояния древесины, режимов резания, угловых и линейных п а ­
рам етров резца. Она мож ет быть надломленной и иметь явно
вы раж ен н ы е элементы (рис. 5, а) или быть в виде тонкой не­
прерывной ленты (рис. 5, б).
При торцовом резании резец дви ж ется в направлении п ер­
пендикулярном волокнам древесины (рис. 5, в) . С тр у ж к а со­
стоит из отдельных сколотых элементов.
Рис. 5. Основные виды резания:
а, б ~ продол ьн ое; в — торцовое; г — поперечное
Рис. б. Виды резания под углом:
а — поперечно-торцовое; б — продол ьн о-т орц ово е; в — прод ольн о-п оп ере чно е
При поперечном резании резец движ ется в плоскости воло­
кон в направлении перпендикулярном их длине (рис. 5, г).
С труж ка мож ет быть в виде отдельных слабо св язанны х между
собой элементов или в виде непрерывной ленты, устойчи­
вость и цельность которой достигается специально с о зд а в а е ­
мыми условиями (гидротермической обработкой перед л у щ е­
нием, обжимом и т. д.).
В практике встречается процесс резани я под некоторым у г ­
лом (углом встречи) к направлению волокон (на рис. 6 ). П р и ­
мером поперечно-торцового и продольно-торцового резания
сл уж и т измельчение древесины на рубильных маш инах, р а с ­
крой пачек шпона на ножницах. Продольно-поперечное возни­
кает при срезании шпона во врем я строгания и т. д. Р езан и е
вращ аю щ и м и ся реж ущ ими инструментами, когда лезвие резца
(зуба пилы) описывает кривую, связано с непрерывным изме­
нением у гл а встречи.
2.3. РЕЖ И М Ы Р Е ЗА Н И Я Д Р Е В Е С И Н Ы И О СН ОВН Ы Е
ТЕХ Н О Л О ГИ Ч ЕС К И Е РАСЧЕТЫ
П ри резании р азл и чаю т д в а основных дви ж ени я — движение
реж ущ его инструмента (резца) и движ ение м атер и ал а. Д в и ж е ­
ние инструмента относительно м атери ал а или м а тер и ал а отно­
52
сительно инструмента н азы вается относительным движением ин­
струмента и материала. Относительное д виж ение резца, необ­
ходимое д ля срезан ия одной стружки, н азы вается движением
резания. Относительное д виж ение резца, необходимое д л я ср е­
зания новой стружки, н азы вается движением подачи. Д в и ж е ­
ние, соверш аем ое резцом, является главны м или рабочим д в и ­
жением, а соответствующ ая этому движению скорость н а з ы ­
вается скоростью резания. Д ви ж ен и е подачи сообщ ается
об раб аты ваем о м у материалу, и скорость этого д ви ж ени я н а зы ­
вается скоростью подачи.
В отдельных случаях и движ ение резания, и движение по­
дачи сообщ аются реж у щ ем у инструменту при неподвижном м а ­
териале (поперечный раскрой бревен балансирны ми пилам и).
В некоторых станках, наприм ер в лущильном, вращ ательное
движение м а тер и ал а (ч урака) является главны м — движением
резания, а поступательное движ ение лущильного н о ж а — д в и ­
жением подачи.
Скорости резани я (м/с) определяю т по следующим ф орм у­
лам:
д ля круглопильных и ленточнопильных станков
v — n D n l (1000-60),
где D — д иам етр пильного диска (для круглопильных) и д и а ­
метр пильных шкивов (для ленточнопильных), мм; п — частота
вращ ения пильного в ал а и шкивов, мин-1; скорости резания
находятся в пределах 40— 100 м/с (круглопильные) и 35—
50 м/с (ленточнопильные);
д ля цепных электро- и бензиномоторных пил
v = /гя/(100 0-6 0),
где t — ш аг пильной цепочки, мм; z — число зубьев ведущей
звездочки; п — частота вращ ени я звездочки, мин-1; п рактиче­
ски скорость резани я со ставляет около 5 м/с;
д л я горизонтальных лесопильных рам
г ср = 2 Я п п/(1000-60) = Я п п/(1000-30),
где уСр — средняя скорость резания, р ав н ая средней скорости
пильной рамки, имеющей возвратно-поступательное движение;
Н п — величина хода пильной рамки, мм; п — число двойных
ходов р ам ки в минуту (частота вр ащ ени я коленчатого в ал а,
мин-1); н аи бол ьш ая скорость резания д л я рам
ит а х = л Л п /(1 0 0 0 - 3 0 ) ,
где R — радиус кривошипа, мм; средняя скорость резания —
4,3 м/с, м акси м ал ьн ая — 6,7 м/с;
д л я лущ ильны х станков
v = я £ ) £«/(1000-60),
где Di — д иам етр чурака, мм (величина п ер ем ен ная); п — ч а с ­
тота в ращ ения шпинделей лущильного станка, мин-1;
53
для шпонострогальных станков
«ср = 2 Я сгс/(1000-60),
где иСр — средняя скорость резания, р ав н ая средней скорости
перемещения суппорта, имеющего возвратно-поступательное
движение; Н с — величина хода суппорта, мм; п — число двой­
ных ходов суппорта в минуту.
Скорость подачи определяю т в зависимости от вида обору­
дования. Н апример, д ля разд ел к и кряж ей на чураки балансирной пилой скорость подачи определяется скоростью н ад ви га­
ния пильного д иска на м атери ал; на обрезных станках —
скоростью дви ж ени я каретки станка или скоростью подающих
цепей; на обрезных станках с дви ж у щ им ся суппортом — ско­
ростью движ ения суппорта. В лущ ильны х станках скорость
подачи определяется та к ж е движ ением суппорта на один обо­
рот чурака. Если о б р аб аты ваем ы й материал подается в а л ь ­
цами, скорость подачи (м/мин) мож ет быть приравнена к их
окружной скорости и определена по формуле
и = jiD /i/1000,
где D — диаметр подаю щ их вальцов, мм; п — частота в р а щ е ­
ния вальцов, мин-1.
В лущ ильном станке скорость подачи соответствует ско­
рости перемещения суппорта, или толщине снимаемого за один
оборот шпинделей слоя стружки-шпона. Скорость подачи суп­
порта мм/с определяю т по ф о рм улам
и = s n /60 или и = tn/60i,
где s — толщ ина шпона р а в н а я t/i\ i — передаточное число от
шпиндельной гильзы к ходовым винтам суппорта; t — ш аг хо­
дового винта, мм; п — частота в ращ ения шпинделей, мин-1.
В практике большое значение имеет правильно выбранное
соотношение меж ду скоростями резания и подачи. Это соотно­
шение зависит от способа резания, возможной загрузк и инст­
румента и требуемой чистоты обработки. Н априм ер, у кругло­
пильных и ленточнопильных станков скорость подачи зависит
от максимальной (при н а д л е ж а щ е м качестве пропила) подачи
на зуб, которая обусловлена прочностью и формой зуба, р а з ­
мером впадины м е ж д у зубьями и допустимым уплотнением опи­
лок во впадине. Д л я этих станков допустимая величина подачи
на один зуб мож ет быть определена по формуле.
« 2 = u t l v 60,
где и — скорость подачи, м/мин; t — шаг зуба, мм; v — скорость
резания, м/с.
Д л я ленточнопильных станков подача на один зуб доходит
до 0,7 s, на круглопильных станк ах — до 0,8 s (здесь s — то л ­
54
щина полотна пилы ). Д ал ьн ей ш е е увеличение подачи мож ет
привести к снижению качества обработки, а т а к ж е к поломке
зубьев пилы. То ж е происходит при других видах резания.
Например, увеличение скорости подачи при лущении приводит
к увеличению толщины срезаемого шпона и к снижению его
качества. П ри увеличении скорости подачи бревна (чурака)
в окорочном станке мож ет произойти поломка коросиимателей
и, кроме того, качество окорки будет плохим из-за наличия не­
окоренных участков. Ч резмерно вы сокая подача листа фанеры
в ш лиф овальном станке приведет к непрош лиф овке отдельных
участков.
Д л я получения хорошего качества обработки необходимо
увеличить скорость резания, т. е. при пилении увеличить ч а с ­
тоту в ращ ения пильного в ал а, при лущении частоту вращ ения
шпинделей и т. д., что не всегда возможно из-за конструктив­
ных и эсплуатационных особенностей станка.
При взаимодействии резца и древесины во время резания
возникают силы сопротивления, которые зав и сят от усилий, н а ­
правленных на отделение струж ки и ее деформирование, от
преодоления сил трения элементов стр уж ки о резец и усилий
трений резца о древесину. С у м м а р н а я сила, необходимая д ля
преодоления всех сопротивлений, возникаю щ их при внедрении
резца в древесину и его движении, н азы вается силой резания Р.
Она п рилож ена к резцу и совпадает с направлением резания.
Сила резания, отнесенная к единице п лощ ад и (1 м м 2) по­
перечного сечения стружки, перпендикулярного направлению
пути резани я в каж д ой точке траектории лезвия резца, н а зы ­
вается удельной силой резания и равна, Н /м м 2:
k = P lbh ,
где Р — сила резания, Н; b — ширина стружки, мм; h — т о л ­
щина стружки, мм.
Н а величину удельной силы резания k влияю т многие ф а к ­
торы: порода и влаж н ость древесины, угол резания, толщ ина
стружки, скорость резани я и подачи, степень затупления резца,
форма л езвия резца, нап равлен ие резания и др. Если принять
удельную силу резания д л я древесины сосны равной единице,
она будет равна: д ля ели 0,9— 1; для ольхи 1— 1,05; д ля л и с т­
венницы 1,1; д л я березы 1,2— 1,3; для бука 1,3— 1,5; д ля дуба
1,5— 1 ,6 ; д ля ясеня 1,5— 2 .
Некоторое влияние на величину удельной силы резания о к а ­
зывает влажность. У дельная сила резани я k B в зависимости
от влаж ности древесины имеет следующие значения:
В лаж н ость, % .......................................... 5— 8 15— 18
Удельная сила резания
k B . . . 1,1 1 ,0
25— 30
0 ,9
50— 70
0 ,9
Свыше 70
0 ,8 5
У дельная сила резания существенно изменяется при изм е­
нении угла резания. Чем меньше угол резания, тем меньше
сила резания и чище о б раб аты ваем ая поверхность. Если принять
55
з а единицу удельную силу резани я при у гле резания 6 = 45°,
средние значения k 6 д ля других углов будут равны приведен­
ным в табл. 2 1 .
Таблица 21
В ел и ч и н а
q
п ри у г л е р е з а н и я б, г р а д
В иды р е з а н и я
Торцовое
Продольное
Поперечное
30
45
60
70
75
80
85
0,6
0,7
0,9
1
1
1
1,4
1,3
1,1
2,00
1,70
1,15
2,4
2,0
1,2
2,80
2,40
1,23
2,80
1,26
90
_
-1,3
Степень затупления резца т а к ж е значительно влияет на ве­
личину удельной силы резания. Если принять за единицу у д ел ь ­
ную силу резания k 3 в н ачале работы, изменения ее по мере
затупления в ы р азятся следую щими данными:
Врем я работы , ч . .
О
1
2
3
4
5
Р ади ус зак ругл ен и я
л езв и я , мкм . . . .
2— 20 20—35 35— 40 40— 45 45— 50 55—60
У дельная сила р еза­
ния k3 . .................... 1— 1,1
1, 2
1, 3
1, 4
1, 5
1, 6
Примечание.
6
Б ол ее 60
1, 7
Д л я резца из углероди стой стали.
Степень затупления резца влияет и на качество обработки
поверхности. П ри лущении или строгании затупленны м ножом
поверхность шпона будет шероховатой и неровной. З а т у п л е н ­
ные зубья круглых пил при обрезке фанеры даю т бахро м у на
кром ках листа, что т а к ж е сн и ж ает качество продукции.
Толщина струж ки влияет на величину удельной силы р е з а ­
ния, которая ум еньш ается с увеличением толщины стружки.
Так, если принять удельную силу резания хвойной древесины
при толщине струж ки h = 1 мм за 1 , д ля других значений то л ­
щины струж ки у д ел ьн ая сила р езани я kh будет следующей:
Толщ ина стр уж к и h, мм . . .
У дельная сила р езан и я, fe/j . .
1
1
0 ,7
1,1
0 ,5
1 ,3
0 ,4
1 ,4
0 ,3
1 ,5
0 ,2
1 ,8
0,1
2 ,4
0 ,0 5
3 ,2
0,01
5
У дельная сила резания в озрастает с увеличением скорости
резания. При пилении увеличение скорости резания с 50 до
100 м/с увеличивает удельную силу резания в 1,4 р аза. П ов ы ­
шение скорости подачи влечет за собой увеличение толщины
струж ки и, соответственно, уменьшение удельной силы р е за ­
ния.
К роме понятия уд ел ьн ая сила резания к, важ н ы понятия
уд ел ьн ая работа резани я и мощность резания.
Удельной работой резания ( Д ж /с м 3) н азы вается работа, з а ­
трач и ваем ая на превращ ение 1 см 3 древесины в стружку. Чис­
ленно удельн ая раб о та резания равна удельной силе резания k.
56
Мощность резания N определяется величиной объем а д р е ­
весины <7 , снятого в 1 с, умноженной на удельную силу р е з а ­
ния: N = kq. В ы р а ж ае тся она в ваттах.
Контрольные
1.
2.
3.
4.
вопросы
Способы и виды резания древесины.
М етодика расчета скорости резания.
М етодика расчета скорости подачи при резании древесины.
От каких факторов зависит удельная сила резания?
3. РЕЖУЩ ИЙ ИНСТРУМЕНТ
Д л я раскроя и механической обработки древесины прим е­
няют различные инструменты. Основным реж ущ им инструмен­
том в фанерном производстве являю тся: ножи лущ ильны х и
шпонострогальных станков; ножи ножниц д л я резки шпона;
ножи кромкофуговальны х станков; ножи д робилок и стру ж еч ­
ных станков; ножи окорочных станков; приж им ны е линейки
лущильных и шпонострогальных станков; линейки ножниц д ля
резки шпона; пилы дисковые д ля круглопильных станков;
пилы ленточные д ля ленточнопильных станков; пилы рамные;
пилы цепные; реж ущ ие инструменты специального назначения
(просечки для шпонопочиночных станков, фрезы и пилы для
усовочных станков и д р .); абразивны е инструменты (ш ли ф о ­
вальны е шкурки, круги, бруски).
Д л я изготовления реж ущ его инструмента применяю т инст­
рументальные стали. Д л я повышения износостойкости инстру­
мента используют твердые сплавы в виде пластинок, п рип аи ­
ваемых к резцу инструмента. И н струментальны е стали бывают
углеродистые и легированные. Углеродистые стали разд еляю т
на качественные и высококачественные. Л егированны е стали
могут быть обыкновенные и высоколегированные (б ы строреж у­
щ ие), применяемые для изготовления м е тал л ореж ущ и х инстру­
ментов.
Качество инструмента зависит от химического состава стали
и вида термической обработки. К ачественные углеродистые
стали У7, У 8 , У9 и У 10 содерж ат, кроме соответствующего
количества углерода (0,7; 0,8; 0,9 и 1 % ) , довольно высокий
процент серы и фосфора (по 0,04 % ), а т а к ж е м а р га н ц а (0,35—
0 ,4 % ) - Высококачественные углеродистые стали У7А, У 8 А,
У9А и У10А при том ж е содерж ании угл ер од а С, кремния Si
(0,3— 0 , 3 5 % ) , хрома Сг ( 0 , 2 % ) и никеля Ni (0,25 %) имеют
пониженное содерж ание серы S и фосф ора Р (по 0 ,0 3 % ) и
м арган ца Мп (0,15—0 ,3 5 % ) . Сера и фосфор являю тся в р ед ­
ными примесями, так к а к они повыш ают хрупкость стали,
а марганец вы зы вает появление трещин при з а к а л к е инстру­
мента.
Л егированны е стали имеют в своем составе специальные
легирующие элементы (п ри садки ), которые придаю т стали л у ч ­
57
шие реж ущ и е свойства. Такими элементам и являю тся: хром Сг,
во л ьф рам W, никель Ni, ванадий V, кобальт Со, молибден Мо
и др. К аж д ы й из у ка зан н ы х элементов о ка зы в ае т поло ж ител ь­
ное влияние на свойства стали, а следовательно, и на качество
инструмента. Д л я изготовления д ер ев ообрабаты ваю щ и х инст­
рументов рекомендуются следую щие марки сталей: х р о м о в ан а­
диевая 85ХФ (Сг = 0,4 . . . 0,7 %, V = 0,15 . . . 0,30 % ); хромоволь­
ф р а м о в а я Х В Г (С г = 0 ,9 .. .1,2 %; W = 1,2. . .1,6 % ) ; в о л ьф р а м о ­
вая В2 ( W = 1,8.. .2,2 %) и др.
П рименяемы е пластинки из твердых сплавов х ар а к т е р и ­
зуются значительно большей износостойкостью (в 20— 30 раз)
по сравнению с инструментальными сталями. Особенно это про­
является при о б работке материалов, имеющих клеевые про­
слойки (фанера, плиты, пластики и т. д .). П ластинки из тв ер­
дых сплавов н о рм ализованы по р азм ер ам и форме. Их получают
прессованием порошков, в состав которых входят к ар би д воль­
ф р а м а WC и кобальт Со, а в некоторых случаях и карбид
титана TiC. В ол ьф рам окоб ал ьтовы е сплавы В К 6 М, В КЮ и
ВК15 со д ер ж ат коб ал ьта соответственно 6 , 10 и 15 % (остал ь­
ное WC — карби д в о л ь ф р а м а ). С прессованные пластинки из
твердых сплавов и зготавливаю т т а к ж е в виде пластиф ициро­
ванных (сырых) заготовок, которые после придания им з а д а н ­
ной (нестандартной) формы спекаю т в электропечи.
3.1. Н О Ж И И П Р И Ж И М Н Ы Е Л И Н Е Й К И Д Л Я Л У Щ И Л Ь Н Ы Х
И Ш П О Н О С Т Р О Г А Л Ь Н Ы Х СТАНКОВ И н о ж н и ц
Д л я резани я при лущении используют специальные л у щ и л ь ­
ные ножи и приж им ны е линейки. Этот инструмент отличается
от применяемого на обычных деревоо б раб аты ваю щ и х станках
своими большими разм ерам и. Л ущ и льн ы е ножи (ТУ 14-1-1918—
76) имеют следующие размеры, мм: длину L = 9 0 0 . . . 2800; ш и­
рину В = 150. ..180; толщину S = 1 5 . ..18. Р а з м е р ы прижимных
линеек, мм: длина L = 900.. .2800; ширина В = 50. ..80; толщина
5 = 1 0 . ..15. Конструкция ножей и линеек п оказана на рис. 7.
Л ущ и л ьн ы е ножи изготавливаю т из стали компаунд, т. е.
тело н о ж а выполняют из углеродистой стали м арок У7, У 8 ,
У7А, У 8 А, У9А, У10А, а рабочую реж ущ ую кромку — из л е ­
гированной стали, которая обеспечивает повышенную износо­
стойкость инструмента. М арки легированны х сталей: 9Х5ВФ,
9ХС, ХВГ, 9ХВГ, 9Х5В и др.
Твердость стали в зоне л езвия д олж н а быть 55— 60 HRC.
П ластинки из легированны х сталей припаиваю т (или приклеи­
ваю т синтетическими клеями) к специально подготовленному
телу ножа. Д л я изготовления лущ ильны х ножей применяют
и пластинки из твердых сплавов, которые значительно повы­
ш аю т их износостойкость. Толщ ина пластинки т составляет
’А— Уз толщины
ножа
S;
ширина
п — У3 — ' / 2
ширины
н ож а В.
58
Рабочие плоскости н о ж а имеют ровную ш лифованную по­
верхность. Н а тыльной части нож а предусмотрены прорези,
в которые вставляю т болты, укрепляю щ ие нож на суппорте
станка. Д л я некоторых типов станков ножи имеют прорези
с уступом д ля того, чтобы головка зак р еп л яю щ его болта была
впотай, т. е. не выходила за боковую плоскость нож а. Угол
заточки нож а зависит от породы древесины, толщины шпона
и находится в пределах 18— 23°. Больш ие значения угла з а ­
точки необходимы при лущении твердых пород древесины и
толстого шпона.
I
I,
I,
t
1
Т г
~
*
F
Г
к
I
-
*
-*
Г
L.
4
—
ь«г
S
Рис. 7. Н ож и и линейки лущильных станков и ножниц:
а — н о ж тип а 01; б — лин е йка типа 01; в — л инейк а типа 02; г — лин е йка тип а 03
П риж им ны е линейки изготавливаю т целиком из инструмен­
тальной углеродистой стали м ар ок У 8 А, У9А, У10А. П р и ж и м ­
ная линейка (рис. 8 ) имеет угол заточки pi в пределах 45—50°
(линейка с наж имной кром кой). Р ад и у с закруглени я кромки
г = 0,1...0,2 мм. Л инейка с нажимной гранью имеет угол з а ­
точки Pi = 65...70°, а ширина ее грани Ь составляет 1,5— 10 мм.
Линейки с наж имной гранью применяют при лущении толстого
шпона (более 2 м м ), в основном хвойных древесных пород,
у которых плотность весенней и осенней зон годичного слоя
различная. При этом достигают более равномерного и плавного
об ж и м а шпона. Клинья, болты и винты д л я крепления ножей
и приж имны х линеек и зготавливаю т из стали 40Х.
Н о ж и шпонострогальных станков и ножниц отличаются от
лущ ильны х р азм ер ам и и формой прорезей. У большинства но­
жей д ля шпонострогальных станков нап равлен ие прорезей н а ­
клонно к лезвию, а не перпендикулярно, как у ножей для л у ­
щильных станков и ножниц. Ш понострогальные ножи и ножи
ножниц д ля резки шпона изготавливаю т из сталей тех ж е марок
и качества, что и лущильные ножи. Н ож и д ля шпонострогальных
станков выполняют толщиной 15 мм и шириной 150— 200 мм.
Д л и н а н о ж а зависит от разм еров станка и достигает 5000 мм.
Н ож и д л я резания шпона на нож ницах изготавливаю т длиной
600— 2000 мм, шириной 120— 150 мм и толщиной 8 мм. Р а с ­
стояния меж ду прорезям и 100 мм. Угол заточки н о ж а |3 = 30°.
При рубке ленты шириной более 2000 мм применяют д ва ножа,
установленные встык один за другим.
П р и ж и м н ая линейка шпонострогальных станков (рис. 9)
представляет собой стальной брус прямоугольного сечения с вы­
ступающим по одной стороне под углом 50° утолщением, име­
ющим грань шириной около 2 мм. И знаш иваясь, грань прини­
мает закругленную форму, а ш ирина ее достигает 8 мм.
а — с н а ж и м н о й кр омкой; б — с н а ж и м н о й гр а н ью
Рис. 9. П рижимная линейка ш понострогального станка:
о. — об щий вид; б — р а б о ч а я
р а б о ч а я ча с т ь лине йки
час ть
линейк и
после
за т очки
(н ов ая);
в — и зн ош ен ная
3 2. пилы для
КРУГЛОПИЛЬНЫХ И ЛЕНТОЧНОПИЛЬНЫХ
С Т А Н К О В , Г О Р И З О Н Т А Л Ь Н Ы Х РАМ. П И Л Ь Н Ы Е Ц Е П И
Круглые (дисковы е) пилы в производстве фанеры имеют
наибольш ее применение. К руглы е пилы используют на стан ­
ках д ля разделки сырья на чураки и разд елки карандаш ей,
д л я обрезки фанеры и плит, прирезки шпона и т. д. Кроме кр у г­
лы х пил, применяют рам ны е (для горизонтальных лесопильных
рам Р Г 1 3 0 ), ленточные (для ленточнопильных станков) и цеп­
ные (для бензомоторных и электромоторных переносных пил).
Конструкция круглы х пил определяется разм ер ам и и ф о р ­
мой диска и профилями зубьев. Д л я раскроя сырья на чураки
применяю т плоские круглые пилы диаметром 1000— 1500 мм.
Д л я обрезки фанеры и прирезки шпона используют пилы д и а ­
метром 350—600 мм. Толщ ина пилы (мм) зависит от ее д и а ­
метра и д ля плоских пил в ы р а ж ае т ся формулой: 5 ^ 0 , 1 ] / D .
Так, д л я плоских пил диаметром 400 мм толщ ина равн а 2; 2,2;
2,5 мм, 1000 м м '— 3,6; 4; 4,5 мм; 1500 мм — 5; 5,5 мм.
Пилы с плоским диском (рис. 10, а) получили наибольш ее
распространение. К роме них, применяю т конические, строгаль ­
ные, квадратны е, со вставными зубьями и пилы с пластинками
из твердых сплавов. П роф иль зубьев и форм а заточки их опре­
60
деляю тся видом распиловки — поперечной, продольной и см е­
шанной. О тдельны е элементы зубьев пил и их угловые вели­
чины имеют следую щие н азв ан и я (рис. 1 0 , б, б):
линия вершин — линия, соединяю щ ая вершины зубьев; л и ­
ния впадин — линия, соединяю щ ая основания зубьев; высота
зуба h — расстояние меж ду линией вершин и линией впадин;
шаг зуба t — расстояние м еж д у верш инами соседних зубьев;
пазуха (впадина) зуба — пространство меж ду соседними
зубьями;
Рис. 10. Конструкция круглой пилы:
о. — ди ск ; б — п роф или зубьев: I и / / — д л я продольной расп и ло вки ;
поперечной расп ило вки ; в — геометри я зу б а д л я попе речной ра сп и лов ки
III
и /V — для
задний угол а — угол меж ду задней гранью и касательной
и линии вершин, проведенной через вершину данного зуба;
передний угол (угол н акл он а) у — угол меж ду передней
гранью зуба и радиусом, проходящим через вершину данного
зуба;
угол заточки р —угол м е ж д у передней и задней гранями.
Угловые п арам етры зубьев в зависимости от профиля зуба
приведены в таб л . 2 2 .
Зу б ь я пил д л я поперечного распиливания имеют дополни­
тельную боковую заточку. Число зубьев зависит от профиля
Таблица 22
Зн а ч е н и е у г л о в
град
филь
зуба
Зн а ч е н и е у г л о в ,
Про­
филь
Про­
Р
а
I
15
п
30
'
V
40
35
40
20
град
боко вой
за т очки
зу б а
а
III
IV
50
40
0
4 5 — 50
60
45
— 15
60— 70
Р
V
m
и от вида распиловки (продольная или поперечная). Так, при
продольной распиловке д ля профилей I и II число зубьев сос­
тав л яе т 36, 48, 60, 72. При поперечной распиловке д л я проф и­
лей III и IV число зубьев — 72, 96, 120.
Профили зубьев I и II применяют д ля продольной распи ­
ловки. П рофиль I — зуб с ломаной задней гранью, профиль
II — зуб с прямой задней гранью. П рофили зубьев III и IV
применяют д л я поперечной распиловки. Основные п арам етры
плоских пил приведены в ГОСТ 980—80 «Пилы круглые, плос­
кие д ля распиловки древесины».
Зуб ь я плоских пил обычно р азв од ят так, чтобы д ва сосед­
них зу б а имели отгиб в противоположные стороны. Величина
развода зависит от плотности древесины (твердости), ее по­
роды и влажности. Так, при влаж ности более 30 % при попе­
речном распиливании мягких пород развод составляет 0,45—
0,55 мм на сторону, для твердых п о р о д —0,35— 0,45 мм. При
влаж ности менее 30 % величина разв о д а соответственно мож ет
быть уменьшена на 0,05— 0,1 мм. У пил диаметром 1000—
1500 мм при распиловке в лаж н ой древесины р азвод зубьев д ос­
тигает 0,8— 1,1 мм. Все круглые пилы имеют в диске отверстие
диаметром 50 мм д л я крепления их на пильном валу.
Конические пилы представляю т собой круглый диск, у ко­
торого ц ен тр ал ьная часть имеет толщину 3,4—4,4 мм, а пери­
ферийная (к раев ая ) 1— 1,4 мм. Д и а м ет р конических пил сос­
тав л яе т 500— 800 мм с градацией 50 мм. Д и ам етр плоской цен­
тральной части пилы равен 150 мм. Конические пилы дают
узкий и чистый пропил, обеспечивая минимальные потери д р е­
весины на опилки. Они могут быть левосторонние, правосторон­
ние и двусторонние.
Строгальные пилы п редставляю т собой диск диаметром
160—400 мм, у которого ц ен трал ьная часть, им ею щ ая толщину
1,4— 3,8 мм, переходит в утоненную среднюю часть толщиной
1 — 2 мм, а к периферии (к раям ) толщ ина диска снова р ав н о­
мерно увеличивается до 1,4— 3,8 мм. Таким образом, строгаль ­
ные пилы имеют поднутрение боковых поверхностей, что обес­
печивает свободное пиление без заедан и я диска в пропиле. Эти
пилы предназначены для точного и чистого продольного и по­
перечного распиливания. Все перечисленные типы пил изготав­
ливаю т из углеродистых инструментальных и легированны х
сталей, рассмотренных выше.
При распиливании фанеры, плит, гнутоклееных деталей и
особенно древесных слоистых пластиков следует применять
пилы с пластинками из твердых сплавов, которые обеспечивают
повышение износостойкости в 20— 30 р аз по сравнению с пи­
лами из инструментальны х сталей. Основные п ар ам етры пил
с пластинками из твердых сплавов и технические треб ован ия
к их изготовлению приведены в ГОСТ 9769— 79.
Д л я припайки пластинок из твердых сплавов к зубьям пнл
применяют специальные припои Л62 или М НМ Ц62-42. Состав
62
припоя, %: меди 62—68, никеля 4—5, м ар ган ца 1,5— 2, цинка
25— 32 и флюс (буры 60, борной кислоты 30, фтористого к а л ь ­
ция или фтористого лития 10). П ри п аи ваю т пластинки в поле
ТВЧ. П родолж ительность припайки около 10 с.
Рамные пилы применяют на горизонтальны х лесопильных
р ам ах д ля раскр оя бревен (по сечению) на брусья и ванчесы
(рис. 11). П а р а м е т р ы рам ны х пил, мм: д ли н а L 1950 и 2300;
ширина В 180 и 200; толщ ина S 1,8— 2,2; ш аг зубьев t 20 и 25;
угол заточки (3= 50.. .55°; угол передний у = 10. ..15°; угол з а д ­
ний а = 25°. Т а к к а к в горизонтальны х р а м а х пилы используют
д ля пиления в обе стороны, на них выполняют две группы
зубьев, направленны х попеременно с наклоном в одну и д р у ­
гую сторону. Величина р азв о д а зубьев рам ны х пил д л я твердых
пород со ставляет 0,55—0,6 мм на сторону.
ш
—fWf? . - *д*, ' И_м*ы\ М/ И' И _
135U
_ !1
/.-fvV»VVtr*NWl.
_
6
Рис. 11. Конструкция рамной нилы:
а — с п л а н к а м и ; б — бе з план ок
Ленточные пилы применяют на ленточнопильных станках
раскроя бревен на ванчесы (ГО С Т 10670— 77). Основные
п арам етры пил, мм: ш ирина полотна 230, 280; толщ и н а п о­
лотна 1,4; 1,6; 1,8; 2; ш аг зубьев 50, 60; высота зуба
16,7; 20; угол заточки |3 = 53°; угол задний а = 1 2 ° ; угол пе­
редний 7 = 25°; величина р азв о д а зубьев — 0,6 мм на сторону.
Д л и н а ленты, пилы (мм) определяется в зависимости от
д иам етра пильных шкивов и расстояния м еж д у их центрами
L = n D + 21. П а й к у концов ленты пилы производят медным, л а ­
гунным или серебряным припоем в специальных приспособле­
ниях или на специальных э л е к тр о ап п ар ата х П Л 6 .
Пильные цепи (или цепные пилы) применяют в качестве
реж ущ его инструмента на переносных электрических и бензо­
моторных пилах. Конструктивно п ильная цепь выполнена из
отдельных стальны х фасонных звеньев, ш арнирно соединенных
между собой осями, расклепанны ми на концах. Ц епь имеет три
ряд а звеньев. Все средние звенья и часть боковых снабж ены
резцами типа зубьев. Д л я обеспечения устойчивости цепи во
время ее дви ж ени я по пильной шине средние звенья имеют
хвостовики, входящ ие в паз шины. М атери ал звеньев цепи —■
сталь 9ХФ, м атер и ал соединительных осей — сталь 15Х.
П и л ьн ая цепь П Ц П -1 5 (15 — ш аг цепи, расстояние меж ду
соседними осями) п оказан а на рис. 12. Цепь состоит из зубьев
трех типов и назначений: реж ущ ие п равы е 1 и левые 2 зубья
п еререзаю т волокна древесины в поперечном направлении и
формирую т боковые стенки пропила. Средние зубья 3 являю тся
1 ля
63
скалы ваю щ им и; они отделяют подрезанную с боков древесину
и выносят ее со дна пропила. Зуб ь я 4 правые и 5 левые яв ­
ляю тся подрезаю щ ими (вспомогательны ми); они облегчаю т р а ­
боту ск ал ы ваю щ их зубьев, что особенно в аж н о при отклонении
пропила от строго поперечного направления. Зуб ь я соединя­
ются м еж д у собой с помощью соединительных звеньев 6 и
осей 7.
Основные угловые парам етры зубьев пил следующие: з а д ­
ний угол а для режущих, скал ы ваю щ их и подрезаю щ их оди­
наков и равен 9°; передний угол у у всех зубьев новых цепей
равен 10°. При последующих зато ч ках рекомендуется д ля р е ж у ­
щих и подрезаю щ их зубьев иметь v = 0. ..5°, а д ля ск а л ы в а ю ­
щих зубьев 7 = 1 0 . ..15°. Угол заточки для новых цепей равен
1
5
2
5
4 - 6
7
А- А
Рис. 12. Пильная цепь
Р = 9 0 — (а + 7 ) = 71°. Угол боковой заточки передней грани при
последующих зато ч ках для реж ущ их и подрезаю щ их зубьев
равен |Збок = 5 5 . . .65°, д ля скалы ваю щ их зубьев (Збок = 90°. Д л я
новых цепей реж у щ и е зубья имеют Рбок = 60°, п одрезаю щ ие
рбок = 70°.
Больш ое значение имеет высота разных зубьев относительно
друг друга. П одрезаю щ и е зубья имеют снижение высоты отно­
сительно реж ущ их в пределах 0,4— 0,8 мм (меньшие значения —
при пилении твердой древесины зимой, большие — при пилении
мягкой древесины летом). У скал ы ваю щ их зубьев высота сни­
ж а ется относительно реж ущ их зубьев на 0,6— 1,2 мм (у новых
пил — на 0,9 м м ). Р еж у щ и е зубья разводят, отгибая их на угол
разв о д а Я = 6°. Выполняют его в заводских условиях при по­
мощи специальных штампов. Величина развода на сторону
у новых пильных цепей типа П Ц П -15 составляет 1,6 мм для
реж ущ их зубьев и 1,4 мм д ля подрезающих.
3.3. ИНСТРУМЕНТ для ш п о н о п о ч и н о ч н ы х СТАНКОВ
И ДРУГИХ ВИДОВ ОБОРУДОВАНИЯ
Инструмент для шпонопочиночного станка (рис. 13) в кл ю ­
чает приж имное кольцо, просечку, толкатель, матрицу и у с т а ­
новщик. Все детали, за исключением прижимного кольца и тол64
Рис. 13. Комплект ин­
струментов для ш поно­
починочного станка:
1— прижимное кольцо; 2 —
просечка;
3 — толкатель;
— матрица;
5 — установ­
щик; 6 — лист шпона; 7 —
лента
шпона; 8 — кассета
4
для ленты шпона
♦
о
Рис. 14. Кпрссниматели:
о — цельный; б — сварной
3
Заказ N* 2482
s
кателя, выполнены из легированной стал и ХВГ, а последние —
из стали 45. Р а з м е р ы и форм а инструмента д ля починки шпона
различны. Инструмент для вырубки вставок и отверстий мо­
ж е т быть овальной, ромбической и слож н ой формы. П редпоч­
тительна ов ал ь н а я форма, т а к к а к она уп р о щ ае т изготовление
и заточку реж ущ его инструмента.
Р а з м е р ы инструмента, мм: мелкого 3 2 X 1 8 , среднего 4 0 x 2 5 ;
крупного 6 0 X 3 2 и 80X 40.
Инструмент для окорочных станков — это коросниматели и
подрезаю щ ие ножи (ОСТ 13-31— 74). Р а з л и ч а ю т д ва типа короснимателей: тип 1 — цельные (для станков ОК-35М, ОК-66М)
и тип 2 — сварны е (для станков ОК-40, ОК-63, О К -80). К ор о­
сниматели и зготавливаю т из сталей 45, 65Г, 60С2А, 50ХГФА
и других высококачественных пружинны х сталей. Д л я повы ш е­
ния износостойкости применяют припайку пластинок твердого
сп л ав а ВК-8, Т5КЮ. К онструкция и р а зм е р ы короснимателей
(мм) приведены на рис. 14 и в табл. 23 соответственно.
Таблица 23
Коросним атели
цельные
Параметр
L
Н
В
R
S
Li
Их
сварные
13-3174-0001
13-3174-0002
13-3174-0011
13-3174-0012
13-3174-0013
231
155
43
105
413
275
78
197
310
157
72
420
180
140
540
225
52
6
10
—
—
—
—
—
10
265
—
2 0 0
14
365
356
—
16
478
•—
П одрезаю щ и е ножи д ел аю т из короснимателей, р азв о р а ч и ­
вая рабочую кромку на 90° и вынося ее на 30—40 мм вперед
по отношению к плоскости в ращ ения короснимателей. К онст­
рукция и разм еры подрезаю щ их ножей, выпускаем ых серийно
д ля станков ОК-63, показаны на рис. 15.
Инструмент для рубильных машин — это рубильные ножи
трех типов (ОСТ 13-32— 74), установочную ширину которых
регулируют п лан кам и (или п р о к л а д к а м и ), нап лавкой м еталла,
винтами. И х изготовляю т сплошными из высококачественных
и нструментальны х сталей 6ХС, 55Х7ВСМ Ф, 556ВЗСМФ, Р 9 или
двухслойными (тело из конструкционной, а р е ж у щ а я часть из
легированной с т а л и ). Контрножи и зготовляю т из легированной
инструментальной стали или из конструкционной стали с у п ­
рочнением рабочих кромок н ап л авко й на них износостойких
сплавов. Контрнож и из легированной стал и рассчитаны на мно­
гократную переточку.
66
Конструкция ножей приведена на рис. 16. Р аз м е р ы ножей
..... а 1, мм: д ли н а 200, 300 и 460; толщ ина 6 и 10. У становочная
ширина составляет 85 мм. Р а з м е р ы ножей типа 2, мм: длина
')(), 700, 820 и 1200; толщина 13. У становочная ширина состав1яет 145 мм. Р а зм е р ы ножей типа 3, мм: длина 550 и 700; т о л ­
щина 20. У становочная ш ирина 92 мм.
Рис.
15. П одрезаю щ ий нож
Рис. 16. Рубильные нож и с ре­
гулировкой установочной ш и­
рины:
а. — прокладками
(планками); б —
наплавкой м е т а л л а ; в — винтами
3 4. А Б Р А ЗИ В Н Ы Е М АТЕРИ А ЛЫ И ИНСТРУМ ЕНТЫ
В производстве фанеры применяют аб разивны й инструмент
в виде шкурки, используемой на б а р а б а н а х и ленточных ш л и ­
фовальны х станках, а т а к ж е в виде ш лиф овальны х (заточных)
кругов и брусков, используемых д ля заточки и правки р е ж у ­
щего инструмента (ножей, пил и т. д .).
Шлифовальная шкурка состоит из бум аж ной или тканевой
основы, на которой с помощью клея (связки) тонким слоем з а ­
крепляются зерна абразивного м а тери ал а (эльбор, корунд,
67
электрокорунд, к ар би д кремния, карби д бора, кварц, карбокорунд и т. д .). По р а зм ер ам аб рази вны е материалы д е л я т на
следующие группы: ш лифзерно (крупные з е р н а ) , шлифпорошки
(средние зер н а ), микропорошки (мелкие зер н а). Абразивны м
м атери ал ам , в том числе и ш лифовальны м шкуркам, в зав и си ­
мости от их р азм ер ов п рисваиваю т определенные номера зер ­
нистости. Д о недавнего времени номера обозначали по дю йм о­
вой системе (число ячеек сита на 1 дю йм ). В н астоящ ее время
применяю т метрическую систему, определяю щ ую р азм ер зерна
в микронах. Основные данны е (ГО С Т 9206— 80) о зернистости
аб рази вны х м атери ал ов приведены в табл. 24.
Т аблица
Обозначение
(номер зернистости)
Размер зерна основ­
ной ф р акц ии , мкм
Обозначение
(номер зернистости)
Ш лифзерно
2 0 0
160
125
1 0 0
80
63
50
40
32
25
2 0
16
2500— 2000
2000— 1600
1600— 1250
1250— 1000
1000— 800
800— 630
630— 500
500— 400
400— 320
320— 250
250— 200
200— 160
24
Размер зерна основ­
ной ф р акц ии , мкм
Шл ифпорошки
12
10
8
6
5
4
160— 125
125— 100
100— 80
80— 63
63— 50
50— 40
Микропорошкн
М40
М28
М2 0
М14
М1 0
М7
М5
М3
Ml
40— 28
28— 20
20— 14
14— 10
10— 7
7— 5
5 -3
3— 1
Менее 1
В инструментальном деле используют номерные шкурки
с разм ером зерна 36— 320 мкм и микронные шкурки М10. Ш л и ­
ф овальны е шкурки на бум аж ной основе в зависимости от при­
меняемого абразивного м а т е р и а л а подр аздел яю т на следующие
виды: электрокорундовы е (электрокорунд нормальны й Э и ре­
генерированный Э Р ) ; ка рби дкрем ни евы е (к арб ид кремния ч ер ­
ный КЧ, карби д кр ем н ия зеленый К З ) ; кремниевые (кремень
К р ); стеклянные (стекло С ). Ш ку рки бываю т влагостойкие и
невлагостойкие. В качестве связки д л я шкурок сухого ш ли ф о­
вания используют клеи мездровый, костный; д ля ш курок м ок­
рого ш лиф ования — водостойкий синтетический клей
(типа
С Ф Ж ).
Ш ли ф овал ьны е ш к урки на бум аж ной основе д ля сухого
ш лифования (ГО С Т 6456— 82) изготовляют двух типов: рулон­
ную Р и листовую Л . Ш л и ф о в ал ь н ы е ш курки на тканевой ос­
нове д ля сухого ш л и ф ован ия (Г О С Т 5009— 82) и д ля влаж ного
ш лиф ования (ГО С Т 13344— 79) изготовляю т рулонами Р и л и ­
68
стами Л. А бразивны й м а т е ­
риал такой же, к а к у шкурки
У/У/Х b;
на бумаж ной основе, но кроме
тг
того, используют кв арц (К в ).
Р а зм е р ы рулонов и листов
шкурок у к а зан ы в табл. 25.
Ш курку на тканевой ос­
нове д л я сухого ш лифования
и ш лиф ования с масляным
охлаж д ен и ем выпускаю т в р у ­
л онах
шириной
775
мм
(Р-775) и в листах разм ером
2 10X 28 5
(Л -210), 250X 3 00
(Л -250), 3 75X 60 0 (Л-375) и
75 0X 775 мм (Л -750).
В н астоящ ее время про­
мышленностью освоен выпуск
широких бесконечных ш л и ф о ­ Рис. 17. Ш лифовальные круги:
в альны х лент, пред назначен ­ а —плоский прямой; б, в — плоские; г —
чашечный; д, е — тарельчатые
ных д л я обработки древесно­
струж ечны х
плит, щитовых
элементов мебели и фанеры на широколенточных ш л и ф о в ал ь ­
ных станках.
И зготовляю т ш лифовальную ленту шириной
1920 мм, длиной 2600—2620 мм; зернистость абразивного м а т е ­
р и а л а 8, 10, 12, 16, 25, 40; в качестве связки используют к о м ­
бинированное связую щ ее (мездровый клей и синтетический
клей С Ф Ж ) . Абразивны й материал — черный кар би д кремния
или электрокорунд. В ыпускаю т ш лиф овальную ленту на б у­
м аж ной ( Л С Н Ш Б ) или тканевой основе (Л С Н Ш Т ).
Шлифовальные круги и бруски применяют д ля заточки и
правки реж ущ его инструмента. В качестве шлифую щего м а ­
тер и ал а д ля кругов и брусков используют эльбор, электро ко ­
рунд и карборунд. Э лектрокоруид применяют преимущественно
д л я заточки инструментов из инструментальных сталей, а к а р ­
б о р у н д — для инструментов, оснащенных п ластинкам и из тв е р ­
дых сплавов. Д л я доводки твердосплавного инструмента исполь­
зуют круги и бруски из к а р б и д а бора.
С вя зка абрази вны х зерен в ш лифовальны х кругах и брусках
м ож ет быть керам ическая, бакелитовая, в улканитовая. В зави-
г
Таблица 25
Обозначение
Р -720 ,
Р-900
Л -720
Л -900
Ш ирина,
мм
720
900
720
900
Д л и н а , м, ш к ур ки с абразивным материалом
зернистостью
36 и мельче
36—100
120 и крупнее
30
30
0,78
0,62
50
50
100
—
—
—
1 0 0
69
симости от прочности связки круги и бруски по твердости под­
разд ел я ю т на мягкие (M l, М2, М 3 ), среднемягкие (СМ1, С М 2),
средние (С 1, С2), среднетвердые (СТ1, СТ2, С ТЗ), твердые
( Т 1, Т2), весьма тверды е (ВТ1, ВТ2) и чрезвычайно тверды е
(ЧТ1 и Ч Т 2). Ц иф ровы е индексы 1, 2, 3 у ка зы в аю т на в о зр а ­
стание твердости.
По форме ш лифовальны е круги (рис. 17) бывают плоские,
чашечные (чашечно-цилиндрические, чашечно-конические), т а ­
рельчатые. Р аз м е р ы и зернистость кругов для заточки д ерево­
реж ущ его инструмента даны в табл. 26.
Таблица 26
Размер, мм
Форма к р у га
П лоская
Чаш ечно-цилиндриче­
ская
Ч а шечно-коническа я
Тарельчатая
D
125; 150;
300
125
125
100,175
6
;
;
13
35
8
Зе р н и ­
стость
Твердость
13; 25;
32
32
16; 25;
50
50
СМ1
CMI
32
20,32
50
25
СМ1
СМ1
i
Н
1 0
63
10,16
;
Бруски, используемые для заточки лезвий, снятия зау сен ­
цев и придания нужной остроты инструменту, р азли чаю т по
твердости, форме (плоские, кв ад ратн ы е и др.) и разм ерам . Д л я
правки зубьев рам ны х и круглых пил следует использовать
алундокерам ические бруски зернистостью 16— 20, твердостью
ВТ и разм ерам и 200X20X4 и 200X25X6 мм. Д л я правки но­
ж ей применяю т алундокерам ические бруски зернистостью 10—
12, твердостью ВТ, разм ером 200x50x20 мм.
Контрольные
вопросы
1. Классификация реж ущ их инструментов, применяемых в фанерном про­
изводстве.
2. Основные параметры лущильных нож ей и прижимных линеек.
3. Основные параметры круглых пил, применяемых для разделки кряжей
и хлыстов на чураки.
4. Н азовите инструменты, применяемые для починки шпона.
4. ОСНОВЫ ГИДРОТЕРМИЧЕСКОЙ
И ПЬЕЗОТЕРМИЧЕСКОЙ ОБРАБОТКИ Д Р Е В Е С И Н Ы
4 1. В И Д Ы И Н А З Н А Ч Е Н И Е Г И Д Р О Т Е Р М И Ч Е С К О Й
ОБРАБОТКИ ДР ЕВ Е С И Н Ы
Гидротермическая обработка заклю чается в воздействии на
древесину нагретой жидкости, п ара или воздуха для изменения
влаж ности или тем пературы древесины. К гидротермической
обработке относится и введение в древесину химических ве­
ществ, улучш аю щ их ее свойства.
70
Процессы гидротермической обработки слож ны и одновре­
менно характери зую тся к а к изменением температуры , т а к и и з­
менением влаж ности. О днако в деревооб раб аты ваю щ и х произ­
водствах, в том числе в производстве фанеры, фанерны х плит,
пластиков и других клееных м атери алов вы деляю т главное я в ­
ление процесса — либо изменение влажности, либо изменение
температуры. Остальны е явления имеют побочное, второстепен­
ное значение. Н апример, при проведении операции проварки
чураков в горячей воде необходимо только повышение тем пе­
ратуры древесины. Надобности в специальном повышении ее
влаж ности в данном случае нет, т а к к а к влаги в древесине
достаточно (более 3 0 % ) д ля обеспечения высокого качества
о б работки чураков на последующей операции — лущении. Тем
не менее парал л ел ьно основному процессу повышения тем пе­
ратуры происходит и некоторое дополнительное увеличение
влажности.
Эти побочные явления не имеют существенного влияния на
последующую технологию обработки и качество древесины, но
иногда оказы в аю т полож ительное или отрицательное влияние.
Так, в машем примере увеличение влаж ности ч ураков приве­
дет к необходимости дополнительных з а т р а т теп ла при сушке
в дальнейш ем лущеного шпона.
По своему назначению и специфическим особенностям ги д­
ротермическую обработку древесины р азд ел яю т на следующие
виды: нагревание (тепловую о б работку); охлаж дение; удаление
влаги (суш ку); введение влаги (ув л аж н ен и е); введение в д р е ­
весину химических веществ, изменяющих ее эксплуатационны е
свойства (пропитку).
Не все из этих видов гидротермической обработки имеют
одинаковое значение и применение. Например, охлаж дение д р е ­
весины не имеет специального практического значения, к а к и
увлаж н ен и е древесины, поскольку древесина в свежесрубленном состоянии никогда не содерж ит влаги меньше, чем это
требуется для ее обработки.
И сключение составляю т только так ие операции, которые
п редусматриваю т искусственное поддерж ание влаж ности д р е ­
весины на первоначальном уровне. Так, при хранении на с к л а ­
д ах в весенне-летний период древесина лиственных пород по­
р а ж а е тс я различны ми д ереворазруш аю щ и м и грибками. Д л я
предотвращ ения развития грибков применяю т искусственное
дож девание, обеспечиваю щее дополнительное увлаж н ен и е д р е ­
весины, сохранение в ней первоначальной влаж ности или д а ж е
ее повышение. О птимальны ми условиями д ля разви тия грибков
являю тся влаж н о сть древесины 40— 60 %, тем пература воздуха
20— 25 °С.
П ром ы ш ленны е процессы гидротермической обработки д р е ­
весины в производстве лущеного и строганого шпона, фанеры,
пластиков и других клееных м атериалов могут быть разделены
на три основных группы: тепловую обработку, суш ку и пропитку.
71
Тепловая об р аб отка древесины имеет большое технологи­
ческое и экономическое значение и используется:
для уменьшения твердости древесины и, к а к следствие, для
снижения усилий резани я и улучш ения качества резани я при
лущении и строгании чураков и ванчесов. Если тепловая о б р а ­
ботка производится перед окоркой, она т а к ж е значительно об ­
легчает ее выполнение;
д ля ускорения процессов склеивания, т а к к а к клей о т в е р ж ­
дается быстрее при применении повышенных температур;
д ля повышения пластичности древесины (шпона, древесных
частиц), например, в производстве специальной б аке л и зи р о в ан ­
ной фанеры, древесных слоистых пластиков, ц ельнопрессован­
ных деталей, где требуется зн ачительн ая упрессовка (остаточ­
ное уплотнение) древесины в процессе прессования (с к л еи в а­
ния).
Сушка древесины (лущеного и строганого шпона, д р ев ес­
ных частиц и т. д.) т а к ж е в а ж н а в технологии производства
ф анеры и других клееных материалов.
Она необходима д л я снижения внутренних н апряж ений
в древесине, что способствует высокому качеству склеиваемой
продукции. В процессе сушки применяю т различны е способы
передачи тепла: конвективный — за счет конвекции нагретого
воздуха, топочных газов или нагретой гидрофобной жидкости
(конвективная су ш ка); контактный — за счет непосредственного
контакта древесины с нагреты ми поверхностями (контактн ая
су ш ка); радиационный — основанный на тепловом облучении
древесины источниками инф ракрасной радиации (р а д и ац и он ­
ная су ш к а ); диэлектрический — основанный на воздействии
на древесину поля токов высокой частоты (сушка в поле
токов высокой ч астоты ); комбинированный — за счет одновре­
менного применения двух или нескольких рассмотренных спо­
собов передачи тепла (конвективного, контактного и р а д и а ц и ­
онного) .
П ропитка древесины в фанерном производстве ограничена.
П ропитываю т синтетическими см олами шпон, предназначенный
д ля изготовления древесных слоистых пластиков и измельчен­
ную древесину (пресс-массу), применяемую д л я изготовления
цельнопрессованных деталей. Н азначен и е пропитки — у л учш е­
ние эксплуатационны х свойств м а тер и ал а и его физико-механических показателей. Это достигается за счет отверж дения
смолы, находящ ейся в порах и межклеточных пространствах
древесины, а т а к ж е за счет уплотнения самой древесины.
Смола, переш едш ая в отвержденное состояние (за период прес­
сован и я), фиксирует приданные древесине р азм еры и форму.
П роварка и пропарка древесины (тепловая о б р аб о тк а).
Шпон, срезаемый с ч урака при лущении, д олж ен быть п лот­
ным, не иметь трещин и разрывов. О днако вследствие того, что
во время срезания он в ы прям ляется и д а ж е изгибается в про­
тивоположном направлении, на его левой стороне (стороне.
72
С ращ енной к ножу) возникаю т р астяги ваю щ и е н апряж ения
и направлении поперек волокон древесины, которые приводят
к о бразованию трещ ин и разры вов. Величину этих напряж ений
определяю т по ф ормуле
а
= ESI2r,
где Е — модуль упругости древесины в направлении поперек
волокон, М П а ; S — толщ ина шпона, м; г — первоначальный р а ­
диус кривизны слоя шпона до снятия его с поверхности чу­
рака, м.
Д л я уменьшения величины н апряж ений а необходимо умень­
шить величину модуля упругости Е, что достигается проваркой
или пропаркой древесины. К роме того, величина напряж ений
зависит от толщ ины шпона и радиуса чу рака в н ачале и конце
процесса лущения, но эти ф ак тор ы практически не у п равляем ы
в нужном по технологии прогрева направлении.
В ы сокая тем пература повышает пластичность древесины
в большей степени, чем вы сокая влажность. Сочетание тем пе­
ратуры и в л аж н ости дает наилучш ие р езультаты изменения
пластичности древесины. О д н ако повышение в л аж н ости д р ев е­
сины вы мачиванием требует длительного времени, поэтому для
выработки шпона применяют древесину с влаж н остью близкой
к в л аж н ости свеж есрубленного дерева. В промышленных усло­
виях пластичность древесины повыш аю т за счет увеличения
температуры.
Величина необходимой пластичности д ля каж д ой отдельной
породы определяется температурой древесины при ее в л а ж н о ­
сти не ниже 30 %. Если древесина по всей разл ущ иваем ой зоне
чурака имеет одинаковую пластичность, величина внутренних
напряжений в шпоне возрастает с уменьшением д и ам етр а чу­
рак а и вероятность разр ы в а шпона поперек волокон тем больше,
чем б ли ж е к центру чу рака происходит срезание шпона.
П рактически древесина в чураке прогревается неравно­
мерно. Д о пуская, что первоначальная влаж н ость слоев свежесрубленной древесины по поперечному сечению ч у р ак а будет
отличаться незначительно, идеальным процессом прогрева д р е­
весины следует считать такой, при котором тем пература воз­
растает от периферийных слоев к центру. Так, д ля березовой
древесины оптим альны е тем пературы прогрева л е ж а т в преде­
лах 20—40 °С. Н аилучш ее качество лущеного шпона будет по­
лучено при тем пературе периферийных слоев древесины 20 °С,
а на поверхности к а р а н д а ш а 40 °С. При таком прогреве в про­
цессе лущ ения с уменьшением д и ам етра чурака в о зрастает тем ­
пература, а следовательно, и пластичность древесины, что спо­
собствует исключению появления трещин на растянутой (л е­
вой) стороне шпона.
Такой прогрев древесины возможен только при введении
операции о хл аж д ен и я чураков после их прогрева, когда пери­
ферийные слои древесины охлаж д аю тся, а внутренние продол­
73
ж а ю т нагреваться за счет аккумулированного в массе чурака
тепла. О д н ако этот процесс трудно контролировать, т а к к а к чу­
раки прогреваются при определенном реж им е не по одному,
а группами различны х диаметров. В к аж д ой группе (пучке,
контейнере, секторе варочного бассейна и т. д.) находятся чу­
раки с разницей диаметров в 4— 5 см. П родолж ительность про­
грева чураков изменяется пропорционально кв ад рату их д и а ­
метра, поэтому достичь одинакового прогрева древесины п р а к ­
тически невозможно. Следовательно, и последующее охлаж дение
не обеспечит условий идеального процесса достижения требуе­
мых температур.
В фанерной промышленности тепловую обработку сы рья ве­
дут при жестких и мягких р еж и м ах прогрева. Ж е стки м р е ж и ­
мом назы вается реж им, при котором древесину прогреваю т
в среде с температурой, превыш аю щей верхний предел тем пе­
ратуры, необходимой д л я лущения. Д л я повышения р ав н о м ер ­
ности прогрева при применении жестких реж им ов необходима
о б язате л ьн ая подсортировка ч ураков по д иам етрам с г р а д а ­
цией не более 4—5 см и последующее их о хлаж ден и е (в ы л е ж и ­
в ание), необходимое для вы равнивания температур.
М ягким реж имом н азы вается режим, при котором древесину
прогревают в среде с температурой, не превыш ающей верхнего
предела температуры, необходимой д л я лущения. Он обеспечи­
вает прогрев древесины в температурных пределах, установлен ­
ных технологией лущ ения шпона, и одновременно исключает
возможность перегрева древесины. Последую щ его в ы л е ж и в а ­
ния чураков не требуется. П ри возможном увеличении р еж и м ­
ного времени степень неравномерности прогрева уменьшается.
Так, д ля березовой древесины технологией лущения у станов­
л ена тем пература: нижний предел 20 °С, верхний предел 40 °С.
Степень неравномерности 40—20 = 20 °С. При увеличении ре­
жимного времени прогрева степень неравномерности при посто­
янном верхнем пределе 40 °С будет стремиться к нулю, т. е.
древесина по всей своей массе будет иметь одинаковую тем пе­
ратуру, незначительно отличаю щ ую ся от тем пературы н а г р е ­
вающей среды.
Применение мягких режимов д ает возможность уменьшить
количество групп диаметров рассортировки чураков с у стан ов ­
лением времени прогрева по наибольш ем у диам етру в каж д о й
группе. Так, березовое сырье, имеющее чураки диаметром 16—
32 см в объеме 94— 95 %, можно рассортировать всего на две
группы: до 32 см основную и вторую — свыше 32 см. Сосновое
сырье т а к ж е можно .рассортировать на две группы: до 38 см;
и свыше 38 см. Д л я древесины лиственницы рассортировку р а ­
ционально производить на три группы: до 28 см; 29— 38 см;
свыше 38 см.
Несмотря на то, что процесс нагрева сырья по мягким ре­
ж и м а м требует увеличения объемов нагревательных со о руж е­
ний (из-за снижения производительности), данный способ вы­
74
годно отличается от гидротермообработки по жестким реж им ам
улучшением качества шпона, снижением расхода тепла (до
5 0 % ) , более благоприятны ми условиями труда. В нашей стране
мягкие реж им ы начали применять с 1964 г.
В производстве лущеного шпона применяют нагрев чураков
в горячей воде (п ро варку ). При изготовлении строганого
шпона, который получают из ценных древесных пород (ясеня,
красного дерева, дуба, бука и т. д.), применяют нагрев в среде
водяного п ара (пропарку). П р о п ар к а позволяет сохранить ес­
тественный цвет древесины, что исключено д ля некоторых д р е ­
весных пород при нагреве их в горячей воде.
П ри выполнении операции тепловой обработки сырья боль­
шое технологическое и экономическое значение имеет ее про­
должительность (т, ч), которую определяю т по формуле
Т = Ти сх Л и ,. 4 7 0Л п Л к ,
где Тисх — исходная
продолжительность тепловой обработки
окоренных чураков (при влаж ности древесины № = 1 0 0 % , н а ­
чальной тем пературе to = — 30 °С, породе древесины — березе
с условной плотностью русл = 500 кг/м 3, диаметре ка р а н д а ш а
о! = 0 ,0 8 м ) ; A w — коэффициент, учитывающий влияние в л а ж н о ­
сти древесины; A t 0 — коэффициент, учитываю щий влияние н а ­
чальной температуры древесины; А л — коэффициент, учиты ваю ­
щий влияние породы древесины; А к — коэффициент, учиты ваю ­
щий влияние содерж ан ия (толщины слоя) коры.
Д л я определения т ИСх в зависимости от тем пературы нагр е­
той воды, заданной температуры древесины и д и ам етра ч у р а ­
ков пользуются специальными таблицами [47]. Значение коэф ­
фициентов A w, A t(), А п, А к определяю т по расчетным ф ормулам
или по графикам,, построенным на их основе.
С уш ка древесины. В производстве фанеры, древесных с л о ­
истых пластиков, фанерны х плит и других клееных слоистых
материалов суш ат обычно полуф аб рик ат — шпон. С уш ка шпона
имеет специфические особенности в сравнении с сушкой пило­
м атериалов или измельченных древесных частиц.
Н езначи тельная толщ ина (0,3— 3,2 мм) шпона способствует
быстрому удалению из него влаги, тогда к а к значительные
длина и ширина шпона (1300 . . . 2 5 0 0 X 2 5 0 0 . . . 1300 мм) у с л о ж ­
няют процесс сушки, так к а к необходимо сохранить плоское со­
стояние и целостность листа и предупредить его формоизменяе­
мость. М а л а я толщ ина шпона и значительное число п еререзан ­
ных волокон облегчаю т процесс продвижения влаги из внут­
ренней зоны листа к его поверхности, способствуют ускорению
процесса сушки. Вместе с тем трещины, образую щ иеся на л е ­
вой стороне шпона при лущении, уменьш аю т его прочность, что
вы зы вает необходимость применения методов (и обору до ва­
ния), п редупреж даю щ их разры в шпона в процессе сушки.
По данны м Ц Н И И Ф , на характер и продолжительность про­
цесса сушки шпона влияют самы е различны е факторы: тем пе­
75
ратура агента сушки, направление и скорость его потока, тол­
щина шпона, его порода и н ач ал ьн ая влажность, относительная
в л аж н ость воздуха в сушилке. Тем пература агента сушки (воз­
духа или газовоздуш ной смеси) — один из основных факторов.
Чем интенсивнее суш ка, чем выш е значение температуры, тем
больше ее влияние на снижение продолжительности сушки. Так,
при повышении тем пературы от 120 до 220 °С п р одол ж и тел ь­
ность конвективной сушки сн и ж ается в 2,1, комбинированной
в 2,4, при сопловом дутье в 3,8, а контактной в 5,5 р а з а [42]. Б о ­
лее вы сокая тем пература (выше 200 °С) уменьш ает величину
усушки шпона, его влагопоглощ ение, но сн и ж ает механическую
прочность шпона, особенно во втором периоде сушки при у д а ­
лении из шпона связанной влаги.
Н ап равл ен и е и скорость потока агента сушки влияю т на ин­
тенсификацию процесса сушки, особенно при комбинированной
сушке в роликовых сушилках. Так, продолжительность сушки
при поперечной циркуляции воздуха меньше, чем при продоль­
ной. Сопловое дутье (перпендикулярно поверхности шпона)
резко повышает интенсивность сушки, причем она в озрастает
с повышением тем пературы агента сушки. Так, если при тем пе­
р атуре воздуха 100 °С продолжительность сушки шпона при
поперечной циркуляции воздуха больше по сравнению со вре­
менем сушки при сопловом дутье в 1,5 р аза, то при 180 °С она
возр астает в 2 раза, а при 220 °С — в 2,6 раза.
П родолж ительность т сушки шпона в зависимости от тол­
щины шпона в ы р а ж ае тся равенством
t~ .-i.s4
где а — коэффициент, зависящ ий от разны х факторов реж им а
сушки; S — толщ ина шпона, мм.
Следовательно, продолжительность сушки шпона пропор­
циональна его толщ ине в степенной зависимости. Иными сло­
вами, увеличение толщины шпона сниж ает производительность
суш ильных агрегатов независимо от способа сушки.
П орода древесины влияет на продолжительность сушки
шпона из-за различной начальной влаж ности и плотности. Это
влияние проявляется по-разному в зависимости от п р и м ен я е­
мого способа сушки. Общее расчетное уравнение п р о д о л ж и ­
тельности сушки с учетом всех рассмотренных выше факторов
(за исключением относительной влаж ности воздуха в суш илке)
имеет вид
2 3
J((
’I
—
где W нач и W Kon — соответственно н ач ал ьн ая и конечная в л а ж ­
ность шпона, %; N — скорость сушки в первом периоде (до
в л аж н ости 25— 30 % ) , %/мин; К — коэффициент п ро до л ж и тел ь­
ности второго периода сушки, 1/мин; /Спор — поправочный к оэф ­
фициент, учитываю щий породу древесины. Значения N и К з а ­
висят от реж и м а сушки и толщины шпона.
76
Пропитка древесины. Эта операция предполагает насы щ е­
ние древесины различны ми химическими составами д л я и зм е­
нения и улучш ения ее н атуральн ы х свойств. П ропитка антисеп­
тиками необходима д ля повышения устойчивости древесины
к различны м грибковым и гнилостным заб о л еван и ям ; пропитка
антипиренами н у ж н а д л я повышения устойчивости древесины
к огню и т. д.
Древесину, предназначенную для производства древесных
слоистых пластиков и цельнопрессованных д еталей пропиты­
вают синтетическими смолами, которые одновременно я в л я ­
ются и клеевым (связы ваю щ им ) веществом. Проникновение
смолы в сосуды и полости клеток у лучш ает водостойкость д р е ­
весины и значительно уменьш ает ее способность изменять свои
разм еры под воздействием влаги (ра зб у х а н и е). Способность
древесины пропиты ваться ж и дки м и раствор ам и антисептиков,
антипиренов, смол св яза н а с ее проницаемостью. Это свойство
у различны х древесных пород неодинаково, зависит от ан ато ­
мического строения и многих других факторов. Так, проницае­
мость древесины в продольном направлении (вдоль волокон)
значительно выше, чем в поперечном. Д ревеси н а лиственных
рассеянососудистых пород характер и зу ется более высокой про­
ницаемостью по сравнению с древесиной хвойных пород.
П ропиты ваю щ ие вещ ества не вступают в химическую р е а к ­
цию с древесиной, поэтому процессы пропитки рассм атриваю т
с чисто физических позиций [10]. М етоды пропитки основаны на
трех основных физических явлениях: перемещении жидкостей
в древесине под действием капи ллярн ы х сил; перемещении
жидкостей в древесине под действием внешнего избыточного
давления; диффузионном перемещении молекул или ионов про­
питывающего вещества в древесине по полостям клеток, м икро­
к а п и л л яр ам , заполненным влагой. В производственных усло­
виях пропитка мож ет п ротекать под действием всех трех ф и ­
зических явлений, но с различной степенью участия того или
иного явления, зависящ ей от технологического способа про­
питки.
С огласно экспериментальным и практическим данны м ско­
рость дви ж ени я жидкости по к а п и л л яр ам древесины без в оз­
действия внешнего давлен ия невысока: вдоль волокон 30—
150 мм в сутки, поперек волокон 0,2— 3 мм в сутки. Поэтому
использование чисто капиллярного д авл ен ия можно рекомендо­
вать только д л я пропитки сухих сортиментов на небольшую гл у ­
бину, при полном погружении их в пропитывающую жидкость.
Т а к ж е м алоэф ф екти вн а и малопроизводительна диф ф узионная
пропитка, основанная на перемещении молекул или ионов п р о ­
питываю щих веществ из водного раствора или пастообразной
жидкости в древесину по к а п и л л яр ам , заполненны м влагой.
Н аиболее эффективной является пропитка под действием
внешнего избыточного д авления. При этом длительность про­
питки изменяется в зависимости от величины перепада меж ду
77
внешним давлением и суммой манометрического и к а п и л л я р ­
ного давлен ия в самой древесине. Б олее высокие перепады д а в ­
л ен и я мож но получить только при пропитке древесины в ав то ­
к л ав ах, где древесина, полностью п огруж енная в пропиточный
раствор, подвергается в определенной последовательности в о з­
действию повышенного давлен ия и вакуума. Пропитка д р ев е­
сины с предварительны м ее нагревом и последующим о х л а ж д е ­
нием т а к ж е способствует ускорению процесса.
Качество пропитки шпона в р астворах смол зависит от спо­
соб а пропитки, физико-химических свойств смолы, вязкости,
концентрации и тем пературы раствора, количества поглощ ен­
ного раствора, качества и породы древесины. Н а фанерны х з а ­
водах применяют следую щие способы: вымачивание шпона
в смоляных растворах; пропитку в горячих и холодных ваннах;
пропитку под давлением, ограниченного или полного поглощ е­
ния; пропитку с п редварительны м нанесением смолы на к а ж ­
дый лист шпона. П ри любом из описанных способов частицы
пропиточного раствора не только заполняю т поры древесины,
но и проникаю т в клеточные стенки.
Способ вым ачивания закл ю ч ается в том, что шпон з а г р у ­
ж а ю т в пропиточный раствор с температурой, соответствующей
температуре помещения. Срок вым ачивания зависит от т о л ­
щины шпона. В данном случае заполнение сосудов и к а п и л л я ­
ров пропиточным раствором происходит в результате явления
диффузии.
Способ пропитки в горячих и холодных ваннах состоит
в том, что шпон сн ач ал а находится определенное время в н а ­
гретом растворе, а затем его зал и в аю т раствором смолы с те м ­
пературой близкой тем пературе помещения (18— 20 °С). В сл ед ­
ствие того, что воздух, находящ ийся в начальный период в по­
лостях клеток н агревается, он увеличивается в объеме и вытес­
няется из древесины. При последующем охлаж дении д р е в е ­
сины холодным раствором смолы воздух, оставшийся в ней,
т а к ж е охлаж дается. При этом в полостях клеток создается в а ­
куум и раствор интенсивно впитывается в древесину.
Способ полного поглощения закл ю ч ается в том, что перед
пропиткой на древесину воздействуют вакуумом, а затем про­
питочный раствор подаю т под давлением, в результате чего
скорость пропитки возрастает.
Сущность способа ограниченного поглощения зак л ю ч ается
в том, что при пропитке под давлением воздух, находящ ийся
в древесине, сж им ается, а раствор нагнетается в полости сосу­
дов и клеток. З атем давлен ие снимается и создается вакуум,
в результате чего воздух, находящ ийся в древесине, р а с ш и р я ­
ется и в ы ж и м ает из нее избыток пропиточного раствора.
Стенки клеток ка к бы см азы ваю тся раствором.
Все способы пропитки основаны на применении низкокон­
центрированных (28— 36 %-ных) растворов смолы. П ропитка
возм ож н а и высококонцентрированными (50—55 %-ными) см о ­
78
лами. При этом необходимо подогревать смолу, чтобы снизить
иязкость и обеспечить требуемую проницаемость ее в д р еве­
сину. В отдельных случаях применяют подогрев самого шпона.
Если на поверхность нагретого шпона нанести высококонцен­
трированную смолу, а затем эти листы слож ить в плотную
стопу, то за счет аккумулированного тепла вязкость смолы
снизится, подвижность ее частиц увеличится и смола легко
проникнет в поры и сосуды древесины. Н а этом и основана
пропитка с п редварительны м нанесением смолы на поверх­
ность листов шпона.
4.2. ВИ Д Ы И Н А ЗН А Ч ЕН И Е П ЬЕЗО ТЕРМ И ЧЕСК О Й
ОБРАБО ТКИ Д Р Е В Е С И Н Ы
П ьезотерм и ческая об работка — это об р аб отка под воздей­
ствием д авл ен ия (пьезо) и температуры (термо). В производ­
стве фанеры, пластиков, ф анерны х плит и других материалов
из древесины пьезотермическая об р аботка имеет важ нейш ее
назначение, т а к ка к в результате ее происходит процесс склеи­
вания, т. е. соединения разрозненных сортиментов древесины
в единое целое. Так, из отдельных листов шпона склеиваю т
лист многослойной фанеры, фанерную плиту, древесный слои­
стый пластик; из шпона ж е склеивают блок или заготовку гну­
токлееных деталей; частицы измельченной древесины (стружки,
опилки) склеиваются друг с другом и образую т древесностру­
жечную плиту или цельнопрессованную детал ь и т. д. В оз­
можно т а к ж е склеивание не только древесных материалов. Так,
поверхность древесины мож ет быть оклеена бумагой, п ласти ­
ком, тканью, металлической фольгой и др. Степень влияния ве­
личины д авл ен ия и .те м п е р ату р ы на процесс склеивания неоди­
накова; разли чн а и сущность физико-химических процессов
происходящих при склеивании.
С уществую щ ие теории адгезии (склеивания) по-разному
объясняю т х ара ктер соединения одних м атери алов с другими,
но в любом случае в н ачале процесса клей д о л ж ен находиться
в ж идком состоянии, чтобы смочить соединяемые поверхности,
а затем из жидкого перейти в твердое состояние, чтобы обеспе­
чить жесткость и неподвижность соединения. В озм ож ны р а з ­
личные способы перевода клея из ж идкого состояния в твердое,
они зав и сят от вида и природы применяемого клея. Так, име­
ются клеи, которые затв ерд ев аю т при охлаж ден и и раствора,
клеи, затвер д еваю щ ие в р езультате химической реакции между
смолой и введенным в нее веществом (отвердителем), клеи, з а ­
твердеваю щ ие (отверж даю щ и еся) в результате их нагрева.
Прочность склеивания, ка к один из важ нейш их п о к а за те ­
лей, зависит от прочности самого клея (адгезива) после его
затвердевания, т. е. от когезии клея. К роме того, прочность
склеивания зависит и от прочности связи клея с поверхностью
склеиваемого м атер и ал а, т. е. от величины адгезии клея к м а ­
79
териалу. Х арактер разруш ения склеенного м атер и ал а в зависи­
мости от прочности адгезионных и когезионных связей показан
на рис. 18.
Механическая теория адгезии является наиболее старой.
Согласно этой теории склеиваемый материал п р едставляет со­
бой пористое тело. Клеевой раствор, механически проникая
в поры, полости клеток двух соединяемых поверхностей, за тв ер ­
девает там и заклин и вается, не тер я я при этом связи с клеевой
пленкой, н аходящ ейся меж ду поверхностями (рис. 19). З а к л и ­
нивание частиц клея, взаимное трение меж ду затвердевш им
клеем и поверхностью пор м атер и ал а, об разовавш и йся клеевой
мост и уд ер ж и в аю т обе поверхности прочно соединенными друг
с другом. С огласно механической теории адгезии прочность
j
L
Рис. 18. Характер разруш ения склеенного материала:
а —адгезионный; б —когезионный; в — смешанный
склеивания тем выше, чем выше пористость м атер и ал а; остальные ф акторы не имеют большого значения.
О д н ако последующие работы ученых показали, что не вся­
кое ж и д кое вещество, способное затвердевать, мож ет склеивать.
Д ополнение к предыдущей теории заклю чается в том, что
склеивание возможно только при условии наличия см ачи в аю ­
щей способности склеиваемого м а т ер и ал а клеем. Необходимо,
чтобы жидкость о б л а д а л а способностью см ачивать поверх­
ность и растекаться по ней — только в этом случае она мо­
ж е т проникнуть в поры м а тер и ал а и после затв ерд ев ани я м еха­
нически у д ер ж а ть одну поверхность относительно другой. При
плохой см ачиваю щ ей способности клей собирается в капли
(наподобие капли рту ти ), что приводит к уменьшению площ ади
контакта клея с материалом и уменьшению силы адгезии.
Свойство смачиваемости W характери зуется краевы м уг­
лом ф и величиной поверхностного н атяж ен ия F ж идкого клея
и мож ет быть описано уравнением Д ю пре — Юнга:
F (1 - Ь
соэф
).
П р и зн а в а я справедливость положений механической теории
адгезии, нельзя не сказать, однако, о некотором ее несовер­
шенстве. Так, с позиции механической адгезии нельзя о б ъ я с ­
нить возможность склеивания непористых материалов, таких,
к а к стекло, металл, пластмассы и др. Р езул ьтато м дальнейш их
80
исследований процесса склеивания
было появление специфической тео­
рии адгезии. Сущность ее з а к л ю ч а ­
ется в том, что склеивание непори­
стых поверхностей есть следствие
взаимодействия специфических сил
сцепления меж ду пленкой клея и
поверхностью склеиваемого м а те­
риала. М еханическое сцепление в
данном случае играет второстепен­ Рис 19 Схема проникновения
ную роль.
клея в древесину:
1— клеевой мост; 2 —клей, про­
В специфической теории адгезии
никший в поры и другие пустоты
основное место у деляется специфи­
ческим силам, которые проявляю тся
в явлениях адсорбции, электрического взаимодействия, диффу­
зии, химического взаимодействия и др. Сущность адсорбцион­
ной теории зак л ю ч ается в том, что молекулы склеиваемых
материалов и клея полярны. П ри соприкосновении клея с м а ­
териалом молекулы клея ориентируются на поверхности мате­
ри ал а своими дипольными концами и притягиваю тся молеку­
лами поверхностного слоя м атери ала, в которых так ж е произо­
шло ориентирование в определенном направлении. Сила
склеивания и есть результат м еж м олекулярного притяжения.
Электрическая теория адгезии основана на том, что при об ­
разовании адгезионной связи наиболее важ н ы электростатиче­
ские силы, возникаю щ ие м еж д у контактирую щ ими поверхно­
стями м а тер и ал а и клея. Н есм отря на то, что в основе адгезии
л е ж а т адсорбционные явления, возникаю щ ие межмолекулярные связи важ н ы только ка к вызы ваю щ ие перераспределение
электронов на границе р а з д е л а двух сред и возникновение
двойного электрического слоя. В различны х материалах, н а ­
пример м е талле и полимере или в двух разн ы х полимерах, э л е к ­
троны находятся в различны х энергетических условиях. В связи
с этим, при контакте таких м атери алов и их взаимодействии
возможен переход части электронов с поверхности одного м а ­
тер и ал а на поверхность другого, контактирующ его с ним. В ре­
зу л ь тате этого граничные слои контактирую щ их материалов по­
лучаю т разноименные за р я д ы (двойной электрический слой),
действием которых и обусловливается высокая степень адге­
зии — более высокая, чем возможное значение межмолекулярных сил.
Диффузионная теория адгезии зак л ю ч ается в том, что длин­
ноцепные молекулы полимеров (длинные цепочные связи) спо­
собны соверш ать микроброуновское (тепловое) движение, т. е.
они могут перем ещ аться из одного м а т е р и а л а в другой — д и ф ­
фундировать. Больш ей способностью к дифф узии обладают мо­
лекулы адгезива (к л е я ); однако если м атери ал способен набу­
хать или растворяться в адгезиве, возмож но перемещение и
молекул м а тер и ал а в адгезив.
Эти оба процесса приводят к исчезновению границ между
клеем и материалом и к о бразованию спайки (по аналогии
с пайкой м е т а л л а ). С позиций этой теории адгезия есть не по­
верхностное, а объемное явление. Постепенный переход от а д ­
гезива к основе (м атери алу) обусловливает возникновение
связи, значительно превыш аю щей по прочности ту, которая мо­
ж е т возникнуть вследствие об разо в ан и я резко вы раж енной г р а ­
ницы меж ду средами, т а к как увеличивается площ адь ф ак ти ч е­
ского контакта м еж д у м олекулами адгезива и основы. Силами,
уд ерж и ваю щ и м и проникшие молекулы, могут быть и м еханиче­
ское заклинивание молекул, и силы м еж молекулярного п ритя­
жения, и действие двойного электрического слоя.
Химическая теория адгезии не получила широкого п р и зн а­
ния. С огласно этой теории прочность соединения многих м а т е­
риалов обусловлена образованием химических связей между
клеем и склеиваемы м материалом. Больш ое влияние на к л е я ­
щие свойства полимера о казы в ает его м олекулярн ая масса. Н а ­
пример, клеи, имеющие низкую молекулярную массу, о б л а д а ю т
хорошей адгезией вследствие их способности хорошо см ачивать
твердые поверхности, но имеют низкие когезионные свойства.
И злож енн ы е взгляды на природу адгезии даю т ответ на во­
просы, связанны е с процессами склеивания древесины. Они по­
казы в аю т важ ное значение см ачивания древесины клеем, как
необходимого условия д ля протекания адсорбционных и д и ф ­
фузионных процессов. Р а с с м а т р и в а я вопрос об адгезии прим е­
нительно к древесине, нельзя не отметить положительного з н а ­
чения капиллярно-пористого строения древесины. Оно з а к л ю ч а ­
ется в значительном увеличении поверхности контакта клея и
древесины и в дополнении специфических адгезионных сил ме­
ханическими за счет проникновения клея в полости клеток и
капилляров.
Н а величину адгезии и когезии существенное влияние может
т а к ж е о казы в ать и толщина клеевого слоя. При затвердевании
клея происходит сокращ ение его объема, усадка, что приводит
к образованию внутренних напряж ений, растрескиванию самого
клеевого слоя (по сечению) и ослаблению связи его с древеси ­
ной, причем в тем большей степени, чем больше толщ ина кл ее­
вого слоя. Кроме того, на величину адгезии и когезии, проч­
ность клеевых соединений, длительность процесса склеивания
оказы ваю т значительное влияние факторы, которые объединяют
общим названием реж им ы склеивания и классифицирую т сл е­
дующим образом:
1. Ф акторы, характери зу ю щ и е состояние склеивамого м а ­
тер и ал а (д р е в е с и н ы ),-^ в л а ж н о с ть , н ач ал ьн ая тем пература, ш е­
роховатость поверхности и др.;
2. Ф акторы, характери зую щ и е состояние и количество клея,
наносимого на поверхность склеиваемого м а тери ал а (шпона,
древесных ч асти ц ),— концентрация клея, вязкость, тем п е р а­
тура, число pH, расход и др.;
82
3. Ф акторы, характери зую щ и е состояние окр уж аю щ ей среды
(воздуха производственного пом ещ ен ия),— тем пература, отно­
сительная влаж ность;
4. Ф акторы, хар актери зую щ и е внешнее воздействие, искус­
ственно со зд аваем о е на склеиваемый м атери ал непосредственно
в период склеивания, обеспечивающие получение продукции
требуемого качества с зад ан н ой скоростью (производитель­
ностью) операции склеивания. К ним относятся — температура,
давление, время склеивания.
В производстве фанеры, пластиков и плит основное приме­
нение находят синтетические клеи, которые используются при
условии их н агр ева (фенолф орм альдегидны е смолы) или ж е при
условии комбинированного воздействия на клей нагрева и хи­
мически активных веществ (к ар б ам и доф о рм ал ьдегид н ы е клеи).
Многие кар бам и доф орм альдеги дны е и некоторые ф ен олф орм ­
альдегидные клеи используют при обычной комнатной тем пе­
ратуре, но при обязательном введении в ннх отвердителей.
Д л я повышения производительности клеильного о б о ру до в а­
ния следует применять клеи, которые позволяю т сократить д л и ­
тельность процесса склеивания за счет воздействия на них по­
вышенных тем ператур (н агр е в а ). Таким образом, температура
склеивания — это один из основных реж им ны х факторов, кото­
рый обеспечивает н ад л е ж а щ е е качество и определенную про­
долж ительность процесса склеивания. О птимальны е значения
температуры д л я разны х видов продукции различны и состав­
ляю т 105— 170 °С.
При склеивании фанеры, пластиков, плит и других м ате­
риалов применяю т контактный способ нагрева. Он является ос­
новным. Значительно меньшее применение имеют конвективный
и радиационный способы н агрева. В некоторых случ аях (обли­
цовывание, склеивание гнутоклееных заготовок и т. д.) приме­
няют нагрев в поле токов высокой частоты (Т В Ч ). Контактный
нагрев происходит при помещении склеиваемого м а тер и ал а
меж ду нагревателям и. П ри склеивании фанеры и других ф а ­
нерных изделий такими н агревателям и с л у ж а т металлические
плиты с паровым или электрическим обогревом. П р о д о л ж и ­
тельность нагрева (т, ч) клеевого слоя до требуемой тем п ер а­
туры мож ет быть определена по формуле
т = F0x2la,
где Fо — критерий теплового подобия Фурье; х — расстояние
от н агрев ателя до наиболее удаленного от него клеевого слоя,
м (рис. 20); а — коэффициент температуропроводности, м2/ч.
Критерий теплового подобия Ф урье связан с тем п е р ату р ­
ными условиями через температурный критерий К '
K = ( t 1 - t ) H t i - t 0).
где t\ — тем пература н агревателя; t — тем пература в р ас см а т­
риваемой точке поперечного сечения нагреваемого пакета; t0 —
н ач ал ьн ая тем пература древесины.
83
С вязь меж ду F 0 и К определяется по специальной номо­
гр ам м е Б. С. Чудинова (рис. 21).
Анализ особенностей контактного нагрева показывает, что
склеивать толстые пакеты этим способом нецелесообразно, так
к а к время прогрева пропорционально кв ад р ат у толщины п а ­
кета (или кв ад р ату расстояния от нагревателя до клеевого
ш в а). П оэтому при склеивании фанеры толщ ина собранного
пакета, или сумма толщин шпона, не д о л ж н а превыш ать 18—
Рис. 20. Схема прогрева:
а — нескольких
одного пакета
----------J е*
-------- - н *>♦
единичных
пакетов;
б—
У --~ - ^-t
ш/ш/т
Рис. 21. Н омограмма Б. С. Чудинова
20 мм. Т аким образом, если склеиваю т тонкую ф анеру т о л щ и ­
ной 3— 7 мм, в к а ж д ы й рабочий п ромеж уток пресса можно з а ­
г р уж ать пакет, состоящий из нескольких листов фанеры. Н а ­
пример, 3-м иллим етровая ф ан ера склеивается по 4— 5 листов
в промежуток, 6-м иллим етровая ф ан ер а — по 2— 3 листа в про­
межуток. Ф ан ер а ж е толщиной более 8 мм склеивается по од ­
ному листу в п ромеж уток пресса.
В Ц Н И И ф а н е р ы проведены работы, которые п оказал и це­
лесообразность и перспективность склеивания тонкой (3— 4 мм)
фанеры по одному листу в промежуток, даю щ его следую щие
преимущества: уменьшение цикла терм ообработки ф ан еры про­
порционально к в ад р ату толщины пакета и, ка к следствие, по­
вышение производительности операции склеивания (без учета
84
длительности вспомогательных операций); уменьшение упрес­
совки фанеры, т. е. повышение полезного выхода; снижение
разнотолщинности фанеры ; повышение качества ф ан еры за
счет снижения так и х дефектов, к а к коробление (от неравн о м ер ­
ной упрессовки и неравномерной в л аж н о ст и ), обзол, слабы е
углы, вмятины и т. д. [31, 41].
Одним из необходимых условий склеивания явл яется и со­
здание д ав л ен и я перпендикулярного поверхности склеивания.
Механическое воздействие (давление) необходимо д л я дости­
жения требуемой контактности меж ду склеиваемы ми поверхно­
стями и самим клеевы м слоем. Толщина клеевого слоя д о лж н а
быть равномерной и по возможности минимальной, т. е. обеспе­
чивающей только покрытие склеиваемы х поверхностей. В ел и ­
чина д ав л ен и я зависит от многих факторов: состояния и ш еро­
ховатости склеиваемы х поверхностей, их разм еров, породы д р е­
весины, вязкости клея, способа склеивания (с нагревом или без
н агр ев а), ж елаем о й степени уплотнения древесины и т. д. П р и ­
ближенны е значения удельных давлений (М П а ) следующие:
при склеивании фанеры сухим холодным способом 1— 1,2; су­
хим горячим способом 1,8— 2,5; гнутоклееных д еталей 1,2— 1,5;
древесных слоистых пластиков 15— 18.
П рессование древесных слоистых пластиков в отличие от
фанеры п редполагает не только обеспечение склеивания от­
дельных листов шпона друг с другом, но и значительное уп ло т­
нение самой древесины с целью получения м а тер и ал а гораздо
более прочного и твердого. П оэтому длительность пьезотерми­
ческой обработки пластиков значительно больше. Выш е тем пе­
ратура прессования и величина давления.
■Контрольные
вопросы
1. Классификация сущ ествую щ их способов гидротермической и пьезотер­
мической обработки древесины.
2. Основные преимущ ества мягких режимов тепловой обработки перед
жесткими режимами.
3. Влияние операции пропитки древесины на ее свойства.
4. Основные факторы, влияющие на процесс склеивания древесины.
5. Как определяется время прогрева древесины при ее склеивании?
5. ТЕХНОЛОГИЯ И ОБО РУ ДО ВАН И Е
Д Л Я ПОДГОТОВКИ СЫРЬЯ К ЛУЩЕНИЮ
5.1. Г И Д Р О Т Е Р М И Ч Е С К А Я О Б Р А Б О Т К А Д Р Е В Е С И Н Ы
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Ц е л ь гидротермической (тепловой) обработки — придание
древесине м аксимальной пластичности, необходимой д ля п олу­
чения гладкого, плотного и прочного шпона. Ее проводят сл е­
дующими способами: прогревом в горячей воде температурой
85
г
□
а
'
4
□
«
2
-3
6
Рис. 22. Схема размещ ения оборудования при гидротермической обработке
сырья:
а — гидротермическая обработка в закрытых бассейнах при температуре воды 80—85 °С
и загрузке чураков в пучках с применением кран-балки: ] — конвейер подачи сырья
(чураков] со
склада; 2 — лесонакопители
чураков; 3 —кран-балка; 4 — бассейны
с крышками; 5 — раскатчик чураков; б — продольный цепной конвейер подачи чураков
к лущильным станкам; б — гидротермическая обработка в закрытых бассейнах (при
температуре воды 30—40 СС ) и загрузке чураков в контейнерах с применением мостовсго крана: 1 — продольный цепной конвейер подачи сырья (чураков); 2 — сортировоч­
ный конвейер с перекладчиком чураков- 3 — укладчики чураков с накопителями; 4 —
бассейн с контейнерами; 5 — мостовой кран; 6 — раскатчики чураков; 7 — продольный
цепной конвейер подачи чураков в лущильный цех; в — гидротермическая обработка
в откры ты х бассейнах при температуре воды 30—40 “С и загрузке сырья (кряж и, ч у­
раки) в пучках с применением консольно-козлового крана: / — тупиковая железнодо­
рожная ветка подачи сырья; 2 —продольный лесотранспортер подачи сырья с воды;
3 — поперечный конвейер-накопитель; 4— лесонакопитель; 5 — продольный цепной кон­
вейер подачи кряжей (чураков) в раскройное (лущильное) отделение; 6 — подкрано­
вый путь; 7 — бассейн; 8 — место для раскатки кряжей (чураков); 9 —консольно-коз­
ловой кран
30— 85 °С (при этом ^= 30...40 °С соответствует мягким р е ж и ­
мам
обработки, ^= 70...85 °С — ж е стк и м );
пропариванием
в среде водяного п а р а при температуре 80— 140 °С. В п роиз­
водстве лущеного шпона и фанеры применяют первый способ.
В летнее время сплавную и свежесрубленную древесину (б е­
резу, осину, ольху), имеющую влаж н ость выше 70 %, гидротер­
8Г>
мической обработке не подвергают, если толщ ина шпона при
лущении со ставляет не более 1,5 мм.
Гидротермическую обработку древесины в нагретой воде
проводят в различны х по конструкции бассейнах с прим ене­
нием средств механизации загр у зк и и выгрузки чураков. С у щ е­
ствует несколько вариантов организации работы при гидротер­
мической об работке чураков:
1. Прогрев в варочных бассейнах с мотовилами (с ручной
выгрузкой ч ураков или с механическим приводом).
2. Прогрев в механизированных цепных варочных б ас­
сейнах.
3. Прогрев в зак р ы ты х кры ш кам и бассейнах с загрузкой
чураков в пучках с применением кран-балки.
4. Прогрев в бассейнах, разделенны х на секции. З а гр у з к а
чураков в контейнерах с применением мостового крана.
5. Прогрев в открытых бассейнах с применением консольно-козловых кранов. З а г р у з к а древесины в ч у р ака х или в к р я ­
ж а х (в пучках или грей ф ерам и ).
По степени механизации и соблюдению условий охраны
труда и техники безопасности более целесообразными и совре­
менными являю тся последние три способа. Прогрев в открытых
бассейнах обеспечивает т а к ж е более качественную тепловую
обработку (мягкие реж им ы ) и более высокое качество л у щ е­
ного шпона. Д л я повышения эффективности данного способа
необходимо загр у зк у чураков и их выгрузку проводить в пуч­
ках или грейферами, а не поштучно, кроме того, следует пре­
дусмотреть погружение всей массы чураков в воду, т. е. и скус­
ственное утопление их, а т а к ж е закры ти е водного з е р к а л а б а с ­
сейна специальны ми кры ш к ам и (для
уменьшения потерь
теп л а). Н екоторы е возмож ны е схемы распол ож ени я оборудова­
ния при тепловой обработке ч ураков (к ряж ей ) представлены
на рис. 22.
Д л я загр узк и и выгрузки сырья при тепловой обработке
применяют различное грузоподъемное оборудование. Так, для
обслуж и вани я открытых бассейнов наиболее целесообразно
и эффективно применение консольно-козловых кранов. Д л я
Т аблица 27
Показатель
КМ-20
КМ-30
КМ -8
КМ -12,5
Грузоподъемность, кН (т)
Высота подъема гр уза, м
Пролет, м
Скорость подъема гр уза, м/с
Скорость передвижения гру­
зовой тележ ки, м/с
Скорость передвижения
крана, м/с
200 (2 0 )
300 (30)
80 (8 )
30
31,5
125 (12,5)
30
31,5
1 2
12
31,5
34,5
0
, 1 — С,16
о ,а 1
1,3
87
обсл у ж и вани я зак р ы ты х бассейнов применяют кр ан-балки и мо­
стовые краны. К ран -б ал ки имеют грузоподъемность до 50 кН
(5 т) с общим пролетом до 17 м; высота п одъема крю ка 6—
10 м; скорость подъема груза до 0,13 м/с; скорость п еред в и ж е­
ния груза 0,8— 1,3 м/с. Технические характеристики некоторых
моделей мостовых кранов приведены в табл. 27.
Д лительность тепловой обработки березовой, ольховой и
осиновой древесины в нагретой воде зависит от начальной тем ­
пературы чураков, их диаметра, породы древесины. З а н а ч а л ь ­
ную тем пературу ч ураков принимаю т температуру наружного
воздуха. М ягкие реж им ы тепловой обработки березового ф а ­
нерного сырья ( Ц Н И И Ф ) приведены в табл. 28.
Таблица 28
Диаметр
чураков,
см
Д о 16
17— 20
21— 24
25— 28
29— 32
33— 36
37— 40
П род олж ительность прогрева, ч, при начальной тем пературе
чур ако в, °С
до —10
от —11 до —20
4,5
7
от —21 до —30
7
6
10
14
18
24
30
38
10
14
18
23
28
от —31 до —40
8
11
1 2
16
18
24
32
40
50
21
28
35
44
В весенне-летний период Ц Н И И Ф рекомендует д ля бер езо ­
вой и ольховой древесины применять следующие р еж им ы теп ­
ловой обработки при температуре воды 40— 50 °С (табл. 29).
Т аблица 29
Диаметр чур аков, см
Д о 20
21-25
26—30
31—35
36 и более
1 ,0
2 ,0
3,5
5,0
7— 8
П родолжительность про­
грева, ч
Ж естки е реж им ы тепловой обработки березового и ольхо­
вого фанерного сырья (Ц Н И И Ф ) приведены в табл. 30.
Таблица 30
Диаметр чур аков,
см
Д о 20
21— 25
26— 30
31— 35
36 и более
88
Продолж ительность прогрева, ч, при начальной
тем пературе чур аков, ° С
до —10
1,5
3,0
5,0
7,0
8 —
10
от —11 до —20
от —21 и ниж е
6 ,0
2,5
4,5
7,0
8,5
9 — 11
11— 13
2 ,0
3,5
1 0 ,0
П осле проведения тепловой обработки по ж естком у реж им у
следует применять дополнительное вы леж ивани е ч ураков в по­
мещении д л я вы равн и вани я тем пературы по всему их сечению.
Д лительность вы леж ивани я 1— 3 ч. Особенностью тепловой об­
работки соснового и лиственничного сырья является необходи­
мость применения повышенных температур нагретой воды. По
данны м Ц Н И И Ф и опыта работы Ф С К « Б а й к а л » и фанерного
завода Братского Л П К [35] миним альная тем пература воды
составляет 45— 50 °С. Это объясняется тем, что прогрев д р еве­
сины лиственницы только до 40 °С не обеспечивает необходи­
мой ее пластичности, а следовательно, и необходимой прочно­
сти шпона, особенно шпона толщиной 2,5 мм и более. П р и про­
греве с тем пературой воды более 60— 65 °С шероховатость
поверхности шпона зам етно увеличивается.
Р е ж и м ы тепловой обработки соснового и лиственничного
сырья приведены в таб л . 31.
Т аблица 31
Диаметр
чураков,
см
П родолж ительность прогрева, ч, при начальной температуре чур ако в, °С
выше 0
от 0 до — 10
от — II до —20
от —21 до —30 от — Я1 до —40
Для мягких режимов
Д о 25
26— 35
36— 45
46— 60
32
60
Д о 20
21— 25
26— 30
31— 35
36 и более
2— 2,5
3 — 3,5
3 ,5 — 6,0
6 , 0 — 9,0
9 ,0 — 11,0
10
2 0
16
30
50
84
17
34
56
98
19
39
65
116
2 2
46
82
130
Для жестких режимов
2,5
5,0
7,0
3,0
6 ,0
8 ,0
1 0 ,0
1 2 ,0
1 2 ,0 - 1 4 ,0
14,0— 16,0
4,0
7,5
9,5
15,0
18,0— 19,0
5
8 , 0
1 2 ,0
18,0
2 0,0— 24,0
П рименяемы е в н астоящ ее время реж им ы тепловой о б р а ­
ботки древесины лиственницы н уж д аю тся в уточнении, особенно
для районов с суровыми климатическими условиями Сибири и
Д ал ьн его Востока. Д л я предотвращ ения возникновения и р а з ­
вития метиковых трещ ин от большого п ерепада температур н а ­
ружного воздуха (в зимнее время) и тем пературы воды в б а с ­
сейне следует применять ступенчатые реж им ы тепловой о б р а ­
ботки, т. е. сн ач ал а производить предварительное оттаивание
древесины при тем пературе воды 30—40 °С, а затем ее н агрев
при тем пературе 70— 75 °С. О п ти м ал ьная тем пература д р ев е­
сины лиственницы, предназначенной д ля получения из нее стро­
ганого шпона, составляет 72— 78 °С [20]. В настоящ ее время
проводят исследования по ускорению прогрева древесины д о ­
бавлением в горячую воду различны х химических веществ.
89
Расчет производительности устройств для тепловой
ботки древесины:
бассейны д ля тепловой обработки кр яж ей (чураков)
п
__ T CMh Kb Kl
v
обра­
^
IJCU--------------- АзЛу»
60тп
*
где Псы — производительность бассейна, м3/смена; h K — высота
контейнера, м; Ьк — ширина контейнера, м; I — длина бревен
(чураков), м; К з — коэффициент загрузки бассейна, принима­
ется 0,9— 0,98; при пучковой загр у зк е Кз = 0,6 . . . 0,65; К у — ко­
эффициент плотности укл ад ки сырья, принимается 0,68—0,7;
тп — время прогрева сырья выбирается по технологическим ре­
ж и м ам , ч;
автокл авы (парильны е ямы, кам еры ) д л я тепловой о б р а ­
ботки брусьев, ванчесов
П
—
к «
---- *\э
**сн--------;
Xl + x*
где V — вместимость ав то к л а ва (ямы, ка м ер ы ), м3; Кз — коэф ­
фициент объемного заполнения ав то к л а ва (ямы, к а м ер ы ); п —
продолжительность пропарки, мин; Тг — время на загрузку, вы­
грузку сырья, чистку авто кл ава (ямы, ка м ер ы ), мин.
Техника безопасности при работе на бассейнах для тепловой обработки.
Бассейны со всех четырех сторон отделяю т от погрузочных и разгрузочных
площ адок перегородками с проемами в них для загрузки и выгрузки чураков
и по всем у периметру ограж даю т. Открытые варочные бассейны с мотовилами
обор удую т местными отсосами паров влаги. О граж дения (перила) изготов­
ляю т из труб диаметром не менее 50 мм. Со стороны загрузки и выгрузки
они долж ны отстоять от внутренней стенки бассейна на 0,2 м. Проворачи­
вание мотовил механизируют.
В помещении уровень пола со стороны загрузки долж ен быть выше
уровня пола со стороны выгрузки не менее, чем на 0,6 м. Д ля контроля тем­
пературы воды в бассейнах применяют термопары. Со стороны разгрузки
чураков на расстоянии 0 , 2 м от внутренней стенки бассейна устанавливаю т
упоры, препятствующ ие соскальзыванию работаю щ их в сторону бассейна, вы­
сотой не менее 10 см. Верхняя часть упоров дол ж н а быть заподлицо с на­
правляющими рельсами.
При залом ах в од у в бассейне следует охлаж дать д о температуры не выше
30°. При ремонте бассейнов воду из них выпускают. При ремонтных работах,
очистке бассейнов и разгрузке их от чураков вентили на водной и паровой
магистралях закрывают. В местах проходов конвейеров с чураками из рас­
пиловочного отделения через стены варочного помещения оборудую т тепло­
вые завесы. Н ахож д ен и е рабочих на крышках бассейнов во всех случаях
запрещ ается.
5.2. ОКО РК А СЫ РЬЯ И П РИ М Е Н Я Е М О Е О Б О Р У Д О В А Н И Е
Удаление коры и л уб а с круглы х лесом атериалов представ­
л я е т собой трудоемкую операцию, механизация которой свя­
з а н а с определенными трудностями. Тем не менее окорка имеет
большое экономическое значение и в б ли ж айш ие годы войдет
в цикл об язательны х технологических операций на наших д е ­
ревообрабаты ваю щ и х предприятиях.
90
В фанерном производстве применение окорки приводит:
к повышению срока служ бы лущ ильны х ножей и прижимных
лннеек на лущ ильном станке на 18— 1 9 % ; к улучшению к а ч е ­
ства шпона; к повышению производительности лущильных
станков (на 5— 7 % ) ; к использованию отходов, получаемых
при лущении, д ля изготовления стружечных плит; к с о к р ащ е­
нию времени гидротермической обработки сырья; к ум еньш е­
нию засорения бассейнов.
О к ари ваю т древесину методами, основанными на принципе
механического удал ен и я коры с поверхности к р я ж а. При этом
окаривание происходит за счет кинетической энергии струи
воды, подаваемой к поверхности к р я ж а под большим д а в л е ­
нием, или срезания коры различны ми реж ущ и м и инструмен­
тами. Кроме того, кр я ж и о кари в аю т трением рабочих органов
станка об их поверхность или трением кр я ж ей друг о друга.
К прочим методам можно отнести химический и взрывной.
В лесной, целлю лозно-бумаж ной и д ер евооб раб аты ваю щ ей
промышленности применяют окорочные станки роторного типа
с затупленными короснимателями. К их числу относят станки
отечественного производства — ОК36, (ЭК40М, ОК63М , ОК66М.
и вновь созданные станки — (Ж 40-1, ОК63-1Ф, ОК80-1, ОКЮО-1
Станки зар у б еж н ы х фирм: финских «В алон-Коне» ВК-16,
ВК-26, ВК-32, шведских «Камбио-66», «Омбиак-80-А» и др.
Техническая характери сти ка станков п редставлена в табл. 32.
Окорочный станок ОК66М (рис. 23) состоит из следующих
основных узлов: станины 1, статор а 2, ротора 3, м ехан изм а по­
дачи 4, д ем п ф ера 6, электродви гателя ротора 5, э лектро д ви га­
теля механизм а подачи 7. С танина сварная, выполнена из л и ­
стовой стали, служ и т д ля крепления всех основных узлов
станка. С татор п редставляет собой сварной бар аб ан , на кото­
ром монтируются ножевой ротор и механизм подачи. В нижней
части имеется окно д ля выхода коры. Ротор станк а явл яется ос­
новным узлом и представляет собой массивное кольцо, в кото
ром по окружности равномерно располож ено пять расточек.
В них на конических роликовых подшипниках устанавли ваю тся
валики короснимателей. К кольцу ротора винтами прикреплен
шкив, служ ащ и й д ля передачи вращ ения от электродвигателя.
Ротор вращ ается в статоре на специальном проволочном под­
шипнике, н а р у ж н а я обойма которого закр еп л ен а в обруче с т а ­
тора.
Р аб очи е органы окорочного станка — коросниматели, имею ­
щие серповидную форму. И зготовляю т их из стали 45 к
стали 40Х методом штамповки. Коросниматель крепят к в а ­
лику крепежными винтами, проходящими через отверстия
в пятке. Р а б о ч а я кромка короснимателя н ап л ав ля ется тв ер ­
дыми сплавами. Р а д и у с притупления кромки R зависит от по­
роды и состояния окариваемой древесины и составляет 0,1 —
2 мм; угол заточки 55—60°. С ерповидная кром ка служ и т для
автоматического
выведения короснимателя на поверхность
91
Показатель
диам етр окариваемых бре­
вен, мм:
наименьший
наибольший
Наименьшая длина бревна,
мм
Скорость подачи, м/мин
(м/с)
Число коросиимателей, шт.
Частота вращения ножевого
ротора, мин - 1
(угловая
скорость, рад/с)
Мошносгь
электродвига­
телей, кВт (общая)
Габаритные размеры (дли­
н а х ш ири нах высота) стан­
ка с конвейерами, мм
М асса, кг (с конвейерами)
OK4Q-1
ОК66М с УРСом
60
350
1500
660
100
3000
8 ; 10; 12; 15;
16; 20; 23; 29;
30; 40; 46; 57
(0 ,1 6 -1 ,1 6 )
11; 15,7; 22;
31; 44;
( 0 ,1 8 - 0 ,7 4 )
8
270; 340
(28; 36)
5
180
(19)
31,8
41,5
13 220 X 2200 X
8 8 0 Х 2884Х
Х 2240
(с роликовым
конвейером)
5650 (без
роликового кон­
вейера и без
УРСа)
8300 (с ролико­
вым конвейером
и с УРСом)
X 1825
10 500
1 2
Таблица 32
ОК63-1Ф
ОК63М
1 0 0
1 0 0
530
3000
530
1300
8,4; 11,4;
17, 21,5; 29;
43
(0,14—0,72)
6— 60
(0 , 1 - 1 )
ОК80-1
140
700
2700
10,75; 14,2;
21,35; 30,3;
40,1; 60.2
( 0 ,1 7 - 1 )
150; 200
(16; 2 1 )
5
150; 200; 300
(16; 21; 31)
150; 200
(16; 2 1 )
32
41
76,12
6
13 240Х 2235Х
X 2055
(с роликовым
конвейером)
10 850
12
870X 2825X
X 2350
14 700
6
16130 X 3165 X
Х 2395
20 665
П оказатель
OKlOO-l
ВК-16 «Робуст»
Диаметр окариваемых бре­
вен, мм;
наименьший
2 0 0
наибольший
900
Наименьшая длина
на, мм
Скорость
(м/с)
подачи,
60
360
брев­
2700
1 2 0 0
м/мин
5 -4 5
( 0 ,0 8 - 0 ,7 5 )
25; 60
(0,38— 0.8)
Число коросиимателей, шт.
6
8
Частота вращения ножевого
ротора, мин - 1
(угловая
скорость, рад/с)
150
(16)
500
(52)
Мощность
электродвига­
телей, кВт (общая)
83,24
31
Габаритные размеры (дли­
на X ш ири нах высота) стан­
ка с конвейерами, мм
14 30 0 X 3 7 6 0 X
Х 2550
5000Х 1600Х
X 1700
19 800
2400
(с конвейером)
М асса, кг (с конвейерами)
П родолж ение
ВК-26,66
ВК-32
BK-32S
1 0 0
130
150
610
760
760
1800
2400
2-100
17; 20; 25
31,63; 40
( 0 ,2 7 - 0 ,7 )
17; 19
(0,27— 1)
( 0 ,2 6 - 0 ,4 9 )
8
8
в
240
(25)
160
(17)
136; 150
(14.3; 15,7)
41
51,5
62,5
9800X 2280X
Х 2350
13 3 0 0Х 2450Х
Х 3100
—
4400
12 500
9000
1525
Рис. 23. Окорочный станок О К - 6 6 М
»
Рис. 24. Схемы процесса саморазведения коросиимателей:
а — короснимателя
сомкнуты; б — короснимателя в момент расхождении; в —рабочее
положение коросиимателей; Е — точка, вокруг которой поворачивается коросниматель
бревна, подаваемого в станок. Она выполнена путем отгиба
грани корпуса короснимателя, почти по всей длине под углом
30° к плоскости вращ ения коросиимателей. Кромку д елаю т
острозаточенной и закали ваю т.
С аморазведение коросиимателей происходит следую щим об­
разом (рис. 24). Р отор станка в ращ ается вместе с короснимателями в направлении, указан ном стрелкой. В начале коросниматели сомкнуты (в этом положении торец к р я ж а д ви ж ется на
нас, но еще не дош ел до коросиимателей). При н аж ати и тор­
цом к р я ж а на коросниматели их заостренные и отогнутые н а­
встречу ходу к р я ж а серповидные кромки начинают врезаться
в торец в точках, расположенны х на торцовой окружности
к р я ж а. В этот момент на коросниматель действуют две силы:
сила P v, я в л яю щ аяс я реакцией окружной силы, и сила Р с, я в ­
л яю щ а яс я реакцией сопротивления врезанию короснимателя
и древесину. Р езул ь ти ру ю щ ая этих двух сил стремится повер­
нуть коросниматель вокруг его оси в точке Е. Вследствие этого
коросниматель, поворачиваясь, скользит по торцу к р я ж а и в ы ­
ходит на его поверхность, зан и м ая таким образом нормальное
рабочее положение. При дальнейш ем движении короснимателя
по поверхности к р я ж а заостренная серповидная кром ка его ни­
какого участия в снятии коры не принимает; кора снимается
только притупленной рабочей кромкой. По окончании окорки
з
+ s s
Рис. 25. Кинематическая схема окорочного станка
коросниматели под действием резиновых колец смыкаются.
Весь процесс сам оразведен и я короснимателей происходит в те ­
чение десятых долей секунды.
С н я тая кора у д ал яется из ротора станка воздуш ным пото­
ком, который создается лопастям и вентилятора. Л оп асти ш а р ­
нирно закреп лен ы на пальце около вал и ка каж дого коросни­
мателя. Ш арнирное крепление лопастей исклю чает их поломку
при уд ар е о тяж ел ы й кусок коры или древесины. К ора у д а л я ­
ется через окно в нижней части статора.
Ножевой ротор приводится от электродви гателя АО-73-4
мощностью 28 кВт, « = 1 5 0 0 мин-1 (со = 158 рад /с). Вращ ение
с электр од ви гател я (рис. 25) передается ш кивами 13 и 3 к л и ­
ноременной передачи на вал, на котором н асаж ен шкив 4. Ш кив
4 передает д виж ение на шкив И ротора. П ривод подачи осущ е­
ствляется от двухскоростного д ви гателя АО-63-12/6, мощностью
4,5 кВт, « = 470/950 м и н -1 (со = 49/100 р ад /с). Ч ерез шкив 6
вращ ение п ередается на шкив 9 ( 1 0) , который н асаж ен на один
вал с ведущей звездочкой 8 механизм а подачи. От звездочки 8
95
движ ение передается бесконечной цепью к трем приводным
звездочкам 5, от которых вращ ение через конические шестерни
1 я 2 передается подаю щим в альцам . Д л я обеспечения нор­
мальной работы цепи предусмотрены две п оддерж иваю щ ие 12
и одна н а т я ж н а я 7 звездочки. Д л я изменения величины подачи
в станке предусмотрены д ва сменных шкива 9(10) .
С танок снабж ен подающими роликовым конвейером д ля не­
окоренных кр я ж ей и приемным роликовым конвейером, прини­
мающим окоренные кряжи. М ощность двигателей привода кон­
вейеров 2,8 кВт, число оборотов 1000 мин-1 (со = 105 р ад /с).
С танок ОК-66М выпускаю т в двух модификациях: с приводом
от двухскоростного электрод ви гателя с трехступенчатой короб-
Рис. 26. Общий вид окорочного станка типа ВК фирмы «Валон-Коне»:
1,3 — подающий
и приемный конвейеры;
2 — станок
кой подач; с приводом от односкоростного электродви гателя и
универсальны м регулятором скорости типа У РС -10Л Б10, обес­
печивающим бесступенчатое изменение скорости.
Станки марки В К выпускает финская ф и рм а «Валон-Коне».
Г амм а окорочных станков В К вклю чает шесть типоразмеров.
П рименяю тся станки д ля окорки пиловочных бревен, ф ан ер ­
ного березового сырья, столбов и других сортиментов. Н а и б о ­
лее часто на наших отечественных предприятиях применяются
станки моделей ВК-16 «Робуст», ВК-26/66, BK-32S. Все они не
имеют значительных конструктивных различий, что позволяет
описать устройство только одного из станков. Рассмотрим
устройство станка ВК-26/66.
С танина станка (рис. 26) сл у ж и т д ля крепления всех узлов
станка, кроме подаю щего и приемного конвейеров. Выполнена
она из листовых и профильных стальных элементов, сваренных
меж ду собой в конструкцию коробчатой формы. О корочн ая го­
ловка станка состоит из статора, ротора и механизм а окорки,
вклю чаю щего в себя устройство д л я приж им а окорочного ин­
струмента и сам окорочный инструмент. Статор — б азо в ая де­
таль, п ред став л яю щ ая собой стальной кольцевой корпус с ос­
нованием и проушинами д ля крепления к станине. Ротор вы ­
полнен в виде полого шкива, на ступицу которого н асаж ен о
96
'иутрепнее кольцо крупногабаритного радиально-упорного ша||нкоподшипника. Внешнее кольцо этого подшипника смонтиро*
■■..пю в специальной посадочной проточке статора.
Устройство д ля прижима короснимателей монтируют в по10 СТИ ротора. Оно состоит из поворотного натяж ного кольца со
шпильками, которое может поворачиваться относительно кор­
пуса ротора, опираясь на поддерж иваю щ ие ролики. П руж ины
1.1 я приж им а короснимателей (коронадрезателей) одним кон­
цом закреплены за шпильки поворотного кольца, а другим за
штыри рычагов поворота короснимателей или коронадрезатеч'й. Изменение деформации пружин и следовательно, регули­
рование п риж им а короснимателей к к р я ж у обеспечиваются по­
поротом натяж ного кольца. Оно поворачивается гидроцилинд­
рами, располож енны ми т ак ж е в полости ротора.
Ротор окорочной головки приводится от электродви гателя
посредством клиноременной передачи. М еханизм подачи к р я ж а
состоит из приводных вальцов, зубчатых секторов и пружин.
Вальцы выполнены в виде седловидных б ар аб ан о в с ребрами.
Кряж и за ж и м а ю т ими с помощью регулируемых пружин, ко­
торые обеспечивают уд ерж ани е кряж ей от проворачивания во
время окорки. Симметричный относительно оси станка р азв од
вальцов осущ ествляется зубчатыми секторами, б ла го д а р я чему
кряж центрируется по оси ротора. Д и ам етр вальцов достаточен
д ля обеспечения их автоматического разв од а кряжем . Д л я без­
ударного сближ ения вальцов в момент выхода к р я ж а механизм
подачи имеет гидравлические демпферы и ограничители с рези ­
новыми ам ортизаторами.
Подаю щ ий и приемный конвейеры — п лаваю щ его типа. П о­
дающий конвейер представляет собой металлический лоток, по
которому проходит транспортирую щ ая цепь с тр ав ерсам и сед­
ловидной формы. Цепь приводится в движ ение туером от инди­
видуального электропривода. Л оток имеет подвеску на п ру ж и ­
нах и шарнирно установленных рычагах, что обеспечивает пред­
варительную центровку к р я ж а по оси окорочной головки, так
как опускание лотка на п руж и нах происходит на высоту про­
порциональную массе к р я ж а, т. е. его диаметру.
Д л я предотвращ ения уд аров при опускании лотка конвейер
имеет гидравлические демпферы. Р ы чаги и демпф еры смонти­
рованы на рам е сварной конструкции. Н а выходном конце кон­
вейера установлен кронштейн, на котором ш арнирно смонтиро­
ван специальный прижим «козырек», кинематически связанный
через ры чаж ную систему с качаю щ ейся частью и способствую­
щий более точной центровке к р я ж а по оси ротора. Высоту
лотка подаю щего конвейера регулируют изменением длины тяг
прижима. Если на конвейере нет к р я ж а и прижим л еж и т на
лотке, уровень л отка долж ен находиться на высоте оси ротора
окорочной головки. При прохождении к р я ж а под прижимом
лоток опускается на высоту равную половине д и ам етра кр я ж а,
а прижим поднимается настолько ж е вверх.
9т
Подаю щ ий конвейер имеет индивидуальный привод от элек­
тродви гателя через ременную передачу с четырьмя сменными
шкивами на входном валу червячного редуктора. Приемный
конвейер окорочного станка ВК-26/66 конструктивно почти не
отличается от подаю щего конвейера; разница в том, что его
лоток короче и отсутствуют прижимы.
При окорке древесных пород с волокнистым строением коры,
если волокна коры расположены поперек оси к р я ж а (б ер еза),
станок оснащ аю т н адрезателям и , разрезаю щ и м и кору вдоль
ствола с двух сторон. Н адрезател и монтируют перед вальцам и
механизм а подачи на шарнирно установленных рычагах, кото­
рые могут поворачиваться на осях и приж им аю тся к поверхно­
сти к р я ж а регулируемыми пружинами.
Д л я обеспечения окорки коротких сортиментов (до 1200 мм)
на станок у станавли ваю т дополнительные неприводные н а п р а в ­
л яю щ и е вальцы, которые симметрично разводятся с помощью
зубчатых секторов.
Э ксп л уатац и я станков моделей В К на предприятиях нашей
страны п оказал а, что н аряду с положительными качествами
они имеют следующие недостатки: отсутствует возможность из­
менения скоростей подачи без остановки станка, а та к ж е д и ­
станционного изменения усилия
приж им а
коросиимателей
в процессе работы; станки не имеют реверса подачи, который
необходим в процессе работы; отсутствует возможность регули­
ровки частоты вращ ения ротора д л я получения требуемых ско­
ростей резания при окорке кряж ей различны х диаметров и
формы; отдельные узлы и детали не долговечны.
Станки типа Камбио выпускает ш ведская фирма «Содерхамнс». По конструктивному исполнению они аналогичны оте­
чественным станкам типа ОК-35М, ОК-66М. С танок « К а м ­
био-45», имеет расширенный д иапазон скоростей подачи (до
83 м/мин). К оросниматели имеют широкую реж ущ ую кромку,
я механизм приж им а коросиимателей выполнен в виде м етал ­
лической пластинчатой пружины.
Станки типа Омбиак принципиально отличаются от извест­
ных конструкций станков тем, что в них осуществлено: ги драв­
лическое регулирование полож ения оси ротора по высоте отно­
сительно механизма подачи в зависимости от д и ам етра окариваемы х кряжей; гидравлическое управление прижимными
неприводными вальцам и; центрирование к р я ж а по горизонтали
за счет выполнения тягового органа конвейера седловидной
формы; гидравлическое регулирование усилия приж им а короснимателей с помощью гидроцилиндров на каж дом короснимателе.
Определенный интерес представляю т и станки других з а р у ­
бежных фирм, например фирмы «Никольсон» (С Ш А ), «Чугоку
Кикай» (Япония) и др. Они предназначены д ля окорки кряж ей
больших диаметров. Так, станки «Никольсон» окариваю т кряж и
диаметром от 500 до 1800 мм.
98
В Ц Н И И Ф проведены исследования по изысканию способов
корки березовой древесины пониженной в л аж н ости при низкой
н-мпературе. Одним из таких способов является окорка на обыч­
ных станках роторного типа с затупленными короснимателями,
но с предварительной ударной обработкой поверхности ч ур а­
ков. Т а к а я об р аб отка позволяет ослабить связь коры с древеси­
ной в зимнее время и способствует более легкому ее отделению
с поверхности чурака.
Расчет производительности окорочных станков роторного
Iипа
п
Tc„uu0^q
и
“ см —
“------ ЛрАм»
где /7СМ— производительность станка, м3/смена; и „од— скорость
движ ения подающего конвейера, м/мин (выбираю т по техниче­
ской х арактери сти ке станка в зависимости от породы древесины
и д и ам етр а к р я ж е й ); q — объем к р я ж а среднего диаметра, м3„
I — средняя д ли н а кр я ж а, м; K v — принимается равным 0,8—
0,85; Км — коэффициент машинного времени, принимается р а в ­
ным 0,7—0,8. С реднечасовая производительность окорочных
станков составляет 10— 30 м3/ч.
Техника безопасности при работе на окорочных станках. Д ля исключения
несчастных случаев при работе на окорочных станках предусмотрены меры
но технике безопасности. П ораж ение обслуж иваю щ его персонала электриче­
ским током предуп реж дается заземлением станка, пульта управления и ящика
с рубильником. Д л я полной безопасности при ремонте и контроле пусковой
(лектроаппаратуры общий рубильник отделен от пульта управления, а на
панели пульта установлена красная лампочка, показывающ ая что рубильник
находится во включенном положении. Д ля предупреж дения находящ ихся
«близи лю дей о пуске станка он снабж ен звуковым сигналом — электрической
сиреной. Торцевые крышки окорочной головки сблокированы с пуском дви­
гателя. При снятых крышках пуск ротора окорочной головки н евозм о­
жен.
Звездочки, цепи, ремни и другие движ ущ иеся части станка расположены
ннутри соответствую щ их станин или закрыты специальными кож ухам и. Управ­
ление окорочным станком любой модели выполняют дистанционным. Оно
сосредоточено на отдельном пульте, установленном на безопасном от станка
расстоянии. К обслуж иванию станка допускаю т рабочих, прош едш их техми­
нимум и ознакомившихся с устройством станка, правилами его эксплуатации
и безопасной работы.
Не разреш ается работать на станке при снятых ограж дениях и открытых
крышках. Чистить, обтирать и налаживать станок следует только после его
полной остановки; при этом станок надо отключить от электросети. Площ адку,
па которой установлен станок, необходим о систематически очищать от грязи,
коры и посторонних предметов.
К а т е г о р и ч е с к и з а п р е щ а е т с я : работать на станке при погну| их, перекошенных и л и частично выломанных короснимателях; подавать
и станок гнилые кряжи (чураки) или кряжи с сильно скошенными или р а з­
мочаленными торцами, необрубленнымн сучьями, а такж е кряжи диаметром'
vimuhm, чем это предусмотрено технической документацией на станок; п о­
правлять кряжи в процессе окорки; работать на станке при снятых с конщ'йеров дугообразны х ограж дениях; проходить м еж ду станком и конвейе­
рами во время работы станка.
9^
5.3. Р А З Д Е Л К А К Р Я Ж Е Й НА ЧУРАКИ И П РИ М ЕНЯ ЕМ О Е
ОБОРУДОВАНИЕ
Р а з д е л к а кряж ей на чураки является одной из технологиче­
ских операций, определяю щ их рациональное использование
сырья. С уществует три основных способа разделки: по н аи б ол ь ­
шему объему; по лучш ему качественному выходу; комбиниро­
ванный. Первый способ п редусматривает получение н аи бол ь­
шего выхода чураков. При втором основное внимание уделяю т
качественному выходу чураков, однако достигается это за счет
увеличенного количества отходов. Третий способ сочетает поло­
ж и тел ьны е р езультаты первых двух и наиболее целесообразен.
В н астоящ ее врем я для поперечной распиловки (разделки)
применяют стационарные станки с круглыми пилами и перенос­
ной механизированный инструмент (цепные пилы). Р а б о т а с пе­
реносным инструментом трудоемка, энергоемка и малопроизво­
дительна. Кроме того, при работе с ним затруднено ц ен тра­
л изованн ое удаление отходов, получаемых при распиловке, что
ограничивает его применение. Многопильные (слешерные) р а с ­
кряж евочны е установки т а к ж е не получили большого распро­
странения. Эти установки производительны, но сложны по кон­
струкции. Кроме того, работая по обезличенному методу, преду­
см атри ваю щ ем у максимальный объемный выход, они д аю т рез­
кое снижение качественного выхода чураков. С лешеры целесо­
образно применять только в производстве плит. Поэтому в н а­
стоящ ее время наибольш ее распространение имеют однопиль­
ные станки.
Однопильные раскряжевочные станки. Эти станки, п р ед на­
значенные д л я индивидуального раскроя, сравнительно просты
по конструкции и даю т возможность р азделы вать д а ж е неподсортированное сырье лю бых размеров, пород и качества с н аи ­
большим выходом чураков оптимальной сортности. Х а р а к т е р ­
ной особенностью однопильных р аскряж евочн ы х станков я в л я ­
ется наличие качаю щ ейся пильной рамы. В зависимости от
располож ения оси качания пильной рамы относительно оси
пильного диска их подразделяю т на две группы — балансирные
и маятниковые.
В отечественной практике д ля р аскряж ев ки круглых л есо ­
м атериалов применяют станки балансирного типа. З а рубежом
применяют т а к ж е станки маятникового типа. И з балансирных
станков, применяемых в нашей стране, следует отметить такие,
ка к ЦБ-4, ЦБ-5, АЦ-1, АЦ-2, АЦ-2М, А П З (агрегат Зеленкова)
п некоторые другие.
По конструкции раскряж евочн ы е балансирные станки для
разд елки кряж ей отличаю тся друг от друга следующими осо­
бенностями: расположением пилы относительно оси качания;
системой приводов надвигания пилы на кряж ; применяемой си­
стемой околостаночного оборудования; наличием и исполнением
системы захватов; устройством упоров д ля отмеривания длины
100
ков; диаметром пил и исполнением их ограждений. Техская характери сти ка некоторых раскряж евочны х станков
мсдена в табл. 33.
В зависимости от полож ения оси качани я пильной рамы
.кпо выделить следующие четыре основных схемы (рис. 27).
1 Схема балансирной пилы (рис. 27, а) с расположением
одном конце качаю щ ейся вокруг точки О рамы 1 пильного
■iii-ка 2. Н а другом конце рам ы устанавл и ваю т электродвига-
27. Схемы раскряжевочных круглопильных станков
и,
4 и противовес. Н адв и гаю т пильный диск на р аспи л и вае­
мый к р я ж 5 с помощью гидро- или пневмоцилиндра 3. В озврат
исходное положение происходит под действием силы тяжести
и'ктродвигателя и противовеса. К р яж и подают роликовым коп­
и р ом 6. Д а н н а я конструкция наиболее распространена в отетвенных р аскряж евочн ы х станках (АЦ-1, АЦ-2, АЦ-2М,
l i b 4, А П З и д р .). Несмотря на преимущество, заклю чаю щ ееся
н легкости балансировки качаю щ ей ся рамы, эта схема имеет
юстатки. Так, при распиловке кряж ей большого д иам етра на
и аю щ е й с я рам е необходимо устанавл и вать электродвигатель
■).п.шой мощности и разм ера, что приводит к излиш нему утя1снию конструкции рамы. Необходимость установки колодочмш'о тормоза, даю щ его лучший эффект при торможении, еще
п.ше усугубляет этот недостаток.
10!
Таблица ЗН
П оказатель
Ц Б -4
Наибольший диаметр
350
распиливаемого сырья,
мм
Наибольший диаметр
1 0 0 0
пильного диска, мм
Скорость
резания,
65
м/с
Скорость надвигания
0 ,1 — 0,5
пилы на бревно, м/с
Метод надвигания
Общая мощность элек­
10,7
тродвигателей, кВт
Габарит станка, мм
2400 X I450X
X 1800
—
Габарит всей уста­
новки, мм
Масса, кг
1 1 0 0
Ц Б -5
350
0
АЦ-1
ЛЦ-2М
370/460
600
1 0 0 0
1 0 0 0 /1 2 0 0
1500
65
56/67
60
,1—0 , 6
0 ,1 — 0,7
0 ,09— 0,72
Гидравлический
18,4
7,5
14
2110Х I270X
X 1805
1200Х 2400Х
X 2350
—
—
—
2750Х 1290Х
X 2620
1277
1070
8000
П родолж ение
Показатель
АПЗ
П р ое кти руе ­
мый станок
ЦФК6
П р о е кти р уе ­
мый станок
ЦБ63
Наибольший диаметр
распиливаемого сырья,
мм
Наибольший диаметр
пильного диска, мм
Скорость
резания,
м/с
Скорость надвигания
пилы на бревно, м/с
Метод надвигания
600
630
630
800
1500
1600
1600
1250
77
71
72
60
Общая
мощность
электродвигателей,
кВт
Габарит станка, мм
Габарит всей
новки, мм
уста­
Масса, кг
Примечание.
станков кроме Ц Б-4.
102
0
Пневмати­
ческий
16,7
, 1 - -0 ,7
Гидравлический
25
2 2
—
3030Х 1250Х
X 2970
2500Х 2000Х
X2200
17 400Х
X 1700Х
X 3400
12 530
—
—
18200
—
Околостаночное
А гр е га т
пильный Ф П
оборудование
Пневмати­
ческий
29,7
14 785Х
X 5530Х
X 4345
8900
предусмотрено
у
всех
2. Схема балансирной пилы (рис. 27, б) с установкой на
■мне рамы 1 пильного диска 2. Р а м а качается вокруг точки О
мадвигается на распиливаемы й к р я ж 5, подаваемый роликоч.!\| конвейером 6, с помощью гидро- или пневмоцилиндра 3.
С'ошрат рам ы в исходное положение происходит под действием
пружины 7. Э лектр од ви гатель 4 привода пильного д иска устагчниен стационарно, причем его ось совпадает с осью качани я
р. 1мы О. По сравнению с предыдущей д ан н а я схема имеет преivmecTBO, заклю чаю щ ееся в стационарном положении электро-дш п ателя, что позволяет облегчить конструкцию качаю щ ейся
>г'.1\ 1ы и установить колодочный тормоз. Существенным недоi.itkom, сниж аю щ им преимущества данной схемы, является нег \одимость применения мощной уравновеш иваю щ ей пружины.
3. М аятни ков ая пила (рис. 27, в) с расположением пильного
s11с к а 2 на нижнем конце рам ы 1, качаю щ ейся вокруг точки О.
Электродвигатель 4 установлен стационарно в верхней части
■Iап ка, причем его ось совпадает с осью качания рамы. Надс-шание пильного диска на подаваемы й по роликовому конвей; 1>у 6 кр я ж 5 осущ ествляю т с помощью гидро- или пневмоциишдра 3. В озврат в исходное положение происходит под дей■шием собственной массы. Н едостатком данной схемы является
го, что необходимость подвеш ивания качаю щ ейся рам ы и элекIродвигателя с тормозом в верхней части станка требует ув ел и ­
чения габ ари та и м еталлоемкости станины. По такой схеме вы ­
полнены некоторые раскряж евочн ы е станки финских фирм.
4. М аятни ко в ая пила (рис. 27, г) с располож ением пильного
шска 2 на верхнем конце рам ы 1, качаю щ ейся вокруг точки О.
•лектродвигатель 4 установлен стационарно в нижней части
< ганка. Ось электродви гателя совпадает с осью качани я рамы.
Надвигание пилы на распиливаемы й к р я ж 5 и в озвр ат ее
н исходное положение производят с помощью гидро- или пнев­
моцилиндра 3. Стационарное положение электродвигателя, устамопленного в нижней части станины, позволяет применять двилгель большой мощности и производить эффективное то р м о ж е­
ние пильного диска колодочным тормозом, установленным на
чором выходном конце в а л а электродвигателя. Эта схема наигюлее эффективна, и в настоящ ее время Головным конструктор■ким бюро (Г К Б Д ) создан станок Ц Б63 д ля поперечной распиювки кряж ей с учетом этих особенностей.
Околостаночная механизация. Д л я транспортировки кряжей
миле и уборки чураков после р аскряж ев ки применяют про■ [ьные лесотранспортеры и роликовые конвейеры. Роликовы е
■■.онвейеры приводятся в движ ение цепными п ередачами или ва.1ми с коническими шестернями. Л есотранспортеры изготавлиют с применением пластинчатых или круглозвенных цепей
траверсами. Скорость их составляет 0,5— 1 м/с.
О бследование работы раскряж евочн ы х станков показало,
■по для подачи кряж ей наиболее приемлем продольный лесо||>;шспортер, который лучше воспринимает ударн ы е нагрузки
103
при сбросе на него кряжей. В качестве ж е приемного целесооб­
разней у стан авл и в ать роликовый конвейер. П ри установке мер­
ных упоров, определяю щ их длину отрезаемых чураков, ролики
имеют возможность пробуксовывать под бревном до их полной
остановки при выключении электродвигателей.
Шиберные устройства. Эти устройства применяют д ля уста­
новки по ходу движ ения к р я ж а мерных упоров, которые распо­
лож ены на определенном расстоянии от пильного диска (линии
пропила) и тем самым обеспечивают отпиливание ч у рака тр е­
буемого разм ера.
П рименяю т упоры различны х конструкций. В станке АЦ-1
упоры устанавл и ваю т на специальный вал, расположенный по
Рис. 28. Схемы заж имны х устройств для кряжей:
а — зажим
лапами сверху; 6 — зажим двумя рычагами с боков: / — ры чаг (лапа);
гидроцилиндр; 3 — конвейер; 4 —кряж
2—
ходу движ ения к р я ж а , и парал л ел ьно ему на определенном р а с ­
стоянии от линии пропила в соответствии с длиной чураков и
заним аю т различны е угловые положения. При повороте в ал а на
определенный угол один из упоров встает на пути к р я ж а на со­
ответствующем расстоянии. Привод упоров осущ ествляю т руко­
яткой через тросовую систему. В агрегате А П З упоры вы д вига­
ются по н ап равляю щ и м снизу с помощью пневмоцилиндров,
установленных непосредственно под упорами. В станке АЦ-2
имеются выдвиж ны е упоры, работаю щ ие от гидроцилиндров.
Они наиболее надежны .
В некоторых станках применяют упоры, которые располо­
жены сверху и могут опускаться (ш лагбаумный тип) с по­
мощью электромагнитов. Существуют станки, у которых отпи­
ливаем ы е чураки отмеряю т без упоров с помощью ф л а ж к о в или
фотоэлементов, д аю щ и х ком анду на остановку подающего и
приемного механизмов. Точность отмера при таком способе з н а ­
чительно уменьш ается. Во всех устройствах д ля отмеривания
длины с помощью упоров следует предусмотреть выключение
привода подачи распиливаемого материала.
Механизмы заж има кряжа и чурака. Во время поперечной
распиловки при надвигании пильного диска на к р я ж равнодей104
■ гвующая сил резания стремится сместить к р я ж в боковом н а ­
правлении. Д л я удерж ани я к р я ж а в неподвижном состоянии
сл уж ат заж и м н ы е устройства. Известны две схемы з а ж и м а
(рис. 28).
Большинство станков имеют заж им ное устройство до и после
инльного диска. П ерем ещ аю т заж и м н ы е лап ы (рычаги) от к а ­
чающейся пильной рамы, от отдельного или индивидуальных
гпдроцилиндров. Наиболее н ад еж н а гидравлическая система
привода, так ка к пневматический привод при низких тем перату­
рах часто выходит из строя из-за зам ерзан и я сконденсировав­
шейся влаги.
Механизмы для уборки срезков и опилок. У даляю т срезки
п опилки от работаю щ их станков при помощи ленточных или
скребковых конвейеров. Кроме того, опилки у д ал яю т пневмо­
транспортом. П р а к т и к а работы станка А П З п оказал а, что лен ­
точные конвейеры работают более надежно, нежели скреб­
ковые.
Вспомогательное оборудование. При распиловке кряж ей, их
окорке и тепловой обработке неизбежны операции, связанные
с поперечным перемещением кр яж ей при их сбросе с лесотранспортера. В н астоящ ее время применяют две схемы с б р ас ы в а­
телей. По первой схеме кряж сталкивается с лесотранспортера
специальными рычагами-толкателями. По второй схеме он с к а ­
тывается по наклонным качаю щ им ся рычагам. Н аиболее н а ­
дежный сброс обеспечивают сбрасыватели, работаю щ ие по вто­
рой схеме.
Д л я создания буферного за п а с а между смежны ми о п ер а­
циями применяют накопители, простейшим видом которых я в ­
ляю тся наклонные столы. Пош тучная выдача кряж ей с накопи­
телей осущ ествляется шаговым цепным конвейером. Н аиболее
целесообразно д л я поштучной выдачи кряж ей применение спе­
циальных механизмов. Вал с системой дисков 1, имеющих п а ­
зухи д ля за х в а т а кряж ей 4 с наклонного стола 2 соверш ает ре­
версивные повороты в пределах угла 90° (рис. 29, а). При
повороте дисков против часовой стрелки на угол 90° к р я ж
ск аты вается в их пазухи (рис. 2 9 ,6 ). При повороте дисков по
часовой стрелке на угол 90° (рис. 29, в) происходит поштучная
выдача этого к р я ж а на продольный конвейер 3 и отсекание со­
седнего кр я ж а.
П риведем краткое описание устройства некоторых станков
для поперечной распиловки кряжей.
Пильный
агрегат
Зеленкова
(А П З)
применяют
ч фанерной промышленности д л я поперечной распиловки к р я ­
жей на чураки. В агрегат входят балансирный круглопильный
гтанок, заж им ное устройство, роликовый подающий конвейер и
роликовый приемный конвейер, скребковые конвейеры д ля у д а ­
ления опилок и обрезков, пульт управления. Агрегат оборудокан пневмоцилиндром д ля привода надвигания пилы на
кряж и двумя пневмоцилиндрами для привода мерных упоров.
105
За ж и м н о е устройство так ж е р аб о тает от пневмопривода. У п р ав ­
ляю т пневмосистемой при помощи пневмокрана и двух п ед ал ь ­
ных клапанов. Скорость надвигания пилы регулируют вручную
вращением иглы дросселя регулятора или поворотом рукоятки
давления, расположенной на пульте управления.
А в т о м а т и ч е с к а я б а л а н с и р н а я п и л а АЦ-1 я в л я ­
ется агрегатным станком, имеющим балансирную пилу, п одаю ­
щий цепной конвейер, приемный роликовый стол, электр ош к аф
и пульт управления. Роликовый стол оборудован системой отмера длин и механизмом удаления отпиленных чураков. С тан ок
АЦ-1 предназначен д ля разд елки кряж ей и хлыстов длиной от
c x c rf
Рис. 29. Схемы устройств для поштучной выдачи кряжей:
а —начальное
положение механизма; б — захват кряж а;
в — перемещение
кряжа
1,5 до 20 м на сортименты длиной 0,5 до 3 м. При постоянной
длине раскроя пила работает автоматически, при выпиливании
сортиментов различны х длин — полуавтоматически.
Внутри полой сварной станины разм ещ ена гидравлическая
ап п аратур а, сверху смонтированы две прижимные лапы и к а ­
чаю щ аяся рам а сварной конструкции. Н а раме с одного конца
установлен пильный вал и ограж дени е пилы, с другого — элек­
тропривод пильного вала. Имеется регулируемый шатун для ог­
раничения хода качаю щ ейся рамы. Р егулятор скорости надви­
гания пилы представляет собой дроссель с переменным сече­
нием, который механически связан с л ап ам и заж и м а бревна.
Л апы , за ж и м а я кряж , копируют его диаметр и устанавли ваю т
величину проходного сечения регулятора. Скорость пилы у ста­
н авливается автоматически только после врезания ее в д рев е­
сину, что приводит к ударны м нагрузкам на зубья и быстрому
их затуплению. Гидросистема слож н а и требует вы сококва­
лифицированного обслуж иваю щ его персонала. Гидроаппаратура
смонтирована внутри станины, что т а к ж е вызы вает неудобство
при ее обслуж ивании и настройке.
106
П и л ь н ы й а г р е г а т Ф П является самой последней мо­
делью оборудования, предназначенного специально для р а з ­
делки фанерного сырья на чураки. Он мож ет эксплуатироваться
только в зак р ы ты х отапливаем ы х помещениях с температурой
окруж аю щ ей среды не ниже 5°С. Это объясняется тем, что при­
вод надвигания пильного диска на к р я ж пневматический. Р а ­
бота этого привода при низких (минусовых) тем пературах не­
эффективна из-за зам ер зан и я конденсата в системе. Особен­
ность агрегата — оснащение маятниковой пилой. С танина пилы
представляет собой сварную П -образную раму, на которой кре­
пят все остальные механизмы. Со стороны оператора пила ог­
раж дена металлической сеткой, с противоположной стороны о б ­
шита листовой сталью.
На пильном агрегате Ф П р азд ел ы в аю т фанерное сырье на
мерные чураки с предварительной оторцовкой к р я ж а, а т а к ж е
калибровкой отдельных чураков в размер. Н адви ган ие (ло­
пачу) маятника пильного диска пилы осущ ествляю т при по­
мощи пневмоцилиндра включением кнопки на пульте у п р а в л е ­
ния. В озврат м аятника пильного диска в исходное положение
автоматический. В агрегате предусмотрено специальное м ех а­
низированное приспособление для смены пильного диска, что
в значительной степени облегчает выполнение этой операции.
Имеется надежны й ленточный тормоз, обеспечивающий тормо­
жение пильного диска в течение 5 с.
З а рубежом на рас к р яж ев к е стали применять стационарные
цепные пилы. Это вызвано тем, что р азд ел к а древесины б оль­
ших диаметров (более 600 мм) круглыми пилами затруднена.
Стационарные цепные пилы просты по устройству, достаточно
надежны, компактны и обеспечивают высокую производитель­
ность. Они р аботаю т с электроприводом или приводом от д в и ­
гателя внутреннего сгорания с гидравлической и механической
системами надвигания пильной шины на кряж.
В Ф Р Г наибольшее распространение получили цепные пилы
фирмы «Д ольмар», которые крепят на специальной подставке
или к фундаменту. Н а пиле установлено два электродвигателя:
Т аблица 34
П оказатель
Vправление пилой
корость движения цепи, м/с
1 ’.|Г)очая длина реж ущ его органа, мм
Производительность пиления, см2,с
Хищность двигателя, кВт
1 ибарит, мм
М.н'са, кг
Бензомоторная пила
МГ1-5 «Урал-2»
Электромоторная
пила ЭПЧ-3
Одиночное
Одиночное
11
450
100
4 ,4
870X455X454
11,6
11,5
470
8 0 — 100
3 ,0
675X350X845
9,9
107
привода пильной цепи мощ­
ностью 11,25 кВт; гидроси­
стемы для надвигания пиль­
ного агрегата на древесину
(мощностью 0,35 кВ т). Ско­
рость
надвигания регулиру­
ется бесступенчато в зави си ­
мости от твердости древесины
и диам етра распиливаемого
кр яж а.
Р еж ущ ий
орган —
д ву хр ядн ая пильная цепь, со­
стоящ ая из реж ущ их и стро­
гающих зубьев, распо л ож ен ­
ных в определенной последо­
вательности. Д л я обеспечения
большей устойчивости в про­
пиле цепь загл у б л ен а в паз
пильной направляю щ ей шины.
Ш аг пильной цепи составляет
24,9 мм;
ширина
пропила
7,2 мм; длина пильной шины
до 2225 мм (пила D S H -2 тип
№ 216). По данны м фирмы
«Д ольмар», средняя произво­
дительность пиления кряж ей
средней твердости при д и а ­
Рис. 30. Общий вид станка со спа­
метре 80 см составляет около
ренными круглыми пилами:
150— 180 м3 сырья в смену.
/ — рама; 2 — гидроцнлиндр; 3 —суппорт;
Аналогичную конструкцию и
4 — пильные диски
производительность
имеют
пилы фирмы «Стиль» (м одель
ES120).
В отечественной д еревообрабаты ваю щ ей промышленности
стационарные цепные пилы целесообразно применять д л я рас­
пиловки древесины лиственницы, кедра, а т а к ж е экзотических
древесных пород. Н а предприятиях используют переносные (руч­
ные) цепные пилы. Техническая характери сти ка некоторых ти­
пов ручных цепных пил приведена в табл. 34. Д л я раскроя
кряж ей большого диам етр а используют станки, снабженны е
двумя спаренными круглыми пилами, установленными на по­
движном суппорте, соверш аю щем поступательное прямолиней­
ное движение в вертикальной плоскости. Н а этих станках при
относительно небольшом диаметре круглых пил раскраи ваю т
сырье крупных размеров. Это станки фирмы «Никольсон»
(рис. 30), техническая характери сти ка которых приведена ниже.
Н аибольш ий диаметр перерабаты ваемого сы рья, мм . . .
Скорость надвигания пил. на к р я ж , м / с .....................................
Скорость отвода пил (холостой ход), м / с .................................
П роизводительность при диаметре 80 см , м3/см ен у . . . .
108
860, 1090, 1270».
1525, 1830, 198ft
0,61
1,22
280— 300
Расчет производительности станков д ля раскроя сырья по
длине:
круглопильные однопильные станки балансирного (м аятн и ­
кового) типа
П
_ Т'ск^нЯчП
Ь'
“ tv - —— — ЛрАм.
d 4 (л +
1
)
где П Сы — сменная производительность, м3/смена; Тсм—д ли тель­
ность смены, мин; ун — скорость надвигания пильного диска на
кряж , м/мин (принимается по техническим характери сти кам
ст а н к а ); q4 — средний объем чурака, м3; п — число чураков, по­
лучаемы х из одного к р я ж а; d 4— средний диаметр чурака, м;
Д р — коэффициент использования рабочего времени (принима­
ется 0,9—0,95); К м — коэффициент использования машинного
времени станка, т. е. отношение времени резания ко времени
всего цикла обработки к р я ж а (принимается 0,2— 0,6). П р о и з­
водительность д ля цепнопильных станков определяю т а н а л о ­
гично:
круглопильные многопильные станки (слешеры)
гг
“ см
7см ^П О Д ^бl -------------I
V
где 7см — длительность рабочей смены, мин; ипод — скорость по­
дачи к р я ж а конвейером, м/мин (принимается по технической
характеристике с та н к а); q§ — средний объем к р я ж а, м3; i—шаг
меж ду упорами конвейера, м; К Р — коэффициент использования
рабочего времени; Кз — коэффициент заполнения подаю щ его’
конвейера.
Техника безопасности при разделке сырья на круглопильных станках.
Б езопасность работы на раскряжевочном станке обеспечивается установкой
н адеж ного ограж дения пильного диска и эффективным тормож ением пильного
вала после отключения электродвигателя. Н аибольш ую безопасность в работе
обеспечивает стационарное ограж дени е (на пиле Ц Б -4 ). В станках А Ц -1,
АЦ -2, А П З и других применяют ограж дения, перемещ ающ иеся вместе с пиль­
ной рамой и пилой. Такое ограж дени е менее н адеж н о, так как при подъем е
пилы значительная часть ее остается открытой. Д л я быстрого тормож ения
пильного вала установлен колодочный тормоз.
К роме наличия ограж дений и надеж ны х тормозных устройств, н еобхо­
димо строго соблю дать следую щ ие требования.
направление вращения пильного писка д олж но быть таким, чтобы тор­
цуемый материал приж имался к опорным поверхностям (столу, брусу, на­
правляющей ли нейке);
у станков с качающимися и подвижными рамами не допускать вибриро­
вания и отталкивания рам в сторону рабочего при возвращении пилы в ис­
ходное положение;
удаление отходов производить без участия станочника;
станки долж ны иметь ограничитель движ ения с амортизатором, чтобыпнльный диск не мог выходить за пределы стола в сторону рабочего места,
а такж е автоматическую защ елку при выходе пилы в нерабочее положение
(т. е. за стол);
движ ение рамы станка, перемещение и заж им с обеих сторон распили­
ваемых кряжей долж ны производиться механически;
рабочее место станочника располагать так, чтобы рабочий, управляя пи­
лой, не находился в плоскости вращения пильного диска.
109
5.4. О Р Г А Н И З А Ц И Я Р А Б О Ч И Х МЕ С Т НА УЧ АС Т К Е
ПОДГОТОВКИ СЫРЬЯ К ЛУЩЕНИЮ
В работе фанерных предприятии больш ое значение имеет правильная
организация рабочих мест и планировка (размещ ение) основного о б о р у д о ­
вания. Планировка предопределяет потребность в транспортном о б о р у д о в а ­
нии, влияет на объем трудозатрат, р асход электроэнергии и технологического
пара, учитывает выбор той или иной технологической схемы, определяет р аз­
меры площ ади застройки и строительной кубатуры зданий, т. е. влияет на
стоимость строительства и т д.
Выбор того или иного варианта планировки участка окорки — разделки
зависит от сырья, а такж е от расположения производственного корпуса на
генеральном плане относительно склада сырья, цеха тепловой обработки, реки,
ж елезн одорож н ой ветки и т. д. Выбор оборудования и транспортных средств
такж е определяется способом разделки, видом поставляемого сырья (в чураках, в к р я ж ах), диаметром кряжей.
Разделы ваю т кряжи на чураки на распиловочной станции, расположенной
непосредственно перед главным производственным корпусом. Эту операцию
проводят д о операций окорки и тепловой обработки, но ее мож но выполнять
п после окорки и тепловой обработки. При использовании переносных цепных
пил сырье разделы ваю т в любой точке склада сырья. О днако такая схема
работы затрудняет удаление отходов, получающихся при разделке, и приво­
дит к загрязнению территории склада.
Головным конструкторским бюро (Г К Б Д ) согласно техническому з а д а ­
нию Ц Н И И Ф выполнено техническое предлож ение на комплект об о р у д о в а ­
ния для окоркн и разделки фанерного сырья в чураках н кряж ах при п одго­
товке его к лущению. Основным технологическим оборудованием комплекта
К25 являются:
окорочный станок О К63-1Ф с околостаночной механизацией; круглопнльный станок ЦБ63-01 с околостаночной механизацией; металлоискатель. Свя­
занное м еж ду собой транспортными средствами оборудован ие образует по­
точную линию. Схема компоновки оборудования мож ет быть: в одн у нитку
с продольным перемещением сырья от одного станка к другом у (рис. 31, а);
в две нитки с установкой металлоискателя после раскряж евочного станка
(рис. 31, б ).
П о схем е в одну нитку на линии проводят следую щ ие технологические
операции: прием кряжей и длинномерных чураков на конвейер окорочного
станка; окорку; подачу сырья к металлоискателю; обнаруж ение кряжей и
длинномерных чураков с металлическими включениями; сброс сырья, имею­
щ его металлические включения, на специальную площ адку и удаление ме­
талла; возврат сырья с площадки на конвейер пилы; подачу кондиционных
кряжей на пнлу; оторцовку и раскряж евку сырья на определенный размер;
сброс кондиционных чураков после пилы; удаление отходов от окорочного
и раскряжевочного станков.
Н есмотря на относительную простоту, компоновка оборудования н одну
нитку имеет недостатки. Так, при работе по такой схем е создается жесткий
режим, любые перебои в снабж ении сырьем и остановка того или иного уча­
стка приводят к вы нужденной остановке всей линии, т. е. к уменьшению ее
производительности. Например, при разделке необходим а остановка подаю ­
щ его конвейера пилы, следовательно, необходим о прекращать и окорку кря­
ж ей, в противном случае мож ет произойти утыкание окоренного кряжа в кряж
распиливаемый. У даление металла из кряж ей связано с введением гр ом озд­
кой площадки и требует значительных усилий.
Более совершенна схем а в две нитки, согласно которой на линии прово­
дят следую щ ие технологические операции: прием кряжей и длинномерных
чураков на конвейер окорочного станка; окорку; сброс кряжей на стол-нако­
питель; поштучную выдачу кряжей на лесотранспортер; подачу кряж ей на
круглопильный станок; оторцовку н раскряж евку сырья на определенный р аз­
мер; подачу чураков к металлоискателю и обнаруж ение металлических вклю­
чении; сброс чураков с металлическими включениями на поперечный конвейер,
110
удаление включений и возврат чураков на распределительный роликовый кон­
вейер; сброс кондиционных чураков по потоку.
Н есмотря на введение в линию дополнительных механизмов для сброса
кряжей, создания буф ерного запаса и поштучной выдачи их на лесотранспортер, эта схема имеет преимущ ества. При двухниточной схеме компоновки
оборудования м ож но подавать кряжи на пилу один за другим, т. е. увели­
чить коэффициент заполнения подаю щ его конвейера пилы, являющейся наи­
более узким местом в линии и определяю щ ей ее производительность. О бра­
зование небольш ого буферного запаса значительно смягчает режим работы
3
Qi
(!
Я
Я
5
и
*
м
i
е
а
Рис. 31. Схемы компоновки
фанерного сырья:
оборудования
9
на участке окорки и
разделки
а, б —соответственно гю предложениям Ц Н И И Ф и Г К Б Д ; 1 — подающий конвейер око­
рочного станка; 2 — окорочный станок; 3 — приемный конвейер окорочного станка; 4 —
конвейер балансирной пилы; 5 — металлоискатель; 6 — площадка для сброса кряжей
с металлом; 7 — сбрасыватель кряжей; 8 — балансирная пила; 9 — приемный ролико­
вый конвейер-мерник; 10— конвейер удаления коры от окорочного станка; // — кон­
вейер удаления отходов от пилы; 12— поперечный цепной конвейер; 13 — распредели­
тельный роликовый конвейер; 14 — роликовый конвейер; 15 — лесонакопитель
линии. Кроме того, упрощ ается и облегчается операция по удалению металли­
ческих включений из древесины, так как здесь приходится оперировать с чураками, а не с громоздкими и тяжелыми кряжами. Основное технологическое
оборудован ие линии — окорочный и круглопильный станки м ож но применять
н в позиционных установках, т. е. не связывать в линию.
В качестве примера одного из проектных решений приведем краткое
описание технологического процесса в отделении гидротермической обработки
сырья и окорочно-разделочном отделении фанерного зав од а Братского л есо­
промышленного комплекса. Данный завод — новый в отрасли — имеет про­
ектную мощность 2 0 0 тыс. м3 фанеры в год и располож ен в двух зданиях.
15 первом здании размещ ен окорочно-распиловочный цех с отделением гидро­
термической обработки сырья. Во втором (главном) — основное производство.
Размеры первого здания в плане 1 6 8 x 7 2 м, второго — 4 3 2 x 2 9 0 м.
П одсортированны е на складе фанерные кряжи длиной д о 6,25 м двум я
продольными цепными конвейерами 1 подаю тся в отделение гидротермической
обработки сырья (рис. 32). При помощи сбрасывателей 2 кряжи сбрасыва111
'j£.
С
112
ются в накопители, в которых соби ­
рается контейнер кряжей емкостью
около 11,5 м3. При сбрасывании кря­
ж ей их рассортировывают на пять
групп с учетом породы древесины
(береза, сосна, лиственница) и ди а­
метров (береза — все диаметры, со­
с н а — 28— 36 и 37— 48 см; листвен­
н и ц а — 2 4 — 36 и 3 7 — 48 см ). С об­
ственная масса контейнера обеспечи­
вает погруж ение под в оду д аж е
соснового сырья плотностью менее
750 кг/м3.
Ц ех обслуж ивается тремя м осто­
выми кранами 4 (на рисунке пока­
зан один) общ его назначения гр узо­
подъемностью 15 т каждый. Кранами
контейнеры загруж аю тся в три б а с ­
сейна. П отребную
площ адь
трех
бассейнов для гидротермической о б ­
работки сырья определили, исходя из
принятых размеров и вместимости,
а такж е сроков
гидротермической
обработки, рекомендованных Ц Н И И Ф
для различных видов сырья. Р а з­
меры бассейна в плане 9 0 X 1 9 м.
Кажды й бассейн разделен на д в ен ад ­
цать отсеков (секций) 3, вмещ аю ­
щих по десять контейнеров. Таким
образом, в трех бассейнах одновр е­
менно мож ет быть размещ ено 360
контейнеров.
При
единовременной
потребности в размещ ении 334 кон­
тейнеров имеется резерв на очистку
каж дой секции 1 раз в 1 2 дней.
Сырье, прош едш ее гидротерми­
ческую обработку, при помощи тех
же
мостовых кранов подается на
дозирую щ ие устройства 5, с которых
кряжи по одном у поступают на
приводные роликовые конвейеры 6
с седловидными
роликами. Затем
кряжи подаю тся к окорочным стан­
кам 7. Окоренные кряжи направля­
ются
по
приводному
роликовому
конвейеру 8 со сбрасывателем на
поперечные цепные конвейеры 9, на
которых создается промежуточный
зап ас кряж ей перед разделкой. Р а з­
делывают кряж и на чураки на пиль­
ных агрегатах 10.
Выносным роликовым конвейе­
ром 11 чураки подаю тся на попереч­
ные цепные конвейеры 13, которыми
передаю тся на продольные цепные
конвейеры и подаю щ ие чураки в
• главный корпус на операцию л у ­
щения.
Бракованные чураки и отрезки
больш ого диам етра от пил 10 п ода­
ются на поперечные цепные конвей-
еры 12 для подачи к дровокольным станкам 14, а затем в воронку рубильной
машины 18. Бракованные чураки и отрезки малого диаметра от пил п о д а ­
ются на поперечный цепной конвейер и в воронку рубильной машины. Браконанные чураки из лущильного отделения главного корпуса поступают по
конвейеру 22 на балансирный круглопильный станок 15 для разделки, затем
при помощи транспортных устройств в воронку рубильной машины 18. Ка­
рандаши из лущильного отделения поступают по конвейеру 23 в воронку
рубильной машины. Щ епа от рубильных машин ленточным конвейером по­
дается в сортировочное устройство и затем пневмотранспортом в цех Д В П .
Кроме того, использованы транспортные средства: 20, 23, 24, 25 — конвейеры;
21 — наклонная плоскость; 19 — сборник отходов.
Кора системой конвейеров подается в короотжимные прессы 16 и корорубку 17 н удаляется ленточным конвейером в станцию пневмотранспорта
высокого давления. Этим ж е конвейером удаляется некондиционная крупная
щепа и отсев от рубильных машин.
В дальнейшем кора мож ет быть направлена для ее химической перера­
ботки (напрнмер, для получения дегтя, дубителей) или ж е измельчается и
используется в качестве удобрения в сельском хозяйстве п др.
5 5. П Е Р Е Р А Б О Т К А Д Р Е В Е С Н О Й К О Р Ы
Продукция комплексной химико-механической переработки
березовой коры в ценностном вы раж ении близка к стоимости
древесины, от которой эта кора отделена. В березовой коре со­
держ и тся до 30 % веществ, экстрагируем ых горячей водой и о р ­
ганическими растворителями. Из нее можно получить п реп ар ат
П М Б К (заменитель берестового д егтя), дубители, кормовые д о ­
б авки д ля животноводства, удобрения и другие дорогостоящ ие
и нужные народному хозяйству продукты.
Только д ля фанерной промышленности в нашей стране е ж е ­
годно заго тавл и в ается около 6 млн. м3 березовой древесины,
при окорке которой мож но получить около 600 тыс. м3 (или
300 тыс. т в пересчете на сухую) коры. Б ере зов ая пром ы ш лен ­
н ая кора, получаемая на фанерны х заводах, содерж ит 20— 40 %
бересты, 55— 75 % луба и 5— 10 % древесины. Береста мож ет
быть отделена' от луба по одному из способов, р азр аботан н ы х
К и р Н И И Л П , Л ТА имени С. М. Кирова и др. После такого р а з ­
деления бересту целесообразно использовать д л я выработки
п р еп ар ата П М Б К , а луб д ля вы работки дубителей, необходи­
мых в кожевенной промышленности [29].
Технология изготовления п реп арата П М Б К , п редлож ен ная
в Л ТА имени С. М. Кирова, основана на полной механизации
процесса. П роизводительность и х ара ктер труда р а б о т н и к о в ,и з­
готовляю щ их п р еп арат П М Б К по этой технологии, резко у л у ч ­
шаются. Потребность народного хозяйства в дегте можно будет
удовлетворить, создав на б азе фанерны х комбинатов 3—4 кру п ­
ных цеха, которые зам ен ят около 80 кустарных дегтекуренных
установок. П ри этом о б щ ая потребность в рабочих уменьшится
в 10— 15 раз, а освободившихся рабочих можно зан ять на основ­
ных работах, связанны х непосредственно с л есозаготовитель­
ным процессом или в фанерном производстве.
Пиролизный ап п ар ат при вы работке П М Б К — непрерывного
действия, и его у дельн ая производительность в 60—80 раз
113
больше производительности периодически действующего пиро­
лизного ап п арата (реторты), используемого в настоящ ее время
при получении берестового дегтя кустарным способом. Кроме
того, расход топлива (дров) при кустарном производстве равен
6— 7 м3 на тонну дегтя, тогда ка к при получении П М Б К дров
не требуется. Топливом служит собственный сырой газ, о б р а ­
зующийся при пиролизе бересты.
Существенное преимущество схемы ЛТА при выработке пре­
п арата П М Б К — в отсутствии сточных вод (процесс зам к н у т ),
что предотвращ ает опасность загрязнения окруж аю щ ей среды.
При индустриальном производстве препарата П М Б К обеспечен
н ад ле ж ащ и й контроль технологии, в том числе химический, что
приведет к значительному повышению качества продукции в со­
ответствии с требованиями ГОСТа. Некоторый опыт использо­
вания коры, получаемой в фанерном производстве, имеется на
Пермском и Тавдинском ФКЗ ам ен итель берестового дегтя — препарат П М Б К получают
из бересты. Если п ерер абаты в ать наибольшую по объему часть
березовой коры, луб, содерж ащ ий до 8 % танидов и до 2 4 %
пентозанов, можно дополнительно получить дубители, а из одубины — фурфурол, корма для животноводства, топливные бри­
кеты или другие продукты. При полном использовании не только
бересты, но и луба экономическая эффективность переработки
березовой коры мож ет быть значительно повышена. Так, при пи­
ролизе березовой коры (бересты вместе с лубом) можно полу­
чить уголь-сырец и смолу. Уголь после активации мож но ис­
пользовать д л я очистки стоков целлю лозно-бум аж ны х ком би н а­
тов, а смолу — д ля строительства дорож ных покрытий.
Береста, н ах о д ящ а яся в березовой коре, сниж ает качество и
выход дубителей. Н аличие большого количества луба (более
30 %) в бересте неж елательно при выработке п реп арата П М Б К .
Поэтому следует установить экономически и технологически оп­
тимальную степень отделения луба от бересты с учетом треб уе­
мого качества получаемых продуктов — препарата П М Б К , д у ­
бителей, кормов и др.
В десятой пятилетке Таллинский фанерно-мебельный ком би­
нат, Вышневолоцкий зав од дубильны х экстрактов и Л е н и н г р а д ­
ский кожевенный зав о д имени Р ад и щ ев а при участии Л ен и н ­
градской лесотехнической академии имени С. М. Кирова
осуществили производственный опыт применения березового д у ­
бителя д ля выделки кожи. Д уби тел ь был получен из березовой
коры, содерж ащ ей около 40 % бересты, 58 % л уба и 2 % д р е в е ­
сины. Д оброкачественность его составила 45,3 %, что яв л яе тся
удовлетворительным показателем д ля кожевенного производ­
ства. Качество дубителя можно значительно повысить, если в ы ­
р аб аты в ать его только из луба, полностью отделенного от бе­
ресты.
Из бересты можно получить т а к ж е суберин, который содер­
ж ится в ней в количестве до 35 % и легко выделяется в чистом
114
виде. Суберин мож ет быть применен для получения ПАВ (поверхностно-активных веществ) типа ОСА. По исследованиям
С и б Н И И нефтяной промышленности (г. Тюмень) ПАВ типа
ОСА в 2—2,5 р аза дешевле используемого в нефтедобывающ ей
промышленности ПАВ типа ОП-Ю. Потребность в ПАВ велика
(более 100 тыс. т в год). В ы р а б а ты в ать ОСА из суберина можно
па действующих промышленных установках, на которых в н а ­
стоящее время изготовляют ОП-Ю.
Комплексную переработку березовой коры, получаемой
группой фанерны х заводов Ц ентрального региона, можно о су­
ществить на базе этих заводов и Ш умерлинского химического
заво д а, относительно которого они географически удобно р а с ­
положены. Н а фанерных предприятиях М антуровском, П о в о л ж ­
ском, Зеленодольском, Костромском, Муромском п ерер а б а ты ­
ваю т ежегодно 800—900 тыс. м3 березовой древесины. При
окорке этой древесины можно получить 43— 45 тыс. т березовой
коры (в пересчете на сухую). При первичной обработке данной
коры будет получено около 13 тыс. т бересты и около 30 тыс. т
луба. Из указан ного количества бересты и л уба можно в ы р або­
тать, т: п реп арата П М Б К 3200; дубителя 4500; фурфурола 2800;
кормов вместо ф урф урола 24 000. В результате замены деф и ци т­
ного дубового сырья (дубовой щепы) березовой корой (лубом),
д оставляемой из указан ны х выше фанерны х предприятий,
мож но ежегодно экономить около 30 % дефицитной дубовой
древесины, используемой в настоящее время на Ш умерлинском
химическом заводе.
Кору древесины осины, которая концентрируется в о сн о в н о м .
на спичечных предприятиях, целесообразно и экономически вы ­
годно использовать для получения из нее путем экстракции л и ­
пидов (осинового ж и р а ) . Липиды осиновой коры применяют
в качестве кормовой добавки в животноводстве и птицеводстве.
Экономический эффект от применения п реп арата на К ондоп ож ­
ской птицефабрике в расчете на 100 кг привеса составил 11 —
21 р., в зависимости от дозы, вносимой в рацион кур и цыплят.
Анализ исследований, проводимых в нашей стране и за рубе­
жом, показал, что кору хвойных пород, например сосны, можно
п ерерабаты вать на древесно-корьевые плиты, топливные б ри ­
кеты, а так ж е на удобрения.
Контрольные
вопросы
1. О борудование н устройства, применяемые д л я гидротермической о б р а ­
ботки фанерного сырья.
2. Устройство оборудования, применяемого для окорки кряжеи и чураков.
Режимы окорки.
3. Устройство оборудования, применяемого для разделки хлыстов и кря­
ж ей на чураки. Режимы резания при разделке
4. Типы линий для окорки — разделки сырья на чураки.
5. Значение переработки н использования коры для народного хозяйства.
1 15
6. ТЕХНОЛОГИЯ П РО И ЗВО Д СТВА ЛУЩЕНОГО
И СТРОГАНОГО ШПОНА
6.1. Л У Щ Е Н И Е ЧУРАКОВ, П РИ М ЕН Я ЕМ О Е О Б О Р У Д О В А Н И Е
И ЕГО Н А Л А Д К А
Лущение. Это процесс резания древесины в плоскости, п а­
раллельной волокнам, и в направлении, перпендикулярном их
длине, при котором главное рабочее движение (вращ ательное)
придается м атери алу (чураку), а движение подачи (поступа­
тельное) — реж ущ ем у инструменту (нож у). Н а рис. 33 п о к а­
зана схема лущения.
Б л аг о д ар я наличию жесткой кинематической связи м е ж д у
вращ ательны м движением шпинделей с чураком и поступатель­
ным перемещением суппорта с ножом с чурака снимается
струж ка в виде непрерывной ленты постоянной толщины (ш пон).
Толщина шпона S, мм, равна величине подачи суппорта за один
оборот шпинделей:
S =
t/i ,
где t — ш аг суппортных винтов, мм; i — передаточное число от
шпиндельной гильзы к суппортным винтам.
Качественный шпон получают при соблюдении определен­
ных режимов лущения, специальной термообработки чураков и
правильной установки инструментов лущильного станка (ножа
и прижимной линейки). Н о ж станка имеет угол заточки [} в пре­
д ел ах 16— 24°, причем большие значения применяют при л у щ е ­
нии твердых пород и толстого шпона. Очень важ н о правильно'
установить задний угол а. Чем меньше задний угол, тем меньше
и угол резани я б, а следовательно, лучше качество шпона. Это»
происходит потому, что при слишком большом угле резания пе­
редняя грань но ж а д авит на шпон, откалы вает и сминает его.
Н а левой стороне возникаю т трещины, которые могут привести
к поломке шпона. Поверхность шпона получается шероховатой
и рифленой. О днако задний угол нельзя у стан авл и в ать и сли ш ­
ком малым. При малом значении угла а увеличивается поверх­
ность соприкосновения задней грани ножа с чураком и в о зр ас­
тает давление со стороны ножа па чурак. Это приводит к про­
гибу последнего и д а ж е его раскалы ванию . Практически задний
угол а составляет 0— 3°.
В процессе лущ ения с уменьшением д иам етра чурака проис­
ходит и изменение заднего угла, причем задний угол ум е н ь ш а­
ется в зависимости от того, выше или ниже оси в ращ ения чу­
рак а установлено лезвие ножа.
П рактикой установлено,,
что в процессе лущения д ля лучшего качества шпона ж е л а ­
тельно иметь в определенных пределах уменьшение заднего
угла. Д л я этой цели в лущ ильны х станках устанавл и ваю т спе­
циальные дополнительные наклонные направляю щ ие, которые и
позволяю т в процессе лущения автоматически поворачиваться
116
нож ед ер ж ат ел ю и тем с а ­
мым уменьш ать задний угол.
При установке нож а сл е­
дует учиты вать дополнитель­
ный угол е, который в сумме
с углом а об разует угол # —
угол наклона нож а к верти ­
кали. Угол е образован в ер­
тикалью и перпендикуляром
к
касательной
основного
круга (начальной о к руж н о­
сти), проведенным из точки
резания. Р ад и у с основного
круга a = S / 2л, где S
толр ис 33 Схема лущения шпона
щина шпона, мм.
К роме соблюдения в определенных пределах угловы х п а р а ­
метров, необходимо правильно установить нож по высоте. Д л я
разных моделей станков высота установки нож а (h , мм) состав­
л яет от — 1 до + 1 . В ы полняя правильную установку нож а,
нельзя гаранти ровать хорошее качество шпона, если не прим е­
нить при лущении прижимную линейку. При свободном резании
(без линейки) нож внедряется в древесину ка к клинообразное
тело и поэтому перед лезвием .н о ж а возникает о п ер еж аю щ ая
трещина. Шпон при этом получается не срезанный, не ровный
и гладкий, а ка к бы отщепленный, шероховатый, с трещ инами
на левой стороне.
Применение прижимной линейки позволяет создать подпор
древесины в зоне срезания шпона и тем самым предотвратить
образование опереж ающ ей трещины. Кроме того, б лаго даря об­
жиму срезаемого шпона меняется распределение напряж ений
на его правой и левой сторонах (рис. 34). С ж и м аю щ и е н а п р я ­
ж ени я на правой стороне увеличиваются, что не вы зы вает боль­
ших опасений, так как допускаемы е н ап р яж ени я на сж ати е д ля
древесины имеют значительную величину. В то ж е время р а с т я ­
гивающие нап ряж ени я на левой стороне будут уменьшены.
А это способствует предотвращению об разован ия трещин на л е ­
вой стороне и повышению прочности шпона в целом. П о л о ж е ­
ние прижимной линейки относительно н ож а определяется вели­
чинами h 0, S 0, углами сц, [Зь ст (см. рис. 33). Все они зави сят от
толщины шпона, температуры и породы древесины.
Величина просвета S 0 м еж д у передней гранью нож а и н а ж и м ­
ной кромкой линейки меньше толщины шпона S на величину
смятия древесины в момент срезания шпона. С мятие древесины
характери зуется степенью обж има Д, которая в ы р а ж ае тся
в процентах. Степень об ж и м а зависит от породы д р е в е ­
сины, толщины шпона и тем пературы чураков и составляет 5—
35 %. Больш ие значения берут для более толстого шпона. С у в е­
личением температуры чураков выше нормы степень об ж и м а
можно несколько снизить (на 5 % ). Д л я березовых чураков тем117
Правая
Сжатие
1
\
Г'
Левая
л
1
Растяжение
а
Сжатие
правая
S
\
^
Левая
Л
пературой 20— 25 °С, при л у ­
щении шпона толщиной 5 до
0,6 мм степень о б ж и м а со­
ставл яет 5— 1 0 % , толщиной
0,6—0,8 м м — 10— 1 5 % , т о л ­
щиной
0,8— 1,5
мм — 15—
20 %,' толщиной 1,5—2,5 мм —
20—25 %,
толщиной
более
2,5 мм — 25— 30 % •
Величину
просвета
(So,
мм) между линейкой и ножом
оп ределяю т по формуле
S„
Растяжение
5
s ( 1 ------I
I
НЮ/
Величина
h0 определяет
высоту прижимной линейки
над ножом. Она д о л ж н а быть
а — при свободном резании; 6 — при л у ­
такой,
чтобы зона о б ж и м а
щении с обжимом
древесины находилась перед
лезвием ножа, в районе воз­
можного возникновения опереж аю щ ей-трещ ины . Обычно h0 ре­
комендуют в пределах (0,2—0,25) 5.
Угловые п арам етры прижимной линейки следующие. Д л я
станков ЛУ17-4: угол заточки |3i = 4 5 . . . 50°; угол об ж и м а си
(угол, образованный касательной к чураку и передней гранью
линейки) 5— 7°; угол наклона линейки Si равен сумме углов «|
и pi, угол меж ду ножом и линейкой сг=83 . . . 85°.
Д ля
станков 3VKKT: р, = 50 . . . 80°; си = 1 0 . . . 35°; а =
= 68 . . . 73°.
Типы лущильных станков. В зависимости от разм еров п ере­
рабаты ваем ы х чураков (длины и д иам етра) лущ ильны е станки
условно можно раздели ть на следующие группы: станки л е г ­
к и е — длина чураков U не более 900 мм, диаметр чураков d 4 не
более 700 мм; станки средние — 1Ч не более 1900 мм, d 4 не более
700 мм; станки тяж ел ы е — 1Ч более 1900 мм, d 4 более 700 мм.
З а рубежом (в США, Канаде, Японии, на Филиппинах) п р и ­
меняют сверхтяж елы е станки, на которых возможно разлущ ивать чураки длиной до 5000 мм и диаметром до 2000 мм. Н е ­
обходимость использования таких крупных станков вы зван а
спецификой и разм ерам и местных древесных пород. Н а этих
станках в ы рабаты в аю т шпон из дугласовой пихты, тика, кедра,
хемлока, красного дерева, которые имеют большие разм еры по
длине и диаметру.
В отечественной промышленности наиболее распространены
средние станки. О днако в связи с необходимостью выпуска
больш еформатной фанеры наметился переход к использованию
станков тяж елого типа, позволяю щих р азл у щ ивать чураки из
сосны, лиственницы длиной до 2500 и д а ж е 3200 мм.
Рис. 34. Распределение
в шпоне:
напряжений
( llff. 4 » 1! f .»*
. 1 V 0 .•
Л У 1 .' 1
.'1У1Г In
Длина ножа ч ч
Длина чурака, и м '
наибольшая
наименьшая
Диамегр чурака чм
наибольший
наименьший (кнраиллшш
900
1750
870
450
1700
1560
1650
1550
700
50
700
70
70П
70
Д | м м е т ]1 к ч л а ч к о и , м ч
45.
нпружиыл
6
о, 80
ПО
120
внутренних
Толщина шпона,
Ч исло
ТО Л Щ И Н
мм
0.6 -2 ,1 5
Ш ПШ 1.1
Частого врлщпшя шпнм.и*
ЛРЙ, мин - 1
( .корость. ММ 1
осевой подачи ш пш мелх
ускоренной подачи с > п порта
Габаритные размеры i l.mn.i
103
ПП.
"
65
2 —3.2
65
11>9.
'Л It.
" . » - 4.11
1Г ,
£М
.Vi
72
11— 1КГ.
80
3550
2090
1525
6250
3050
2750
1 1 150
—
—
ям
длина
ширина
вы сота
Масса, кг
■1110
5900
3400
2150
12 150
_ П р и м v ч j п п 'I I Пя базе с т а н к а . ' IYI7-4 гоздлм.! ли
5 »и« 1!нення ' г л а резлнич m.i «т.шке Л У17-4 Г
Таблица 35
. HV -
: Н V '»'
.•H V ||>2
.) V К К T.V-J 1 ftS
• V K K T io t" ;
1700
2000
2 (6 0
2650
1680
2 G50
1650
1350
1950
1650
2400
2100
2600
2300
1650
1230
25 Ю
2190 Н 3 0 0 )
750
70
750
75
750
85
750
85
750
70
800
85
110
НО
127
127
110
125
( ij
75
1
Ю
О
12
11 j —220
65
0 ,5 —3 8
30
0
65
'•.А - 5 . "
4*
.H V u i.
76
76
0 ,5 — 5 ,')
• '.о - 5 ;*
—
0 . 5 - 4.0
—
04». 80
120
130- ю г .
II —
150 . 2 0 0 .
.100
Д о 300
I К5
88
6400
1850
1810
11 200
—
___
12 100
м н и Л У Р 17-3 л у щ е н и я
—
—
—
21 0 00
-
6870
2100
1800
—
рубки
22 300
ч > р г и р о к к и u u io iid
'J. В е л м ч и и ч
В н астоящ ее время на фанерных и фанеро-мебельных пред ­
приятиях страны применяют самы е разнообразны е лущ ильны е
станки отечественного и зарубеж ного производства: ЛУ9, ЛУ9-2,
Л У 17-4, ЛУ17-10 (отечественные); 2HV66, 2HV78, 2HV96,
2HV102, 3VKKT66/L65, 4VKKT104/75 (финские) и некоторые
другие. Н а базе наиболее современных лущильных станков со­
зданы полуавтоматические линии лущ ения — рубки — у кл ад ки
шпона (ЛУР17-3, фирмы «Рауте» и д р .). Техническая х а р а к т е ­
ристика
применяемых
лущ ильны х
станков
п редставлена
в табл. 35.
Основные части лущильного станка — станина, два шпин­
дельных узла, суппорт, передаточные механизмы и система у п ­
равления. Кроме того, д ля большинства современных л у щ и л ь ­
ных станков обязательно наличие центровочно-загрузочного
устройства и механизма подж им а ка ран д а ш а. Д л я детального
ознаком ления с устройством лущильного станка и в заи м о д ей ­
ствием его частей рассмотрим станок ЛУ17-4.
Л у щ и л ь н ы й с т а н о к ЛУ17-4 предназначен д ля л у щ е ­
ния чураков длиной 1250— 1700 мм и диаметром до 700 мм. С т а ­
нок освещен двойными телескопическими ш пинделями и под­
жимным механизмом, позволяющим лущить чураки длиной
1560— 1700 мм при наименьшем д иам етре ка р а н д а ш а 70 мм.
Д л я лущения чураков длиной менее 1560 мм устанавливаю т
комплект простых шпинделей. При применении этих шпинделей
наименьший диаметр к а р а н д а ш а равен 90 мм.
Станок (рис. 35) состоит из станины 1, правого 3 и левого 2
шпиндельных узлов, суппорта 4, центровочно-загрузочного при­
способления 5, механизм а подж им а к а р а н д а ш а 6, главного при­
вода 7, гидропривода 8, привода д л я ускоренного перемещения
суппорта 9, коробки передач 10, воздухораспределителя 11,
пульта управления 12.
С т а н и н а станка представляет собой жесткую сварную
рам у из двутавровы х балок, на которой установлены две чугун­
ные бабки — п равая и левая. В рам е есть щель, через которую
в ы брасы вается к аран даш , оставш ийся после лущения. К б а б ­
кам на специально обработанны х плоскостях крепят чугунные
съемные нап равляю щ и е, по которым д виж утся ползуны 13 суп­
порта. Н а плоскостях нап р авл яю щ и х имеются д ва к а р м ан а, в к о ­
торых смонтированы ролики для см азки при движ ении ^по ним
ползунов.
Ходовые винты суппорта монтируют в специальных р а з ъ е м ­
ных корпусах, которые т а к ж е крепят к баб кам станка. Д л я у с ­
коренного подвода и отвода суппорта на левой б абке уста н о в ­
лен электродвигатель, соединенный ременной передачей со
шкивом соединительного валика, связанного через конические
колеса с ходовыми винтам и суппорта. В б аб к ах станка монти­
руют т а к ж е главный вал, на котором н асаж ен ы ведущие ш ес­
терни, передающ ие главное вращ ательное движ ение на шпин­
дели станка. Внизу на внутренних боковых плоскостях бабок
120
Рис. 36 Правый шпиндельный узел лущильного станкл
закреплены
гидравлические
цилиндры следящей системы
подж им а ч у рака при лущении.
Шпиндельные
узлы
с т а н к а предназначены для
з а ж а т и я ч ур ака с торцов и
сообщения ему вращ ательного
движ ения (рис. 36). П равы й
узел
состоит
из стальной
гильзы
1,
смонтированной
в правой бабке на сфериче­
ских роликовых подшипниках
3 и 5, наружного пустотелого
шпинделя
2,
внутреннего
шпинделя 4, корпуса 6, в ко­
тором в свою очередь смонти­
рованы подвижные в осевом
направлении
подшипниковые
узлы 7 и 8, гидроцилиндра 9
для
осевого
перемещения
р ис 3 7 М еханизм подж им а каранвнутреннего шпинделя и гиддата
роцилиндра 10 д ля осевого пе­
ремещения наруж ного ш пинделя при помощи рычагов 12. Н а
гильзу 1 н аса ж е н а шестерня 14, получаю щ ая вращ ение от ш е­
стерни главного вала, и звездочка 15, пер ед аю щ ая вращение
на сменные шестерни гитары подач и д ал ее на суппортные
винты. Н а концах наруж ного и внутреннего шпинделей з а к р е п ­
лены кулачки 16 и 17. Соединения шпинделей меж ду собой,
а т а к ж е наруж ного шпинделя 2 с гильзой 1 шлицевые: При з а ­
ж и м е и освобождении ч у р ака подшипниковые узлы 7 и 8 пере­
мещ аю тся вместе со ш пинделями в осевом направлении. С ко л ь­
зящ ие ш п он ки ' 11 и 13 препятствуют вращению наружного
кольца подшипников.
С у п п о р т станка предназначен д ля крепления на нем и пе­
ремещения лущильного ножа, прижимной линейки, подрезных
ножей. При лущении происходит автоматическое изменение
(уменьшение) угла резания, что в определенных пределах необ­
ходимо д ля улучшения качества шпона. Д ости гается это с по­
мощью дополнительных наклонных направляю щ их.
Ц е н т р о в о ч н о - з а г р у з о ч н о е у с т р о й с т в о (Ц З У )
служ ит д ля загрузки, п одъема и центровки чураков и состоит
из двух чугунных стоек, которые крепят к рам е и баб кам с т а ­
нины. На стойках смонтированы системы шестерен и зубчатых
секторов, которые при помощи пневмоцилиндров и системы р ы ­
чагов передают движение на стальные клешни-вилки, подни­
маю щ ие чурак до уровня оси шпинделей.
М е х а н и з м п о д ж и м а чурака
(рис. 37)
предназначен
д ля устранения прогиба ка р а н д а ш а 6 под действием сил р е з а ­
ния. М еханизм состоит из чугунной поджимной б алки 1, шар123
тшрно установленной на пустотелом вал у 2, двух пар п о дж и м ­
ных роликов 5, гидроцилиндра 4 д л я ускоренного перемещения
роликов, установленного на стальной сварной б ал ке 3, и устр ой ­
ства д ля регулировки синхронности движ ения суппорта с но­
ж ом и поджимных роликов. Б ал к а с поджимными роликами пе­
редвигается при помощи гидроцилиндров, смонтированных на
внутренних поверхностях шпиндельных бабок.
Главный привод станка служ ит для обеспечения в р а щ а т е л ь ­
ного движ ения шпинделей и рабочего поступательного д в и ж е ­
ния суппорта. Он состоит из электродвигателя, передающего
1 2
3
вращ ени е через клиноременную передачу и электромагнитную
муфту на главный вал. Д л я тормож ения предусмотрен колодоч­
ный тормоз.
Г и д р о п р и в о д служ ит д ля осевого перемещения шпинде­
лей при за ж и м е и освобождении ч у рака и д ля перемещения под­
жимной балки с роликами. Кроме того, гидросистема обеспе­
чивает подачу м асла д ля охлаж ден и я электромагнитной муфты
и д л я централизованной смазки подшипников и шлицевых сое­
динений шпинделей. Гидропривод состоит из бака, заполненного
маслом, двух лопастных насосов с электродвигателям и и а п п а ­
ратуры управления гидросистемой (рис. 38).
Скорость хода внутренних 2 левого и правого шпинделей
д о л ж н а быть одинаковой; для этого ее регулируют при помощи
гидродросселей 12 с регуляторами. П одводят внутренние шпин­
дели к чураку ускоренно, так как обе секции сдвоенного л о п а с т ­
ного насоса 16 раб отаю т одновременно. В момент в резания ку ­
лачков внутренних шпинделей в ч урак давление в системе по­
.124
выш ается и насос высокой производительности через разд ел и ­
тельную панель с гидродросселями 17 начинает работать на
слив. Последующ ее внедрение в ч урак кулачков внутренних
шпинделей происходит на малой скорости и при помощи только
насоса низкой производительности. При последующем повы ш е­
нии д авл ен ия ср а баты в ает регулятор д авл ен ия 13 внутренних
шпинделей 2, который д ает импульс на отключение эл е к т р о м а г­
нитных гидрораспределителей з а ж и м а внутренних шпинделей и
на включение электромагнитного гидрораспределителя 15 з а ­
ж и м а н ар уж н ы х шпинделей 1. При этом масло в цилиндрах 3
внутренних шпинделей зап и рается и внутренние шпиндели
ж естко з а ж и м а ю т чурак. Гидроцилиндры 4 н аруж н ы х шпинде­
лей работаю т от одного гидрораспределителя 15. Регулятор д а в ­
ления, 14 д ает импульс на отключение электром агни та н а р у ж ­
ных шпинделей.
П одж и м н ы е ролики 7 т а к ж е имеют ускоренное и рабочее ( з а ­
медленное) перемещение. П ри лущении ч урака до д иам етра
155 мм сраб а ты в ае т путевой переключатель, который д ает им­
пульс на электромагнит гидрораспределителя 11 ускоренного
опускания поджимной б алки 5. М асло подается в гидроци­
линдр 6 поджимного устройства непосредственно от насоса 16.
При опускании балки суппорт упирается в штоки цилиндров 8
следящей подачи и масло из них вытесняется в верхнюю по­
лость гидроцилиндра поджимной балки. П ри этом ниж няя по­
лость цилиндра поджимной б алки через гидрораспределитель 9
ускоренного опускания соединяется со сливным отверстием. С ко ­
рость опускания б алки регулируется гидродросселем 10. Когда
подж имные ролики достигаю т поверхности чурака, ср абаты в ает
путевой переклю чатель, который д ает импульс на э л е к тр о м а г ­
нит гидрораспределителя 11. Г и дрораспределитель ускоренного
опускания зан и м ае т среднее положение. П р и этом система ц и ­
линдры следящей подачи — цилиндр подж им а становится з а м к ­
нутой, и в верхнюю полость гидроцилиндра 6 подж им а масло
может поступать только из гидроцилиндра 8 следящей подачи.
Т ак ка к п лощ адь поршня цилиндра подж им а равна сумме пло­
щадей двух поршней цилиндров следящей подачи, ход поршня
цилиндра подж им а будет равен ходу поршней цилиндров сл ед я ­
щей подачи. С ледовательно, перемещение подж имны х роликов
равно ходу суппорта. Чтобы следящ ее устройство обеспечивало
постоянное д авление поджимных роликов на чурак, необходимо
исключить возм ож ны е утечки м асл а во всей системе.
В дальнейш ем при лущении чурака до д и ам етра 120 мм с р а ­
баты вает путевой переключатель, который д ает импульс на
электромагнит гидрораспределителя 15 р а зж и м а наруж ны х
шпинделей 1. П ри уменьшении диам етра ч урака до 70 мм с р а ­
баты ваю т переключатели, д аю щ и е импульс на р а зж а т и е внут­
ренних шпинделей и подъем прижимной балки.
Привод ускоренного перемещения суппорта предназначен
для быстрого подвода суппорта к поверхности вращ аю щ егося
125
чурака в начале лущения и быстрого отвода в исходное поло­
ж ение после заверш ения лущения. Он состоит из э лектрод ви га­
теля, клиноременной передачи, двух пар конических колес, суп­
портного в ал а и ходовых суппортных винтов.
К оробка подач предназначена д л я изменения скорости р а б о ­
чего дви ж ени я суппорта на один оборот шпинделей д л я полу­
чения требуемой толщины шпона. М еханизм подач монтируют
в чугунной коробке. Он состоит из двух валов и гитары д ля у с ­
тановки сменных шестерен. Н а одном из валов см онтирована
зуб чатая двусторонняя муфта, с л у ж а щ а я д ля включения р аб о ­
чей и обдирочной подач; имеются три цепные передачи. В кл ю ­
чают и вы клю чаю т подачу вручную специальной рукояткой или
автоматически при помощи электромагнита, смонтированного
в коробке.
Коробку подач крепят сзади правой бабки станка. Она имеет
запираю щ ую ся дверцу для ограж дения сменных шестерен. Со
станком поставляю т комплект сменных шестерен с числом
зубьев 16, 18, 20, 22, 24, 28, 30, 32, 36, 72.. Кроме того, по осо­
бому з а к а з у мож ет быть поставлен дополнительный комплект
сменных шестерен с числом зубьев 17, 19, 21, 23, 25, 27, 31.
В зависимости от установки тех или иных сменных шестерен
получают различные подачи суппорта на один оборот шпинде­
лей и, следовательно, различную толщину шпона в п ределах от
0,2 до 3,2 мм; число значений толщины — 65.
В оздухораспределитель служ и т д л я подачи воздуха в пнев­
моцилиндры центровочно-загрузочного приспособления, п одъ­
ема траверсы прижимной линейки и дополнительного изменения
степени об ж и м а шпона. Д л я подачи чурака в станок т ак ж е
применяют сж аты й воздух.
Т аким образом, при работе лущильного станка ЛУ17-4 все
его рабочие органы совершают взаимно связанны е в определен­
ной последовательности движ ения. Все эти движ ения обеспечи­
ваются электрическими, гидравлическими и пневматическими
приводами. Д л я ознакомления с взаимодействием отдельных
узлов и частей рассмотрим кинематическую схему станка
(рис. 39).
За грузчи ком 1 ч урак подается в зону действия в и л ок -зах в а­
тов центровочно-загрузочного приспособления. Загр узчи к совер­
шает возвратно-поступательное движ ение при помощи пневмо­
цилиндра 2 двустороннего действия. З а х в а т а м и 3, 4, 5 и 6, при­
водимыми в движ ение от пневмоцилиндров 7 и 8, через ш е­
стерни 9, 10, 11 я 12 и зубчатые секторы 13, 14, 15 и 16 проис­
ходит центровка чурака. После установки относительно оси в р а ­
щения чурак автоматически заж и м а е т с я сначала внутренними
17, 18, а затем н аруж н ы м и 19, 20 шпинделями. Осевое д в и ж е ­
ние обеспечивается гидроцилиндрами 21, 22, 23 и 24. Первые
два перемещают внутренние шпиндели, вторые— наружные. Д л я
возврата захватов в исходное положение после центровки чу­
рак а с л у ж а т пружины 25 и 26.
126
Шпиндели и чурак вращ аю тся от электродвигателя 27 г л а в ­
ного привода через клиноременную передачу 28, э л ектр ом аг­
нитную муфту 29, главный вал 30 и две зубчатые передачи
с косозубными шестернями 31, 32, 33. Д л я быстрого подвода
суппорта к в ращ аю щ ем уся чураку служ и т специальный м е х а­
низм ускоренной подачи, состоящий из электрод ви гателя 34,
клиноременной передачи 35, в а л а 36, двух конических пар 37
и 38 и суппортных винтов 39, 40. При ускоренном движении
суппорта происходит автоматический подъем (малый отброс)
траверсы прижимной линейки при помощи пневмоцилиндра (на
схеме не показан).
Поворотом рукоятки 41 влево или вправо к у л ач ко в ая муфта
42 может быть введена в зацепление либо с пустотелым валом
43, либо с пустотелым валом 44. В первом случае вклю чается
обдирочная подача суппорта, во втором — рабочая. Происходит
это следующим образом. П р а в а я шпиндельная гильза через з а ­
крепленную на ней звездочку и втулочно-роликовую цепь пере­
д ает вращ ение звездочке 45 и в ал у 46. Д а л е е вращ ение п ереда­
ется одновременно через цепную передачу 47 на пустотелый вал
43 и через шестерни 48, 49, 50 и 51 на пустотелый вал 44. П у ­
стотелые валы 43 и 44 свободно вращ аю тся относительно вала
52, на скользящ ей шпонке которого посаж ена к у л ач ко в ая муфта
42. Она и обеспечивает сн ач ал а включение обдирочной подачи,
а затем — рабочей. По окончании обдирки полость цилиндра
(на схеме не п оказан) соединяется с атмосферой, и приж им ная
линейка под действием собственного веса опускается в исход­
ное положение, чем обеспечивается требуемый обжим во время
рабочей подачи суппорта.
Э лектромагнит 53 служит д ля автоматического перевода
кулачковой муфты 42 в нейтральное положение и прекращ ения
рабочей подачи суппорта. Степень обж им а шпона изменяется
при помощи пневмоцилиндра (на схеме не п о каза н ). Он пово­
рачивает эксцентриковый вал, на который опирается траверса
прижимной линейки, и изменяет таким образом горизонтальный
зазор меж ду лезвием ножа и нажимной кромкой линейки.
П одж имны е ролики 5 (см. рис. 37) поднимаются и опуска­
ются при помощи гидроцилиндра 4. Постоянство д авл ен ия под­
ж и м а ч урака роликами обеспечивается подачей м асла в гидро­
цилиндр из двух гидроцилиндров 54 и 55 (см. рис. 39) сл ед я ­
щей подачи, штоки и поршни которых п ерем ещ аю тся под
воздействием движ ущ егося суппорта. Ш естерни 48, 49, 50 и 51
коробки подач — сменные, что позволяет вы рабаты вать шпон
различной толщины.
Говоря о толщине лущеного шпона, нельзя не ск азать о воз­
можном способе лущения, основанном на принципе коп и рова­
ния. Сущность способа зак л ю ч ается в том, что в отличие от
обычного способа лущения, при котором толщ ина шпона опре­
деляется нормированием скорости перемещения суппорта (за
счет установления требуемого передаточного числа в коробке
128
подачи), он основан на применении силового зам ы к ан ия си­
стемы ч урак — суппорт при помощи гидроцилиндра. При этом
оцилиндрованный ч урак выполняет роль копира; в качестве ко ­
пировального органа (и одновременно прижимного) используют
обычную прижимную линейку или вращ аю щ и йся ролик. Т о л ­
щина шпона и степень его о б ж и м а определяю тся ориентацией
линейки или ролика относительно н о ж а и величиной усилия по­
дачи суппорта, вызы ваю щ его некоторую деф орм ацию древесины
копировальны м органом.
Н аиболее целесообразны м способом создания постоянного
усилия стало применение гидравлики, обеспечивающей дости­
ж ение ка к требуемой величины усилия подачи, так и скорости
перемещения суппорта в широком диапазоне.
К опировальны й
способ имеет некоторые преимущества
перед обычным способом лущения: упрощ ается конструк­
ция лущильного станка, сниж ается его металлоемкость. Н е ­
достатком является необходимость предварительной оцилиндровки ч у рака и применения высокоточной регулирующей
системы,
обеспечивающей
получение
требуемой толщины
шпона.
Д л я лущ ения короткомерных чураков длиной 450— 870 мм
и диам етром до 700 мм, а т а к ж е д ля долущ ивани я карандаш ей,
оставш ихся после разл у щ иван и я чураков больших размеров
(/= 1 3 0 0 , 1600, 1900 мм), применяют м алы е лущ ильны е станки
модели ЛУ9-2. Центровочно-загрузочное устройство станка
имеет пневматический привод д ля загрузки и центровки ч у р а­
ков диаметром 150—700 мм. Если станок используют д ля д о л у ­
щ ивания каран даш ей , на нем монтируют ручное приспособле­
ние, позволяю щ ее центрировать ка р ан д а ш и диаметром 90, 110
и 130 мм. Конструктивно станок значительно проще, чем станки
среднего типа.
П ри лущении шпона обычной толщины вклю чаю т одну из
шестерен коробки Нортона. Д л я получения микрош пона т о л ­
щиной 0,053—0,275 мм дополнительно вклю чаю т планетарный
механизм коробки подач. Д о лущ иван и е ведут до диам етра к а ­
ран д аш а 50 мм. Н а этом станке выход шпона выше, чем на
станках с двойными телескопическими ш пинделями типа ЛУ17-4
и «Рауте». К н едостаткам станка относятся дополнительные
трудовые за т р а ты на р азрезку длинных ка р ан д а ш ей на отрезки
длиной 800 мм, повторную установку отрезков в малом л у щ и л ь ­
ном станке и др.
С т а н к и 2HV66, 2HV78, 2HV96, 2HV102 во многом схожи
со станкам и ЛУ17-4, но, ка к правило, имеют большие размеры.
С танки новых моделей 3V, 4V, 5V, 6V имеют определенные кон ­
структивные особенности. П р е ж д е всего, обозначения 3V, 4V,
5V, 6V являю тся сокращ енны ми и не о тр а ж а ю т полностью кон ­
структивных особенностей лущ ильны х станков. Полное о б о зн а­
чение станка, кроме цифры, определяю щей номер модели и
стоящей перед буквой V (лущ ильны й), вклю чает в себя и другие
129
буквенные п цифровые индексы, например, 3VKKT66/L65;
4VKKT104/L75; 5V H R 1 04/L 110.
Б уква К обозначает, что в станке имеется двойной телеско­
пический гидравлический шпиндель. Д в е буквы (К К ) означают,
что оба шпинделя — и правый и левый — двойные телескопи­
ческие гидравлические. Буква Т указы в ает на наличие в станке
подпорного роликового устройства для д олущ ивани я к а р а н ­
д аш а до минимального р азм ера. Б уква Н обозначает, что
в станке имеется одппарный гидравлический шпиндель (НН
говорит о наличии двух аналогичных шпинделей). Б у кв а R
обозначает, что в станке имеется винтовой, опорный шпиндель
(с одной стороны), устанавли ваем ы й вручную при помощи м а ­
ховичка.
Ц и ф р а в числителе дроби, сто ящ ая после буквенных индек­
сов (в наших примерах: 66 и 104), обозначает максимальную
длину чурака (в д ю й м ах), который можно лущить на данном
станке. Ц и ф р а в знам енателе дроби (в наших примерах: 65
и 75) обозначает д иам етр кул ач ка внутреннего (малого) шпин­
деля.
Станок ЛУ17-10 в отличие от всех других станков, ка к оте­
чественных, т ак и финских, имеет наиболее совершенное цен­
тровочно-загрузочное устройство (Ц З У ), принцип работы кото­
рого (по четырем точкам) обеспечивает более точную цен­
тровку чураков в станке, а тем самым и более высокий выход
делового шпона.
С овершенствование оборудования д л я получения лущеного
шпона связано с введением перспективных новшеств, которые
найдут применение в будущих моделях лущ ильны х станков.
1. А в том атизаци я выполнения операций, связанны х с л у щ е­
нием каж дого чурака. Это автом атизаци я: ускоренного отвода
суппорта на оптимальное расстояние от оси шпинделей, соответ­
ствующее диам етру очередного, подлеж ащ его лущению чурака;
ускоренного подвода суппорта к вращ аю щ ем уся чураку с авто­
матическим переключением ускоренной подачи на рабочую (об­
дирочную) ; н аклеивания клеевой ленты на торцовые кромки
шпона (для предотвращ ения об разован ия трещ ин); удаления
мусора (прочистки зазо р а ) м еж д у ножом и прижимной линей­
кой; з а м е р а объема чурака; центровки ч урака с применением
светового луча и т. д. Выполнение этих операций мож ет быть
осуществлено с применением промышленных манипуляторов-роботов, которые в настоящ ее время внедряются во многие от­
расли народного хозяйства страны.
2. Л ущ ение с осцилирующим движением нож а (или шпин­
делей), обеспечивающее возможность получения высокого каче­
ства шпона больших толщин (более 4 мм).
3. Л ущ ение с получением с одного чурака последовательно
двух значений толщины шпона: в начальный период (с перифе­
рийной зоны) — тонкого (1 — 1,5 мм) и более качественного, з а ­
тем толстого (2,2— 2,8 м м ), менее качественного, из зоны л о ж ­
130
ного ядра. Изменение толщины автоматически сопровождается
соответствующим изменением величины степепи обжима шпона.
4. О цилиндровка чурака дополнительно установленными на
лущильном станке ножевыми головками, обеспечивающими о д ­
новременное получение из периферийной зоны чурака (зоны
рванины) высококачественных древесных частиц, используемых
цля производства древесностружечных плит.
5. С оздание лущ ильны х станков с четырьмя парам и шпин­
делей и с двум я ножевыми суппортами, что позволит осущ ест­
вить многопозиционную обработку ч урака (центровку, оцилинцровку, лущение, удаление ка р а н д а ш а ) и сократить д л и те л ь ­
ность цикла и т. д.
Наладка лущильных станков. В а ж н а я операция наладки —
установка лущильного нож а заклю чается в следующем. З а т о ­
ченный, направленный и выверенный нож вставляю т между
подушкой ножевой траверсы и прижимными клиньями. З атем
опускают нож тыльной кромкой на опорные винты и п одтя­
гивают крепежные болты настолько, чтобы нож слегка был
поджат. Обычно подтягиваю т не все болты, а два-три. После
этого крайними опорными винтами регулирую т высоту h л е з ­
вия ножа.
Измерение высоты h производится при помощи высотомера
конструкции Андрезена (рис. 40). Прибор состоит из уровня
1 и выдвижной ножки 2. Стержень ножки перемещается в осе­
вом направлении внутри цилиндра 3 с делениями при помощи
установочного винта 4 с головкой, подвижно связанной с ци­
линдром. Н а верхней части стержня выдвижной ножки 2 п ре­
дусмотрена поперечная риска, у к а зы в аю щ ая на м и ллим етро­
вой ш кале цилиндра вертикальное расстояние Я конца ножки
от опорной (нижней) плоскости уровня.
Прибором пользуются следующим образом. Корпус уровня
кладут на выдвинутый шпиндель 5, следя за тем, чтобы ко р ­
пус л е ж а л на цилиндрической поверхности шпинделя, но не
на шлицевой канавке. Н о ж к у 2 осторожно ставят на лезвие
нож а 6. З а тем установочным винтом 4 приводят корпус высо­
томера в горизонтальное положение и по делениям на цилин­
дре 3 и на головке винта 4 отсчитывают величину выдвиж ения
ножки 2 из корпуса высотомера Я. Высоту установки ножа
/г (мм) относительно оси шпинделей определяю т по формуле
h = - ( d / 2 ) — Я, где d — д иам етр шпинделя (зам еряю т штанген­
циркулем). Если высота h будет иметь зн ак плюс, это п о к а ­
зывает, что нож установлен выше оси шпинделей, а если ми­
нус — ниже ее.
При измерении высоты /г лезвие лущильного н ож а долж но
находиться от оси шпинделей на расстоянии, равном половине
диаметра ч урака средней величины. Это расстояние опреде1яют по делениям, нанесенным на боковой поверхности к ор­
пуса прибора. После выверки одного конца нож а прибор пе­
реносится на другой конец, который точно таким же способом
131
Рис. 40.
Высотомер
А. В. Лпдрезеиа
конструкции
Рис. 41. Устройство для
нож а в лущильном станке
7
6
установки
А
ж .
т
«
Ч
--------------- и ~
W
3
Г
4
-
ф
----------- W
о
^
в
------------------------ U
*
S
Рис. 42. О пределение задн его угла а
Рис. 43. И змерение угла наклона наклономером конструкции В. П. Банко
устанавл и ваю т относительно второго шпинделя. З атем при­
бор опять переносят к первому шпинделю, и т ак до тех пор,
пока не будет достигнуто правильное положение н о ж а относи­
тельно обоих шпинделей. П осле этого нож окончательно з а ­
крепляю т на суппорте крепежными приж имными болтами,
а все опорные винты подверты вают до касания их с тыльной
кромкой ножа. Во избеж ан и е влияния з а в а л а концов нож а на
точность установки следует н ож ку прибора ставить на лезвие
нож а на расстоянии 40—50 мм от его концов.
В лущ ильны х станках финской фирмы «Рауте» нож у с т а ­
н авливаю т при помощи специальной кассеты (рис. 41). З а т у ­
пившийся нож 1 вместе с кассетой 2 снимают со станка, затем
вынимаю т из кассеты и затачи ваю т на обычных нож еточиль­
ных станках. Заточенный нож вновь устан авл и в аю т в кассету
2 и регулируют его положение в кассете с помощью регулиро­
вочных винтов 3. Точность установки проверяю т скобой 6 с ин­
дикатором 7. П осле регулировки нож в кассете крепится в ин ­
тами через отверстия 5, а саму кассету крепят к ножевой т р а ­
версе при помощи болтов через отверстия 4. Применение к а с ­
сеты
позволяет сократить требуемое на установку ножа
время и, следовательно, способствует повышению производи­
тельности лущильного станка.
Н ачальны й угол резания б устан авл и в аю т в соответствии
с задним углом ы (рис. 42), который определяю т из р ав ен ­
ства
а = $ — ( ± s),
где е — дополнительный угол между касательной СР к чураку
и вертикалью СМ, проходящими через точку резания, опреде­
ляю т по табл. 36 (для 5 = 1,5 мм) в зависимости от п оло ж е­
ния ножа по высоте h и радиуса ч урака г:
tg е = (S /2 я + A ) /V г2 — А2 ,
здесь S — толщ ина шпона; h — высота л езвия нож а; г — р а ­
диус лущения (ч у р ак а ); €— угол, образуем ы й задней гранью
нож а с вертикалью , проходящей через лезвие (точку резани я).
В практике угол О — иногда н азы ваю т углом н аклон а нож а
к вертикали.
Таблица 36
Углы с при высоте ножа h
Радиус
ч у р ак а, мм
50
100
150
200
300
- 1 .0
—0.5
0
+ 0 .5
+1.0
+2,0
— 0 °5 2 '
— 0 °2 6 '
— 0 °1 7 '
— 0 °1 3 '
— 0 °0 9 '
— 0 °1 8 '
+ 0°16'
+ 0°08'
+ 0°06'
+ 0 °0 4 '
+ 0°03'
+ 0°5Г
+ 0°25'
+ 0°17'
+ 0°13'
+ 0°08'
+ 1°25'
+ 0°43'
+ 0°28'
+ 0 °2 1 '
+ 0°14'
+ 2°34'
+ 1°17'
+ 0°5Г
+ 0°38'
+ 0 °2 6 '
— 0 °0 9 '
— 0 °0 6 '
— 0 °0 4 '
— 0 °0 3 '
133
Угол 'O’ — измеряется специальным прибором — накл о н ом е­
ром конструкции Б ан ко (рис. 43). Д л я этого корпус прибора
1 п риклады ваю т к задней грани ножа стороной, на которой
написано: «К ножу». Уровень 3 сектора 2 поворачиваю т в го­
ризонтальное положение. На секторе имеется риска-указатель,
против которой на ш кале корпуса прибора определяю т д е л е ­
ние, показы ваю щ ее величину угла О. При вертикальном поло­
жении корпуса наклономера риска сектора совпадает с н уле­
вым делением на шкале. Если риска смещена от нуля в сто-
1
8
Рис. 44. О пределение просвета м еж ду нож ом и линейкой и высоты линейки
над ножом:
а — измерение
просвета клиновидным щупом; б — плоским щупом;
соты линейки над ножом; 1 — щ уп; 2 — нож; 3 — линейка; 4 — клин
в —измерение
вы­
рону ножа, то угол $ положительный, если же в противопо­
ложную сторону, угол отрицательный. П од ставл яя углы е и д
в приведенное выше равенство, находят значение заднего
угла а.
На станках отечественного производства требуемый угол а
в начале лущения устанавл и ваю т поворотом эксцентрикового
валика. При этом суппорт долж ен быть отведен от шпинделей
на расстояние, соответствующее максимальному радиусу ч у р а ­
ков, предназначенных для лущения.
П оложение прижимной линейки относительно нож а опреде­
ляется величиной просвета S 0 м еж д у нажимной кромкой л и ­
нейки и передней гранью ножа и высотой ft0 нажимной кромки
линейки над лезвием ножа (рис. 44). П риж имную линейку
устан авл и в аю т следующим образом. П редварительно о с л а б ­
ляю т или снимают за тя ж н ы е клинья и выверты ваю т до к р а й ­
него полож ения установочные винты. З а тем линейку вводят
в паз траверсы, слегка зак р еп л яю т затя ж н ы м и болтами и ре­
134
гулируют относительно лезвия ножа установочными винтами,
опорными винтами, а т а к ж е механизмом поворота траверсы.
Установочными винтами линейку перемещ аю т к лезвию нож а
так, чтобы о ставался требуемый просвет SoД л я измерения просвета So применяют пластинчатые щупы
или специальный клиновидный щуп конструкции Ш тамм а.
П ластинчаты е щупы подбираю т таким образом, чтобы они
плотно входили в зазор меж ду ножом и линейкой и прилегали
к передней грани ножа. Л инейка д о л ж н а быть установлена
так, чтобы щупы одинаково плотно входили в зазор по всей
длине. Д л я измерения просвета So при помощи клиновидного
щупа (рис. 44, а) торец рамки щупа упирают о режущую
кромку ножа, а плоскость клипа п риклады ваю т к передней
грани ножа. Отсчет производят на шкале, нанесенной па
рамке.
Высоту линейки над ножом h0 изменяют при помощи опор­
ных винтов, а измеряю т ее специальными калиброванны ми
пластинками или щупом. Д л я измерения высоты h0 нажимной
кромки прижимной линейки над лезвием ножа подбирают
пластинку соответствующей толщины. З а тем пластинку в став ­
л яю т между ножом и линейкой (рис. 44, б). Если пластинка
расположена горизонтально, это значит, что высота линейки
над ножом h 0 соответствует толщине пластинки. Если свобод­
ный конец пластинки ее опущен вниз, h0 больше толщины п л а ­
стинки. Если ж е он приподнят вверх, h0 меньше толщины п л а ­
стинки. В верты вая или выверты вая опорные винты, д о б и в а­
ются такого положения, при котором пластинка по всей длине
зазо ра зан и м ает горизонтальное положение.
Д л я получения требуемой ширины ленты шпона необхо­
димо правильно установить и отрегулировать подрезные ножи.
Д л я этого ослабляю т крепежные болты и перем ещ ают колодки
пож едерж ателей таким образом, чтобы расстояние между ними
точно соответствовало (допускаемая погрешность ± 4 мм) з а ­
данной ширине ленты шпона. Расстояние измеряю т линейкой.
Д л я измерения у гла заточки ножей и линеек применяют у гл о ­
мер конструкции Банко. Этим же прибором можно измерять
угол обжима ai и угол между ножом и линейкой а. Д л я и зм е­
рения толщины лущеного шпона применяют циферблатные
толщиномеры и винтовые микрометры.
Следует отметить, что имеющиеся в специальной л и т е р а ­
туре [27, 41] рекомендации относительно установки нож а и л и ­
нейки требуют уточнения, так как в отдельных случаях они
разноречивы и недостаточно обоснованы. Кроме того, эти р е ­
комендации учитывают условия лущения чураков до диаметра
ка р а н д а ш а 100— 110 мм, в то время к а к на большинстве со­
временных лущ ильны х станков лущение ведут до д иам етра
ка р ан д а ш а 65— 75 мм.
Так, требование ставить лезвие нож а на различной высоте
для чураков диаметром менее и более 300 мм нельзя считать
135
достаточно обоснованным. Если учитывать это требование, то
на станке с горизонтально установленными дополнительными
нап равляю щ и м и чураки диаметром более 300 мм следует долущ ивать до минимального д и а м етр а к а р а н д а ш а (65— 75 мм)
при меньших значениях заднего угла «, чем чураки диаметром
менее 300 мм. В свою очередь, на том же станке, но с н акл он ­
ными дополнительными нап равляю щ и м и с уклоном в сторону
шпинделей под углом 1°30' и 3° чураки диаметром более
300 мм следует долущ ивать, наоборот, при больших значениях
заднего угла, чем чураки диаметром менее 300 мм. Такое и з­
менение условий лущения трудно объяснить с позиций у к а з а н ­
ных литературны х источников.
При лущении чураков на современных лущ ильны х станках
с телескопическими ш пинделями до минимального д иам етра
ка р а н д а ш а 6 5 --7 5 мм и при соблюдении имеющихся указаний
по настройке угловых парам етров ножа, задний угол к концу
процесса лущ ения во многих случ аях достигает отрицательных
значений, несмотря на то, что в этих ж е источниках предел
уменьшения заднего угла установлен + 0°30'. Так, если лущить
шпон толщиной 2 мм из чураков диаметром более 300 мм на
станках с горизонтально установленными дополнительными н а ­
правляю щ ими при положении лезви я н ож а по высоте h = + 1 мм
и заднем угле а = + 0°45' при диам етре лущ ения 240 мм, то з а д ­
ний угол достигает наименьшего допускаемого значения
+ 0°30' у ж е при д иам етре лущ ения 170 мм и в дальнейш ем
уменьш ается до 0° при д иам етре лущения около 110 мм и
д а ж е до — 1°06' при диаметре лущения 60 мм.
Реком ен дуем ая настройка лущ ильны х станков с у станов­
кой дополнительных наклонных нап р авл яю щ и х под углом
1°30' или 3° и при положении лезви я нож а по высоте соответ­
ственно равном — 1 мм и — 1,5 мм обычно приводит к недопу­
стимому увеличению заднего угла а к концу лущ ения (когда
диаметр к а р а н д а ш а становится меньше 80 мм).
У казанны е неточности, а т а к ж е сложность осуществления
имеющихся указан ий по установке угловых и линейных п а р а ­
метров нож а применительно к современным лущ ильны м стан­
кам побудили ученых пересмотреть эти рекомендации. Так,
в работе [22] пред лагается принципиально новый метод по
сравнению с существующим. Д л я упрощения и ускорения по­
лучения н адеж ны х и точных результатов установки н ож а р е­
комендуется: наклон дополнительных направляю щ их, п олож е­
ние л езвия н о ж а по высоте, угол поворота эксцентрикового
в ал а (для станков ЛУ17-4) или расстояние от основных до д о ­
полнительных
наклонны х
н ап рав л яю щ и х
(для
станков
3VKKT66/L65) вы бирать по предварительно составленным г р а ­
фикам д виж ения н о ж а в зависимости от заданного изменения
заднего угла или угл а резания в процессе лущения;
контролировать не задний угол, а выбранный угол пово­
рота эксцентрикового в ал а (для станков ЛУ17-4) или рассто136
Янне от основных до дополнительных наклонных н аправляю ­
щих (для станков 3V K K T66/L 65).
К онтроль правильности установки угловых п арам етров л у ­
щильного но ж а по предлагаем ом у методу прост и не требует
больших за т р а т времени, особенно при постоянном значении
угла заточки нож а, однако он не исклю чает возможности д о ­
полнительного контроля изменения заднего у гла в процессе
лущения при помощи наклоном ера Банко.
6.2 Р У Б К А Л Е Н Т Ы Ш П О Н А НА Ф О Р М А Т Н Ы Е Л И С Т Ы ,
УКЛАДКА ШПОНА И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
При выходе из лущильного станка лента шпона рубится на
листы определенной ширины. Кроме того, выполняется при­
рубка кускового шпона на полосы максим ально возможной
ширины. Р а з м е р (ширину) листа сырого шпона устанавл и ваю т
с учетом требуемой ширины сухого шпона Ьсух и величины
припуска на усушку bQhip= (6сух100)/(10 0— Ут), где Ут — тангентальная усуш ка шпона, % (колеблется в пределах 6—9 % ) .
Д л я рубки ленты шпона на листы и прирубки кускового
шпона применяют специальные станки, н азы ваем ы е н ож н и ­
цами. К лассиф икация применяемых ножниц по способу в к л ю ­
чения (управления) и типу привода д ан а в табл. 37. Ножницы
механические с электрическим приводом и с кнопочным или
педальным управлением в настоящ ее время сохранились на
отдельных заводах. Н ож ницы автоматические, имеющие н а и ­
большее применение, можно классифицировать по принципу
действия у з л а резания: узлы резания гильотинного типа с ж е ­
стким контрножом (на нож ницах НЧ, Н Ч М и д р .); узлы р е з а ­
ния ударного типа с контрножом из эластичного м атери ал а
(на нож ницах APL, НФ18-3, роторных и др.). Схемы р а зл и ч ­
ных узлов резания и зображ ен ы на рис. 45.
Таблица 37
К ла сси ф и каци я иожпиц
М арка
но способу вклю чения
по ти п у привода
Н е автоматические
(педальные;
кнопочные)
М еханические с эле­
ктрическим
приво­
дом
Пневматические
Автоматические
Примечание.
пускаются.
Гидравлические
Пневматические
Автоматические
Н Ф -5, Н Ф - 6 (СССР);
ляндия)
KL - 6 8 (Ф ин­
Н Ф 10-2, НФ 18-2 (СССР); P L - 6 6 ,
PL-39
H L - 6 6 (Финляндия)
Н Ч , НФ 18, Н Ф 18-3 (СССР);
A P L - 6 8 , A P L -78, APL-98, A P L -108
(Финляндия)
роторные
ножницы
серийно
не
вы­
137
П олуавтоматические и автоматические ножницы в к л ю ч а­
ются при помощи концевых электрических датчиков, ф отоэле­
ментов или датчиков с радиоактивными изотопами. В боль­
шинстве случаев автоматические ножницы снабжены сп ец и ал ь­
ным устройством д ля укладки листов шпона в стопу. Такие
укладчики повышают эффективность работы ножниц, сниж аю т
трудоемкость операции. Технические характеристики ав то м а ти ­
ческих ножниц со шпоноукладчиком фирмы «Рауте» приве­
дены в табл. 38.
В настоящее время на некоторых зав од ах успешно эксп л у ­
атируют сортошпоноукладчик, созданный на Тавдинском фа-
11 >С
Рис. 45. Схемы узлов р е за ­
ния нож ниц для рубки ленты:
а— с
жестким
контрножом; б —
с эластичной опорой; в — ротор­
ные ножницы; 1—нож; 2 —контр­
нож; 3 — шпон; 4 — опора
нерном комбинате (рис. 46). Такой сортош поноукладчик осо­
бенно эффективен при переработке соснового сырья, когда не­
обходимо подсортировать шпон на ядровый и заболонный, и
Таблица 38
П оказатель
A P I- -48
A P L-5 8
A P L -6 8
Д лина нож а, мм
Высота хода ножа, мм
Наибольш ее число ходов
нож а в минуту
Давление воздуха, МПа
Диапазон скоростей по­
дающего конвейера,
м/мин
Н аибольшая
скорость
выходного
конвейера,
м/мин
Число
транспортных
ремней, шт.
Ширина установки, мм
Д лина установки, мм
Д лина установки вместе
со шпоноукладчиком, мм
Общая масса установки,
кг
М асса шпоноукладчика,
кг
Производительность шпо­
ноукладчика,
листов в
минуту
1250
25
250
1500
25
250
1750
25
250
0,3
15— 65
0,3
15— 65
0,3
15— 65
138
2 0 0
2 0 0
A P L-7 8
A P L -9 8
APL-108
25
250
2500
25
250
2750
25
250
0,3
15— 65
0,3
15— 65
0,3
15— 65
2 0 0 0
2 0 0
2 0 0
2 0 0
2 0 0
4
4
6
6
8
й
2300
5820
7265
2650
5820
7265
2900
5820
7265
3150
5820
7265
3650
6565
7265
3900
6815
7265
2 0 0 0
2 1 0 0
2330
2440
2800
2950
1065
1065
—
■ 950
980
980
50
50
50
50
50
50
при переработке березового сырья с ложным ядром, где под­
сортировка в ы зван а необходимостью разграничить шпон по
влаж ности на две группы — здоровый и с лож ны м ядром.
С ортоукладчик состоит из двух пар звездочек 4, втулочно­
роликовых цепей 3 с реверсивным ходом, толкателей 2, н а ­
п равляю щ их 8 д ля цепей и толкателей, свободных роликов 9
и электромеханического привода 5. Л исты полноформатного
шпона 6 после рубки ножницам и 7 комплектуются в пачку на
конвейере 1. К огда набрано определенное количество листов
шпона данной группы (белого или с лож ны м яд ро м ), включаII)
/
Рис. 46. Сортош поноукладчик системы
а, б —соответственно
Тавдинского
/
фанерного
//
\
комбината:
поперечный и продольный разрез
ется конвейер 1, который подает пачку под сортош поноуклад­
чик. При н аж ати и соответствующей кнопки на пульте у п р а в ­
ления пачка шпона подхватывается правым или левым т о л к а ­
телем и сбрасывается на подстопное место 10 с упорами 11,
откуда по достижении определенной высоты транспортируется
либо вагонеткой, либо конвейером.
Роторны е ножницы в последнее время н аходят все более
широкое применение в промышленности (см. рис. 45, в). С у щ ­
ность их работы заклю чается в том, что ножевой вал, имею ­
щий в ращ ательное движение, одновременно является и э л е ­
ментом, определяю щ им ширину отрубаемого листа шпона. Это
достигается за счет того, что длина окружности 10Кр попереч­
ного сечения в ал а и траектории, описываемой ножом, равна
расчетной ширине сырого шпона: /окр = 2я/? = йсыр. Опорный
б арабан , выполняющий функцию подвижного вращ аю щ егося
контрножа, изготовлен из эластичного м атер и ал а (плотной ре­
зины). Он имеет окруж ную скорость, равную окружной скоро139
D
ID
P
■Ш
Ю
о
Рис. 47. Схемы устройств для подачи листов шпона после рубки на н о ж ­
ницах:
/ — лист
ляющая
шпона;
2 —захват; 3 —гибкие
тянущ ие
элементы;
4 — ш танга;
5 — направ^
сти ножевого вал а. Таким образом, лента шпона заж и м ает с я
между двумя б а р аб ан ам и и перемещается до момента внедре­
ния в нее нож а — отрубания листа нужной ширины. Д остои н ­
ства роторных ножниц по сравнению с гильотинными з а к л ю ч а ­
ются в следующем: 1. Процесс рубки шпона непрерывен, без
остановки в подаче ленты шпона. 2. О тмеривание листов
шпона производят одновременно с подачей ленты шпона но­
жевы м валом и опорным бараб ан ом ; ширина листов шпона
равна длине окружности ножевого в ал а; точность рубки выше.
3. Производительность таких устройств, если они не связаны
технологически с другим оборудованием, практически неограничеиа, т а к ка к все операции происходят за один оборот н о­
жевого вала, а частота в ращ ения его мож ет быть доведена до
значительной величины. 4. Простота изготовления и о б сл у ж и ­
вания устройств роторного типа.
К н едостаткам роторных ножниц (в существующем их ис­
полнении) следует отнести: невозможность прирубки кускового
шпона с минимальными отходами и необходимость замены
ножевого в а л а при переходе на рубку шпона другой ширины
(другой т о л щ и н ы ).
Д л я успешной, высокопроизводительной работы ножниц и
всей линии лущения — рубки шпона большое значение имеет
н ад еж н ая организация у кл ад ки в стопы отрубаем ых ф о р м а т­
ных листов шпона. Процесс укл ад ки шпона состоит из двух
операций — подачи отрубленного листа шпона в устройство
для у кл ад ки и опускания листа на стопу. Все известные узлы
подачи шпона для его у кл ад ки можно разд ел и ть н а с л е д у ю щ и е
виды: узел, перемещающ ий шпон за его передний конец про­
тягиванием (рис. 47, а , б , в ) \ узел, подающий листы шпона на
укладку, в тал к и в ая их на у кл ад ы ваю щ и е штанги (рис. 47, г).
Этот в ари ан т наиболее распространен в промышленности (на
нож ницах НЧ, Н Ч М и цр.); узел, подающий листы шпона за
счет инерционных сил (на ножницах фирмы «Рауте» APL-68);
узел, обеспечивающий подачу шпона па у кл ад ку с помощью
вакуум-прессов (на нож ницах фирмы «Рауте» — AVL-2900).
Принцип работы у зл а (см. рис. 47, о) основан на непреры в­
ном движении захватов синхронно друг с другом. При о тр у б а­
нии очередного листа шпона и при дальнейш ем его движении
захв аты (в открытом состоянии) входят в контакт с ф и гур­
ными н аправляю щ ими и сходятся (за к р ы ва ю тся), з а ж и м а я
лист шпона по его кромкам. В дальнейш ем они перемещают
лист к месту укладки, на котором захваты выходят из кон ­
так та с фигурными н ап равляю щ и м и и, разм ы каясь, опускают
лист шпона на стопу.
Рис. 48. Схемы устройств для укладки шпона:
/ — лист шпона; 2 — направляющая;
чо; 6 — пневмоцилиндр; 7 — упор
3 —стопа
шпона;
4 — вер тлюг; 5 — откидное
пле­
141
Подобный принцип переноса листа шпона к месту укладки
залож ен в других у зл ах подачи (см. рис. 47, б, в). М еняются
только конструкции тянущих элементов и способ зах в ата
шпона. Н а рис. 4 7 ,6 захваты за ж и м а ю т лист шпона за его пе­
реднюю кромку в центральной части и соверш аю т возвр атн о ­
поступательное движение; на рис. 47, в за х в а т образую т
штанги, закрепленны е на тянущих элементах и синхронно д в и ­
ж ущ иеся до места укладки. По достижении места укл ад ки
штанги расходятся и лист у кл ад ы вается на стопу. Д л я сох ра­
нения целостности шпона, надежности и бесшумности работы
данный вариант является наиболее оптимальным. Тянущие
штанги, смыкаясь, зах в аты в аю т переднюю кромку листа шпона
на большей длине, что ум еньш ает возможность разры ва шпона
в месте захвата.
Узлы, выполняющие опускание листа шпона на стопу, по
конструкции можно разделить на д ва типа: лист шпона с б р а ­
сывается с устройства д ля у кл ад ки после его (шпона) ост а­
новки, опускание листа шпона на стопу происходит в процессе
его д виж ения к месту укладки. Устройства первого типа имеют
наибольш ее применение (рис. 48, а , б). Во всех случ аях при
отводе н ап р ав л яю щ и х штанг в стороны лист падает на стопу.
Н едостаток этих конструкций — низкое качество у кл ад ки л и ­
стов шпона в стопу из-за того, что после отвода штанг в сто­
рону под всей плоскостью листа образуется воздуш ная по­
душ ка, препятствую щ ая правильной укл ад ке листа на стопу,
вследствие чего лист см ещ ается в одну из четырех сторон.
Устройства второго типа (рис. 48, в) обеспечивают более а к ­
куратную у кл ад ку шпона в стопу. Точность у кл ад ки этих
устройств обеспечивается самоторможением листа о стопу при
его протягивании за х в ата м и и образую щ имся воздуш ным к л и ­
ном, который способствует мягкости укладки.
6.3. В Ы Х О Д Ш П О Н А И З С Ы Р Ь Я И ПУТИ ЕГО У В Е Л И Ч Е Н И Я
Количественный и качественный выходы шпона зави сят от
многих причин технологического, технического и о рган и зац и ­
онного характер а. Это и порода древесины, диаметр и сорт чу­
рака, правильность его формы и поперечного сечения, тем пе­
ратура древесины во время лущ ения и тем пература воды во
время тепловой обработки, точность центровки, орган и зац ия
отбора кускового шпона в начальны й период лущения и др.
Если такие факторы, ка к сортность сырья, его диаметр и п р а ­
вильность формы, трудно регулировать, то организация точной
центровки и отбора кускового шпона, долущ ивания ка р а н д а ш а
до минимального р азм ер а и т. д. зависит от культуры произ­
водства и соблюдения технологии на всех операциях.
Возможности оптимального использования объема чурака
наглядно иллю стрирует рис. 49. Условно площ адь поперечного
сечения чу рака можно разделить на четыре зоны: 1 — шпона142
рванины, 2 — кускового шпона, 3 —
\
форматного шпона, 4 — каран даш а.
t
Зоны 1 и 4 непригодны д ля в ы р а­
ботки из них шпона, поэтому яв ­
ляю тся отходом на данной о п ера­
ции. Зона шпона-рванины за к л ю ­
чена меж ду внешней поверхностью
чурака и поверхностью м а к с и м а л ь ­
ного цилиндра, который мож но впи­
сать в чурак данной формы и р а з ­
меров с учетом его кривизны и
сбежистостп (ось чурака Оч совп а­
Рис. 49. Схема
поперечного
сечения чурака и размещ ения
д ает с осью цилиндра О). Объем
зон лущения
зоны шпона-рванины зависит от
сорта и породы древесины. Так,
чураки 1-го сорта имеют более правильную форму и меньшую
кривизну, чем чураки 3-го сорта, и зона шпона-рванины в них
меньше. В процентном отношении объем шпона-рванины меньше
у чураков, имеющих больший диаметр.
Зона кускового шпона заклю чена меж ду поверхностью
максимального цилиндра, вписанного в чурак данной формы
и разм ера, и поверхностью цилиндра, ось которого фактически
совпадает с осью вращ ения шпинделей и не совпадает с осью
чурака. Обозначение этого цилиндра и выделение зоны куско­
вого шпона вызвано тем, что при центровке чу рака и его б а з и ­
ровании в ш пинделях лущильного станка неизбежно происхо­
дит некоторое смещение меж ду оптимальной (экономической)
осью чурака и фактической осью его вращения. Т акое см ещ е­
ние вызвано неправильной формой ч урака, недостаточной точ­
ностью центровочно-загрузочного устройства, другими причи­
нами. Возникающий эксцентриситет е и обусловливает н а л и ­
чие зоны 2, пз которой при лущении срезается кусковой шпон
или полосы, длина которых равна длине чурака, а ширина
мож ет быть самой различной.
Зона форматного шпона заклю чена между поверхностью
цилиндра, ось которого совпадает с осью вращ ения шпинделей
и поверхностью ка р ан д а ш а. Р азм е р этой зоны зависит от
формы и д иам етра чурака, а так ж е от диам етр а каран даш а.
Зона ка р а н д а ш а заключена целиком в самом карандаш е.
В зависимости от перечисленных факторов процентное со­
отношение разм еров всех четырех зон мож ет меняться в ш иро­
ких пределах. П риближ енны е значения этих зон д ля березовых
чураков длиной 1,6 м, диаметром 22— 23 см в ы раж аю тся сл е­
дующими показателям и: 1) шпона-рванины 18—2 3 % ; 2) кус­
кового шпона 5— 7 % ; 3) форматного шпона 63— 65 %; 4) к а ­
р ан д аш а 8 — 10 %•
Зоны кускового и форматного шпона составляю т деловой
шпон, зоны шпона-рванины и ка р а н д а ш а являю тся отходом
операции лущения. З а д а ч а состоит в уменьшении объема пер­
143
вой и четвертой зон и, наоборот,
в увеличении объема второй и
особенно третьей зон.
С увеличением д и ам етр а чу­
раков и уменьшением их длины
удельный вес делового шпона
возрастает. Но это не самый про­
стой и оптимальный в ари ан т у в е ­
Рис. 50. Схемы способов центров­
личения выхода делового шпона.
ки чурака в лущильном станке:
В практике работы часто прихо­
а, б — соответственно
по принципу
дится об раб аты вать чураки м а ­
трех и
четырех точек; в — двумя
жесткими вилками
лого д и ам етр а и повышенной
длины. Основные эффективные и
реальны е пути увеличения выхода делового шпона на операции
лущения следующие: улучшение центровки чураков при з а к р е п ­
лении их в шпинделях станка; улучшение организации отбора
кускового шпона в начальной стадии лущения чурака; долущивание ка р а н д а ш а до минимально возможного диаметра. С тро­
гое соблюдение технологических реж им ов на предшествующих
лущению операциях, например на операциях хранения, ги дро­
термической обработки, окорки сырья, так ж е способствует у в е­
личению количественного и качественного выхода шпона при
лущении.
Операция центровки заклю чается в нахождении о п ти м ал ь­
ной (экономической) оси чурака и в совмещении ее с осью в р а ­
щения шпинделей. Смещение экономической оси по отношению
к оси вращ ения (эксцентриситет е) д а ж е на незначительную
величину 1— 2 мм приводит к уменьшению объема фанерной
зоны для чураков диаметром 18— 20 см на 4— 7 %■ Это говорит
о высокой эффективности и значимости операции центровки.
Д л я любого другого случая определения уменьшения объема
фанерной зоны ч урака в результате возникновения эксцентри­
ситета можно пользоваться формулой
где р — уменьшение объем а фанерной зоны ч урака в процентах
от полного объема, %; d n — диаметр максимального цилиндра,
который можно вписать в чурак данной формы п данного р а з ­
мера, см; е — эксцентриситет, см; d K— диаметр ка р ан д а ш а, см.
Практически чураки центрируют различны ми способами при
помощи соответствующих устройств (рис. 50).
Ц ентровка по трем точкам реали зован а в центровочно-за­
грузочных устройствах .на лущ ильны х станках фирмы «Рауте».
Выполняют эти устройства двух модификаций: Р К 15, Р К 2 0 для
диаметров чураков до 500 мм (монтируют на выдвиж ной те ­
л е ж к е ); РКЗО, Р К 3 5 для диаметров чураков более 500 мм
(снабжены поворотными рычагами д л я переноса чурака в л у ­
144
щильный станок н располож ения его между ш пинделями). Б о ­
лее точна центровка по четырем точкам. Этот принцип реа л и ­
зован в центровочно-загрузочных приспособлениях ЦЗП 17-10,
Ц ЗП 20-10 на отечественных лущ ильны х станках ЛУ17-10,
ЛУ20-10. Н а лущ ильны х станк ах ЛУ17-4 применяют центровоч­
но-загрузочные приспособления, работаю щ ие по принципу двух
жестких вилок. Они обеспечивают меньшую точность центровки
по сравнению с центровкой по четырем точкам, но просты по
конструкции и надеж ны в работе.
При всех способах центровки центрирующие элементы
(точки, вилки, рычаги, лап ы и т. п.) следует устанавли вать
в сечении, расположенном от концов чу рака на расстоянии р а в ­
ном —0,15 его длины. При наличии кривизны в чураке это р а с ­
стояние целесообразно было бы изменять д л я некоторого (на
3— 5 %) увеличения выхода делового шпона, но неизбежное у с ­
ложнение и у д орож ан и е конструкции д ел ает предпочтительным
использование криволинейных чураков д ля других целей.
О перация центровки в перспективе будет оснащ ена л уче­
вым (световым) устройством, которое при помощи ЭВ М смо­
ж ет определять оптимальную экономическую ось чурака с м а к ­
симальной точностью независимо от его формы.
Операция отбора кускового шпона в начальный период л у ­
щения чурака имеет большое экономическое значение. К ач е­
ство древесины, расположенной в периферийной зоне чурака,
высокое. И спользуя ребросклеивание кускового шпона, п олу­
чают ф орматны е листы шпона сортов АВ, В и ВВ. По данны м
Ц Н И И Ф , экономически выгодно отбирать кусковой шпон д л и ­
ной от 800 мм и выше, шириной 130 мм и выше. При производ­
стве гнутоклееных деталей из шпона м и н им альн ая ш ирина от­
бираемых полос д о л ж н а быть равной 100 мм.
Отбор и переработку кускового шпона организую т по р а з ­
личным схемам таким образом, чтобы эта операция не сни­
ж а л а производительности основного оборудования линии (лу­
щильного станка н ножниц для рубки листов форматного
ш пона). Поэтому здесь используют дополнительные ножницы
и конвейеры к ним, а т а к ж е другие механизмы и устройства,
позволяющие механизировать операцию п обеспечить ее высо­
кую производительность.
Долущивание карандашей до минимально возможного д и а ­
метра (па 3—4 мм больше д иам етра применяемых па станке
кулачков-шпинделей) имеет большое экономическое значение.
В большинстве случаев долущ ивание к а р а н д а ш а ведут непо­
средственно на основном лущильном станке. Это возмож но б л а ­
годаря наличию на станке двойных телескопических шпинде­
лей и подпорных роликов, предотвращ аю щ их прогиб к а р а н ­
даша.
Д о лущ и в аю т ка р ан д а ш и после их распиливания на отрезки
длиной 0,8 м и на малых лущильных станках, имеющих еще
меньший диаметр заж им ны х кулачков-шпинделей. О диако этот
145
способ не может быть рекомендован из-за увеличения тр у д о за­
трат на единицу продукции. Кроме того, низкое качество д р ев е­
сины в зоне к а р а н д а ш а делает более целесообразным исполь­
зование этой древесины для других целей, например д ля про­
изводства древесностружечных плит.
Общий выход делового шпона 1/д. ш, м3, определяю т по ф ор­
муле
1'л.ш = я / / 4 ( * Э Д - < £ ) .
где I — длина чурака (к а р а н д а ш а ); К& — коэффициент выхода
(определяют по табли цам в зависимости от сорта чураков и их
д и а м е т р а ); d 4 — диаметр чурака, м; d K— диаметр ка р ан д а ш а, м.
Д л я определения объема кускового шпона Укус можно вос­
пользоваться формулой
■I
где К л — коэффициент выхода форматного шпона (определяют
по табли цам в зависимости от сорта и д и ам етра ч ураков).
Выход (р, %) от объема ч урака W р = ( Уд. Ш/Уч) 100. В ели­
чина обратн ая выходу — расход (R , м3/м3) сырья на 1 м3
шпона: R = \ / p = V 4/ V A. m.
6.4. ПУТИ ПОВЫ Ш ЕНИЯ П РО И ЗВО Д И ТЕ Л ЬН О С ТИ
Л И Н И И Л УЩ ЕНИ Я — РУБКИ
П роизводительность линии лущения — рубки шпопа зависит
от многих факторов: диаметра, длины и сорта чураков, тол­
щины шпона, частоты вращ ения шпинделей лущильного станка
и других. Л ущ ильны й станок связан в линию с ножницами и
укладчиком шпона, поэтому работа этих агрегатов, их техниче­
ские особенности т а к ж е оказы ваю т влияние на производитель­
ность линии в целом.
Современные
линии лущения — рубки — укл ад ки шпона,
применяемые на отечественных фанерных заводах, в ы р а б а т ы ­
вают 3— 8 м3 шпона в час. Такой большой разры в говорит о не­
использованных резервах для повышения производительности.
М одернизация оборудования с внедрением автоматических си­
стем на различных операциях, сокращение длительности этих
операций, применение промышленных роботов, совершенство­
вание форм организации труда рабочих (бригадный подряд,
работа по единому наряду и д р . ) — вот пути повышения про­
изводительности труда и оборудования.
Возможную производительность линии принято определять
по производительности основного оборудования, т. е. л ущ и ль­
ного станка. Д л я остального оборудования проводят провероч­
ные расчеты. Производительность линии определяется количе­
ством сырого шпона, выработанного в течеппе часа или смены.
146
Р а сч е т п р о и з в о д и т е л ь н о с т и л у щ и л ь н ы х с т а н к о в
П
^ см в^?С Ы Р
Ш
см
L-
“ р1
■»ц
n’
T rM60qcblp ш
“ см =
где П сш',
в смену
в листах
шпона из
т ц 1сы р0сы р‘3 сыр
L.
*р'
Я см", Пси'" — производительность лущильного станка
соответственно в кубических метрах сырого шпона,
сырого шпона и в чураках; ^ Сыр. ш — объем сырого
ч урака данного р азм ер а и сорта, м3:
^сыр. ш
л / / 4 | h Bd 4
Jh |
здесь I — длина чурака, м; d 4 — диаметр чурака, м; d K— д и а ­
метр к а р ан д а ш а, м; К в — коэффициент выхода делового шпона;
К р — коэффициент использования рабочего времени смены; он
равен К р — ( Т см — Т к о с в ) / Т см.
Рассмотрим подробно составляю щ ие косвенных затрат Т К0Св рабочего
времени при работе на линии лущ ение — рубка шпона.
1. Затраты рабочего времени на техническое обслуж ивание станка (ли­
нии лущ ение — рубк а): смена п установка нож а ( 1 раз в см ен у), одновре­
менно чистка и смазка станка и н о ж н и ц — 1 0 мин; правка нож а во время
работы (без съема его со станка) — 7 мин; регулировка обж пм а шпона, о д н о­
временно регулировка центровочно-загрузочного приспособления 3 мин.
2. Затраты рабочего времени на организационное обслуж ивание (п о д ­
готовка к работе в начале смены, уборка рабочего места в конце смены)
6
мин.
3. Время на личные надобности рабочих 10 мин.
Таким образом , Гкоси —36 мин. При необходимости повторной замены
п установки нож а (например, из-за выкола реж ущ ей кромки металлическими
включениями в чураке) косвенные затраты рабочего времени могут возрасти
до 40 мин.
^сыр> Ьсыр, 5 СЫр — соответственно длина, ширина, толщина
сырого шпона, м;
т ц — продолжительность цикла разлущ иван и я чурака, с:
Тц — Tj -f- Т24 Т3 j Т4 -|- Т5
Т6- f Т7 -I Tg
т 9.
П родолж ительность цикла складывается из затрат времени в секундах на
следую щ ие операции:
1. Установка чурака на лущильном станке при помощи центровочного
приспособления Ti составляет 2- 4 с.
2. Заж им чурака шпинделями лущильного станка
Та
(/iK
- 30)
mlvm,
где Л ,,— высота центра кулачка (10— 50 мм); 30 — гарантийный зазор м еж ду
острием центра кулачка и торцом чурака при разведенном положении шпинчелей, мм; и ш — скорость осевого перемещения шпинделей, мм/с. На боль­
шинстве лущильных станков отечественного и финского производства для на­
ружных шпинделей: иш = 70 мм/с при рабочем прямом ход е, и ш = 450 мм/с
при холостом (обратном ) ходе; для внутренних шпинделей: о ш = 35 мм/с при
рабочем (прямом) ходе, иш= 1 2 5 мм/с при холостом (обратном х о д е).
147
1
В случае механического перемещения шпинделей при их осевой подаче
'ш мож ет быть определена по формуле
иш =
ntl&Oi,
здесь п — частота вращения ш пиндельного электродвигателя, мин- 1 ; t — шаг
винтовой нарезки рабочего заж им ного ш пинделя, мм; i ■— передаточное отно­
шение винтовой передачи осевого перемещения шпинделя. Д ля различных
станков у ш составляет 30— 66 мм/с;
т — коэффициент, учитывающий количество рабочих заж имны х ш пинде­
лей; при одном рабочем шпинделе т = 2 , при двух рабочих ш пинделях т = 1 .
3. П од в од суппорта к чураку на ускоренной подаче
т3 = //иу. с,
где I - путь, проходимый суппортом на ускоренной подаче, мм; зависит От
квалификации лущильника, правильности подсортировки чураков по диамет­
рам; в станках последних моделей зависит от наличия следящ его устройства,
ограничивающего отвод суппорта с учетом диаметра последую щ его чурака
(подлеж ащ его разлущ пваш ио); в зависимости от указанных факторов I мо­
ж ет быть принят в пределах 2 0 - 80 мм; иу. с — скорость ускоренного пере­
мещения суппорта, мм/с; берут из технической характеристики станка, или
определяю т по формуле
Уу. с = nt / 60i,
здесь п — частота вращения электродвигателя для ускоренной подачи суп­
порта, мин- 1 ; t — шаг ходовы х суппортных винтов, мм; i — передаточное отно­
шение кинематических звеньев от суппортного электродвигателя к ходовым
суппортным винтам. Н а большинстве лущильных станков отечественного и
финского производства о у. с составляет 6 0 — 88 мм/с.
4. Оцилнндровка и лущ ение чурака:
а. Оцилнндровка чурака при поднятой прижимной линейке
< =
[(К ф +
0 , 0
2 ) - K o n \ d 4/ 2vm ,
где К ф — коэффициент формы чурака, определяется расчетом по формулам
Кф = 0,935 + 0,167 1Ч (для березовы х ч ураков), /Сф = 0,885 + 0,167 1Ч (для сосно­
вых и ольховых чураков), /.t — длина чурака, м; 0 , 0 2 — коэффициент, учиты­
вающий расстояние лезвия нож а от наиболее выступающей точки поверх­
ности чурака в момент переключения подачи суппорта с ускоренной на
оцплнндровочиую; К оп — коэффициент оцилиндровки чурака
(учитывает
уменьшение rf.i к началу выхода кускового ш пона), определяется расчетом
по формулам: /Соц = 0,818 + 0,067 1Ч (для березовы х чураков), Л;оц = 0,828 +
+ 0,067
(для сосновых п ольховых чураков), / ч длина чурака, м; при
укрупненных расчетах производительности станка м ож но принимать К 0 ц==0.95,
а К ф брать из табл. 39; d 4
диаметр чурака, мм; у 0ц — скорость оцнлиндровочной подачи суппорта, мм/с; берут из технической характеристики станка.
Для более рационального использования зоны шпона-рвапниы с целью
получения из нее в последую щ ем комбинированной пли ребровой фанеры,
Таблица 39
Порода древесины
Береза
Сосна н ольха
Береза
Сосна н ольха
Береза
Сосна и ольха
148
Д лина чур ака
1ц,
Коэффициент формы Кф
м
для окоренных
чураков
для неокоренных
чураков
1,9 и более
1,9 и более
1,25
1 ,6
1 ,2 0
1,31
1,25
1,26
1 ,6
1,3
1,3
1 ,2 0
1,15
1,15
1 ,1 0
1 ,2 0
1,21
1,15
оцилиндровку рекомендую т проводить на рабочей подаче суппорта, т .'е . на
той подаче, с которой ведется лущ ение шпона. Тогда у 0ц = Урав= ( S Cu p «m )/60
(гаш — частота вращения ш пинделей станка, мин- 1 , берут по технической х а ­
рактеристике станка).
б. Л ущ ение оцилиндрованного чурака
т4 = 30
(Koud4 - dK) / 5 сырл ш,
где d K — диаметр карандаш а, мм. Остальные факторы, входящ ие в формулу,
определены выше.
В настоящ ее время на лущильных станках применяют устройства, позво­
ляющие разлущ ивать один и тот ж е чурак с различной рабочей подачей
суппорта. Периферийная зона, как наиболее качественная, разлущ ивается
с меньшей скоростью (шпон меньшей толщины). Зон а, расположенная ближе
к карандаш у и менее качественная, разлущ ивается с большей скоростью, т. е.
на шпон большей толщины. Это оправдано с точки зрения увеличения сорто­
вого вы хода готовой продукции (фанеры ). П оэтом у при расчетах производи­
тельности лущильного станка данное обстоятельство необходим о учитывать:
т4 = т 4 5 ■i T4 S > здесь
и т 4 5 — соответственно время лущ ения чурака
на шпон толщиной S i и толщиной
Ч астоту вращения п ш шпинделей в процессе разлущивания одного чу­
рака такж е целесообразно менять на большее значение для сохранения ли­
нейной скорости резания и производительности операции лущения.
5. О твод суппорта на ускоренной подаче
Ъ = [(Кф + 0,02) d 4 + 21 — dK]/2yy . с Все факторы, входящ ие в формулу, определены выше.
6 . О твод шпинделей
Те = (йк + 30) m l v m .
Операции отвода суппорта и отвода шпинделей осущ ествляю т одновре­
менно. Таким образом , при определении длительности цикла тц следует учи­
тывать длительность одной из этих двух операций (б о л ь ш у ю )— либо х$,
либо Те7. Снятие карандаш а и его удаление от станка принимается по хронометражным данным; т 7 составляет 2 — 3 с.
8 . Прочистка зазора м еж ду нож ом и линейкой принимается по хронометражным данным; Та составляет 1 — 2 с.
9. Включение различных механизмов станка принимается по хронометражным данным; Тз составляет 1 — 2 с.
При расчетах следует учитывать возмож ность перекрытия по времени р а з­
личных операций.
Проверочный
расчет производительности ножниц:
л
П с М
Т 'с м 3 6 0 0 /с ы р 6 с ы р 5 с ы р р
=
----------------------------------------------------------------------- *
р>
где П см — пропускная способность ножниц (приближ енная)
в смену, м3/см; р — продолжительность рубки ленты шпона на
листы, % от продолжительности всего цикла обработки шпона
с одного чурака (принимается равной 60— 80 % ); /сыр, &сыр,
5 Сыр — соответственно длина, ширина, толщина листа сырого
шпона, м; г — время, затрачи ваем ое на прохождение одного
форматного листа шпона через ножницы и отрезку его от
ленты, с (принимается по технической характеристике ножниц
п составляет 1,5— 3 с );
— коэффициент использования р аб о ­
чего времени смены (принимается равным К Р при работе л у ­
щильного ст а н к а).
149
При определении пропускной способности ножниц следует
учитывать, что в процессе разл ущ иван и я ч урака (в начале л у ­
щения) часть шпона выходит в виде кускового и только после
этого выходит непреры вная лента шпона, которая и рубится на
форматны е листы на основных ножницах. Д л я прирубки куско­
вого шпона необходимо предусмотреть дополнительные н о ж ­
ницы (одни на одну или две линии лущения — рубки).
6.5. О РГ А Н И ЗА Ц И Я РАБО ЧИ Х МЕСТ НА О П ЕРА Ц И Я Х
ЛУЩ ЕН И Я — РУБКИ Ш ПОНА
Сущ ествуют различные схемы организации работ при выполнении опера­
ций лущения — рубки и укладки шпона в стопы. Эти операции выполняют
с применением полуавтоматических линий, размеры которых зависят от т ех ­
нических характеристик, габарита основного оборудования и имеющихся про­
изводственных площадей. Число рабочих, обслуж иваю щ их линию, 3 — 6 чел.
При лущении сырья малого диаметра (до 300 мм) и выработке шпона
толщиной около 1,5 мм м еж ду лущильным станком и ножницами предусм от­
рен промежуточный конвейер-петлеукладчик небольшой длины (4— 7 м ). На
петлеукладчике создается зап ас шпона (с одного чурака) на один цикл ра­
боты. Это наиболее распространенная схема получения шпона в листах.
При лущении сырья больш ого диаметра (более 300 мм) за р убеж ом при­
меняют навивку ленты шпона на барабаны с последую щ ей транспортировкой
их к ножницам или сушильным устройствам. Н а отечественных зав од ах этот
способ неприменим, так как средний диаметр сырья (березового) здесь со ­
ставляет 22— 23 см, а навивка коротких лент на барабан сниж ает пр оизво­
дительность оборудования. В Ф РГ и Финляндии созданы линии, на которых
шпон суш ат в ленте с последую щ ей ее рубкой. Такая технология позволяет
экономить сырье за счет сокращения потерь шпона на неточность рубки.
За р убеж ом используют такж е трей-дек-систему. Это система этажны х
конвейеров для приема и распределения лент шпона со специального типеля
по этажам-конвейерам, общ ая длина секций которых достигает 80— 100 м.
Такая механизация более подходи т и для заводов, вновь строящ ихся в н а­
шей стране и расположенных в районах произрастания хвойного сырья
с большими габаритными размерами. Д ля сущ ествую щ их и вновь строящихся
заводов средней мощности ( « 5 0 тыс. м 3 в го д ), не располагающ их д о ст а ­
точными производственными площадями, система многометровых этаж ны х
коцаейеров неприемлема. Н екоторые варианты расположения оборудования и
организации рабочих мест, применяемые на отечественных заводах, показаны
на рис. 51.
По типовому проекту Гипродревпрома для вновь строящ ихся и рекон­
струированных заводов возм ож н о размещ ение линии общ ей длиной 24 м
(считая от оси шпинделей лущильного станка) с сортировщиком шпона на
заболонь и ядро и с конвейером-петлеукладчиком (длиной до 14 м ), укла­
дывающим ленту в редкую петлю. Специальным конструкторским бюро
(С К Б Д -2) разработан комплект оборудования для создания линии лущения —
рубкп — укладки шпона с организацией переработки кускового шпона (линия
Л У Р 17-3). Технологические операции на линии выполняются в следую щ ей
последовательности (рис. 52). Чуракп, поступаю щ ие в цех, автоматически
сбрасываются с продольного цепного конвейера 1 на конвейер-накопитель 2
при наличии на нем места для приемки. Н а конвейере-накопителе 2 чураки
автоматически выравниваются в продольном направлении симметрично по от­
ношению к середине промеж утка м еж ду шпинделями лущильного станка 3 и
по одному в ряд продвигаются в сторону станка.
После загрузки чурака в станок 3 проводят все операции по его лущ е­
нию. Ш пон-рванина попадает на цеховой конвейер уборки отходов при от­
кинутом дисковом конвейере (диски свободн о вращ аются на ося х). Затем
с пульта лущилыцик переключает дисковый конвейер на полож ение приема
делового шпона. Кусковой шпон передается на участок переработки куско­
150
4000
0 .1 — 0 .6
Конвейерпетлеуклад­
чик
Конвейер от­
бора куско в
ДОВ
150
0,4— 0.6
1
5
Механизм
вывоза стоп
1200
2 ,2
600
2000
200
0.3
Уклад чи к
листов шпо­
на
4500
2800
—
СП
—
0
со
1
Скорость
движ е­
ния, м/с
Габаритные
р аз­
меры, мм:
длина
ширина
высота
Мощность
элек­
тродвигателей (об­
щая), кВт
Масса, кг
Давление в пневюсети, МПа
Дисковый
конвейер
уборки О Т Х О ­
П оказатель
Конвейернакопитель
вого шпона конвейером 4, работаю щ им со скоростью, соизмеримой со ско­
ростью резания. Л ента кускового шпона перемещ ается по конвейеру без
образования петель. П ер ед кондом схода ленты кускового шпона с конвейера
лущилыцик переключает скорость конвейра со скорости схода ленты с л у ­
щильного станка на скорость петлеукладчика, т. е. на 0,3— 0,4 м/с.
При п од ходе конца ленты кускового шпона под н ож откидной секции
лущилыцик включает рез, кусковой шпон отсекается от ленты форматного
шпона, которая принимается в петлю конвейером кускового шпона и через
откидную секцию с нож ом передается на конвейер-петлеукладчик 4. Л ента
ф орматного шпона по конвейеру-петлеукладчику поступает к нож ницам 5 для
рубки форматного шпона.
Лентовщ ица заправляет передний край ленты под подаю щ ие ролики н о ж ­
ниц. П ередняя кромка прирубается и затем автоматически рубится на ф ор­
матные листы вся лента шпона. Отходы от прирубки передней кромки ленты
проваливаются в бункер, а форматные листы шпона передаю тся в ук л ад­
чик 6 листов шпона из заболонной части чурака, либо в расположенный за
ним укладчик 6 листов шпона из ядровой части чурака. Управление работой
укладчиков осущ ествляется лентовщицей с пульта.
Укладчиками форматные листы шпона складываются в стопы на подъ ем ­
ные столы, а затем механизмами вывоза стопы вывозятся из зоны укладчика.
При применении двух укладчиков стопы вывозятся на боковые стороны, а при
применении одного укладчика — на три стороны. С механизма вывоза стоп
шпон увозят на дальнейш ую переработку автопогрузчиками.
Л ента кускового шпона на участке 7 переработки кускового шпона ра­
ботницей разрывается на отдельные полосы по линиям дефектов. Затем ра­
ботница вручную заправляет торцовую часть полосы под подаю щ ие ролики 8 ,
которые с большой скоростью выдают кусок на поперечный конвейер 9 и тот
уж е в поперечном направлении выдает полосу шпона в механизм выравнива­
ния. М еханизм выравнивания 10 автоматически подравнивает кусок по перед­
ней кромке и по торцам и передает в автоматические ножницы 11 типа
НФ 18-4. На нож ницах автоматически производится оптимальная прирубка
передней и задней кромок шпона, отходы от прирубки поступаю т в люк,
а прирубленные полосы принимаются на конвейер, с которого работница
вручную расклады вает их в стопы в зависимости от ширины. Сформирован­
ные стопы кускового шпона увозят на дальнейшую переработку. О бсл уж и ­
вают линию 3 человека. П роизводительность линии при расчетном диаметре
чураков« 3 0 0 мм, длине 1600 мм и толщине шпона « 1 ,5 мм составляет 5,5—
6
м 3 /ч. Техническая характеристика отдельных вспомогательных механизмов
дана в табл. 40.
Таблица 40
—
—
2700
2400
5400
2000
1900
2300
—
4300
2500
1400
4000
2500
1500
1,1
1Д
1000
2000
1000
0 ,4 — 0,6
—
—
2000
Рис. 51. Схемы расположения оборудования и организации работы па уч а­
стке лущения - рубкн — укладки шпона:
а - линия лущения — рубки — укладки шпона на базе лущ ильных станков Л У 17-4.
2HV-66, ножниц Нч и НФ18 (при малых площ адях): 1 —конвейер подачи чураков
после гидротермической обработки и окорки в лущильный цех; 2 — сбрасыватели ч у­
раков к лущильным станкам; 3 —конвейер-накопитель чураков; 4 —конвейер для уд а­
ления карандашей; 5 —лущильные станки; 6 — дополнительные прирубочные ножницы
(одни на два лущ ильны х станка) для прирубки кускового шпона; 7 — ленточный кон­
вейер для удаления шпона-рванины; 8 — люк для шпона-рванины; 9 —конвейер-петлеукладчик (/ = 4. . .7 м); 10— вагонетки со стопами сырого шпона; И — полуавтоматиче­
ские ножницы Н Ч , НФ18 для рубки ленты шпона с укладчиком листов шпона; 12 —
рельсовый путь; 13 —траверсная тележка; 14 — сушилка непрерывного действия (ро­
ликовая или ленточная); б — линия лущения — рубки — укладки шпона на базе л у ­
щильных станков ЛУ17-4; 2HV-66 и ножниц типа A PL-68 с прирубкой кускового шпона
на дополнительных ножницах НФ-5, НФ18-2; обозначение позиций то же, что в схе­
ме а за исключением: 6 — дополнительные ножницы для прирубки кускового шпона —
устанавливаю тся ниже (или выше) уровня пола; 9 —конвейер для ленты шпона
(I до 30 м ) — проходит выше или ниже конвейера для кускового шпона; 10 — стопы сы ­
рого шпона; // — полуавтоматические ножницы A P L для рубки ленты шпона с р уч ­
ной укладкой листов шпона (либо с автоматическим укладчиком — 13)\ 12—прируб­
ленный кусковой шпон; 13 — автоматический укладчик листов шпона; 15 — вилочный
погрузчик; в — линия лущения — рубки — сортировки — укладки шпона (на две стопы
ядро, заболонь с прирубкой кускового шпона на дополнительных ножницах): / — кон­
вейер для карандашей; 4 — лущильные станки; 6 —дополнительные ножницы для при­
рубки кускового шпона; 9 — конвейер для ленты шпона проходит выше или ниже кон­
вейера для кускового шпона; 11 — полуавтоматические ножницы A P L для рубки ленты
шпона с ручной укладкой листов шпона; 15 —боковой упор; 16 —стол для подбора
пачки (ядро или заболонь); 17 -сортошпоноукладчик конструкции Тавдинского фанер
ного комбината
Н а линии лущ ения, рубки и сортировки шпона фирмы «Р ауте» для сорти­
ровки и укладки шпона применяются вакуум-присосы (линия работает на
Пермском ФК, обслуж иваю т ее 3 человека). О бразую щ иеся при лущении и
рубке отходы шпона (шпон-рванина, обрывки, обрубленны е кромки) посту­
пают в дробилку, измельчаются в щ епу и затем идут на производство д р е ­
весностружечных плит. Применяют дробилки для шпона финского производ­
ства фирм «Р ауте» V S H , «К архула» РХ 1600/3 и Р Х 1600/5, «Варкаус» и оте­
чественную Д Ш -3. Технические характеристики некоторых дробилок (рубиль­
ных машин) даны в табл. 41.
Техника безопасности при работе на лущильных станках и ножницах.
Разрывы м еж ду лущильными станками должны быть не менее 1 м, расстоя­
ние от рабочего места лущилыцика
д о цепного конвейера, подаю щ его
чураки в цех, не менее 2 м. П одачу
чураков в центровочно-загрузочное
приспособление
станка
механизи­
руют. Д ля удаления карандаш ей от
лущильных станков устраиваю т кон­
вейер, расположенный ниж е уровня
пола. Д ля удаления отходов при
лущении (рванины) со стороны вы­
хода шпона оборудую т конвейер,
расположенный ниж е уровня пола
в специальном туннеле шириной не
менее 2,5 м. Туннель долж ен быть
доступным для осмотра и ремонта
конвейера на всех его
участках.
В ф ундам ентах лущильных станков
предусматривают
углубления
(ка­
навки) для отвода воды, отж и м ае­
мой из чураков при лущении, в о б ­
щую канализационную сеть.
Н а лущильном станке предусм от­
рен тормоз для быстрой остановки
вращ ающихся шпинделей при вы­
Рис. 52. Р асполож ение оборудования
ключении
главной муфты. Кроме
на линии Л У Р
того, он снабж ен приспособлением
153
Таблица 41
П оказатели
Тип машины
Диаметр ножевого диска (барабана), мм
Д ли на ножевого барабана, мм
Ширина отверстия патрона, мм
Высота отверстия патрона, мм
Частота вращения, мин - 1
Скорость подачи, м/мин
Число нож ей, шт.
Мощность главного электродвигателя, кВт
Мощность двигателя подачи, кВт
Производительность по щ епе, м3/ч
М асса машины, кг
Р Х 1600/3
РХ 1600/5
VSH10/4
Д и ск о­
вая
Д и ск о­
вая
Б ар а­
банная
1600
1600
—
—
440
260
650
44 0
260
650
1000
1130
1000
—
—
3
5 0 — 75
4
60
4800
5
7 5 — 110
7 ,5
100
5000
—
5 0 0 — 770
50
4
100
11
6 0 — 100
8900
для автоматического выключения суппорта при его п од ход е к шпинделям.
Д ля удерж ания траверсы линейки в поднятом положении для правки нож а
на станке сделаны фиксаторы во избеж ани е опускания траверсы. Лущильщиков обеспечивают деревянными лопатками для очистки засоров м еж ду
нож ом и линейкой, чураком и ножом.
Клиноременную передачу главного привода и привода ускоренного хода
суппорта, шестерни и сектора центровочно-загрузочного приспособления,
соединительные муфты ленточных тормозов ограж даю т металлической сеткой;
концы шпиндельных винтов закрывают металлическими кож ухами. Р абота на
станке при снятии лю бого из ограждении исключена за счет блокировки их
с пусковыми устройствами. Рычаги управления снабж аю т фиксаторами, пре­
пятствующими самопроизвольному включению п выключению отдельных м е­
ханизмов станка. Н ож нож ниц со стороны подачи шпона ограж даю т так,
чтобы исключалась возм ож ность попадания под нож рук станочника в пр о­
цессе работы. О граж дение блокируют с пусковым устройством. Бруски и
оселкп для правки нож ей вкладывают в деревянные оправы с ручками.
6
.6 . СУШКА Ш ПОНА И П РИ М ЕН Я ЕМ О Е О Б О РУ Д О В А Н И Е
Шпон имеет особенности, отличаю щ ие его от других видов
и сортиментов древесных материалов. Это м а л а я толщ ина и
значительные разм еры по длине и ширине волокон. М а л а я
толщ ина шпона позволяет сушить его при ж естких реж им ах
удаления влаги без снижения качества м атери ала. В связи
с этим длительность сушки измеряется минутами и д а ж е д е ­
сяткам и секунд. Быстрое высушивание шпона долж но быть
организовано так, чтобы и збеж ать коробления и обеспечить
свободную усадку листов по ширине без наруш ения их ц ел о­
стности. Д л я этого применяют специальные сушильные у с т ­
ройства.
В лаж ностны е характеристики шпона зависят от различных
факторов. Н а ч а л ь н а я влаж ность шпона перед сушкой зависит
от породы д р е в е с и н ы ,. способа ее доставки на завод. Так, н а ­
ч ал ьн ая влаж н ость шпона из березового сырья, поставляемого
по ж елезной дороге, составляет 60— 80 % (для ложного ядра
90— 1 1 0 % ) , при доставке сырья сплавом 80— 100 % (для л о ж ­
ного я д р а 110— 1 4 0 % ) . Т ребуем ая влаж ность шпона после
154
сушки зависит от его назначения, вида применяемых клеевых
материалов. Она составляет 4— 1 2 % .
По способу подвода тепла к шпону сушилки условно р а з ­
деляю т на следующие группы: контактные, конвективно-кон­
тактные, конвективно-контактно-радиационные, конвективные,
сопловые. В контактных суш илках тепло передается м атери ­
алу путем непосредственного контакта его поверхностей с го­
рячими нагревательным и элементам и (плитами, роликами и
т. д.). К суш илкам этой группы относят устройства периоди­
ческого действия — ды хательны е прессы (СУД-4, СУД-7) и
плитно-роликовые сушилки непрерывного действия типа «М ер­
рит» (СШ А) и др. К конвективно-контактным и конвективноконтактно-радиационны м относят наиболее распространенные
в настоящ ее время роликовые сушилки, в которых шпон пере­
мещ ается в потоке горячего сушильного агента (воздуха или
газовоздушной
смеси) парными
вращ аю щ и м и ся роликами,
расположенны ми по высоте сушилки в несколько этаж е й —
СУР-3, СУР-4, С РГ25М , С РГ 50 (С С С Р ), «Вяртсиля», «Рауте»
(Ф и н лян ди я). В этих суш илках тепло передается материалу
одновременно контактом от нагреты х роликов, конвекцией от
циркулирующего сушильного агента и радиацией от н агр ев а­
тельных калориферов. В конвективных суш илках тепло пере­
дается шпону только путем конвекции сушильного агента.
К этим суш илкам относят камерны е и камерно-конвейерные
сушилки, применяемые для сушки шпона с нанесенным на его
поверхность клеем и шпона, пропитанного смолой (Н И И Ф СТ-1; Н И И Ф -С Т -3; Н И И Ф -С Т-4 и т. д.), и сушилки ленточные
для сушки сырого шпона. В сопловых суш илках горячий воз­
дух нап р авл яется перпендикулярно плоскости листов шпона.
В нашей стране ведутся работы по проектированию и со­
зданию нового оборудования д ля сушки шпона. Создается
суш илка д л я сушки шпона в ленте без предварительной р а з ­
резки ее на форматны е листы. Конструкция этой сушилки от­
личается от существующих способом перемещения шпона (ро­
ликами в комбинации с ц епями). Кроме того, подвод тепло­
вого агента к шпону обеспечивается способом соплового дутья.
П А Р О В Ы Е (В О З Д У Ш Н Ы Е ) Р О Л И К О В Ы Е С У Ш И Л К И .
Сушилки с паровым обогревом и обогревом топочными г а ­
з а м и — основной вид оборудования, применяемого для сушки
сырого шпона. По принципу циркуляции агента сушки су­
шилки бываю т с продольной и поперечной циркуляцией воз­
духа и с сопловым дутьем перпендикулярно плоскости листов
шпона. Сушильные агрегаты с продольной циркуляцией в о з­
духа в зависимости от нап равлен ия потока воздуха по отнош е­
нию к направлению движ ения шпона могут быть прямоточные
или противоточные во всех э т а ж а х , могут иметь комбинацию
прямотока и противотока со стороны загрузки и выгрузки. По
числу рабочих этаж ей сушилки бываю т трех-, четырех-, пятии восьмиэтажные; их рабочая длина составляет 8—32 м.
155
Роликовые сушилки с паровым обогревом и продольной
циркуляцией воздуха. К этому типу относят отечественные су ­
шилки модели СУР-3, а так ж е сушилки зар уб еж ны х фирм,
применяемые на фанерны х заводах: «Вяртсиля», «Валмет»,
«Рауте» (Ф и н л ян ди я); RS-45 (Ч ех осл о вак ия); «Зимпелькамп»
(Ф Р Г ) и др. Эти сушилки имеют аналогичное устройство и
различаю тся только отдельными конструктивными решениями.
С уш илка «В яртсиля» раб отает по принципу прямотока,
т. е. направление дви ж ени я циркулирующего в ней воздуха
совпадает с направлением дви ж ени я шпона. Корпус сушилки
изготовлен из профильной стали и разделен на девять секций:
секцию подачи, семь секций сушки и секцию охлаж дения. Со
стороны разгрузки установлена э т а ж е р к а с плоскими полками
д ля приема выходящего из сушилки шпона. Потолок ее изго­
товлен из профильного и листового ж е л е за и так же, ка к и
двери, теплоизолирован минеральной ватой, торцы ограж дены
металлическими теплоизолированны ми перегородками.
В суш илке установлены пять рядов парных роликов, п ред­
назначенных для транспортировки шпона во время сушки. Б о ­
ковые воздуховоды представляю т собой прямоугольные ш кафы
с откры ваю щ имися дверцами. Распределение воздуха по э т а ­
ж а м в этих ш к аф ах обеспечивается регулируемыми н а п р а в л я ­
ющими лопастями. Ц и ркул яц и я воздуха осущ ествляется от
двух спаренных центробежных вентиляторов.
Воздух через воздуховоды и внешние пластинчаты е к а л о ­
риферы н агнетается в передний конец сушилки и дви ж ется
вдоль сушилки в направлении дви ж ени я шпона; в другом
конце сушилки он засасы вается вентиляторами. Ч асть о тр аб о ­
тавшего воздуха в ы брасы вается вентиляторами. В камере
охл аж д ен и я поперечная циркуляция воздуха происходит от
осевого вентилятора. Д л я нагрева воздуха, кроме внешних,
пластинчатых, в кам ер е сушки установлены внутренние, г л а д ­
котрубные, калориферы.
С уш илка «В яртсиля» имеет некоторые особенности по
сравнению с другими суш илками этого ж е типа. Н апример, от
СУР-3 и RS-45, в которых ц иркуляция воздуха противоточная,
она отличается подвеской роликов, расстоянием меж ду ними,
конструкцией калориферов, производительностью и т. д. Т ех­
ническая характери сти ка некоторых паровых роликовых суш и­
лок с продольной циркуляцией воздуха приведена в табл. 42.
Н едостаток всех сушилок с продольной циркуляцией в о з­
д у х а — направление воздушного потока перпендикулярно н а ­
правлению осей роликов, что препятствует полному омыванию
шпона нагреты м воздухом. В результате сниж аю тся э ф ф екти в ­
ность теплоотдачи и производительность. Так, часовая произ­
водительность при суш ке березового шпона толщиной 1,5 мм
составляет, м3/ч: в суш илке СУР-3 1, «Вяртсиля» 1, 4, «Рауте»
3,5. Этот недостаток устранен в суш илках с поперечной ц ир­
куляцией воздуха.
156
Таблица 42
П оказатель
с у р -з
Число этажей
Число секций:
сушки
охлаж дения
Длина секции, м
Длина камер, м:
сушки
охлаж дения
Габаритные размеры суш илки, м:
длина
ширина
высота
Диаметр роликов, мм
Расстояние меж ду осями роликов по
длине сушилки, мм
Давление пара, МПа
Общая мощность всех электродвига­
телей, кВт
Р асход пара на 1 м3 шпона, кг
Р асход электроэнергии на 1 м3 высу­
шенного шпона, кВт-ч
Средняя стоимость сушки 1 м3 шпона,
Р-
«ВяртсиЛЯ»
RS-45
«Рауте»
5
5
4— 5
5
6
2
1,62
7
1
2
10
1
1,6
15
2
1,98
9 ,7 2
3 ,2 4
14,2
2 ,0
16,0
1,6
2 9 ,7 0
2 ,5 2
16,8
4 ,4
4 ,7 9
102
140/200
19,4
5 ,0
4 ,2 5
102
200
19,2
4 ,5 9
3 ,8 5
95
145
3 8 ,7 2
4 ,2
4 ,2
102
180
0 ,6 — 0 ,7
3 5 ,6
0 ,6 — 0 ,7
2 2 ,0
0 ,6 — 0 ,7
2 1 ,0
0 ,6 — 0 ,7
100
1200
3 5 ,6
1080
13,8
1300
20
1100
24
9,1
7 ,5
8 ,5
7 ,5
Роликовые сушилки с паровым обогревом и поперечной
циркуляцией воздуха. Это отечественные
сушилки СУР-4,
СУР-5. Техническая характери сти ка их приведена в табл. 43.
Ч асовая производительность при сушке березового шпона то л ­
щиной 1,5 мм составляет, м3/ч, в сушилке СУР-4 1,6— 1,8;
СУР-5 0,8—0,9.
Суш илка состоит из загрузочной э т аж е р к и с приводными
роликами, восьми секций сушки I—V III, одной секции о х л а ж ­
дения IX и разгрузочной этаж ер ки . К а р к а с сушилки СУР-4
мало отличается от к а р к ас а сушилки СУР-3; он несколько
шире за счет боковых коридоров. О тличительная особенность
С У Р -4— вентиляторная установка и конструкция калориферов.
В ентиляторная установка (рис. 5 3 , а) состоит из четырех
правых шестилопастных осевых вентиляторов 2, четырех ш е­
стилопастных левых 3 и двух трехлопастных правых 4. Все
вентиляторы н аса ж ен ы на четыре в ал а в левом боковом кори­
доре сушилки, причем на в а л а х со стороны загру зки шпона
насаж ено шесть вентиляторов (по три на к а ж д о м в а л у ), а на
в ал ах со стороны выгрузки шпона — четыре вентилятора (по
два на к а ж д о м в а л у ).
Восемь шестилопастных вентиляторов обслуж и ваю т секции
сушки, а д ва трехлопастны х — камеру о хлаж дения. Валы
с вентиляторами приводятся в движение двум я эл е ктр о д ви га­
телями 5, расположенны ми с торцов бокового коридора. Под157
Таблица 43
С поперечной
циркуляцией
воздуха
Показатель
Число этажей
Число секций:
сушки
охлаждения
Длина одной секции сушки, м
Рабочая длина камер, м:
сушки
охлаж дения
Габаритные размеры суш илки, м:
длина
ширина
высота
Диаметр роликов, мм
Расстояние меж ду осями роликов по
длине сушилки, мм
Общая мощность всех электродвига­
телей, кВт
Давление пара, МПа
Влагосодерж ание воздуха, г/кг
Расход пара на 1 м 3 шпона, кг
Р асход электроэнергии на 1 м3 шпона,
кВт-ч
Масса сушильного агрегата, кг
Средняя стоимость сушки
на, р.
1 м 3 шпо­
С сопловым дутьем
С У Р -4
(С С С Р )
С У Р -5
(С С С Р )
VTS
(Ф и н лян ­
дия)
С У Р -8
(С С С Р )
5
5
3
5
8
4
11
2
2 ,0
8
1
1
1,62
1,62
12,96
1,62
6,48
1,62
2 2 ,2
19,86
5,6
3,5
13,38
5,6
3,5
35,1
102
102
102
102
162
162
300
320
49,5
35,5
188
307
3,3
6 , 8
4,4
1
1,92
15,36
1,92
30,0
5,8
5,0
0 ,6 — 0,7 0 ,6 — 0,7 0 ,6 — 0,7 0 ,6 — 0,7
200— 250 200— 250 200—250 200— 250
1000
1100
1150
1200
52
47
25
35,8
75 800
41 400
7,0
8,5
140
0 0 0
7,0
105 000
6 , 0
шипники
валов вентиляторов, расположенны х
внутри су­
шилки, имеют водяное охлаждение. Воздух циркулирует в су­
шилках в поперечном направлении.
Д л я уменьшения сопротивления потоку воздуха на поворо­
тах в коридорах установлены н ап р авл яю щ и е экраны 1 из л и ­
стового ж е л е за. Внутри сушилки меж ду секциями с противо­
положным направлением потока воздуха установлены перего­
родки 6, имеющие проемы для прохода шпона. Ц иркулирует
воздух в кам ере охл аж д ен и я при помощи двух последних вен­
тиляторов. По вари ан ту рис. 53, а осевые вентиляторы з а б и ­
раю т холодный воздух из помещения цеха, нагнетаю т его по­
перек камеры и в ы брасы ваю т в атмосферу.
Преимущество поперечной циркуляции — движение воздуха
только внутри сушилки. В суш илках ж е с продольной цирку­
ляцией воздух соверш ает холостой ход по н аруж ны м в о здухо­
водам, тер яя при этом значительное количество тепла через
стенки.
Д л я нагрева воздуха в сушилке СУР-4 установлены внут­
ренние ребристые калориферы. Р еб р а калориферов парал158
пельны направлению потока воздуха, что сниж ает сопротивле­
ние его движению. Шпон перемещается вращ аю щ и м и ся п ар ­
ными роликами. Во вращ ение ролики могут приводиться двумя
способами. В первом случае привод состоит из лебедки и в а ­
риатора скоростей, монтируемых на раздельных фундаментах.
Цепи натягиваю тся натяж ны м и винтами, установленными на
А-А
Я1
СООО
оооа
оооо
"7
Я
W
W
i
й
w
да
-4
б-б
А
э»
»>
1 и /-»
*
1
*
*
!
*
ъ.
. N г
< * . »э
♦ ♦
1
♦
♦
*
1
♦
1
1
,
L. N и /
Л
И 1Г
ft-
1
1
)
■ ri
t
t
1
*
1
♦
'- У
♦
t
ж
л
IJ
НО
с- <
Рис. 53. Варианты расположения вентиляторов сушилок СУР-4
к аж дом эт а ж е загрузочной этаж ерки . Во втором случае при­
водная л ебедка и вариатор смонтированы в одном корпусе.
Цепи натягиваю тся н атяж ной станцией, установленной в з а ­
грузочном конце сушилки. У сушилки СУР-4 по сравнению
с суш илками с продольной циркуляцией воздуха увеличен
съем сухого шпона с 1 м установки, меньший расход п ара на
1 м3 высушенного шпона. С уш илка СУР-4 имеет следующие
недостатки: калориф еры громоздки и металлоемки, затруднена
их чистка; трудно устранять залом ы шпона; н ен ад еж н а р а ­
бота подшипников многоопорных валов осевых вентиляторов.
159
Для
устранения послед­
него
недостатка
сушилки
С УР-4
были
модернизиро­
ваны. Р асп олож ен и е каж дого
вентилятора
выполнено
на
двухопорном валу (рис. 53, б).
Группа из двух таких венти­
ляторов со стороны загрузки
Ш Щ уЩ ди;
и две группы последующих
восьми
вентиляторов приво­
дятся во вращ ение от са м о ­
стоятельных
электрод ви гате­
Рис. 54. Схема циркуляции воздуха
лей 5. Это обеспечивает более
в сопловых сушилках
(направле­
падежную работу установок,
ние
движ ения в оздуха
показано
стрелк ам и):
а т а к ж е возможность увели ­
1 — ролик; 2 — шпон; 3 — воздуховод; 4 — чения частоты вращ ения венти­
сопло
ляторов до 1500— 1600 мин-1.
Предусмотрен экран 4.
Р о л и ко в а я суш илка СУР-5 отличается от сушилки СУР-4
только меньшей длиной. Она предназначена в основном для
сушки строганого шпона (не тоньше 0,8 м м ). Д л я сушки тон­
кого (до 0,4 мм) лущеного и строганого шпона Ц Н И И Ф р а з ­
р аб отал способ сближ ения роликов на суш илках СУР-4 и
С УР-5 со 162 до 125 мм. Д л я интенсификации сушки на от­
дельных зав о д ах сушилки СУР-4 переведены на обогрев то­
почными газам и и реконструированы на сопловое дутье.
Паровые роликовые сушилки с сопловым дутьем. С трем л е­
ние к большей интенсификации процесса сушки шпона в ро­
ликовых суш илках привело к созданию новой схемы ц и р к у л я­
ции воздуха — сопловому дутью перпендикулярно плоскости
листов шпона (см. табл. 43 и рис. 54). При такой схеме ц ир­
куляции достигаю т наивысшей скорости воздуха по сравнению
с другими способами сушки. Повышение скорости воздуха су­
щественно сниж ает длительность сушки. Так, если при попе­
речной циркуляции воздуха скорость его составляет 2— 4 м/с,
при сопловом дутье она достигает 10— 14 м/с.
Н аиболее современная суш илка с сопловым дутьем — су­
ш илка VTS, в ы п ускаем ая финскими фирмами. Сушильный а г ­
регат ее состоит из одиннадцати секций сушки, двух секций
охлаж д ен и я, подъемной платформы д ля стопы шпона, м ех а­
низмов загр узки и механизмов выгрузки. Р о л и ко в а я система
с сопловыми коробами располож ена в нижней части сушилки.
Осевые вентиляторы и пластинчатые калориферы — в верхней
части сушилки. К аж д ы й вентилятор секции сушки н асаж ен на
двухопорный вал и приводится в движение электродвигателем
через клиноременную передачу.
Вентилятор, за с а с ы в а я отработавш ий воздух из межроликового пространства всех этаж ей, нагнетает его через ка л о р и ­
фер в сопловые короба. Воздух, выходящ ий из сопел, омывает
* к • ку S
160
шпон и уходит в меж роликовое пространство на рец и р ку л я­
цию. Свежий воздух поступает из цеха через неплотности ог­
раж дений сушилки, а отработавш ий воздух частично через
трубы в ы брасы вается в атмосферу. Воздух в камере о х л а ж д е ­
ния приводится в движ ение от осевых вентиляторов. Одни
вентиляторы нагнетаю т в секции охл аж д ен и я холодный воз­
дух, другие вы брасы ваю т отработавш ий воздух в атмосферу.
Особенности сушилки VTS зак л ю ч аю тся и в том, что из-за
больших разм еров сопловых коробов расстояние меж ду э т а ­
ж ам и роликов увеличено по сравнению с этим расстоянием
у сушилок с продольной и поперечной циркуляцией воздуха,
поэтому суш илка VTS имеет всего три э т а ж а при высоте
4,4 м. Увеличено и расстояние меж ду самими роликами в к а ж ­
дом этаж е, оно равно 300 мм. Конструкция соплового короба
способствует продвижению шпона от одной пары роликов
к другой, пред у преж д ая возможность залом а. Эффективное
сопловое дутье в суш илках сопряж ено с большим расходом
воздуха и мощности на движ ение воздуха. Так, производи­
тельность вентиляторов в суш илке VTS в 8 раз больше, чем
в суш илке СУР-4.
По проектам Ц Н И И Ф р азра б ота н ы экспериментальные
сушилки с сопловым дутьем на базе паровых сушилок СУР-4
с переводом их на топочные газы, что привело к увеличению
производительности сушилок в 2— 2,5 раза. П а р о в а я р а д и а ц и ­
онно-сопловая суш илка СУР-8, р а зр а б о та н н ая в Ц Н И И Ф , о т­
личается от сушилки VTS тем, что необходимое количество
тепла д л я обеспечения сушки шпона в пяти э т а ж а х сушилки
поступает ка к от внешних калориферов, т а к и через поверх­
ность труб, вмонтированных в сопловые короба распо л ож ен ­
ных меж ду э т а ж а м и роликов. Эти трубы могут быть круглого
п прямоугольного сечения. Н а р я д у с теплоотдачей за счет со­
плового дутья эти трубы передаю т тепло и за счет радиации
(излучения). Поэтому суш илка н азван а радиационно-сопловой. Опытный о б р азец ее смонтирован на Тавдинском ФК.
Техническая хар актери сти ка сушилки СУР-8 приведена так ж е
в табл. 43.
ГАЗОВЫ Е
РОЛИКОВЫ Е
СУШ ИЛКИ.
И сследования
Ц Н И И Ф показали, что шпон можно высуш ивать без у худш е­
ния его качества при очень высокой тем пературе (в начальной
стадии процесса до 300—350 °С). Однако в суш илках с п аро ­
вым обогревом возможность повышения температуры воздуха
ограничена температурой пара. При максим ально возможном
давлении насыщенного пара (1 — 1,5 М П а ) тем пература воз­
духа не превыш ает 140— 160 °С. При обычном ж е давлении
(0,6—0,8 М П а) температура воздуха достигает 130— 1 35°С.
С тремление к дальнейш ему повышению производительности
сушильных устройств привело к использованию в качестве
теплоносителя и сушильного агента топочных газов. Такие су­
шилки наш ли широкое распространение в нашей стране, в со­
161
циалистических странах, а т а к ж е в Ф Р Г (ф ирм а «Хильденбранд») и в СШ А (фирмы КОЭ, М У Р и др.). У нас в стране
созданы
газовые сушилки следую щих марок: Ц Н И И Ф -7 ,
Ц Н И И Ф -1 1 , СРГ25, СРГ50, СРГ50-2, СРГ25М .
Газовыми суш илками Ц Н И И Ф -7 названы реконструирован­
ные паровые сушилки. Это роликовые суш илки с продольной
циркуляцией воздуха (типа СУР-3, КОЭ, «В яртси ля»), В неко­
торых случаях на обогрев топочными г азам и переводят су­
шилки с поперечной циркуляцией воздуха (СУ Р-4 и С У Р-5),
меняя при этом циркуляцию на продольную. По схеме
Ц Н И И Ф -7 реконструируют сушилки с рабочей длиной до 16 м.
В такой сушилке газовозд уш н ая смесь подается в один конец
сушилки и у д ал яе тся из другого конца. Если длина сушилки
больше 20 м, при реконструкции целесообразно применять ме­
тод циркуляции газовоздушной смеси по схеме Ц Н И И Ф -11.
По этой схеме газовоздуш н ая смесь подается в среднюю
часть сушилки, откуда распределяется по э т а ж а м в двух н а ­
правлениях: навстречу д виж ения шпона и по ходу дви ж ени я
шпона. О т р а б о т а в ш ая газовоздуш н ая смесь отсасы вается от­
дельными вентиляторами с обоих концов. Принцип подачи го­
рячих газов в суш илку для сохранения высокого качества
шпона не наруш ается, т а к ка к газовозд уш н ая смесь с высокой
температурой подается в зону, где влаж н ость шпона выше
35—40 %; в зону, где влаж н ость шпона ниж е 15—2 0 % , она
поступает с температурой ниж е 180— 200 °С.
Серийно выпускаю т высокотемпературные газовые ролико­
вые сушилки СРГ25, С РГ 25М и СРГ50-2 производительностью
соответственно 25, 35, 50 м3 шпона в смену. В двух первых
ц иркуляция газовоздушной смеси осущ ествляется по системе
Ц Н И И Ф -7 , в последней — по системе Ц Н И И Ф -11.
Газовая
роликовая сушилка СРГ25.
Р аб о ч а я длина су­
шилки 13, 12 м. Она содерж ит 12 секций, из которых 10 сек­
ций сушки
и 2 охлаж дения. С уш илка в осьм и этаж ная, что
обусловлено отсутствием внутренних калориферов при н езн а­
чительном увеличении общей рабочей высоты по сравнению
с высотой пяти этаж н ы х сушилок. Роли ки в движ ение приво­
д ятся от лебедки через коробку скоростей. Д л я н атяж ен и я це­
пей роликов использована сп ец и альн ая колонка с автоб л оки ­
ровочным устройством, позволяющим автоматически о ста н а в ­
л ивать электропривод сушилки при обрыве одной из цепей.
Вагонетки с сырым шпоном р азм ещ аю т на двух п одъ ем ­
ных п латформах. П одъем ники обеспечивают постоянный у р о ­
вень стоп шпона относительно подаю щих роликов за г р у зо ч ­
ного механизма, передаю щ их шпон на загрузочные этаж ерки.
Высушенный в суш илке и охлаж денны й в камере о хлаж ден и я
шпон в ы груж ается разгрузочным устройством и тросовым
подъемником.
Газообразную смесь для сушки и циркуляцию ее по су­
ш илке подготавливаю т следующим образом. Топочные газы
162
с температурой 800— 1000 °С поступают в смесительную к а ­
меру, где смешиваю тся с отработавш ими в суш илке газам и
с температурой 150— 160 °С, подаваемы ми туда ж е по г а зо ­
ходу. П олученная газовозд уш н ая смесь с тем пературой 270—
300 °С дымососом засасы вается через ж алю зи й ны й искрогаси­
тель с циклонами и н агнетается в распределительный горизон­
тальный
газоход,
затем
по
боковым
вертикальным
газоходам — в сырой конец сушилки. В газоходах смесь си ­
стемой экранов распределяется по э т а ж а м суш илки и д в и ­
жется по направлению дви ж ени я шпона к сухому концу су­
шилки, откуда отр аб о тав ш а я смесь по газоходам в ы с асы в а­
ется центробежным вентилятором; часть газов вы брасы вается
в атмосферу, а часть н агнетается по газоходу в смесительную
камеру для рециркуляции.
Тем пература газовоздушной смеси в суш илке регулируется
автоматически. С уш илка сн аб ж е н а системой аварийной сигна­
лизации. При аварии (заломы, пож ар ) останавли вается э л е к ­
тродвигатель дымососа, откры вается д ы м овая труба топки и
топочные газы нап равл яю тся в атмосферу. К ам е р а о х л а ж д е ­
ния отделяется от сушильной части двум я теплоизолирован­
ными перегородками. В ней происходит поперечная од но к рат­
ная ц иркуляция воздуха от двух осевых вентиляторов, из к о ­
торых один нагнетает холодный воздух, а второй вы брасы вает
его после обдувки шпона в атмосферу.
В зависимости от местных условий в арианты р ас п о л о ж е­
ния топки относительно сушилки могут быть различными.
Расстояние от топки до суш илки составляет 80— 100 м. Р а с п о ­
ложение газоходов т а к ж е мож ет быть различным. Газы п о д а­
ются к сушилке верхним газоходом, а отсасы ваю тся нижним
и наоборот. Газоходы д ел аю т кирпичные или металлические
(из ж е л е за ) толщиной 2— 3 мм с теплоизоляционным слоем
в 80— 100 мм. При использовании жидкого топлива или при­
родного газа разм еры топки ум еньш аю т в 2— 3 раза. П о тр е б ­
ность в установке искрогасителей т а к ж е отпадает. В этом
случае топки и вентиляторное оборудование р азм ещ а ю т в спе­
циальной галерее над суш илками.
В суш илках С РГ 25 и СРГ50-2 использованы закрепленны е
в специальных корпусах б ессеп араторн ^е шарикоподшипники,,
которые легко вынимаю тся вместе с роликами, что облегчает
обслуж ивание сушилок при ремонте и ликвидации заломов.
Сушилки С РГ 25 модернизированные и удлиненные до 16,2 м
производительностью 35 м3 шпона в смену имеют марку
С РГ25М . Сушилки, модернизируемые силами фанерны х п ред­
приятий, имеют марку СРГ35.
Газовая роликовая сушилка СРГ50-2 — это модернизиро­
ван ная суш илка СРГ50. Она оборудована механизм ам и з а ­
грузки и выгрузки шпона, в ней значительно усоверш енство­
ваны некоторые узлы. С уш илка в осьм и этаж ная, состоит из
д вадц ати секций сушки и двух секций охлаж дения. Д л и н а ее
163
23,92 м. Конструкция к а р к ас а сушилки и роликовой системы
аналогична их конструкции в суш илке СРГ25.
Газовоздушную смесь подготавливаю т в двух топках. Т о­
почные газы с температурой 800— 1000 °С поступают в под­
земный газоход, где смешиваю тся с отработавш ими у ж е г а ­
зами. П олученная газовоздуш н ая смесь с тем пературой 260—
280 °С засасы вается через ж алю зийны й искрогаситель и г а з о ­
ходы дымососом и нагнетается в сушилку. Смесь по всем
восьми э т а ж а м перемещается навстречу направлению д в и ж е ­
ния шпона к сырому концу сушилки. О трабо тавш ие газы
с температурой 130— 150 °С отсасываются через газоходы вен ­
тилятором. Часть отработавш их газов через трубу в ы б р ас ы ­
вается в атмосферу, а часть нап равл яется в газоход на рецир­
куляцию. От каж д ой из двух топок топочные газы ц ир к ули ­
руют по аналогичным газоходам при помощи аналогичных
побудителей движения.
Таблица 44
П оказатель
Число этажей, шт.
Рабочая длина камер, м:
сушки
охлаж дения
Общая рабочая длина, м
Габаритные размеры
су­
шилки, м:
длина
ширина
высота
Расстояние меж ду осями ро­
ликов по длине сушилки, мм
Диаметр роликов, мм
Габаритные наружные р а з­
меры топок, м (д л и н а х ш и р и ­
н а х высота)
\
Ч исло топок, шт.
Общая мощность электро­
двигателей, кВт
Часовая
производитель­
ность при суш ке березового
шпона толщиной 1,5 мм с на­
чальной влажностью 70—
90 % до влажности 6 — 10 %,
м3
Р асход древесного топлива:
на 1 кг испаренной влаги,
кг
на 1 м 3 ш пона, кг
Р асход
электроэнергии на
1 м3 шпона, кВт-ч
Средняя
стоимость сушки
1 м 3 шпона, р.
Масса агрегата (без топки и
искрогасителей), т
164
Ц Н И И Ф -7
СРГ50
С РГ25
5
8
8
14— 15
2 ,2 ^ 1 ,2
16,2
21,76
2,16
23,92
10,96
2,16
13,12
24,60
6,00
3,60
165—200
37,17
6,04
3,77
180
23,70
6,12
3,93
180
76, 102
8 ,3 9 X 3 ,5 2 X 7
102
8,39X 3 ,5 2 X 7
102
8 ,3 9 X 3 ,5 2 X 7
1
107
2
193
1
140
3,1
6,3
3,4
0,6
0,6
0,6
250— 280
26
250— 280
22
250— 280
32
4,2
3,8
4,1
75
90
60
П родолжение
Показатель
Число этаж ей, шт.
Рабочая длина камер, м:
сушки
охлаж дения
Общая рабочая длина, м
Габаритные размеры суш ил­
ки, м:
длина
ширина
высота
Расстояние меж ду осями ро­
ликов по длине суш илки, мм
Диаметр роликов, мм
Габаритные наружные раз­
меры топок, м (д л и н а х ш и р и ­
н а х высота)
Число топок, шт.
Общая мощность электро­
двигателей, кВт
Часовая производительность
при сушке березового шпона
толщиной 1,5 мм с началь­
ной влажностью 7 0 — 90 %
до влажности 6 — 1 0 % , м3
Р асход древесного топлива:
на 1 кг испаренной влаги,
кг
на 1 м3 шпона, кг
Р асход электроэнергии на
1 м3 шпона, кВт-ч
Средняя
стоимость
сушки
1 м 3 шпона, р.
Масса агрегата (без топки и
искрогасителей), т
СРГ25М
Газовая сопловая
роликовая
суш илка
8
8
5
21,76
2,16
23,92
14,2
2,16
16,36
12,96
1,62
14,58
35,48
26,00
24,00
8,60
4,30
324
С РГ50-2
6 , 1 2
6 , 1 2
3,93
180
4,25
180
1 0 2
8 ,3 9 X 3 ,5 2 X 7
1 0 2 '
8 ,3 9 X 3 ,5 2 X 7
1 0 2
Входят в габа­
риты сушилки
2
1
3
283
175
2 2 0
7,0
4,2
4,4
0 , 6
0 , 6
—
250— 280
29
250— 280
30
3,6
4,0
3,6
1 1 0
108
1 0 0
—
34
П р и м е ч а н и е . Р асход электроэнергии может измениться в зависимости
от расстояния меж ду топкой и сушилкой.
В суш илке газовоздуш н ая смесь из второй топки перем е­
щ ается по э т а ж а м по направлению д ви ж ени я шпона к сухому
концу
сушилки, откуда
отработавш ие газы отсасы ваю тся
с тем пературой 150— 160 °С. К а к и в суш илке СРГ25, в су ­
шилке чСРГ50-2 тем пература газовоздушной смеси регулиру­
ется автоматически; предусмотрена система аварийной си гн а­
лизации. В зависимости от условий производства в сушилке
применяют различны е вар и ан ты располож ения топок и г а з о ­
ходов. В роликовой суш илке СРГ50-2 установлен привод
с универсальны м регулятором скорости (У РС -20А Б-1), кото­
рый позволяет бесступенчато изменять скорость движ ения ц е­
пей. Техническая хар актери сти ка применяемых в С С С Р г а зо ­
вых суш илок отечественного производства д ан а в табл. 44.
165
Для
снижения тр у д о затр ат
при выполнении операции
сушки необходимо применение средств механизации загрузки
и выгрузки шпопа. Ручную з аг р у зк у и выгрузку шпона в н а ­
стоящее время применяют только на низкопроизводительных
роликовых суш илках (6— 10 м3 шпона в смену) при сушке ку ­
скового лущеного, строганого шпона и ' тонкого лущ еного
шпона (0,5— 0,8 мм). Д л я высокопроизводительных суш илок
применяют специальные лифтовые или типельные механизмы
загру зки шпона. Типельные — менее м еталлоемки и более н а ­
д еж н ы в эксплуатации, чем лифтовые. В ы груж аю т шпон чаще
всего конвейерными устройствами.
С УШ КА Ш П О Н А В Л Е Н Т Е . Этот способ не пред усм атри ­
вает предварительную рубку ленты шпона после выхода ее из
лущильного станка. Р азр у б а е т с я лента на ф орматны е листы
после сушки. Т а к а я технология позволяет создать неп реры в­
ную поточную линию изготовления шпона — лущ ения — суш ­
ки — рубки — сортировки.
В результате внедрения поточной линии потери древесины
уменьшатся на 3—5 % , а трудовые затраты на всех операциях
снизятся в 2—2,5 раза.
Агрегаты, входящ ие в линию и предназначенны е д ля сушки
ленты шпона, еще не получили оптимальной разработки. Т р у д ­
ность закл ю ч ается в том, что перемещение шпона при суш ке
д олж но быть в поперечном направлении к волокнам. Это м о­
ж е т привести к растрескиванию шпона, его поломке. Поэтому
типовые роликовые сушилки здесь неприемлемы. И мпортные
сушилки выполнены сетчатыми (ленточными) и не обеспечи­
ваю т п р оглаж и вани я шпона, ка к это делается на роликовых
сушилках. Н а ленточных суш илках шпон получаю т с гоф ри ро­
ванной и волнистой поверхностью. V M S K — ф и нская л ен точ­
ная (сетчатая) суш илка «Рауте», мож ет быть трех-, четырех-,
пятиэтажной (рис. 55).
При работе четы рехэтажной ленточной сушилки фирмы
«Рауте» лента шпона от лущильного станка н ап р ав л яетс я на
верхний наклонный, а затем на нижний ленточный конвейеры.
Ремни верхнего конвейера поддерж иваю тся роликами. Д л я
обсл уж и вани я конвейера устроен трап. С верхнего конвейера
сы рая лента шпона н ап р ав л яется в промеж уток меж ду двум я
металлическими сетками верхнего э т а ж а сушилки. В конце
верхнего э т а ж а по конвейеру лента н ап р ав л яетс я в п р о м еж у ­
ток меж ду сетками следующего э т а ж а и перемещ ается в о б ­
ратном направлении, затем еще этаж о м ниж е и, наконец*
в самый нижний, на котором и зак ан чи в ается процесс сушки
и о х л аж д ен и я шпона. Л ен та выходит из сушилки и подается
конвейером к механизм ам рубки, на которых рубится на ф о р ­
матные листы. Л исты сортируются и у кл ад ы ваю тся в стопы.
М еталлические сетки в сушилке опираю тся на ролики. М е ­
ж д у сетками этаж ей располож ены сопловые короба д л я по­
дачи
струи горячего
воздуха перпендикулярно плоскости
166
ленты шпона. В оздух циркулирует за счет осевых в ен тилято­
ров, которые прогоняют его через калори ф еры и нагнетаю т
в сопловые короба. О тработанны й воздух из межсоплового
пространства отсасы вается теми же вентиляторами и подается
на рециркуляцию. Обмен воздуха происходит через вы хлоп­
ные трубы. Скорость дви ж ени я шпона через суш илку регули­
руется вариатором. Осевые вентиляторы нагнетаю т холодный
воздух в камеру охлаж дения.
Рис. 55. Схемы устройства ленточных (сетчатых) сушилок для сушки шпона
в ленте:
1—лущильный станок; 2 — сушильная зона;
лента шпона
3 — охлаж даю щ ая
зона;
4 —ножницы;
5—
Верхний
конвейер имеет устройства для выравнивания
ленты сырого шпона и подачи ее в сушилку без перекосов.
Это ж е устройство используют д ля уменьшения расстояния
меж ду двум я лентами, идущими одна з а другой. Б ол ьш ая
длина конвейера н ад сушилкой позволяет создать необходи­
мый за п а с шпона, чтобы обеспечить непрерывную работу су­
шилки. Техническая характери сти ка суш илок «Рауте» VM SK66 д а н а в табл. 45.
В суш илке в качестве транспортного устройства д ля ленты
шпона применяют металлические сетки, которые не обеспечи­
вают п роглаж и вани я шпона и получения его хорошего к а ч е­
ства. В Ц Н И И Ф создан экспериментальный агрегат д ля сушки
ленты с применением в качестве транспортного механизм а си ­
стемы роликов и цепей (рис. 56). Ролики выполнены с ко л ь ­
цевыми проточками для пропуска цепей. Шпон, проходящий
1G7
Таблица 45
Варианты
П оказатель
1
Число этажей сушки
Д лина сушильной части, м
Д лина камеры охлаж дения, м
Рабочая ширина (ширина сетки), м
Д л и н а поддерживающ его ролика, м
Габаритные размеры суш илки, мм:
длина
ширина
высота
Производительность сушилки, м3/ч
Д авление пара, МПа (расход газа, м 3 /ч)
Средняя температура суш ки, °С
Р асход пара, кг/ч
Общая мощность электродвигателей, кВт
Масса сетки, кг/м 2
Ширина сопел, мм
Скорость воздуха на выходе из сопла, м/с
Скорость сеток, м/мин
3
42,0
42,0
1,7
2 , 2
48 ООО
4 090
4 510
4,5
1,5
180
5100
267,5
36,5
2
3
4
34,2
5,3
1,9
2,05
5
18,0
18,0
1,7
44 200
3 800
4 050
4,0
1,5
168
4500
254
7
5,25
Д о 20
30,5
24 900
4 540
5 935
4,5
(312)
240
2 , 2
—
177
37,5
меж ду цепями и роликами, п рокаты вается последними, а цепи
п редупреж даю т
возникновение залом ов при прохождении
шпона в п ром еж утках м еж д у двум я соседними пар ам и р ол и ­
ков. Л и нейная скорость цепей р ав н а окружной скорости р о ­
ликов.
Д л я предупреж дения чрезмерной прокатки торцовых к р о ­
мок шпона ролики выполняю т с некоторым утончением к кон ­
цам или цилиндрические ролики устан авл и в аю т с небольшим
перекосом верхних по отношению к нижним. Такой механизм
позволяет высушивать шпон высших и низших сортов, а т а к ж е
кусковой шпон.
К ак п о к аза л а п ракти ка работы (Пермского ФК, Братского
Ф З и д р .), поточные линии «Рауте» пригодны для сушки
шпона с одинаковой начальной влажностью . С уш ка хвойного
шпона, имеющего большую разницу во влаж ности ядровой и
заболонной зон, в таких суш илках затруднена и приводит
к большому количеству брака. К роме того, значительно сни­
ж а е т с я паспортная производительность сушилок.
С У Ш И Л К И С Ш А Х М А ТН Ы М Р А С П О Л О Ж Е Н И Е М Р О ­
Л И К О В . Большой интерес п редставляет созданный Ц Н И И Ф
образец сушилки с ш ахматны м расположением роликов и
с поперечной циркуляцией воздуха. Эта суш илка зан и м ает
меньшую производственную п лощ адь и позволяет сократить
тр уд озатр аты при сохранении прежней производительности.
Достигается такой эф ф ект б лагодар я увеличению числа р а б о ­
чих э таж ей роликов по сечению сушилки (в сушилке СУР-4
168
пять этаж ей, в сушилке с ш ахм атн ы м располож ением восемь
э т а ж е й ), уменьшению живого сечения сушилки д ля прохода
воздуха, увеличению скорости теплового агента (до 8— 10 м/с)
и др. Первы й о б разец сушилки выполнен с длиной роликов,
позволяющей пропускать по одному листу шпона по ширине
этаж а. Но не исключена возможность использования и д л и н ­
ных роликов (на д ва л иста).
Рис. 56. Схема транспортировки ленты шпона в
локон:
2 —соответственно
верхние и нижние ролики;
Расчет производительности
ных):
П см — T CMtp S n
направлении
поперек в о­
3 — цепи
сушилок
(роликовых,
ленточ­
К р К щ К дл»
где Псж — сменная производительность роликовой сушилки,
м3/см; /р — раб о ч ая длина ролика, м; 5 — толщ ина сырого
шпона, м; п — число этаж ей сушилки, шт.; L — р абочая длина
сушилки, м (секции сушки плюс секции о х л аж д ен и я ); Z —
продолжительность прохождения шпона по рабочей длине су­
шилки, мин;
Z = xLI( L — /),
здесь I — длина секции охлаж дения, м; t =
/№ н а ч — 30
2,3.
30
\
_
---------------- - I - ----- lg --------- | u n —
\
N
К
^кон/
продолж ительность сушки в сушильной зоне, мин; W HSl4, W КОн — соответ­
ственно начальная и конечная влаж ность шпона, %, N — скорость сушки
в первом периоде, °/о/мин; К — коэффициент продолж ительности второго пе­
риода сушки, 1 /мин; Сп — поправочный коэффициент на породу древесины.
i
16Э
Коэффициенты N, К, С п определяю т по формулам:
для роликовых сушилок с продольной циркуляцией
3 0 8 S 1,3 ’
22 5 0 0 S 1’3 ’
для роликовых сушилок с поперечной циркуляцией
■1,55 „0,4
,1,75 „0,3
к
N =
10 7 0 0 S 1’3 ’
для роликовых сушилок с сопловым дутьем при ширине сопловой щели
8
мм и шаге расположения сопел вдоль сушилки 300— 350 мм и расстоянии
от среза сопла д о шпона 1 0 — 2 0 мм
для ленточных сушилок
,1,7 5 ..0.31
200S 1' 3
16 7 0 0 S 1,3 ’
в этих формулах: а = 1 при паровом (воздуш ном ) обогреве; а = 0,75 при о б о ­
греве топочными газами; <2 ! = 1 ,1 8 — в радиационно-сопловы х паровых суш ил­
ках; a i = l — в газовых сопловых сушилках; t — средняя температура в оздуха
или газовоздуш ной смеси, °С; для сушилок с продольной циркуляцией или
для сушилок с поперечной циркуляцией равна полусумм е температур на
в ход е и вы ходе, для сушилок с сопловым дутьем применяется средняя тем­
пература в озд у х а (газовоздуш ной смеси) на входе в сопловые короба; и —
средняя скорость в озд уха, м/с; S — толщина шпона, мм;
С и — при сушке шпона в роликовых суш илках Сп= (600 + Ро)/1200, при
суш ке шпона в конвективных сушилках Сп = ро/600; здесь р 0 — плотность абсо­
лютно сухой древесины задан ной породы, кг/м 3 (для березы — 600, ольхи —
490, сосны — 470, лиственницы — 630, тополя — 430, оснны — 480, бука — 620г
кедра — 410);
/( р — коэффициент использования рабочего времени; К ш —
коэффициент заполнения ширины сушилки, /( д л — ко эф ф и ци ­
ент заполнения длины сушилки.
6.7. СО РТИ РО ВК А Ш ПОНА
Л ущ ены й шпон после сушки необходимо рассортировать по
различны м п ризнакам и в первую очередь по качественным —
наличию и р азм ер ам пороков древесины и дефектов обработки.
Одновременно необходимо определить возможное назначение
шпона, т. е. решить вопрос о том, д л я изготовления какой про­
дукции экономически целесообразней использовать данный
лист шпона: для продукции общего назначения, специальной
(например, авиационной фанеры ) или экспортной.
Л ущ ены й шпон д ля продукции общего назначения в соот­
ветствии с ГОСТ 3916— 69, ГОСТ 99— 75 делится на восемь
сортов: А, АВ, В, ВВ, С и 1, 2, 3-й. Сорта, обозначаемы е б у к­
венными индексами, используются д л я наруж ны х слоев изго­
товляемой клееной продукции; сорта, обозначаемы е ц и ф р о­
выми индексами,— д ля внутренних слоев. Д л я каж дого сорта
170
шпона ГОСТом оговорены допустимые р азм еры и количество
тех пли иных пороков древесины и дефектов обработки.
Основными сортообразую щ ими пороками древесины я в л я ­
ются: сучки сросшиеся, частично сросшиеся и несросшиеся
(или отверстия от выпавш их сучков). По этому пороку сор т­
ность устан авл и в аю т д л я
преобладаю щ его числа листов
шпона; грибные (синева, побурение) и химические (продубина,
дубильны е потеки) окраски; лож ное ядро; трещ ины плотно­
сомкнутые и разош едш иеся; червоточина и др. Качество к а ж ­
дого листа шпона оценивают с учетом его площади.
В соответствии с исследованиями Ц Н И И Ф качественный
(сортовой) выход шпона зависит от сорта используемого
сырья. В табл. 46 приведены данные по определению сортно­
сти шпона, полученного из березового сырья. Д л я упрощения
шпон рассортирован на пять сортовых градац и й без учета д е ­
фектов обработки. Основными деф ектам и обработки, которые
учиты ваю т при сортировке шпона, являю тся: багорные наколы,
царапины, риски, вмятины, шероховатое лущение. Все эти д е ­
фекты имеют меньшее влияние на сортность шпона, чем есте­
ственные пороки древесины, а при повышении культуры произ­
водства, строгом соблюдении технологических реж им ов они
могут быть полностью устранены.
Таблица 46
Сорт шпона
С орт сырья
1
2
3
А
25— 26
8— 9,2
1— 1,5
АВ
15,5— 20
6 ,7 — 9
1 ,1 — 2
В
2 0,1— 25
15,4— 34
2 ,7 — 13
ВВ
16— 18,2
17,2— 19
17,6— 22
С
14— 21,2
30— 51,5
62— 77,1
Н а большинстве предприятий до настоящего времени опе­
рацию сортировки шпона выполняют только вручную. И м е ю ­
щиеся попытки механизировать ее пока не д ал и оптимального
результата. П оэтому з а д а ч а механизации и автоматизации
, сортировки шпона является актуальной и первостепенной.
С ортировку
выполняю т отдельные
сортировщицы
или
бригады из 2 —3 человек. Обычно это очень к в ал и ф и ц и ров ан ­
ные работники, отлично знаю щ ие ГОСТы и технические условия
на все виды выпускаемой продукции. О т качества сортировки
шпона зав и ся т многие технико-экономические п оказатели
предприятия в целом. Если сортировщица завы сит сортность
шпона, это мож ет привести к претензиям (р екл ам ац и ям ) со
стороны покупателей — потребителей продукции. При з а н и ж е ­
нии сортности произойдет снижение отпускной цены продук­
ции, а это приведет к неоправданны м уб ы тк ам д ля пред ­
приятия.
171
Производительность ручной сортировки составляет около
1,6— 1,8 м3 сухого шпона (размером 1 ,6 x 1 ,6 x 0 ,0 0 1 5 м) в час
и около 0,4—0,6 м3 кускового шпона (толщиной 0,0015 м)
в час на одну сортировщицу. С ортировщице приходится в ы ­
полнять очень трудоемкую работу: об щ ая д ли н а соверш аемых
ею переходов составляет 0,8— 3 км в час, а переносимый груз
0,8— 2 т.
Д л я облегчения труда на передовых предприятиях внед­
рена м а л а я механизация, при которой сухой шпон п ер ем ещ а­
ется конвейером относительно подстопных мест и самой со р ­
тировщицы, в результате чего ей приходится зат р а ч и в ать
меньшие
усилия
на
у кл ад ку
шпона
(Пермский
ФК) .
В Ц Н И И Ф е создан опытный о б разец автоматического устро й ­
ства для этаж ной сортировки шпона ( Э С Ш ) , которое зан и м ае т
относительно небольшую площ адь и значительно сок р ащ а ет
трудозатраты . Основные п оказатели устройства: производи­
тельность 25 м3 в смену; число подстопных мест 12 ( 3 X 4 ) ; г а ­
баритные размеры, мм, 12 00 0X 5000X 4300.
Участок сортировки шпона д олж ен иметь хорошее есте­
ственное и искусственное освещение. З а п а с сухого шпона на
со ртп лощ адке долж ен быть не менее чем на 2— 3 смены р а ­
боты. Это создает оптимальные условия д ля вы равнивания
в шпоне влажности, а т а к ж е д ля обеспечения возможности
ком плектования шпона по сортам, толщинам, что очень в а ж н о
д л я ритмичной работы клеильных прессов.
6.8. О Р Г А Н И З А Ц И Я Р А Б О Ч И Х М Е С Т НА У Ч А С Т К Е
СУШКИ — СО РТИ РО В К И ШПОНА
Сушилки относительно линий лущения — рубкн располагают по сл ед ую ­
щим схемам: фронт сушилок параллелен фронту лущильных станков, сорти­
руют шпон непосредственно у каж дой сушилки (рис. 57, а) или на специаль­
ной сортплощ адке (рис. 5 7 ,6 ); фронт сушилок перпендикулярен ф ронту л у ­
щильных станков (рис. 57, а ); сушилки расположены уступами, т. е. разгру­
зочные этаж ерки их находятся не на одной линии, а смещены по оси на
расстояние 9 — II м (рис. 57, г).
Р асполож ение сушилок по варианту рис. 57, в или г требует больших
производственных площадей и значительной ширины цеха, т. е. они прием­
лемы для вновь строящихся предприятий.
Д ля газовых сушилок расположение топок мож ет быть различным. Так,
на уровне пола цеха располагают одну топку для нескольких сушилок. Если
позволяет высота здания, топки помещают над сушилками (на каж дую с у ­
шилку своя топка). Второй вариант более приемлем, так как он позволяет
высвободить производственные площади. Кроме того, здесь лучше использу­
ется тепло топочных газов вследствие меньших потерь в газоходах.
При ручной загрузке роликовых сушилок в зависимости от их произво­
дительности требуется различное число рабочих. При этом производительность
сушилки учитывают не только в кубометрах, но и в листах шпона. При про­
изводительности сушилки 200— 250 листов шпона в час ее загр уж ает один
рабочий, 260—600 — двое рабочих; 620—750 — трое. При производительности
8 0 0 — 1200 листов шпона в час на загрузк е сушилки требуется бригада из
4 человек. На разгрузке сушилки при ее производительности до 600 листов
шпона в час ограничиваются одним рабочим; при производительности ее от
600 д о 1200 листов требуется двое рабочих. В случае механизированных
172
загрузки и выгрузки шпона ограничиваются бригадой из 3 человек (двое со
стороны загрузки и один — со стороны выгрузки). П роизводительность роли­
ковых сушилок, их расположение, а такж е наличие производственных площ а­
дей предопределяю т и характер организации последующ ей операции — сорти­
ровки шпона.
.1 .
□ □
[
1
г
<Ш 0
X
1 II1
1
1
.
5Ш Г&4
“ пяп
в□ □
вп
□
□ □
.-№*Q Q
□
I I 1(4
Ьа□нп
Г—
(чг ’—
□ □
□ □
□ □
□□□□С
□
□
□
с! l i
Р >
р,
П очинна ш пона
п□п
□
□□□□□□□□
4«
□□□□□□□□|
□□□□□□□□?:
51I Ил
____
5,ч 1,<5мм
„
□
| ® п р
-3D
€>□[
.
□ □
I - !? -
П
«ПГ
П Па
eSsl
'3000
Ъ ппппппсг1
с»
□
□
£(ПГ □
□
□ □
□
□ QD --КПП
□
Р-да>§ □
Q* -О □
□
□ □
□
□ П
□
ZD□
чооо. *•*000
}
rh
43
□
□
□ □
□
□
п
3
г шэ
q
а
5
Рис. 57. Принципиальные схемы расположения оборудования и организации
работы на участке сушки — сортировки шпона:
1— суш илка; 2 —стопы сырого шпона; 3 —рельсовый путь; 4 — стопы сухого шпона;
5 — сортировочный стол; 6 —стопы рассортированного шпона; 7 — конвейер для сухого
шпона; 8 —пульт управления; 9 — участок починки шпона
Сортировка шпона у сушилки требует большего числа подстопных мест
(1 4 — 18 стоп на к аж дую сушилку и каж дую толщину ш пона), больших пло­
щ адей, затрудняет работу транспорта и поэтому целесообразна только при
р аботе на предприятии одной, в крайнем случае, двух сушилок и наличии
больших свободны х площадей.
На большинстве старых предприятий сортировку шпона выполняют вруч­
ную. На вновь проектируемых и строящихся предприятиях предусмотрены
полуавтоматические линии сортировки форматного шпона. Шпон от сушилок
на линию подаю т вилочными погрузчиками и укладывают на подъемный
стол. Затем листы по одном у при помощи специального устройства посту­
пают на сортировочный конвейер, откуда сортировщица, стоящ ая у пульта
управления, направляет их в зависимости от сорта в соответствующ ие нако­
пители. В данном случае могут применяться вакуум-присосы. После того как
стопа в накопителе достигает высоты 600 мм, включается конвейер выдачи
стопы, подающий ее на роликовый стол. Вилочными погрузчиками стопы
отвозят на буферный склад или к шпонопочиночным станкам. Высота стопы
здесь составляет не более 1,5— 1 , 6 м.
Сортировка мож ет быть организована сразу ж е от сушилок. Кусковой •
шпон сортируют на конвейере с одновременным комплектованием полос по
качеству и размерам по ширине.
Техника безопасности при работе на сушильных агрегатах. Расстояние
м еж ду сушилками, установленными в одной паре, долж но быть не менее
1,5 м, а м еж ду двумя парами сушилок — не менее 4,5 м. Д ля ликвидации
заломов в роликовых суш илках применяют крючья и другие приспособления,
сушилку перед этим охлаж даю т. Со стороны загрузки и выгрузки роликовых
сушилок рабочие места оборудую т душ ирующ ими установками. Ш ибер ды м о­
вой трубы долж ен иметь приспособление, позволяю щ ее переключать его непо­
средственно с пола, и ограж даю щ ее устройство, препятствующ ее его выпа­
дению. Контргрузы шибера такж е долж ны быть ограждены.
Воздух из камер охлаж дения шпона сушилок долж ен удаляться
в атмосферу. П арораспределительные колонки, а такж е гибкие и ж есткие
трубки должны быть в исправности и иметь ограж дения, полностью закры ­
вающие их как по ширине, так и по высоте.
6.9 РЕБРО СК Л ЕИ ВАН И Е Ш ПОНА И П РИ М ЕН Я ЕМ О Е
ОБОРУДОВАНИЕ
В производстве лущеного шпона не весь шпон получаю т
форматным, т. е. не все листы имеют стандартны е размеры.
Большое количество лущеного шпона (15—2 0 % объема) к м о­
менту завершения операции сушки выходит в виде кусков (или
полос кускового ш п о н а). Д л я придания кускам товарного
вица, а также с целью возможного их сращ и вани я в полноф ор­
матные листы, куски о б раб аты ваю т по кромкам. Д л я этой
цели применяют различного типа кром кофуговальны е станки,
а также гильотинные ножницы. Эти же станки применяют
в производстве мебели при облицовывании изделий строганым
шпоном, а т а к ж е в производстве гнутоклесных деталей, ф у т ­
ляров телевизоров, радиоприемников и т. д. Технические х а ­
рактеристики некоторых кром кофуговальны х станков отече­
ственного производства приведены в табл. 47.
Кромкофуговальный станок КФ-7 предназначен для опи­
ловки и фрезерования продольных кромок листов шпона (л у ­
щеного и строганого) в пачках. Основные части станка: с т а ­
нина, стол, прижимное устройство, кар етк а с реж ущ им инстру­
ментом, редуктор и электрооборудование.
Станок КФ-9М является более новым и совершенным. Он
такж е предназначен д л я прифуговки пачками кусков лущеного
и полос строганого шпона, но с обязательной предварительной
прирубкой кромок на ножницах, т ак ка к пила на станке з а м е ­
нена ножевой головкой. Основным отличием КФ-9М от КФ-7
является то, что прижимное устройство снабж ено пневмоци­
линдром для подъема и опускания прижимной траверсы, а не
электродвигателем.
174
Таблица 47
Показатель
КФ -9М
К Ф -7
Размеры обрабатываемой пачки шпона,
мм:
длина (наибольшая)
высота (наибольшая)
ширина
Скорость перемещения прижимной бал ­
ки, м/с
Скорость рабочего хода каретки с р еж у­
щим инструментом, м/мин
Скорость холостого (обратного) хода ка­
ретки, м/мин
Частота вращения пилы, мин - 1
Диаметр пилы, мм
Вращ ение ножевой головки для предва­
рительного фрезерования, мин - 1
Частота вращения ножевой головки для
окончательного (чистого) фрезерования,
мин - 1
Диаметр ножевой головки, мм
Мощность электродвигателей, кВт:
пилы
фрезерной головки
подачи каретки
движения балки
Габаритные размеры станка, мм (длина X
X ширина X высота)
М асса, кг
2 0 0 0
2 0 0 0
90
—
0,0141
50— 120
100— 800
Пневматическая
5,34
1 2
10,5
24
2910
400
—
—
—
2930
2880
2880
154
180
4,0
—
24,5
2 , 2
2
,5 /2 , 8
4 600X 1565 X 1665
—
4500Х 1840X 2080
3570
3880
2 , 8
Гильотинные ножницы применяют с целью повышения про­
изводительности,- снижения запыленности и шума. Это более
совершенные и перспективные станки. Н а предприятиях при­
меняют гильотинные ножницы как отечественного производ­
ства (НГ-18, НГ-25, Н Г -30), т ак и зар у б еж н ы х фирм «Рюкле»,
«Торвеге» (Ф Р Г ) и др. Техническая характери сти ка ножниц
д а н а в табл. 48.
Расчет производительности гильотинных ножниц
Т'смбО v ' г7"
У/СМ *■
X,
Ха
'' р '
и
“
см
Гсм60<7 ^
.
X! -(- X j
' ' Р '
где П см, П см" — производительность гильотинных ножниц со­
ответственно в пачках кускового шпона в смену и в м3 в смену;
т. — продолжительность ручных операций на одну подобран­
ную пачку кускового шпона (подача пачки на стол ножниц,
вы равнивание пачки, поворот пачки на 180°, снятие пачки со
ст о л а ), с; т 2 — продолжительность машинной обработки одной
пачки, с; q — средний объем одной пачки, м3, q = lcvbQVS cvn\
здесь Uр, Ьср, 5 ср — соответственно средние длина, ширина и
175
толщ ина кускового шпона, вы бираю тся в зависимости от н а ­
значения шпона (для ребросклеивания, д ля облицовывания, на
Д С П , на Г К З и д р .), м; п — количество листов (слоев) шпона
в пачке, выбирается в зависимости от толщины шпона и д о п у­
скаемой толщины пачки; К р — коэффициент использования р а ­
бочего времени смены (принимают равным 0,95).
Таблица 48
Показатель
Размеры обрабатываемого матери­
ала, мм:
длина пачки шпона (максималь­
ная)
высота пачки шпона (макси­
мальная):
при резании вдоль волокон
при резании поперек волокон
Н аибольшее расстояние от лезвия
ножа до поверхности стола, мм
Д авление прижима на пакет, МПа
Время прижима пакета, с
Время подъема прижимной травер­
сы, с
Скорость движения прижимной
траверсы, мм/с
Н ож евая траверса:
тип привода
Н Г-18
НГ-'-О
1600
2800
90
30
190
90
30
190
0,25
4,7
4,7
0,25
4,7
4,7
32
32
М еханиче­
ский
М еханиче­
ский
скорость движ ения, м/с
0 , 2
мощность электродвигателей, кВт
6 , 6
Габаритные размеры ножниц, мм 3140Х 3460Х
(д л и н ах ш ири нах высота)
X 1745
М асса, кг
. 4740
0 , 2
5,5
4460Х 1500Х
X 1930
5800
П р и м е ч а н и е . Мощность электродвигателя
ниц « Р ю к л е -Л /^ ^ !» составляет 0,2 кВт.
Рю кле— AFS.-21
2 1 0 0
150
50
—
—
—
—
1 0 0
Г идравлическнй
0,33
5,0
3500Х 1100Х
X 2900
5000
клеенаносителя для нож ­
О перация ребросклеивания имеет большое экономическое
и технологическое значение. Б л а г о д а р я ей создаю тся предпо­
сылки д ля существенного увеличения производительности по­
следую щ их операций: сборки пакетов, загрузки пакетов в пресс
и др. Кроме того, ребросклеенный шпон способствует получе­
нию продукции более высокого сорта и качества. Так, из р еб ­
росклеенного шпона мож но получить ф анеру сорта АВ в то
время, ка к из неребросклеенного — только сорта С.
В озмож ны е схемы соединения шпона по ширине показаны
на рис. 58. Д о недавнего времени в фанерной и мебельной про­
мышленности широкое распространение имело соединение по­
лос шпона гуммированной лентой при продольной подаче
шпона (рис. 58, а). По этому принципу работаю т станки отече­
ственного производства PC-6, РС-7. Г уммированная лента
п редставляет собой б ум аж ную ленту шириной 20—25 мм, на
176
одну из сторон которой нанесен белковый клей (м ездровы й).
Она мож ет быть сплошной или перфорированной. При ребросклеивании полос шпона друг с другом лента н аклеи вается на
пласти полос вдоль соединяемых кромок. С клеивание шпона
гуммированной лентой обеспечивает высокую прочность и н а ­
дежность соединения, однако этот способ имеет и сущ ествен­
ные недостатки: в процессе склеивания фанеры от ленты об ­
разуются вмятины на поверхности листов, которые трудно
устранить; н изкая водостойкость ленты не позволяет исполь­
зовать ребросклеенный шпон на внутренние слои фанеры; вы1
А ' >'
Т
■з
Г
t'" к
ь
4
К
а\
1
f
2
i
t
>
-k .
>
д
>
,
(
)
)
е
10
иi 1
9
5
[
г >
’ Ь.
>
Ф
Ф
>
4
11
:
Ф
Ф
/2
Рис. 58. Схемы
соединения
полос
шпона
по ширине
(ребросклеивание):
] —полоса шпона; 2 —гуммированная лента; 3 —стягивающие ролики; 4 — нагреватель;
б — термопластичная нить; 6 —клей; 7, 8, 9, 10 —конвейеры; 11 —сшивающая нить;
12 —бобина с термопластичной литью; и — направление подачи шпона
сокая стоимость лепты уд о р о ж ае т производство продукции;
производительность оборудования для продольного ребросклеивания низкая; полосы шпона необходимо подбирать по ши­
рине. Кроме того, на н аруж н ы х слоях фанеры гуммированная
лен та согласно ГОСТу не допускается — отсюда необходи­
мость в дополнительной операции по ее удалению.
Д л я устранения недостатков, присущих продольным лен ­
точным станкам, бы ла создан а гамм а станков д ля продоль­
ного безленточного ребросклеивания (рис. 5 8 , 6 ) . Этим спосо­
бом склеиваю т полосы шпона на отечественных станках мо­
дели PC-5, РС-8, а т а к ж е на импортных: ZK-20 фирмы «Фриц»
(Ф Р Г ), DOSA (П о л ьш а) и др.
Среди них наибольшее распространение получили станки,
соединяющие полосы шпона клеем, предварительно нанесен­
ным на фугованные кромки. Ч а щ е всего используют карбам ндоформальдегидны е клеи, которые наносят на кромки полос
сразу ж е после обработки пачек шпона на кромкофуговальном
станке или гильотинных ножницах. После вы держ ки полосы
177
шпона попарно подаю т на станок д ля продольного реб роскле­
ивания. Здесь при помощи приводных стягивающ их роликовполосы плотно приж им аю тся друг к другу кромками и пода­
ются под нагреватели, которые обеспечивают прогрев клеевого
шва и склеивание. О днако данный способ т а к ж е имеет некото­
рые недостатки: необходимость тщательной предварительной
подготовки полос шпона (нанесения клея, выдерж ки и под­
сушки к л е я ), необходимость подбора полос шпона по ширине;
низкую производительность об орудован и я,обусловлен н ую про­
дольным способом подачи полос шпона в станок.
В последние годы в отечественной и зарубеж ной п ракти ке
д л я продольного ребросклеивания шпона широкое применение
получили станки, соединяющие полосы шпона терм опл астич ­
ной синтетической нитью (нитевые станки). К станкам д а н ­
ного типа относятся станки модели РС-9 (С С С Р ), а т а к ж е
фирмы «Купер» (Ф Р Г ) , работаю щ ие в нашей промы ш ленно­
сти. Нить на линию стыка кромок у кл ад ы ва етс я на две соеди­
няемые полосы, о б р азу я зи гзагообразную (волнистую) линию.
Соединение получается прочным, эластичным и обеспечивает
плотное прилегание кромок шпона. Сформированны е листы
шпона применяют ка к д ля наруж ны х, так и внутренних слоев
пакета фанеры (рис. 58, е).
Большой интерес представляю т станки с продольной по да­
чей шпона и с точечным нанесением клея (рис. 58, г). Специ­
альное приспособление автоматически наносит на еще не сов­
сем сомкнувшиеся кромки (стык) шпона с определенным ин­
тервал ом (16— 20 мм) небольшие капли клея диаметром д а
3 мм. Клей термопластичный, наносится в нагретом состоянии
и в процессе прохождения через станок о х л а ж д а е т с я и з а т в е р ­
девает, плотно стягивая полосы шпона друг с другом. Такой
способ склеивания позволяет в 5 —6 раз снизить расход клея
в сравнении, например, с нитевым ребросклеиванием. В т а б ­
лице 49 приведены технические характеристики некоторых реб­
росклеиваю щ их станков с продольной подачей шпона.
Р ебросклеи ваю щ и е станки с продольной подачей шпона от­
носительно просты по конструкции, имеют небольшие г аб ар и т ­
ные разм еры , малую металлоемкость. Основной их недостаток
зак л ю ч ается в том, что они малопроизводительны: в среднем
производительность не превыш ает 0,3—0,4 м 3 форматного'
шпона в час.
Кроме того, на них практически невозможно склеивать л и ­
сты шпона большого р азм ера (по ширине) и необходимо очень
тщ ательно готовить шпон, особенно для безленточного реб ро­
склеивания.
В противном случае, как показы вает опыт производствен­
ной работы, возни каю щ ая волнистость полос шпона, непрямолинейность кромки (фуги), влажностны е н апряж ения приводят
к значительному снижению качества ребросклеивания, р а с х о ж ­
дению швов, особенно д ля шпона повышенной толщины.
178
Таблица 49
Безленточные
П оказатель
Н аибольш ий вылет го­
ловки, мм
Толщина
склеиваемого
шпона, мм
Скорость подачи шпона,
м/мин:
наибольшая
наименьшая
Мощность
обогревате­
лей, кВт:
верхнего
нижнего
Мощность
электродви­
гателя, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса станка, кг
РС-5
РС-а
1250
900
0 ,5 — 5
Z K20
1 0 0 0
1250
0 ,4 — 3
0 ,5 -6
0 ,5 — 4
40
4
40
23,6
7
3,15
3,15
2,4
4,2
21
7
1,65
2 , 6
1,7
1 0
*
1650
1620
1470 *
2 1 0 0
\
J
3,0
1 ,2
1 ,0
2355
1560
1620
1900
2280
1720
1580
1300
1,1
2290
1790
1596
1430
DOS А
Продолжение
Ленточные
Нитевые
Показатель
Н аибольший вылет го­
ловки, мм
Толщина
склеиваемого
шпона, мм
Скорость подачи шпона,
м/мин:
наибольшая
наименьшая
Мощность
обогревате­
лей, кВт:
верхнего
нижнего
Мощность
электродви­
гателя, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса станка, кг
РС-9
«Купер»
F V -I
«Купер»
F V -I I
1 2 0 0
1150
1700
0 ,5 — 3
0 ,4 — 3,8
0 ,3 — 3
0,3— 3
40
40
14
30
30
1 0
1 0
РС-6
РС-7
900
900
0 ,5 — 4
40
5
1 0
0,36
—
—
—
0,5
0 , 6
1530
1510
1 1 0 0
1 1 0 0
1885
2065
750
1 2 0 0
—
1835
850
1790
630
\
1
0,25
1
/
0,25
1,5
1,5
2140
780
1500
525
2750
780
1500
730
* Станок РС - 8 может выпускаться в комплекте с клеенаносящ им
вом. При этом его длина равна 2390 мм, а масса 1580 кг.
устройст­
179
В настоящ ее время в производство внедряют более прогрес­
сивные ребросклеиваю щ ие станки с поперечной подачей шпона,
в которых соединяемые кромки полос шпона расположены
в направлении перпендикулярном направлению их подачи при
склеивании. Н а этих станках полосы шпона соединяются в н е­
прерывное полотно (ленту), которое на выходе из станка р а з ­
рубается ножницами на любой нужный размер.
Соединяют шпон в полотно (ленту) разными способами.
Впервые способ соединения полос шпона в полотно с примене­
нием гуммированной ленты применили на Тавдипском ФКЗд есь был создан станок, на котором гуммированная лента
с нескольких катушек, установленных в ряд, накаты вается и
н аклеивается парал л ел ьны м и ряд ам и на слой полос шпона, по­
д ав аем ы х в поперечном направлении ременными конвейерами
(рис. 58, д).
Наиболее перспективными являю тся поперечные реброскле­
ивающие станки, соединяющие полосы шпона клеем, нанесен­
ным на кромки (безленточные станки). К ним относятся станки
моделей Р С П -2 (С С С Р ), «Торвеге», «Рюкле» (Ф Р Г ) и др. Т а ­
кие станки об ладаю т высокой производительностью (в 3— 5 раз
большей, чем продольные), на их базе созданы автоматические
линии непрерывного ребросклеивания. О днако для обеспечения
хорошего качества склеивания т а к ж е необходимо готовить
очень тщ ательно шпон.
С танок Р С П -2 (рис. 58, е) имеет два верхних поперечных
конвейера и два нижних, предназначенных для перемещения и
запрессовки склеиваемы х полос шпона. Полосы шпона с пред­
варительно отфугованными кромками и нанесенным на них до
состояния отлипа подсушенным клеем подают между ветвями
конвейеров. Верхние конвейеры имеют скорость движ ения не­
сколько большую, чем нижние. Последние тормозят п родв и ж е­
ние полос шпона и обеспечивают необходимое давление по их
кромкам. Н агревател и обеспечивают прогрев клеевых швов и
последующее склеивание.
Схема поперечного ребросклеивания шпона синтетической
нитью, пропитанной термопластичным клеем, показана на
рис. 58, ж. Нить с бобин (к ату ш ек), установленных на крон­
штейне в несколько параллельны х рядов, н акаты вается попе­
рек подаваемы х друг за другом полос шпона. Т а к а я схема
соединения полос шпона
применяется на станках модели
Р С П -10 (С С С Р ), «Купер» DM F/1800 (Ф Р Г ), «Рауте» LKV-68
(Ф инляндия) и др. Д л я более плотного соединения ск ле и в а е­
мых полос в некоторых станках нити н акаты ваю тся на обе
противоположные пласти шпона. В других моделях станков
нити приклеиваются короткими отрезками и только в зоне сты­
куемых кромок (это делается д ля экономии нити). Есть мо­
дели, где нижние и верхние нити перекрещиваю тся меж ду кро м ­
ками или укл ад ы ваю тся зигзагом для предупреждения см ор­
щ ивания тонкого шпона нитью. Технические характеристики
180
некоторых ребросклеиваю щ их станков с поперечной подачей
шпона (вместе с ножницами и укладчиком листов шпона) при­
ведены в табл. 50.
Приведенная класси ф и кац и я охваты вает
основные типы
станков, которые находят применение в фанерной и в мебель­
ной промышленности. В фанерной промышленности зн ач итель­
ную часть ребросклеенных листов шпона используют для ф ор­
мирования внутренних слоев фанеры и требования к точности
их ребросклеивания несколько ниже, чем д ля н аруж н ы х слоев.
Д л я изготовления внутренних слоев могут быть использованы
станки, работаю щ ие по схемам рис. 58, ж, з. При невысокой
точности соединения полос шпона станки о б ладаю т высокой
производительностью, а расход клея в них сведен до мини­
мума. О стальны е станки следует использовать для ф орм и р ов а­
ния наруж ны х слоев фанеры, а так ж е д ля облицовок мебель­
ных щитов, т а к к а к они обеспечивают при относительно малой
производительности высокую точность склеивания.
Р е ал и зац и я большинства описанных схем ребросклеивания
стала возможной б лагодаря
применению
термопластичных
клеев (ра сп л а во в ). К леи-расплавы не со д ер ж ат растворителей,
в связи с чем, будучи в расплавленном состоянии, они через
несколько секунд после нанесения на поверхность охл аж д аю тс я
и затвердевают, обеспечивая высокую прочность склеивания.
Вследствие высокой тем пературы клея при его нанесении,
а т а к ж е использования в клее-расплаве н изкомолекулярны х ве­
ществ смачивание склеиваемой поверхности шпона происходит
быстро, что значительно ул учш ает адгезию. При таком склеи­
вании коробления и искривления поверхностей не наблю дается,
так как внутреннее н апряж ение практически отсутствует.
В настоящ ее время клеи-расплавы в наибольш ей степени о т­
вечают требованиям автоматизированного производства. П ри ­
менение их д ля ребросклеивания кускового шпона позволяет
создать станки-автоматы проходного типа, р аботаю щ ие со ско­
ростью подачи до 40 м/мин. Д ан ное обстоятельство будет спо­
собствовать сокращ ению тр у д о затрат на операции ребросклеи­
вания и ее широкому применению в промышленности.
Расчет производительности ребросклеивающих станков:
а) с продольной подачей шпона
п'
"см
.. . п '
_ Т'сч0
«
1КП
#^ р Л с *
‘
**см
Tct/vbS
п
"
р
где Л см, Я см — сменная производительность ребросклеиваю ­
щих станков соответственно в листах и в м 3; 7 С„ — д л и т е л ь ­
ность смены, мин; v — скорость подачи шпона, м/мин; /Ср=
= 0,96.. .0,98; Кс — коэффициент п роскальзы вания шпона, при­
нимается равным 0,96; /к — длина кускового шпона, м; b — ш и­
рина листа сухого форматного шпона, м; S — толщина куско­
вого шпона, м; п — число клеевых швов в ф орматном листе
181
58 [
Таблица SO
Нитеггые
Беэлемточн ыс
• Т»: т 1т. * «одия*
П<М Л%0ТС.\■
■
РСП ’
1
1
Наибольшая длина стыкуемых но
лос, мм
Толщина склеиваемого шноил. им
.850
1.15
3,0
СХхцея мощ ность ^ л е ктр о н .кр гвв-
•К
DM F !**•
«payte*
I K V вм
1730
1850
2200
2800
2800
1800
l ie метч-
1.2
Не менее
05
2 0—6 О
I.-’
Нлибилмиаи длина обреы емой леиш шпона (ширина листа), мм
Скорость подачи, м/мии (регули­
руется б е с а ) иеичато)
Рабочее давление привод*! uinaiuv
укл ащ ика, МПа
«Рюкле*
FZM -28
2700
3—15
0,4
I 2
4.0
1,2
3100
3 12
3 — 12
3 -1 2
3 12
0,5
15
10
0 5— 0
38.1
Й.«
39,0
->о.о
2.«
1,7
2.21
4.00
I.J7
U7
4.00
1,47
I 47
6
-30
6
0 25X 5
М.2-.Х7
7,5
г.за
T iv ie i'i. кВ т
Мощность »лектродви .нелеп . кВт
реброекленвающего чехомш ма
ножниц
укладчика шпонл
Габаритные p u m rp u . ммдлина
ширима
высота
М асса, кгр е б р о е к л е и в э ю и к т м гд л и и и.»
НОЖНИЦ
)К Л .Э Д Ч И К 4 llll'O H I
Примечание.
1.47
1.47
1.16
2.70
• .7(j
3.93
АI
3,93
3,10
3.93
3.70
'■500
600
250
5500
750
'-900
800
120
НО
ЬбОО
875
170
/
5,2
1.50
3,85
KiOO
10 о
5.0
2,75
• 150
1.1
L'.«
2.£i
5560
500
Габаритные размеры для безленточпых рсброскленвающих станков дани без укладчика листов шпона.
шпона; n = ( b / b n) — 1 (bn — средняя ширина полосы кускового
шпона, принимается 0,2— 0,25 м);
б) с поперечной подачей шпона
= T c u v K p K J b - . п"сж = T c a v l KS K p K u ,
где /7СМ, /7СМ— см енная производительность ребросклеиваю ­
щих станков соответственно в листах и в м 3; Тсм — д л и те л ь ­
ность смены, мин; v — скорость подачи шпона, м/мин (берется
из технической характеристики станка с учетом скорости от­
верждения применяемого к л е я ); Кр = 0,96.. .0,98; /См = 0,85; 1К—
хлина кускового шпона, м; b — ширина листа сухого ф о р м а т­
ного шпона, м; 5 — толщ ина кускового шпона, м.
6.10. С К Л Е И В А Н И Е Ш ПОНА ПО Д Л И Н Е И П РИ М ЕН Я ЕМ О Е
О БО РУ Д О В А Н И Е
В настоящ ее время в фанерной промышленности увеличен
выпуск больш еформатной фанеры, т. е. фанеры, разм ер кото­
рой (по длине или ширине) равен 1830 мм и более. Выпуск
большеформатной фанеры 'обусловлен недостаточной экономи­
ческой эффективностью фанеры разм ером 1525 мм и менее.
Д л я производства шпона при этом требую тся чураки д л и ­
ной 1900 мм и более, а так ж е лущильные станки больших р а з ­
меров. В связи с тем, что получение чураков больших р а з м е ­
ров связано с определенными трудностями, при изготовлении
шпона д ля больш еформатной фанеры его склеиваю т по длине.
Этот вид склеивания пока не получил широкого распростран е­
ния. Причина этого — отсутствие высокопроизводительного а в ­
томатизированного поточного оборудования. О д н ако этот спо­
соб в будущем получит более заметное применение, так как он
позволяет более эффективно и рационально использовать д р е ­
весное сырье и мож ет быть использован д ля сращ и вани я ко­
ротких полос кускового шпона.
С клеивание торцовыми кром ками в направлении по длине
волокон практически невозможно. Д л я большей прочности
листы (полосы) шпона соединяют внахлестку, причем во и з­
бежание появления утолщения в местах нахлестки торцовые
кромки срезаю тся на клин, о б разуя так назы ваемы й ус. Р е ­
комендуемая длина уса / = ( 8 — 12)5, где S — толщ ина шпона,
мм.
Усуют шпон на усовочных станках разны х моделей. П ри м е­
няют отечественные станки УС (рис. 59), а т а к ж е импортные
фирмы «Рауте».
С танок имеет станину 1 коробчатой формы, к которой при­
креплены два дугообразной формы кронштейна 3 с цепями
верхних конвейеров подачи шпона. Верхние конвейеры закрыты
ограж дением 2. Цепи нижних конвейеров подачи двигаю тся попазам станины. Цепи приводятся в движение от эл е кт р о д ви га­
теля 7 через
клиноременную передачу со ступенчатыми
18 3
шкивами, червячный редуктор 6 и зубчатую передачу. Скорость
подачи можно изменять перестановкой ремня на ступенчатых
шкивах. Плотный за ж и м шпона м еж д у ведущими ветвями верх­
него и нижнего конвейеров осущ ествляется подпружиненными
пластинами.
Шпон усуют дисковой фрезой, в ращ аю щ ей ся в гори зо нтал ь­
ной плоскости. Ф реза н аса ж ен а на шпиндель, смонтированный
в чугунном корпусе 5. Н а нижнем конце шпинделя закреплен
Рис. 59. Общин ыщ усооочного станка УС
шкив клиноременной передачи, получающий вращ ение от э л е к ­
тродвигателя 8. Корпус шпинделя при помощи винта может
п ерем ещ аться в вертикальном направлении. Усуемый торец
шпона подается в станок при помощи направляю щ его устрой­
ства 4. Стол этого устройства смонтирован на цилиндрическом
сегменте и имеет регулировку н акл он а в одной плоскости, поз­
воляю щ ую получить нужную длину уса в зависимости от т о л ­
щины шпона. Д л я нап равлен ия и подж им а кромки шпона в н а ­
п равляю щ ем устройстве имеется р ам к а с медными заж им ам и .
С тан о к мож но применять и д ля усования фанеры. В табл. 51
приведены технические характеристики усовочных станков оте­
чественного и финского производства.
Шпон соединяют на ус на узкоплитных прессах отечествен­
ного и зарубеж ного производства. П рименяют прессы модели
У СП Г, а та к ж е финские фирмы «Рауте» и английские фирмы
«Филдинг».
184
Таблица 51
Показатель
Толщина усуемого шпона, мм
Скорость подачи, ы/мин:
наибольшая
наименьшая
Диаметр дисковой фрезы, мм
Частота вращения фрезы, мин - 1
Мощность электродвигателей, кВт:
фрезы
подачи
установки рабочей ширины
Габаритные размеры станка, мм:
длина
ширина
высота
Масса станка, кг
УС
«Рау те»
FVS
«Рауте»
2 FV S
0 ,5 — 6
0 ,5 — 6
0 ,5 — 6
18
25
25
12
8
8
2 1 0
2 0 0
2 0 0
6000
5000
5000
2X 6
4,5
6
2 , 8
2 , 2
2 , 2
—
—
0 , 6
1630
830
1130
1650
850
1125
1150
1650
2650
1125
2125
1 1 0 0
П р и м е ч а н и е . Станок 2 F V S — двусторонний, усует одновременно два
противоположных торца шпона и наносит на один усованный торец слой клея.
Наибольшая рабочая длина шпона 1850 мм, наим еньш ая— 450 мм.
Прессы У С П Г (рис. 60) состоят из сварной станины 1, верх­
ней балки 5, двух нап равл яю щ и х стоек 4 , соединяющих балку
со станиной. В станине расположены три подъемных цилиндра
3, которые при помощи плунж еров обеспечивают поступатель­
ное движ ение подвижной балки 6 с ползунами 2. Ползуны пе­
ремещ аю тся по стойкам 4.
Д л я н агрева клеевого шва соединяемых на ус листов (по­
лос) шпона и передачи д авл ен ия сл у ж а т две стальные н агре­
вательные плиты. Н и ж н яя плита 8 прикреплена к подвижной
балке, а верхняя 9 — к верхней балке. В плитах разм ещ ены
электронагреватели и температурные реле, позволяющие авто­
матически регулировать тем пературу в пределах 100— 200 °С.
К верхней балке прикреплено ры чаж ное приспособление /О д л я
отделения шпона после разм ы кан ия плит пресса.
Шпон в пресс заг р у ж аю т при помощи тележ ки 12, которая
движ ется по столу сварной конструкции 14. Т ел еж ка состоит
из сварной рамы, четырех катков 13 и приспособления 11 для
установки шпона. П одача м асл а в цилиндры пресса и с о зд а­
ние необходимого давления обеспечивается индивидуальным
гидроприводом 7. Техническая характери сти ка некоторых моде­
лей узкоплитных прессов приведена в табл. 52.
Узкоплитные прессы используют и д ля склеивания больш е­
форматных листов фанеры. Установленные в линию вместе
с другим оборудованием и оснащ енные автоматическим у п р а в ­
лением они могут заменить больш еформатны е клеильные
прессы (опыт Пермского Ф К ).
185
Расчет производительности узкоплитных прессов:
„
_
г смЫ(
" с м -----------------I Т-2
где П см — производительность узкоплитного пресса, склеек
в смену; п — продолжительность вы держ ки при склеивании на
ус, с, определяю т по данным технологических инструкций в з а ­
висимости от толщины склеиваемого шпона (ф анер ы ), вида
применяемого клея, тем пературы плит пресса; например, д ля
шпона S = l , 5 мм и /„лит= 145.. .150 °С для фенольного клея
t i = 40—45 с, д ля карб'амидного клея xi = 5— 10 с; тг — продол­
жительность ручных операций по укладке, вы равниванию и по­
д аче шпона (ф анеры ), обычно Т2 принимаю т равной 20— 30 с;
/СР= 0,94. . .0,96.
186
Таблица 52
П о казатель
Давление при прессовании, МПа
Рабочее давление в гидросистеме,
МПа
Рабочая жидкость
Число рабочих цилиндров, шт.
Диаметр цилиндров, мм
Мощность обогревателей, кВт:
верхнего
нижнего
Регулировка температуры в диа­
пазоне, °С
Размер плит (д л и н а х ш иринах
X толщ ина), мм
Наибольший просвет меж ду пли­
тами, мм
Производительность насоса, л/мин
Мощность электродвигателя, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
успг
«Рауте»
I P H L 66
«Филдинг»
1,8
1,3
7,0
2,5
28,0
5,0
Вода
3
130
Масло
2 , 2
2 , 0
2 , 2
1 0 0 —
3
2
140
127
Обогрев
паром
2 , 0
2 0 0
1700X 70X 45
50
1 0 0 —
2 0 0
1700Х 150
80— 150
1700Х 150
50
12
2 2
2,8
3,3
3900
2380
1452
1422
3000
2550
1400
2 0 0 0
75
16,2
3,0
3658
1067
2057
3000
П р и м е ч а н и е . Установка IP /H L - 6 6 финской фирмы «Рауте» включает
в себя насосную станцию, узкоплитный пресс, гидравлические ножницы и рабо­
чий стол с кареткой подачи. Фирма такж е выпускает установки с длиной плит
пресса 1460 и 1970 мм.
6
11. ПОЧИНКА Ш ПОНА И П РИ М ЕН Я ЕМ О Е О Б О РУ Д О В А Н И Е
Д л я улучшения качества и повышения сортности шпона при­
меняют операцию починки шпона. Она закл ю ч ается в удалении
из листов шпона дефектов (сучков, отверстий от выпавш их суч­
ков и др.) с последующей установкой на их место вставок из
качественного шпона. К починке относится т а к ж е подклейка
или сш ивка торцовых трещин.
По данным Ц Н И И Ф , починке подвергают до 25—30 % всего
шпона. Причем экономически целесообразно чинить не только
форматный шпон, но и кусковой. Б л аг о д ар я починке сортность
шпона повышается на две-три градации. Т а к ка к количество
сучков в шпоне значительно, получение шпона и готовой про­
дукции высших сортов в достаточных об ъем ах без организации
операции починки невозможно.
Технологические требования к операции починки следую ­
щие: вставки, •установленные на место д еф екта или порока
в шпоне, д олж ны иметь направление волокон, цвет, текстуру
древесины, толщину те же, что и в листе шпона, подл еж ащ ем
починке; для большей плотности установки вставки на место
18 7
Рис. 61. Общий вид шпомопочнмочного станка ПШ
удаленного дефекта в соединении долж ен быть обеспечен н а ­
тяг, равный 0,1— 0,2 мм, а влаж н ость вставки д о л ж н а быть на
3 —4 % меньше влаж ности листа шпона. У даляю т дефекты и
устанавли ваю т вставки на специальных шпонопочиночных
станках. В нашей промышленности применяют отечественные
станки П Ш и ПШ -2. 3 начительно реже используют з а р у б е ж ­
ные станки (« Р ай м а н » — Ф Р Г , «Рауте» — Ф инляндия).
С танок модели П Ш (рис. 61) имеет чугунную С-образную
станину 5, п редставляю щ ую собой полую отливку, в которой
разм ещ ены все механизмы и д етали станка. К станине крепят
рабочий стол 9, на который укл ад ы ва ю т п одлеж ащ ий починке
шпон. В задней части станины разм ещ ены главный привод 7,
электрооборудование 6 и вентилятор, получающий вращение
о т общего электродвигателя. Н азначен и е в е н т и л я т о р а — у д а л е ­
ние вырубленных дефектов воздушной струей.
Н а д рабочим столом распол ож ена верхняя головка 3 с пол­
зуном 4 для вырубки дефектов в листе шпона. П од столом
располож ена н иж няя головка / с ползуном д ля вырубки
вставки и установки ее в вырубленное отверстие. Здесь ж е
имеется кассета 8 с кронштейном подающего механизм а 10 для
продвижения ленты шпона и подачи ее под нижнюю просечку.
М омент использования всей ленты регистрируется сигнальной
лампой.
Н а станине имеется автоблокировка пусковой кнопки э л е к т ­
родвигателя с механизмом включения муфты и ограж дением 2
реж ущ его инструмента. Б л а г о д а р я наличию блокировки невоз­
можно включить электродвигатель при включенной муфте и
•снятом ограж дении (и, наоборот, нельзя открыть или снять
ограж дение при включенном электродви гателе). М аховик 11
•служит д ля проворачивания механизм а станка вручную.
С танок р аб отает следующим образом (рис. 62). Э лектродви­
гатель 20 включаю т пусковой кнопкой 15, смонтированной на
боковой поверхности хобота станины. При н аж ати и на педаль 1
вклю чается муфта 18, в результате в ращ ательное движение от
электро д ви гател я через зубчаты е колеса 21, 22, 23, 24, 25, 26
передается верхнему валу 27, расположенному в хоботе станка,
и ниж нему валу 28, разм ещ енному в нижней части станины под
рабочим столом.
Н а к а ж д о м вал у закреплено по три кулачка. Д в а кулачка
верхнего в ал а ры чагами связан ы с верхним ползуном 9 и пере­
д ви гаю т его по н ап р ав л яю щ и м головки вниз (кулачок 11) и
вверх (кулачок 12). Третий кулачок 10 обеспечивает движение
т о л к а т е л я 8. Д в а кулачка нижнего в ал а связаны с нижним
ползуном 2 и обеспечивают его движение вниз (кулачок 14) и
вверх (кулачок 13). Третий кулачок 3 св язан с рычагом 4 м е­
ханизма, подающего ленту шпона. В верхнем и нижнем пол­
зу н а х крепится рабочий инструмент: прижимное кольцо 6, верх­
н я я просечка 7, толкатель 8, подаватель 16, н иж няя просечка
17 (взаимное располож ение инструмента показано на рис. 13).
189
В станке используют четыре унифицированных р а зм ер а про­
сечек для вставок: 8 0 X 4 0 (фигурный профиль), 6 0 x 3 2 , 4 0 x 2 5
и 3 2 x 1 8 мм (все три разм ер а овального проф ил я). В зав и си ­
мости от разм еров вставок выбираю т ширину полосы (она д о л ­
ж н а быть немного больше ширины вставок) и соответствующим,
образом регулируют ширину находящ егося под рабочим сто­
лом ж е л о б к а д ля нап равлен ия полосы шпона.
В настоящ ее время р а зр а б о та н а конструкция нового ш поно­
починочного станка ПШ-2, обеспечивающего установку вставки
и ее вклеивание. У становка вставок с применением клея повы10
11
12
27
26
ш ает качество починки (отсутствует выпадение вставок) и по­
выш ает сортность фанеры за счет возможного использования
починенных листов шпона для внутренних слоёв, а починенных
полос кускового шпона д ля ребросклеивания. Клей наносят при
помощи устройства, установленного над нижней головкой
станка. Оно состоит из двух съемных клеевых ванночек и при­
водных роликов. Ниж ний ролик снабж ен дозирую щ им ш ибе­
ром.
В верхнем ползуне установлен поворотный толкатель; на
толкателе укреплен резиновый кулачок, который при д ви ж ени и
тол кател я вниз попеременно контактирует с роликами ванночек
и отверстием в листе шпона. Ч ерез к а ж д ы е 4 ч (4000—4500
вставок) в каж д ую ванночку зал и в аю т по 50 г клея (п л аст и ­
фицированной поливинилацетатной дисперсии). Рекомендуется
через 4 ч работы очищ ать от клея и промывать клеенаносящ ий
механизм ванночки и кулачки толкателя. Техническая х а р а к т е ­
ристика некоторых
шпонопочиночных
станков
приведена;
в табл. 53.
190
Таблица 53
Показатель
Число ударов в минуту
Толщина шпона, мм
Наибольший размер про­
сечек, мм
Ширина полосы шпона
для вставок, мм
Вылет хобота, мм
Мощность электродвига­
теля, кВт
Габаритные
размеры
станка, мм:
длина
ширина
высота
М асса, кг
ПШ
П Ш -2
V P R -8 5
56
8— 3.8
80X 40
27
До 4
28— 49
28— 49
—
—
1650
1,7
1650
0,81
850
1,5
1650
2900
2810
1850
1620
2150
2500
1750
1650
1500
3400
.1750
1600
3250
56
До 4
80X 40
1 2 0 0
1620
2250
0
VPR-165
45
До 6
.
110X 80
2 , 2
Расчет производительности шпонопочиночных станков:
11с ы -------7уы<1,' |
Tj + т (т2 - т3)
П см — сменная производительность шпонопочипочного станка,
листов в смену; 7 СМ— длительность смены, мин; -л — п ро до л ж и ­
тельность ручных операций, приходящ ихся на один лист шпона
(подача листа шпона на стол станка, снятие листа со стола
с т а н к а ), с, t i принимают 6— 7 с; тг — машинное время, з а т р а ­
чиваемое на вырубку одного д еф екта и установку одной
вставки, с; в зависимости от модели станка Т2 составляет 1—
2,2 с; тз — время на перемещение листа шпона под просечкой
от одного дефектного листа к другому, с; тз (составляет 0,4—
0,8 с); т — число .дефектных мест в одном листе шпона, под­
л е ж а щ и х починке; принимаю т от 5 до 15; /СР= 0 ,9 5 .. .0,96.
6.12.
О Р Г А Н И З А Ц И Я РАБОЧИХ МЕСТ НА Р Е Б Р О С К Л Е И В А Ю Щ И Х
И Ш П О Н ОП О ЧИ НО ЧН Ы Х СТАНКАХ
Р асполож ение оборудования и организация рабочих мест при операциях
нормализации качества и размеров шпона показана на рис. 63. Эти операции
в большинстве случаев требую т довольно больших производственных площ а­
дей. Ребросклеиваю щ ие станки обслуж и ваю т 2 человека, а станки кромкоф у­
говальные, гильотинные, шпонопочиночные — по 1- человеку. Ориентировочно,
на каж ды е два шпонопочиночных станка приходится один продольный р ебр о­
склеивающий. Н а три-четыре ребросклеивающ их станка требуется один ста­
нок для подготовки полос кускового шпона (кромкофуговальный или гильо­
тинного типа). Число узкоплитных прессов определяется объемом шпона для
склеивания по длине.
Техника безопасности при работе на оборудовании для обработки сухого
шпона. Ш п о н о п о ч и н о ч н ы е
с т а н к и . Эти станки долж ны иметь спе­
циальное ограж дение, исключающее возмож ность попадания пальцев рук ста­
ночника под просечку. Во избеж ание случайного включения станка, пусковая
педаль дол ж н а быть закрыта сверху прочным козырьком.
191
Кр омк о ф у г о в а л ь н ы е станки и гильотинные ножницы.
В крайних полож ениях каретки кромкофуговального станка реж ущ ий ин­
струмент долж ен быть полностью закрыт. Станок и ножницы долж ны иметь
блокировку, позволяю щ ую устанавливать и вынимать пачку шпона только
&
1
□
2
9
*
9
1
5
4
1 IIIIII I I I
г ПС»
1» *
3
□ао g
1
S
I MI l l l ' l
и
т и п
i1
е
©
7 "
о
я
9
/77
Рис. 63. Схемы организации рабочих мест:
а — на
участке починки шпона: 1 — стопы рассортированного шпона после сушки: 2 —
стопа шпона, подлежащего починке; 3 —шпонопочиночный станок; 4 — сортировочный
конвейер для починенного шпона; 5 —стопы починенного и рассортированного шпона;
6 —на участке фугования и ребросклеивания шпона: 1 — стопы кускового шпона после
сушки; 2 — планочный конвейер (этажерка) для подсортированного по размерам кус­
кового шпона; 3 —кромкофуговальный станок (гильотинные ножницы); 4 — тележка
для кускового шпона; 5 — этаж ерка для отфугованного кускового шпона; 6 — стопы
отфугованного кускового шпона; 7 — планочный конвейер (этажерка) для подсортиро
ванного по размерам и по цвету отфугованного кускового шпона; 8 —ребросклеивающий станок; 9 — стопа ребросклеенного шпона; в — на линии усоаания листов шпона
(фанеры) и склеивания их на ус; / — лист шпона (фанеры); 2 — фрезерная головка;
3 — устройство для переворачивания листа на 180°; 4 — перевернутый лист; 5 — узко­
плитный пресс; б — склеенные на ус листы шпона (фанеры)
в отведенном (исходном ) положении кареткн (н о ж а ). Прижимная линейка
не долж на иметь перекосор и долж на плотно прижимать шпон всей пло­
скостью по всей его длине. Упорная линейка кромкофуговального станка
дол ж н а легко отводиться вверх кареткой при ее рабочем ходе и плавно о п у­
скаться при возврате каретки в исходное положение. М еханизм подъем а и
опускания балки для прижима фугуемой пачки, а такж е р едуктод передвиж е­
ния каретки с фрезами долж ны быть н адеж н о ограждены . Н е допускается
192
тай н е каретки кромкофуговального станка и слабины ее в лоперечном на­
правлении. Каретка кромкофуговального станка д олж на быть ограж дена по
исей длине станка.
Р е б р о с к л е и в а ю щ и е с т а н к и . Приводной механизм станка д о л ­
жен быть ограж ден металлическим кож ухом . П одаю щ ие ролики, другие дви­
жущ иеся части долж ны быть закрыты предохранительным щитом, исключаю­
щим возм ож ность попадания в них пальцев рук или одеж ды станочника.
Станки долж ны быть оборудованы отсасывающими устройствами для уд ал е­
ния паров ф ормальдегида.
У с о в о ч н ы е с т а н к и . Ф реза д олж на иметь оградительное устройство.
Подача шпона в станок долж на быть механизирована при помощи специаль­
ного направляющ его устройства с прижимами.
«.13. П Р О И З В О Д С Т В О С Т Р О Г А Н О Г О Ш П О Н А
И ПРИМЕНЯЕМОЕ ОБО РУДОВАНИЕ
Строганый in нон получают строганием ванчесов и брусьев
па шпонострогальных станках и применяют в соответствии
с ГОСТ 2977—82 в качестве облицовочного м атери ал а в произ­
водстве изделий из древесины, особенно мебели. Д л я изготов­
ления строганого шпона применяют различны е древесные по­
роды, преимущественно лиственные: бук, орех, клен, ясень, дуб,
красное дерево, карельскую березу и многие другие, а т ак ж е
хвойные: лиственницу, тис и др.
В зависимости от текстуры древесины, нап равлен ия плос­
кости резания строганый шпоп подразделяю т на следующие
виды: радиальны й (обозначается буквой Р ) ; полурадиальный —
ПР; тангентальны й - - Т; тангенталы ю -торцовы й — ТТ. Отличи­
тельные признаки каждого вида шпона зави сят от р асп о л о ж е­
ния годичных слоев и сердцевинных лучей. Так, у радиального
шпона годичные слои имеют вид прямых п арал л ел ьны х друг
другу линий, а сердцевинные лучи в виде полос, хорошо р а з ­
личимых на площади, составляю щей не менее 3Д площ ади листа.
У полурадиального. шпона годичные слои имеют вид прямых
параллельны х линий, расположенных не менее чем на 3U пло­
щади листа; сердцевинные лучи имеют вид наклонных или
продольных полос, расположенны х не менее чем на '/г площ ади
листа.
Тангентальный шпон характерен тем, что годичные слои,
образую щ ие конусы нарастания, имеют вид углов или кри­
вых линий, а сердцевинные лучи — вид продольных или н а ­
клонных штрихов или линий. У тангентально-торцового шпона,
получаемого в основном из наплывов (например, карельской
березы) годичные слои имеют вид зам кнуты х кривых линий,
а сердцевинные лучи — вид кривых линий или штрихов. В з а ­
висимости от наличия дефектов шпон подраздел яю т на два
сорта: 1-й и ,2-й.
Д л и н а полос строганого шпона составляет 550 мм и более
с градацией 100 мм. Д л я тангентально-торцового шпона длина
полос установлена 300 мм и более с градацией 100 мм. Ш и ­
рина полос шпона не менее 120 мм для 1-го сорта и 80 мм д ля
193
2-го сорта; д ля тангенталы ю -торцового шпона миним альная ши­
рина устанавл и вается 200 мм для 1-го сорта и 100 мм для
2-го сорта. Г рад ац и я по ширине в сторону увеличения 10 мм.
Толщина строганого шпона 0,4; 0,6; 0,8 и 1 мм. Д опускаемые
отклонения по толщине не д олж ны превыш ать ± 0 ,0 5 мм.
Д л я таких пород, к а к дуб, ясень, тис, лиственница, сосна,
миним альная толщ ина шпона 0,8 мм. В л аж н ость шпона д о л ­
ж н а быть равной 8 ± 2 %. Ш ероховатость поверхности: R z max
не более 200 мкм (не ниже 6-го класса) для дуба, ясеня, л и с т­
венницы, сосны; R z max не более 100 мкм (не ниж е 7-го класса)
д ля всех остальных пород. Строганый шпон учитывают в к в а д ­
ратных метрах, поэтому оп равдана тенденция на уменьшение
толщины шпона, т. е. тенденция, противоположная той, что
имеет место в производстве лущеного шпона и фанеры из него.
В настоящ ее время производство строганого шпона расш и ­
ряется. Это вызвано ростом объема производства мебели, по­
вышением требований к ее качеству и внешнему виду. Д л я по­
лучения строганого шпона, кроме традиционных отечественных
древесных пород — дуба, бука, ясеня, ореха и других, наша
промышленность освоила и п ерерабаты вает экзотические д р е ­
весные породы из стран Африки и Юго-Восточной Азии — макоре, сапели, косипо, махагони, тиамо. Все эти породы, осо­
бенно экзотические, относятся к дорогим и имеют ограниченные
запасы. Поэтому правильное, экономное и рациональное ис­
пользование их, сокращение до минимума каких-либо потерь
и отходов в данном производстве являю тся особенно важной
задачей.
В связи с дефицитом рассматриваемого древесного сырья
перед промышленностью поставлена проблема довести толщину
шпона до 0,6 и д а ж е до 0,4 мм вместо традиционно прим еняе­
мой толщины 0,8— 1 мм. Д ефицитом этих древесных пород
вызвано т а к ж е появление в н астоящ ее время различны х синте­
тических материалов, зам еняю щ их строганый шпон при обли ­
цовывании деталей мебели и изделий из древесины. Однако,
отд ав ая долж ное синтетическим пленкам, пластикам, п л а с т м а с ­
сам, текстурной бумаге и другим продуктам современного хи­
мического производства, в данном случае предпочтение отдают
натуральной древесине.
Технологический процесс производства строганого шпона со­
стоит из следующих операций: раскрой кр яж ей на брусья и
ванчесы; гидротермическая (тепловая) обработка брусьев и
ванчесов; строгание брусьев и ванчесов на шпон, сушка шпона;
сортировка, уп аковка и маркировка.
РАСКРОЙ
К Р Я Ж Е Й . В результате раскроя кряж ей на
брусья и ванчесы получаю т сортименты д ля строгания требуе­
мых разм еров с нужной текстурой и рисунком годичных слоев
и сердцевинных лучей, причем этот раскрой п редусматривает
оптимальный полезный выход шпона. Н аиболее характерны е
схемы раскроя п о казан ы на рис. 64.
194
Л 5-240
(СССР)
Показатель
Д и л и г т р ш к н о а . мм
Н а ч альн а я ш ирине инльш н) л и п ы ,
мм
2400
350
ЛБ-150-1
(СССР)
1500
230
50
45
400
575
160
78
по­
55
40
МпЩНЧГТЬ.
264
145
распили­
1500
1250
М а к с и м а л ь н а я пы епта п р о п и л а , им
1100
900
М и п п м а л м 'ы А д и а м е т р р а сп и л и в а е­
м о г о б р е в н а , мм
50
50
С к о р о ст ь р еза н и я , и г
Часттла
вращ ении
н ов , МИН
пп ли н ы х
шкн-
М о щ н ост ь г л л а н о г о зв н га т с и »^ кВт
М о щ н о с т ь прм пода и с к а н н о м
дачи. кВт
ОбИЫ Я
кВт
усШ ИОАЛГИНЛЯ
М а к си м альн ы й диам етр
в а е м о го б р е в н а , мм
С кор ость
рабоч его
ходл
С корость
м. МИК
ХОЛОСТОГО X O tl
тглгж к н .
11МГЖКИ,
.Ч д л - л с т а н к а , к г
М а с с а т е л е ж к и , кг
О б щ . 1Я м а сса у с т а н о в к и , кг
120
125
1 80
1 »
II 970
7 000
9 120
7 100
34 670
29 700
DBCB-I500
•«Т \16и 1
Ьрптство»
(Ю гослави я)
(Ш вец и и )
B B S V -K v ID
(Ф Р Г )
1*00
1Л00
1М>0
1092
IftOO
201)
200
230
120
*'1>0
«Роби н зон а
(С Ш А )
38
38
,Й .О
«Ч у г о к у »
( Япония)
40
57
Н ет c w j
4*
И м 1'всд
Н .'т
(о
55
2
24
20
30
*
—
Л4
115
1330
’ 00
1800
110U
*i2fi
IbfiU
820
50
100
-
—
П6
—
-
45
—
Н гт
H ci
c b cj
сасд
4 0 00 0
с*ед
95
lll'<
H oi
i -ЛОД
HOC
—
—
90
Н ет свед.
IT ш
o ir j
Н ет
I'llCA
Продольный раскрой кряж ей на брусья и ванчесы осущ е­
ствляю т на станках различного типа. Н аибольш ее применение
в нашей стране получили горизонтальные лесопильные рамы
РГ-130, но в последнее время используют и ленточнопильные
станки горизонтального или вертикального типа как отечест­
венные, т а к и импортные, которые более производительны, чем
лесорамы.
Вертикальный ленточнопильный станок (рис. 65) состоит из
станины 1, нижнего приводного пильного шкива 2 и верхнего
натяж ного шкива 7, тележ ки 4, рельсового пути 3 для тележки.
Р а б о т ает станок следующим образом. На тел еж ку 4 у к л а д ы ­
вают к р я ж 10 и з ак реп л яю т крючьевыми заж и м ам и . 5. Т е­
л е ж к а соверш ает рабочее движ ение в направлении пильной
ленты 9 от электромеханического тросового или гидравличе­
ского привода (на рисунке не п о к аза н ). При включенном э л е к ­
тродвигателе вращение через ременную передачу передается
нижнему приводному шкиву, и пильная лента соверш ает не­
прерывное движение, производя распил надвигаемого тележкой
кряж а.
Крючьевые захваты 5 смонтированы на поперечных пере­
движных каретках, что д ает возможность установить к р я ж для
выпиливания из него заданной толщины ванчеса или бруса.
В современных станках зах в ат перемещ ается от эле ктр о м е х а­
нического привода, управляемого дистанционно с пульта у п ­
равления оператора. По заверш ении пропила тел еж ка на уск о­
ренной подаче во звращ ается в исходное положение, к р я ж пово­
рачивается относительно своей оси и пропил повторяется. Чтобы
поверхность кр яж а, после очередного пропила не з а д е в а л а за
зубья движ ущ ейся пильной ленты, к р я ж автоматически вместе
с крючьевыми захв атам и при холостом ходе тележ ки отодви­
гается от пилы па 5— 15 мм.
Кроме перечисленных узлов, станок имеет так ж е: механизм
установки по высоте верхнего ш кива в зависимости от длины
пильной ленты; механизм поворота верхнего шкива па некото­
рый угол в вертикальной плоскости, обеспечивающий п р ав и л ь ­
ное набегание пильной ленты на шкивы; механизм натяж ения
пильной ленты при помощи грузовых устройств 8\ н а п р а в л я ю ­
щие 11 и опорные 6 устройства для рабочей ветви пильной
ленты. В табл. 54 приведены технические характеристики не­
которых отечественных ленточнопильных станков и станков
иностранных фирм.
Производительность горизонтальной лесопильной рамы или
ленточнопильного станка:
гг
Т смиПОдКрКм
" с м => ------------ ;-------------- "Q.
Iz
где Я см — производительность станк а (рам ы ), м 3 перерабатывамого сырья; и под — скорость подачи (с учетом породы д р е ­
весины и суммарной высоты пропи л а), м/мин; /СР= 0,9.. .0,93;
19 6
Рис. 64. Схемы (способы) раскроя кряжей
на брусья и ванчесы:
а — ванчесный
б —кряжевый
мальевой (d
секторный (й
Рис. 65.
станка
(d = 50 . .60 см;
р = 61. . .65 %"):
(d = 35. . 40 см; р = 52. . 56 % ); в —
более 70 см; р = 65. . 70 % ); г —
более 60 см; р = 56. . .60 %)
Схема
вертикального
ленточного
Км = 0,8.. .0,85; / — длина пропила
(к р я ж а ), м; z — число пропилов
для одного к р я ж а ; а — число одно­
временно распиливаемых кряжей;
q — объем одного кр я ж а, м3. П р о ­
изводительность лесопильной рамы
РГ-130 составляет в среднем 10—
20 м3 в смену, ленточнопильных
станков — до 60—90 м3 в смену.
Кроме
того,
ленточнопильные
станки обеспечивают постоянство
скорости резания, более высокое качество реза.
Г И Д Р О Т Е Р М И Ч Е С К А Я О Б Р А Б О Т К А Б Р У С Ь Е В И ВАНЧЕСОВ. В производстве строганого шпона д ля повышения
пластичности древесины ее о б р аб аты ва ю т в специальных про­
парочных (парильных) устройствах. Д о недавнего времени эту
обработку проводили в парильных ямах, камерах.
В настоящ ее время для повышения производительности на
многих предприятиях освоен метод пропарки ванчесов в про­
парочных цилиндрах-автоклавах. Вав токл авах ванчесы
про­
париваю т паром под давлением до 0,4 М П а, вследствие чего
время нагрева значительно уменьш ается. Р а б о ч а я тем пература
в автокл аве достигает 140 °С, а время прогрева сок ращ ается до
1— 6 ч. Техническая характери сти ка ям и автоклавов приве­
дена в таблице 55.
После тепловой обработки ванчесы вы каты ваю т из а в то ­
кл ава (камеры ) и выдерж иваю т, оставл яя на вагонетках, в т е ­
чение 1— 5 ч. Ц елью вы держ ки является выравнивание тем пе­
ратуры по всему сечению ванчеса и достижение ее к моменту
строгания требуемых пределов. Д л я основных древесных п о­
род, применяемых в нашей промышленности, значения опти­
мальных температур при строгании следующие: д ля ясеня 45—
65 °С, лиственницы 60—80°, дуба 50— 55°, бука, ореха, к а р е л ь ­
ской березы 30—40°, макоре 55—
70, сапели 50— 70, махагони, тиамо
45—60 °С.
В производстве строганого шпо­
на из-за отсутствия специального
оборудования
не
предусмотрена
операция окорки брусьев и ван че­
сов. Эту операцию выполняют вруч­
ную скребком или топором с одно­
временным удалением поверхност­
ного слоя древесины, в котором
Рис.
6 6 .
Схема
строгания
шпона
имеются включения песка и других
механических примесей. Р а б о т а э т с
трудоемкая и требует механизации. Д л я этого в Л ТА имени
С. М. Кирова была р азра б ота н а конструкция станка д ля в ы ­
полнения окорки и зачистки ванчесов и брусьев перед о п ер а­
цией строгания. Т а к а я зачистка д ает значительный эффект,
особенно по предохранению лезвия ножа ш понострогалыю го
станка от преждевременного затупления.
С Т Р О Г А Н И Е Ш П О Н А . Строганием шпона н азы вается по­
перечно-продольное резание древесины в плоскости п а р а л л е л ь ­
ной волокнам. Процесс строгания характеризуется во звратн о­
поступательным движением нож а относительно неподвижного
во время резания м а тери ал а (м ож ет быть, наоборот, материал
движется, нож неподвижен). М атер и ал периодически (после
каж дого двойного хода ножа) перемещ ается на величину по­
дачи, равную толщине срезаемого слоя (струж ки).
Д л я строгания так же, как д ля лущения, в аж н о соблю де­
ние режимов обработки, т. е. температуры древесины, угловых
п арам етров ножа и прижимной линейки, величины обж има и
т. д. (рис. 66). Реком ендации по установке нож а и линейки
Таблица 55
Парильные ямы вмести­
М О С Т Ь Ю , M J л о сырью)
Автоклавы вместимостью,
мГ) (по сырью)
Показатель
Длина, м
Диаметр, м
Объем пропарочного аг­
регата, М®
Объем
одновременно
прогреваемого сырья, м3
М аксимальное
давление
пара, МПа
Рабочее давление пара,
МПа
198
3,5—4
7 -9
—
—
3
20
5
18
2
2
15,0
31,5
15,5
55,0
3 ,5 -4
7— 9
3
2 0
0 , 2
0 , 2
0,5
0,5
0 ,1 5 —0,2
0 ,1 5 — 0,2
0 ,2 5 — 0,35
0 ,2 5 — 0,35
следующие. Угол заточки ножа |; - 16. ..18°, задний угол « =
1...2°. Высота нажимной фаски линейки (мм) над режущей
кромкой ножа определяется в зависимости от степени обжима,
h = S (1— А/100), где S - т о л щ и н а шпона, мм; А — степень об ­
жима шнопа, %• Практически А = 10.. .20 %. Величину С (мм)
между лезвием ножа и прижимной линейкой определяю т по
формуле C = h t g 6 , где 6 = а + [ 3 — (угол р езан и я). П од ставляя
значение h, получим C = S (1— A /100)tg б. В зависимости от то л ­
щины шпона и степени обж има С колеблется в пределах 0,13—
0,37 мм.
Па шпопострогальные станки ванчесы подают при помощи
мостовых кранов (или тельф ера по монорельсу). В настоящее
время станки устаревших моделей (ФММ-3100, ФММ-4000) по­
степенно зам еняю т на станки с кривошипно-шатунным м еха­
низмом. Это станки ДКВ-3000, Д КВ -4000 ( Ч С С Р ); TN28, TN35,
'['N40 (И т а л и я ), а т ак ж е станки вертикального типа SM/36,
SM/40, SM/46, SM/52 (Ф Р Г ). Технические характеристики ст а н ­
ков приведены в таб ли це 56.
В вертикальном шпопострогальном станке главное рабочее
движение соверш ает материал, закрепленны й на столе в в ер ­
тикальной плоскости. Н ож соверш ает вспомогательное д в и ж е ­
ние подачи в горизонтальной плоскости; в момент резания нож
неподвижен. В горизонтальном шпонострогальном станке, н а ­
оборот, резание происходит в горизонтальной плоскости, при­
чем главное рабочее движение соверш ает нож, а движение
Таблица 56
Горизонтального типа
П оказатель
Число ДВОЙНЫХ ходов
суппорта в минуту
Длина нож а, мм
Максимальная
длина
ванчеса, мм
Максимальная
ширина
блока панчесов (стола),
мм
Величина подачи (тол­
щина шпона), мм
Скорость
настроечного
подъема стола, м/мин
Мощность главного элек­
тродвигателя, кВт
Габаритные
размеры
станка, мм:
длина
ширина
высота
Масса станка, кг
ФММ-3100
ДКВ-40СП
TN28
TN35
TN40
9 — 14
12— 35
58
56
54
3
3
4 000
4 000
2 840
2 800
3 560
3 500
4 040
4 000
1
0
1 0 0
1 0 0
2 0 0
, 1 —6 , 0
1
,1—
0
1
2 0 0
0,9
1, 15
2 0
71
6
240
5 330
1 965
29 950
2 0 0
1
2 0 0
1
2 0 0
0 ,1 — 3
0 ,1 — 3
0 ,1 — 3
57
60
65
6
Нет свед.
17 650
Нет свед.
25 000
|
28 500
j 31 000
104
П родолжснис
Вертикального типа
П оказател ь
SM 40
SM 46
SM 52
17— 85
14— 80
14— 70
14 — 7 0
3 950
3 600
4 350
4 000
4 950
4 600
5 550
5 200
800
800
700
700
sm
Ч исло двойных ходов
суппорта в минуту
Д лина ножа, мм
Максимальная
длина
пан чеса, мм
Максимальная
ширина
блока ванчесов (стола),
мм
Величина подачи (тол­
щина шпона), мм
Скорость
настроечного
подъема стола, м/мин
Мощность главного элек­
тродвигателя, кВт
Габаритные
размеры
станка, мм:
длина
ширина
высота
Масса станка, кг
:;б
0 ,0 2 5 — 3
0 ,0 2 5 - 3
0 ,0 2 5 - 3
45
45
55
6400
6600
3000
31 5 0 0
6800
6600
3000
35 000
7400
6600
3000
35 300
0 ,0 2 5
-3
55
8000
6600
3000
40 000
подачи — м атериал в вертикальной плоскости; в момент резания
ванчес (брус) неподвижен. Станки вертикального типа н аи бо ­
лее распространены на Американском континенте. В европей­
ских странах, в том числе в нашей стране применяют станки
горизонтального типа.
Горизонтальный шпонострогальный станок работает следу­
ющим образом (рис. 67). Ножевой суппорт 1 соверш ает в о з­
вратно-поступательное перемещение, а ванчесы 2 укреплены на
столе 3, который периодически перемещ ается вверх на вели­
чину толщины шпона после каж дого двойного хода суппорта.
Стол с ванчесами перемещ ается при помощи храпового м е х а­
низма 4 через систему зубчатых передач, гайки и вертикальные
винты 5, соединенные со столом. В озвратно-поступательное пе­
ремещение суппорта происходит от электродвигателя через ре­
ечную передачу 6, ка к у казан о на рисунке, а т а к ж е от криво­
шипно-шатунного механизма. Переключение суппорта с рабочего
па холостой ход и обратно достигается при реечной передаче
электромагнитной муфтой (станки ФММ-3100), а в случае п р и ­
менения кривошипно-шатунного механизма такого устройства
не требуется (станки Д К В , TN, S M ). Д л я улучшения условий
формирования шпона, получения более гладкой поверхности и
снижения усилий на резание суппорт станка располагаю т под
углом 8 - 12° к оси стола и направлению волокон ванчесов.
На станках ФММ-3100 ванчесы крепят на столе станка вруч­
ную при помощи винтовых заж им ов. В н астоящ ее время руч,'iwi
пое винтовое крепление з а м е ­
няют гидравлическим, состоя­
щим из гидронасоса, системы
трубопроводов
и
гидроцилнндров. Применение гидро!ажима облегчает труд р а б о ­
чих и способствует повыше­
нию
производительности
станка. При работе на станке
ФММ-3100
полосы
шпона,
срезаемые с ванчесов, отби­
Рис. 07. Принципиальная схема ра­
рают вручную. Эта операция
горизонтального
шпонистротрудоемка и утомительна. П о ­ боты
1 алыюго станка
этому исследовательские ин­
ституты
и
промышленные
предприятия разработал и устройства и приспособления, позво­
ляющие автоматизировать отбор полос шпона во время их сре­
зания с ванчесов. Так, У к р Н И И М О Д и Апшеронский Д О К со ­
зд али устройства, которые обеспечивают снятие полос шпона и
уклад ку их в пачки (кноли). Па отдельных предприятиях
с целью увеличения производительности станка ФММ-3100 при­
вод суппорта реконструировали и перевели па кривош ипно-ш а­
тунный. Это упростило конструкцию станка и управление его
работой.
Шпонострогальный станок ДКВ-4000 (Ч ССР) отличается от
станков ФММ тем, что суппорт его перемещается при помощи
кривошипно-шатунного механизма. Н ож па суппорте установ­
лен перпендикулярно направлению движ ения суппорта, а в ан ­
чесы укреплены на столе под углом 6— 10° по отношению к л е з ­
вию ножа. Перпендикулярное расположение ножа позволяет
упростить механизацию процесса отбора полос шпона из по­
лости суппорта станка во время их срезания.
Станок Д КВ -4000 состоит из механизма перемещения суп­
порта и механизма подачи стола. Перемещ ение суппорта осу­
ществляется от электродвигателя через клиноременную пере­
дачу, редуктор, зубчатую передачу, кривошип п шатун. М еха­
низм подачи стола сходен с механизмом станков типа ФММ.
Недостаток этих с т а н к о в — больш ая неравномерность скорости
суппорта. Скорость изменяется непрерывно в зависимости от
угла поворота кривошипа и принимает значения от максимума
до нуля. Положительное качество станков с кривошипно-шатунным механизмом — постоянство длины хода суппорта, что
значительно упрощ ает управление работой станка и позволяет
увеличить число двойных ходов суппорта до 32 в минуту, т. е.
в 2 с лишним р а за больше, чем у станков ФММ-3100.
Шпонострогальный станок TN35 (фирма «Анжело
Кре­
мона») характерен тем, что нап равляю щ и е суппорта имеют н а ­
клон в сторону рабочего хода под углом 12°. Это сниж ает силы
трения между ползунами суппорта и нап равляю щ и м и , создает
201
более благоприятны е условия д ля наблюдения за процессом
строгания и выноса листов из полости суппорта. Быстрое р а з ­
двигание траверс суппорта позволяет существенно сократить
время на зам ену н о ж а и прижимной линейки; наличие вакуумприсосов дает возможность снизить толщину отструга до 5—
11 мм, что значительно уменьш ает величину отходов. И с п о л ь ­
зование электродви гателя постоянного тока, фрикционной
муфты и быстродействующего пневматического тормоза п озво­
ляет плавно изменять число ходов суппорта от 0 до 56 и быстро
останавли вать суппорт в любом нужном положении.
На шпонострогальном станке вертикального типа SM (фир­
ма «Флек-Келлер») упрощен съем и отбор шпона при ст р о г а ­
нии, которые обеспечиваются его собственной силой тяж ести.
Это является основным преимуществом станка. Кроме того, он
зан и м ает небольшую производственную площадь. К н ед остат­
кам следует отнести трудность установки и крепления ванчеса
на суппорте (вертикальном столе) станка.
В шпонострогальном станке V34-DB (фирма «Тайхей») суп ­
порт с ножом приводится та к ж е от кривошипно-шатунного
механизма. Особенность станка в том, что ванчес зак реп л яю т
над суппортом, что упрощает отбор полос шпона, которые
после срезания под собственной тяж естью падаю т на л ен то ч ­
ный конвейер и выносятся для формирования кноля. Д лина
нож а 3350 мм, ход нож а 1050 мм, угол установки ножа по о т ­
ношению к ванчесу —25°. Д иапазон толщин шпона 0,1 1,5 мм.
О б щ ая установленная мощность = 41 кВт.
З а с л у ж и в а е т внимания идея создания роторного шионострогального станка (конструкция Брянского технологического ин­
ститута). Его основное достоинство заклю чается в зам ене в оз­
вратно-поступательного движ ения резания, характерного для
всех существующих типов строгальных станков, на непреры в­
ное вращ ательное движение с постоянной скоростью резания.
Производительность шпонострогальных станков:
_ Т СЫ\ Н
СМ
( Н, + П 2) ] т
о
Т Ц ‘- ) С Ы р
^см
.
р
>
^см^сыр^сыр’
где /Усм, / / См — сменная производительность шпопострогального станка соответственно в листах и в метрах квадратны х
сырого шпона; Н — высота брусьев (ванчесов), мм; Н х — т о л ­
щина отструга, мм; для станков с гидравлическими и м ехани­
ческими заж и м а м и Н\ = 2 5 . ..40 мм, д ля станков с вакуум-присосами Н\ = Ъ. ..10 мм; Н 2 — су м м ар н ая толщ ина срезков, мм;
обычно # 2 = 5.. .7 м м ;' m — число брусьев (ванчесов), у с т а н а в ­
ливаемы х одновременно на столе станка; А Р= 0,93.. .0,95; т ц —
продолжительность цикла или полное время, расходуемое на
строгание брусьев (ванчесов) одной зак л ад к и и на вспомо­
гательные операции, мин; т ц = т| Ч-Та + тз,
202
/К1 Т|
время на строгание закладки брусьев
(ванчесов), мин, т ,=
(Н
Hi )/ Sc, , n, n\ здесь S clj,i>
толщина сырого шпона, мм; п -число р а­
бочих ходов суппорта станка, ходов/мин; г., — сумма затрат времени на вспо­
могательные ручные операции, мин. Это установка брусьев на столе, закреп­
ление брусьев на столе, регулировка стола и его опускание, перекантовка
брусьев, повторное закрепление их на столе, уборка отстругов и обрезов
шпона; обычно т 2 = 5 . . . 6 мин на один брус; т 3 — время, р асходуем ое на х о ­
лостой хо д стола при его подъем е перед началом строгания (в станках вер­
тикального типа — при горизонтальном перемещении стола); обычно т 3 =
= 1,5 . . . 2 мин;
5 СЫр, /сыр, Ъсыр — соответственно толщ ина сырого шпона, мм,
длина и средняя ширина сырого шпона, м. Производительность
горизонтального шпонострогального станка ФММ-3100 состав­
ляет 3,5—4,5 тыс. м 2 сухого шпона в смену и зависит от п о­
роды и разм еров сырья.
СУШ КА С Т Р О Г А Н О Г О Ш П О Н А . На большинстве отече­
ственных предприятий строганый шпон суш ат в паровых (воз­
душных) роликовых суш илках СУР-4, СУР-5. Эти сушилки
п редназачаю тся для сушки лущеного шпона, поэтому для стро­
ганого они малоэффективны. Процесс загрузки и выгрузки
длинных полос строганого шпона не механизирован, вследствие
чего велики трудозатраты . Производительность сушилок мала,
так ка к коэффициент заполнения этаж ей по ширине и по
длине очень низок (/<ш= 0,6; Л'дл = 0,75).
Н а некоторых передовых предприятиях применяют наибо­
лее прогрессивные методы строгания и сушки шпона, для чего
используют шпонострогальные станки фирмы «Анжело-Кремона». Станки работаю т в одной линии с суш илками той ж е
фирмы.
Д л я сушки шпона применяют т а к ж е ленточные (сетчатые)
сушилки, в которых шпон перемещается в направлении попе­
рек волокон, а не вдоль. Это способствует снижению труд о­
з а т р а т и увеличению производительности на операции сушки.
Кроме того, ленточные сушилки работаю т в одной линии со
шпонострогальным станком без промежуточных перекладок
шпона. Срезаемы й на станке лист сразу ж е системой в ак у у м ­
ных присосов и конвейеров подается в сушилку.
Технико-эксплуатационные параметры полуавтоматической
линии фирмы «Анжело-Кремона» следующие:
М аксимальное число листов ш пона, поступаю щ их на загрузочны е
конвейеры суш илки со ш понострогального станка в м и нуту, шт. . .
56
М аксимальная конструктивная скорость загрузоч ны х конвейеров,
м / м и н ............................................................................................................................................
30
О бщ ая мощ ность установленны х электродвигателей , к В т ....................... 128
Р а сх о д пара при давлении 1 М П а, к г / ч .............................................................1 200
Габаритны е размеры линии, мм:
д л и н а ....................................................................................................................................... 31 500
ш и р и н а ..................................................................................................................................
5 850
в ы с о т а .......................................................................................................................................3 1 0 0
После сушки листы шпона сортируют и у к л ад ы ваю т в пачки
(кноли) в порядке выхода их при строгании. Число листов
шпона в пачке долж но быть четным и не менее 10. К аж дую
203
Рио. чЛ П.ынировкл оборудования a цехе п р отп одстп л crpuramirn
' -
K a v - 1 1 ....
f '.i
*
tm- ' H « [ « к
Ч Т И < 1 < ||| у ) H I K .
т II ч in нон ил* и ч п
*
- -
Л уф грио*
.r im !» .
j x r л.1ы»ии
.
.’1 0 « г Ш ( И | е ,
) 1«'1палп1иы|1
танок.
J — ГО р«»О И Г«Л Ы М *
нут.
/ ? — роликом^*
Д - ларпльяые
k-yuiH--fc*
uiiioiu
Л С С О О К Л ЬН С *
tTj.i.niiHKuit ФЛ\К):
р .1 « * .
* -
F - .r O B e tC J I ,
камеры. У - пмм.-1>оимЯ
/* — пачки
ynjfcoB.iim oro
-лома
путь.
J — «р«*
К'
- «■
пачку перевязы ваю т ш п а га ­
том в одном месте при
длине шпона до 1 м и в двух
местах при длине его от 1 м
и выше. П ачку м аркирую т
с указанием породы древе­
сины, разм еров шпона, вида
текстуры шпона, сорта, ко­
личества шпона в листах и
квадратны х метрах. М ар к и ­
ровку наносят цветным м ел­
ком или к аран даш ом на
верхнем листе шпона.
П ачки шпона по породам
и
р азм ерам
укл ад ы ваю т
в пакеты массой не более
500 кг. К аж д ы й пакет сл е­
дует обернуть в два слоя
полиэтиленовой
пленкой.
Сверху и снизу пакета н а ­
кл ад ы ваю т щиты из досок
(толщиной 13— 19 мм) или
другого листового м атери ала
(фанера, Д В П и др.). На
к аж дом пакете до лж но быть
3—4 обвязки стальной у п а ­
ковочной ленты. Н а пакеты
наносят маркировку с у к а ­
занием предупредительного
знака «Боится сырости», по­
роды древесины, вида тек ­
стуры шпона, сорта шпона,
количества шпона в листах
и кв адратн ы х метрах, обо­
значения ГОСТ 2977—82.
Транспортирую т шпон в кры ­
тых транспортных средствах,
а хран ят в зак р ы ты х поме­
щениях. Р асп олож ен и е обо­
рудования и организация
рабочих мест в производстве
строганого
шпона
п ока­
заны на рис. 68, 69.
Б ал а н с древесины в про­
изводстве строганого шпона
определяется
следующими
показателям и,
%:
шпон
52— 70; подгорбыльные д о ­
ски, горбыли 15— 32; опилки
X С
® У-V 4>
V йВ
1 *£
5г
gii*|
О
=< о "я~
м •*%
:Х■
21
7 Я 5 ч'
{г а са 5
tc а р:ч g
.э
оо Е
^ сз о с я
<и у Оi
*9
ii '5* О
гМ
7. *оg
V
К _ к >,
СОse CLtJ
2• S.я еЧ*с. чз
- С* : е
хб
?
*О 8=
2 ^ -1и
-
' ОС/ -
= 2*г *■*- 49»IС
5?’
S5I 3I
§- Р § |
S I S.2<■>S
J
qj «а I Sл
1*
5
I
..505
4 1а оg
оI
=• ••
ЯWJ3* вS чрЙя.
• Ь fv «■
~ Г* 2
V2 * 3 *
гs £-з - ?*
Z5 I к
<ч4 S
(.csi' S2 у
<
ш IN о 2
51 1 . *
(- <L> X
« fiA в 4, tg
K®*
•I
>»:
*ьг r
r>'
к0О.Г,щ
0.0
ч
Ии
“
5
« d«*S
Z *" i a *
1 ^ i
E
в*
re ••1? *
z
X
в Г
^2
o
CL - Я\c4ЖQ.■•:r
t.
205
2 —5; отструги и обрывки шпона 9— 12; усушка 6—9. Количество
шпона в м2 из 1 м3 сырья определяется по формуле F = \ 0 p / S ,
где р — процент выхода шпона в зависимости от способа р а с ­
кроя (см. рис. 64) и диам етр а сырья; ,S — толщ ина шпона, мм.
Техника безопасности в производстве строганого шпона. На горизонталь­
ной лесопильной раме и ленточнопилыюм станке кряж или брус крепят на
рамной тележ ке (платформе) не менее чем тремя парами заж им ов. П ерпен­
дикулярно движ ению пильной рамки (ленты пилы) устраиваю т жесткий упор
в виде вертикального щита, предохраняю щ его людей в случае поломки пиль­
ной рамки или обрыва ленты пильного полотна. К олеса тележ ки сверху
ограж даю т. Расстояние м еж д у краем ограж дения и рельсом не дол ж н о пре­
вышать 5 мм. На концах рельсового пути тележки устанавливаю т упоры,
предохраняю щ ие сход ее с рельсов.
При работе па автоклавах и в парильных камерах загрузку чураков,
брусьев и ванчесов в автоклавы, ямы, парильные камеры механизируют.
Крышки автоклавов, парильных ям, а такж е двери парильных камер плотно
пригоняют во избеж ание выхода пара. Полы парильных камер
должны
иметь уклон к одному из углов камеры. В этом углу в полу для конденсата
устраиваю т сборник диаметром 0,6—0,7 м, глубиной не менее 1 м, закры вае­
мый решеткой из круглой стали с просветами м еж ду прутками не более 2 0 мм.
В решетке дол ж н о быть отверстие для шланга насоса. Реш етку закрепляют
так, чтобы исключалась возмож ность ее перемещения. К аж дую парильную
камеру оборудую т стационарным насосом для откачки конденсата.
Снятие крышек с автоклавов и парильных ям, а такж е их установку на
место механизируют. Автоклав оборудую т блокировочным устройством, ис­
ключающим возмож ность открытия крышки автоклава, если в нем есть, д а в ­
ление или конденсат. Открывать автоклав или парильную яму сразу ж е
после спуска пара запрещ ается.
Выкатывание вагонеток с брусьями или ванчесами из парильных камер
механизируют. При ручной выкатке вагонеток рабочие долж ны иметь специ­
альную брезентовую о д е ж д у и рукавицы. Автоклавы, парильные ямы, камеры
оборудую т контрольно-измерительными приборами — манометрами и терм о­
метрами (термопарами). Кроме того, автоклавы долж ны иметь световое
табло с сигнальной надписью «П од давлением». Автоклав, парильная яма,
камера долж ны иметь специальный кран на трубе для контроля наличия или
отсутствия внутри пара и конденсата.
При работе на шпонострогальном станке его оборудую т гидравлическими
пли механическими заж им ами кряжей или ванчесов на столе. Станок имеет
дистанционное управление. Д ля предотвращ ения выхода суппорта в крайнее
переднее полож ение устраиваю т автоблокировку с пусковым устройством
станка. Н ож и следует переносить в футлярах.
Контрольные
вопросы
1. Режимы лущения, основные угловые п линейные параметры при у ста ­
новке нож а и линейки.
2. Устройство лущильного станка, основные узлы и кинематика работы.
3. Типы нож ниц для рубки ленты шпоиа на листы. М еханизмы для
укладки листов шпона в стопу
4. М етодика расчета производительности лущильного станка.
5. Пути увеличения вы хода шпона прн лущении и строгании.
6 . Устройство роликовой газовой сушилки.
7. Факторы, влияющие на скорость сушки шпона. М етодика расчета про­
изводительности роликовой сушилки.
8 . Способы ребросклеивания шпона. П рименяемое оборудование.
9. Устройство ш понострогального станка, основные узлы и кинематика
работы.
20Г»
7. Т Е Х Н О Л О Г И Я П Р О И З В О Д С Т В А Ф А Н Е Р Ы
7.1. ТЕХН О ЛОГИЯ И О Б О Р У Д О В А Н И Е П РО И ЗВ О Д С Т В А
СИНТЕТИЧЕСКИХ СМОЛ И К Л ЕЕВ
Исходными продуктами д ля производства синтетических
смол являю тся следующие химические вещества: фенол, р езор­
цин, ка р б а м и д (м очевина), меламин, формалин.
Фенол синтетический СбНбОН применяют в качестве основ­
ного компонента в производстве ф снолформальдегидны х к л ея ­
щих и пропиточных смол. Так как чистый (кристаллический)
фенол является дорогостоящ им продуктом, д ля менее ответст­
венных клеев и смол используют гомологи фенола: крезол
С6Н 4О Н С Н 3, трикрезол (вклю чает три изомера — орто-, пара-,
метакрезол), ксиленол СбН3О Н ( С Н 3) 2, фенольные фракции
(смесь фенола с крезолом).
Резорцин С 6Н 4( О Н ) 2 — двухатомный фенол применяют для
производства клеящ их смол особо высокого качества и малой
токсичности. Стоимость его велика.
Карбамид (мочевина) C O ( N H 2) 2 применяют в качестве ос­
новного компонента в производстве карбам идоф орм альдегидных и карбам и дом елам и н оф орм альдегидн ы х клеящ их и пропи­
точных смол. В зависимости от назначения ка р б а м и д изготов­
ляю т двух марок: А — для промышленности, Б — д ля сельского
хозяйства.
М еламин СзМбНб — применяют как основной компонент при
производстве м еламиноформ альдегидны х пропиточных карбам идомелам иноформальдегидны х клеящ их и пропиточных смол.
Формальдегид Н С О Н применяю т ка к основной компонент
в производстве клеящ их и пропиточных синтетических смол как
фенольных, так и карбам и дн ы х (формалин — это водный 3 7 %
раствор ф о рм альд еги да).
Кроме рассмотренных основных сырьевых материалов, в про­
изводстве смол и клеев применяют химикаты в качестве к а т а ­
лизаторов, растворителей, наполнителей, стабилизаторов, отвердителей и модифицирующих элементов. К атал и зато ры — едкий
натр N aO II, ам м и ак N H 4OH, гидрат окиси бария В а ( 0 Н ) 28Н 20 ,
хлористый аммоний (наш аты рь) N H 4CI. Р астворители — спирт
этиловый С2Н 5ОН, ацетоп (С Н 3) 2СО, вода Н 20 . Н а п ол н и те­
лем служ ит концентрат сульфитно-дрож жевой браж ки, исполь­
зуемый при склеивании карбам и дн ы м и смолами. Его прим е­
няют т а к ж е в качестве модифицирующей добавки. Выпускают
это вещество двух марок А и Б. В качестве наполнителя ис­
пользуют т а к ж е мел, древесную муку и др.
С табили заторы — ацетон, уротропин (C H 2) 6N 4, карбамид.
О твердителями
служат
параф ор м
(п араф орм альдегид)
(С Н 20 ) 3, хлористый аммоний, молочная кислота С6Н 60 3, щ а в е ­
левая
кислота
С2Н 20 4,
бета-нафталинсульфокислота
C 10H 7S O 3II. П рименяю т и комбинированные отвердители, в ко­
207
торые н аряду с основными веществами входят такие компо­
ненты, ка к к а р бам и д или уротропин, повышающие ж и зн есп о­
собность клея. Н а процесс поликонденсации термореактивных
смол, их свойства и качество влияю т следующие факторы: со­
отношение исходных продуктов; вид и химическая сущность
ка т ал и зато р а; температурные условия варки смолы; величина
давлен ия в реакционной смеси; последовательность загрузки
компонентов; продолжительность реакции и т. д.
В настоящее время наибольшее распространение для произ­
водства фанеры, древесностружечных плит, гнутоклееных и
плоскоклееных деталей из шпона получили карбам и доф орм альдегидные смолы и клеи на их основе. Производство карбамидных смол организовано почти на всех фанерных зав о д ах непо­
средственно в собственных цехах смол (70 % всех смол, при­
меняемых промышленностью). Изготовление синтетических, осо­
бенно карбамидны х, смол непосредственно на д ер ев о о б р аб а­
ты ваю щ их предприятиях более целесообразно, чем на специа­
лизированных предприятиях химической промышленности. Это
объясняется тем, что сокращ аю тся транспортные расходы по
перевозке исходных продуктов д ля производства смол, расходы
на неизбежное оттаивание (в зимнее время) ж елезнодорож ны х
цистерн со смолой, повышается стабильность свойств и качество
смол применительно к условиям данного производства. Особые
преимущества имеет изготовление клеящих смол в собственных
цехах на крупных фанерных заводах, выпускающих большое
количество фанерной продукции и древесностружечных плит.
Марки, составы и физико-химические свойства отечествен­
ных карбам идоф орм альдегидны х смол разнообразны. О тл и ч а­
ются они и технологией варки (синтеза). В качестве примера
рассмотрим рецептуру и технологический процесс изготовления
смолы КФ-Ж- Рецепт ее в массовых частях:
К арбам ид технический
.............................................................................................
100,0
Ф ормалин, 37 %-ный р а с т в о р ...............................................................................
216 ,2
Едкий натр, 42 %-ный р а с т в о р .......................................................................... 0 ,2 — 0 ,7
Хлористы й аммоний, 20 %-ный р а с т в о р ........................................................0 ,1 — 0 ,3
Аммиачная вода, 25 %-ный р а с т в о р ................................................................. 1 ,5 — 3 ,0
Процесс конденсации смолы К Ф -Ж ведется в несколько с т а ­
дий. Р еакци я взаимодействия карбам ида и формальдегида про­
ходит при переменном молярном их соотношении и ступенча­
том температурном режиме. П ервая стадия конденсации проте­
кает в слабощелочной среде при молярном соотношении б ли з­
ком 1 : 2. В формалин, нейтрализованный раствором едкого
натра до pH 6—8, д обавл яю т кар бам и д в количестве немногим
более 80 % требуемого по рецепту. Реакционную смесь при пе­
ремешивании постепенно нагревают до температуры 80— 82 °С;
при этом pH смеси обычно снижается до 6—6,5. Температуру
поддерж иваю т постоянной в течение 1 ч.
Вторая стадия процесса проводится в кислой среде при рН-5
и температуре 90—92 ЭС в течение 1 ч. После этого реакциоп208
пую смесь нейтрализуют едким натром до pH 6,7— 7 и о х л а ж ­
дают до 70— 73 °С. Затем раствор частично обезвож иваю т под
вакуумом при температуре 68— 72 °С и разреж ении 0,9—
0,85 М П а. В зависимости от назначения смолы в процессе вакуум-сушки отгоняют от 21 до 33 % воды от общей массы ис­
ходных продуктов.
Третья стадия конденсации происходит при уменьшенном
избытке ф ормальдегида, соответствующем 1,6 моля на 1 моль
карбам и да (1 : 1,6). Докоиденсацию ведут при 60 °С в течение
30 мин. Полученную смолу о х л аж д аю т до 35— 37 °С, д о б а в ­
ляют к ней 0,5— 1 % (по массе) аммиачной воды и д ал ее ох­
л а ж д а ю т до 25— 30 °С.
С мола К Ф -Ж отличается повышенной стабильностью при
хранении, повышенной жизнеспособностью клеев на ее основе,
относительно невысоким содерж анием свободного ф о рм аль д е­
гида (при ведении процесса в течение 6— 6,5 ч содерж ание сво­
бодного ф орм альдеги да составляет 0,7— 0 , 8 % ) . В перспективе
карбам и дн ы е смолы будут выпускать по более экономичным
полунепрерывному и непрерывному способам. В настоящее
время полунепрерывный способ с разделением процесса на от­
дельные операции, проводимые последовательно в разны х ре­
акционных ап п аратах, применяют на н аиболее крупных и пере­
довых предприятиях (Пермский ФК, Костромской Ф К ).
Гарантийные сроки хранения жидких смол со дня изготов­
ления:
КФ-МТ
(К С -68М ),
К Ф -Б
( К С -6 8 Б ),
К Ф -Б Ж
(К С -Б 40Ж Ю -М ),
К Ф -Ж
(УКС-Б,
М19-62-1) — 2
мес;
СФ Ж -309 (В И А М -Б) — 20 дней; СФЖ-3011 (С-1), СФЖ -3044
(в о д н о - л а к о в а я ) - -1 мес;
С Ф Ж -3 0 1 3 (В ) — 1,5 мес;
СФЖ3014(A), С Ф Ж -3 0 1 6 (Б ), СФЖ -3024 (ЛАФ-3) — 2 мес; поливинилацетатной (ПВ А) дисперсии — 6 мес. В скобках даны марки
смол по отмененной нормативно-технической документации.
Смолы необходимо хранить при температуре 5—20 °С в плотно
закрытой таре в помещении, исключающем попадание прямых
солнечных лучей.
Ж идкие ф енолформальдегидны е и карбамндоф орм альдегидные смолы, пластифицированные поливпнилацетатные диспер­
сии токсичны и оказы ваю т р а зд р аж аю щ е е действие на кожу и
слизистые оболочки. При работе с ними выделяю тся пары ф е ­
нола, ф орм альдегида, д и б ути лф талата (а для смол СФЖ-309,
СФЖ -3016 — и ацетона). Предельно допустимая концентрация
паров в воздухе рабочей зоны производственных помещений,
мг/м3: фенола 5, ф ор м альдеги да 0,5, ацетона 200, винилацетата
10, д иб у ти л ф тал ата 0,5. П ри попадании жидкой смолы на кожу
необходимо смыть ее теплой или холодной водой.
Смолы марок СФЖ-309, СФЖ -3016 горючи и взрывоопасны,
т ак ка к они со д ер ж ат ацетон. Тушить п л а м я следует тон корас­
пыленной водой, омыленной химической пеной, а т а к ж е возцушно-механической пеной. К арбам и доф орм альдегидн ы е смолы
п ПВА-дпсперсии по горючи.
209
Рис. 70. Реактор для варки смолы
Р аботу с ж идкими смолами необходимо проводить в поме­
щениях с эффективным воздухообменом. Р аб очи е места д олж ны
быть оборудованы местными отсасы ваю щ ими устройствами,
обеспечивающими чистоту воздуха. Р аб о таю щ и е с фенолформальдегидными и карбам и доф орм альдеги дны м и смолами д о л ­
жны обеспечиваться спецодеждой и индивидуальными з а щ и т ­
ными средствами и приспособлениями в соответствии с сущ ест­
вующими нормативами.
210
Д л я изготовления как фенольных, так и
карбамндны х смол применяют типовое обо­
рудование, которое вклю чает в себя р е а к ­
тор, конденсатор (холодильник), вакуумсборник конденсата, напорные сборники и
мерники массы д л я всех применяемых ви ­
дов исходного сырья, приемники готовой
смолы, вакуум-насосы. Все перечисленное
оборудование выпускается серийно.
Реактор — основной а п п ар ат для произ­
водства смолы (рис. 70). Он представляет
собой двухстенный цилиндрический котел
со сферическим днищем 4, за к р ы в аю щ и й ­
ся сверху сферической крышкой 2. Крыш ка
снабж ена загрузочным лю ком 1, двумя
смотровыми окнами, системой трубопрово­
дов для зал и вки жидких химикатов и от­
верстиями д ля установки приборов, реги­
стрирующих тем пературу и давление в р е­
акторе. Имею тся отверстия д л я соединения
с холодильником. Н а боковой и нижней по­
верхности н аруж н ой рубаш ки реактора
имеются штуцера д ля подвода пара, холод­
ной воды и выхода конденсата. В нижней
части реактор а расположен штуцер 3 для
слива готовой смолы.
Внутри реактора имеется м еш ал ка 5,
которая приводится во вращ ение от э л е к т ­
родвигателя 8 через редуктор 7, установ­
ленные на сферической крышке. М еш ал ка
закреп л ен а на в ал у 10 с муфтой 9. У плот­
нение в ал а достигается сальником 6.
Р еак тор ы и зготавливаю т из н ер ж а в е ю ­
щих кислотостойких сталей. При изготов­ Рис. 71. Холодиль­
ник (конденсатор)
лении реакторов из СтЗ их стенки покры ­
вают кислотостойкой эмалью. Вместимость
реакторов составляет 2— 16 м3. Н аибольш ее применение п олу­
чили реакторы вместимостью 3—6 м3. Частота в ращ ения м е­
ш алки этой группы реакторов 45 мин-1 . Техническая х а р а к т е ­
ристика реакторов приведена в табл. 57. Р еак тор мож ет быть
использован и в качестве вакуум -ап п арата.
Конденсатор (холодильник) (рис. 71) представляет собой
цилиндрический кожухотрубный теплообменник с м еталлич е­
скими трубкам и 1 внутри, которые по концам соединены в о б ­
щий коллектор 7 и 4. М еж ду трубкам и циркулирует холодная
вода, поступаю щ ая в цилиндр через штуцер 2 и вы ходящ ая
через штуцер 6.
В ыделяю щ иеся в реакторе при варке смолы парообразны е
продукты (пары воды и летучие компоненты фенола, формаль-
Таблица 57
П оказатель
Рабочая емкость, м3
Давление в рабочей части, МПа
Давление в рубаш ке, МПа
Рабочая температура, °С
Мощность электродвигателя, кВт
Д и а м е т р к о р п у с а , мм
Диаметр рубаш ки, мм
Высота рабочая, мм
Высота габаритная, мм
Масса реактора, кг
РСЭрн-3,2-1
РСЭрн-5-1
РСЭрн-6,3-1
3,2
0,3
Д о 0,6
5,0
0,3
Д о 0,6
6,3
0,3
Д о 0,44
1 0 0
1 0 0
1 0 0
5 ,5 — 7,5
1600
1750
1650
5000
3380
5 ,5 -7 ,5
1800
1950
2060
5470
4260
5 ,5 — 7,5
1800
1950
2560
6000
4870
дегида и т. д.) поступают в конденсатор по трубкам 1 сверху
вниз и ох л аж д аю тс я водой, протекающей противотоком в межтрубном пространстве снизу вверх. Сконденсировавшись, эти
продукты через штуцер 3 сливаю тся обратно в реактор.
В данном случае холодильник работает как обратный.
М ож ет холодильник работать и к а к прямой. Здесь сконденси­
рованная жидкость не сливается обратно в реактор, а со б и р а­
ется в отдельный сборник. К рыш ка 8 и днище 5 холодильника
могут быть сварными пли разъемны ми. Предпочтительнее кон ­
денсаторы с разъемны ми кры ш ками, так как они обеспечивают
более удобную возможность чистки межтрубного и внутритрубного пространства. И зготавли ваю тся трубчатые конденсаторы
из углеродистой и кислотостойкой сталей. Технические данные
конденсаторов, применяемых для реакторов вместимостью 3—
5 м3:
П оверхность теп лообм ена, м2 ........................................................................................
30
Размеры т р убок , мм:
д и а м е т р ..................................................................................................................................
38
толщина с т е н о к ...............................................................................................................
2 ,5
д л и н а ....................................................................................................................................... 2492
Ч исло охлаж даю щ и х т р у б о к ........................................................................................
109
Д и ам етр к о ж у х а холодил ьни ка, мм
......................................................................600
Высота холодильни ка, м м ............................................................................................. 3305
Вакуум-насос служ и т для создания разреж ен и я в системе
при вакуум-сушке смол. Наиболее удобными в эксплуатации
являю тся ротационные насосы водокольцевого типа. П р и м е н я ­
ются и поршневые вакуум-насосы, которые позволяю т получить
большую величину максимального разреж ен и я и имеют более
высокий К П Д .
Вакуум-сборник конденсата применяют для приема кон ден ­
сата из трубчатого холодильника. Он представляет собой в ер ­
тикальный цилиндрический бак со сферическими днищами.
212
М аксим альная вместимость сборника составляет '/з вместимо­
сти реактора.
Напорные сборники для формалина, фенолов и т. д. пред­
ставляю т собой емкости цилиндрической формы со сфериче­
ским днищем, с водомерными стеклами или у к а зат ел я м и у р о ­
вня. Высота сборника для ф орм али н а 1307 мм, диаметр 1850
мм, о б щ ая вместимость 3,2 м3.
Мерники массы химикатов представляю т собой цилиндриче­
ские металлические баки вместимостью до 2 м3 (вместимость
;о л ж н а соответствовать количеству загруж аем ого в реактор
компонента), установленные на весах. Мерники снабж ены во­
домерными стеклами. Ш туцера мерников соединены гибкими
шлангами с трубопроводами, через которые жидкие химикаты
самотеком сливаю тся в реактор. Д л я взвеш ивания рас п л ав л ен ­
ного фенола применяют мерники, снабженны е паровыми ру б аш ­
ками. В качестве мерников массы д ля взвеш ивания удобно
применять вагонетки с откры ваю щ имся дном, через которое
карбам и д после взвеш ивания легко вы груж ается в верти кал ь­
ные бункера, снабженны е гибкими трубопроводами, по которым
он н ап равляется самотеком непосредственно в реактор.
Сборники готовой смолы представляю т собой вертикальные
цилиндры вместимостью 2,5, 5 и 10 м3. Сборники имеют водя­
ную рубашку д ля ох л аж д ен и я и рамные или якорные мешалки,
приводимые во вращение (п - =25 мин-1) от электродвигателя
через редуктор.
Кроме перечисленного оборудования, в производстве синте­
тических смол применяют: гидравлические насосы, которые
сл у ж а т д ля подачи ж идких химикатов; производительность н а ­
сосов до 5 м3/ч, высота подъема жидкости до 16 м; выплавители фенола, которые имеют вместимость не мепее 0,25—0,3
м3; дробилки для измельчения к а рбам и да; ковшовые элеваторы
для транспортировки измельченного карбам и да.
Д л я склеивания фанеры и другой продукции применяют
однокомпопептные клеи (смолы) СФЖ-3011, СБС-1, двухкомпоиентпые клен 1\Ф-Ж, КФ-МТ, КФ-Б, К Ф -Б Ж , КБ-3, в со ­
став которых, кроме смолы, входит отвердптель, и многоком­
понентные К Ф Ж -2, СФМ-2, в состав которых входят смола,
наполнитель, отвердитель и некоторые другие вещества (р е­
цепты клеев приведены в табл. 58, 59).
Двух- п многокомпонентные клеи приготовляют в сп ец и аль­
ных стационарных или передвижных емкостях-смесителях, име­
ющих вал с лопастями, который приводится во вращ ательное
движение от электродви гателя через редуктор. Клеи на основе
карбамидны х смол готовят в смесителях вместимостью 100—
150 л. Такие смесители устанавл и ваю т непосредственно над
клеенаносящ ими станками. Частота
вращ ения в ал а 30—40
мин-1. В некоторых случаях для уменьшения расхода карбамидиого клея его вспенивают, для чего применяют аппараты
различной конструкции. Получил распространение вспеннватель
213
Таблица 58
Смола
М арка клея
КБ-3
Растворитель
М арка
Количе­
ство,
масс. ч.
СФЖ -3016
1 0 0
Количе­
ство,
масс. ч.
Вид
(Б)
ВИАМ Б-3
Вид
Количе­
ство,
масс. ч.
К еросино­
23— 26
вы й к о н т а к т
СФЖ -309
(ВИАМ -Б)
ВИАМ Ф-9
ВИАМ Ф-9
Отвердитель
1 0 0
Ацетон
10
1 0 0
Ацетон
10
Керосино­
вый контакт
Керосино­
14
2 0
23— 26
вы й к о н т а к т
ФР-12
ФР-12
--
1 0 0
—
Параформ
13— 16
Таблица 59
Состав (масс, ч.) клея для склеивания
горя чего
Марка
смолы
отвердитель
Смола
КФ-Ж
КФ-Б
М-70
М-60
холодного
1 0 0
1 0 0
1 0 0
1 0 0
Отвердитель
(хлористый
аммоний)
Смола
1 ,0
1 0 0
0 ,5 — 0,8
0 ,5 — 0,8
0 ,5 — 1,0
Х л о р и с­
тый
аммоний
1 0 0
—
1 0 0
1
1 0 0
Щ авелевая
кислота
10%-ная
4—7
4 —5
—
—
Молочная
кислота
40%-ная
—
— ,
4—5
конструкции У сть-Ижорского фанерного завод а вместимостью
500—600 л. Ц илиндрическая емкость вспенивателя сн аб ж ена
ох л аж д аю щ ей рубашкой. М еш альное (вспенивающее) устрой­
ство имеет частоту вращ ения меш алки около 250 мин-1.
К ф енолоформальдегидны м см олам С ФЖ -3013 и СФЖ -3014
д ля приготовления клеев необходимо добавить наполнитель и
ускоритель отверждения.
Состав компонентов (масс, ч.) д л я приготовления клея на
основе смолы СФЖ -3013 для горячего склеивания фанеры:
смолы СФЖ -3013 100; мела 12; древесной муки 3; параф орм а
0,2. Д л я холодного склеивания древесины применяют ф ен оль­
ные и резорциновые клеи на основе смол СФЖ-309, СФЖ-3016,
В ИАМ Ф-9, ФР-12 (см. табл. 58). В зависимости от вида и
количества введенного отвердителя жизнеспособность клеев мо­
ж ет меняться в широких пределах: клеев д ля горячего ск л е и в а ­
ния от 2 до 10 ч; клеев для холодного склеивания от 0,5 до
2 ч.
Д л я производства различных видов пленочных клеев при­
меняют пропиточно-сушильные установки, которые в зави си м о ­
сти от типа конвейера, подающего пропитанное полотно в су­
шилку, дел ятся на вертикально-шахтные, горизонтальные-ка214
мерные и вертикальные-наклонные с внешним наклонным кон­
вейером.
пропиточная
В ерти кальн ая
машина (рис. 72) работает сле0
дующим образом, Рулон 1 тонOjDj И
кой пропиточной бумаги уста♦
навливается в горизонтальном
положении на специальных стой­
D D D 0!0
ках, снабженны х
р а зм а т ы в а ю ­
1
щим приспособлением 2. С в о ­
бодный конец бумаги п ропуска­
М И oifi
ется через нап равляю щ и й вали к
*
t *
10, пропитывающий валик 5 и
1
1
ванну 4 со смолой или лаком.
Н а пропиточной ванне 4 имеется
*
подъемное приспособление 3 д ля
спуска и подъема ванны по в ы ­
соте.
После пропитки смолой бу­
м а ж н ая лента поступает в вер-'
тикальную сушильную шахту 7,
снабженную
вытяж ным к о л п а ­ Рис. 72. Схема вертикальной про­
питочной машины
ком 9 и, дойдя до верхней части
шахты, через перевальный в а ­
лик 8 в озвращ ается в нижнюю ее зону. В шахте установлены
паровые калориферы 6, создаю щ ие необходимую температуру
сушки. По выходе из сушилки лента пропитанной пленки посту­
пает на приемный вал и к 11, н аправляю щ ий вали к 12 и затем на
бобину 13 н аматываю щ его механизма 14 или на операцию р а з ­
резки на листы и укл ад ку листов в пачку. Более сложными по
конструкции, но и более совершенными являю тся горизонталь­
ные пропиточные машины с пневматической транспортировкой
бумаж ного полотна в сушильном канале (на воздушной по­
душ ке). Они обеспечивают высокую производительность и хо­
рошее качество пропитки.
DI D
Техника безопасности при работе в цехе по производству синтетических
смол и клеев. Применение открытого огня, курение в цехе смол запрещаются.
Спускать в канализацию пролитые на пол агрессивные и ядовитые жидкости
без предварительной их нейтрализации запрещ ается. В цехе смол долж ен
быть оборудован пост с противогазами п медикаментами. Число противогазов
долж но быть не менее числа работаю щ их, занятых в смене. При неисправ­
ности аппаратов и контрольно-измерительных приборов варка смол зап ре­
щается.
Электропроводку и освещение выполняют во взры вобезопасном исполне­
нии. Все механизмы, действую щ ие в помещении цеха смол, долж ны иметь
хорош ее ограж дение и изоляцию, рассчитанную на работу с наличием влаги
и вредных химикатов. Все ж идкие химикаты следует перевозить в специаль­
ной таре пробками кверху, а сыпучие — в мешках. Т ару снабж аю т предупре­
дительными надписями. Тару заполняю т не более чем на 90 % ее емкости
во избеж ание взрывов за счет теплового расширения ж идкости. Очищают
тару периодически вентилированием, пропариванием или промывкой.
215
Па ucex рабочих местах, где возм ож но попадание на кож у фенола, ф ор­
малина, кислоты, щелочи и других ядовитых химикатов, устраиваю т умы­
вальники (фонтанчики) для немедленной промывки водой пораж енной части
тела. Д ля нейтрализации случайно пролитых кислот п щелочей применяют
растворы мела, извести или соды, уксусной пли борной кислоты.
Фенол, поступающий в производство в твердом состоянии, плавят в о с о ­
бых резервуарах, оборудованны х местной вентиляцией для отсоса паров.
Фенол, формалин, каустик, кислоту подаю т в реакторы механизированным
способом. При варке карбамндоформальдегпдпы х смол серную кислоту нуж но
вливать в реактор тонкой струей. При приготовлении растворов серной кис­
лоты кислоту тонкой струей следует вливать в холодную воду, а не наоборот.
П одачу готовых смол, клеев, отверднтелеп к смесительной системе прессового
отделения механизируют. Загр уж аю т химикаты н варят смолы при выключен­
ной вентиляции и с плотно закрытыми крышками, не допускаю щ ими цирку­
ляции воздуха. П еред началом слива смол вентиляцию выключают.
Производить работы по приготовлению смол без защ итной одеж ды (очков,
резиновых сапог, противогазов, резиновых перчаток) запрещ ается. Все тру­
бопроводы долж ны быть окрашены в соответствующ ий цвет: для фенола
белый, формалина — желтый, трубопровод, идущий к реактору н мерникам
фенола п ф ормалина,- зеленый, трубопровод, подающ ий воду и пар,— синий.
На вентилях п кранах долж ны быть сделаны надписи: «Фенол», «Формалин»
и др. О тходы клеевых веществ удаляю т в специальные выгребные ямы
колодцы. И х располагают на расстоянии не ближ е 50 м от производственных
п служ ебны х помещений. М есто расположения свалки отходов от клеевых
веществ д олж но быть согласовано с местной санэпидстанцией.
7.2. НАНЕ СЕ НИЕ КЛЕЯ НА Ш ПОН, СБО РК А ПАКЕТОВ
И ПР И МЕ НЯ Е МО Е О Б О РУ Д О В А Н И Е
Н А Н Е С Е Н И Е К Л Е Я НА Ш П О Н . Эта операция имеет б о л ь ­
шое технологическое и экономическое значение. Величина р а с ­
хода клея на единицу поверхности шпона влияет па прочность
клеевого соединения, причем увеличение расхода не всегда у в е­
личивает прочность склеивания, а д а ж е уменьш ает ее. Это про­
исходит потому, что в утолщенном клеевом шве больше вер о ят­
ность возникновения внутренних напряж ений и об разован ия
микротрещин, ослабляю щ их величину адгезии и когезии. Ч р е з ­
мерно большой расход клея непосредственно отр аж аетс я и
на себестоимости готовой продукции (стоимость клея со став­
ляет около 2 0 % ) - При уменьшенном расходе клея (ниже тех­
нологической нормы) снижается прочность склеивания, так как
количества клея не хватает для покрытия поверхности и с о зд а ­
ния непрерывной клеевой прослойки требуемой толщины.
О п ти м альная толщ ина клеевого слоя, а следовательно, и
величина расхода клея на единицу поверхности шпона, опре­
деляю тся анатомическим строением древесины, состоянием по­
верхности шпона, величиной вязкости, концентрации, усадки
клея, температурой самого клея, температурой помещения и
температурой, прп которой будет происходить склеивание. Так,
по данным исследователей, толщина клеевого слоя для фенолоформальдегидпых, резорциновых карбам идоф орм альдегидны х
клеев находится в пределах 100— 200 мкм. При склеивании
продукции из шпона пористого, с большой шероховатостью
расход клея возрастает. Холодный способ склепваппя так ж е
2U.
требует большего расхода в сравнении с горячим. Норма тех­
нологического расхода клея в производстве фанеры марок ФК
и ФСФ д ля клеенаносящ их станков барабан н ого типа состав­
ляет 90— 130 г/м2 поверхности. Меньшие значения рекоменду­
ются д л я толщин шпона 1,1 — 1,25 мм, а большие д ля толстого
шпона 2 мм и выше.
При производстве фанеры клей наносят на одну из двух
склеиваемых поверхностей, на вторую поверхность клей пере­
носится с первой после помещения пакета шпона в пресс и
сближ ения листов друг с другом в результате их сж ати я между
плитами пресса. Следуя этому правилу, клей можно наносить
па обе поверхности четных слоев шпона в пакете или же на
одну (верхнюю) поверхность каж дого слоя, за исключением
самого верхнего слоя. Более предпочтительно за один прием н а ­
нести клей па обе поверхности четных слоев. В настоящ ее вре­
мя в деревообработке известны различные способы нанесения
жидкого клея на поверхность древесины.
Контактный способ характерен нанесением клея на поверх­
ность шпона на клеенаносящ их станках б арабан н ого типа (рис.
73). Д и ам етр бараб ан о в 180— 250 мм; окр у ж н а я скорость б а ­
р а б а н о в — 15— 30 м/мин; д ли н а б араб ан ов на 100— 150 мм
больше ширины применяемого шпона. К леенаносящ ие станки
р азд ел яю т на станки с нижним и верхним, а т а к ж е с д ози ро ­
ванным питанием бараб ан ов клеем (рис. 73, а, б, в). П оверх­
ность клеепапосящ их б араб ан ов может быть гладкой или р и ф ­
леной, металлической или обрезиненной. Причем выпускают
станки с обрезиненными б ар аб ан ам и : нижним, верхним, двумя
(рис. 73, г, д, е, ж, соответственно). Кроме того, уровень клея
может быть переменным (см. рис. 73, е) и 'п о с т о я н н ы м (см.
рис. 73, ж). Выпускают клеенаносящ ие станки д ля односто­
роннего и д ля двустороннего нанесения клея. Н аиболее р а с ­
пространены станки для двустороннего нанесения.
Наиболее совершенна схема рис. 73, ж. В данном случае
(рис. 74) оба наносящ их б а р а б а н а 2 обрезинены. В п ростран ­
ство между наносящ ими б ар аб ан ам и и дозирую щ ими вали кам и
5 клей 1, 3 подается при помощи шестереночного насоса 6. П о ­
стоянство уровня в резервуарах между наносящ ими б а р а б а ­
нами и дозирую щ ими в ал и кам и п оддерж ивается стоком клея
через отверстия в боковых стенках в поддон 7, откуда он
снова насосом подается к наносящим б араб ан ам . Система
подачи клея сообщается с водопроводной сетью, а поддон
с канализацией, б лагодаря чему легко можно промыть всю
систему.
П од ж атием дозирую щ их валиков к б а р а б а н а м можно ре­
гулировать количество подаваемого клея и толщину клеевого
слоя. П однимаю т валики микрометрическими винтами или э к с­
центриковым устройством с точностью до 0,03 мм. Все кл ее­
наносящие станки снабжены винтовыми устройствами для р е­
гулировки расстояния между б ар аб ан ам и в соответствии с тол217
%
Рис. 73.
Схемы
устройства
клеенаносящих станков
Рис. 74. Общий вид клеенано­
сящего станка
Рис. 75. Схемы устройств для нанесения клея методом:
а — налива; б —экструзии
щиной пропускаемого шпона 4. Б л а г о д а р я наличию пружин по
обе стороны верхнего б а р а б а н а можно компенсировать неко­
торое колебание толщины пропускаемых листов.
У отдельных станков ванны или поддоны снабж ены водяной
рубашкой д ля охлаж ден и я или, наоборот, нагрева клея. Д л я
поддерж ания листов шпона перед и за клеенаносящ ими б а р а ­
банами установлены специальные опоры, выполненные в виде
ряда поставленных на ребро узких пластин (ножей) 8. В неко­
торых моделях клеенаносящ их станков над ними смонтированы
специальные клеем еш алки д ля приготовления клеевой смеси.
К леем еш алка КМ-40-10 имеет рабочую вместимость 0,035 м3.
К леенаносящ ие станки б арабан н ого типа (КВ18, КВ28) о т­
личаются простотой конструкции. Однако им присущи и опре­
деленные недостатки: м а л а я производительность, н еравн ом ер­
ное нанесение клея на поверхность листов шпона, деф ормация
и разры вы их, особенно при применении вязких смол и клеев.
Способ пропитки в смоляных растворах используют д ля н а­
несения клея на шпон в производстве бакелизированной ф а ­
неры.
Способ налива (рис. 75, а ) характерен значительной произ­
водительностью. Л и ст шпона перемещается по секционному
конвейеру под клееналивной головкой, из которой через дон­
ную щель проходит клеевая завеса и наносится равномерным
слоем на поверхность листа. Ч асть клея, не попавш ая на шпон,
насосом подается обратно в головку. Скорость конвейера для
подачи шпона до 60—90 м/мин, что значительно больше допу­
стимой скорости подачи шпона в клеенаносящ ем станке б а р а ­
банного типа (с учетом проскальзы ван ия она составит менее
15— 30 м/мин). Р асх о д и равномерность нанесения клея з а в и ­
сят не от качества поверхности шпона, а от скорости его по­
дачи, скорости истечения клея из наливной головки, ширины
донной щели, температуры и вязкости клея. Все эти п арам етры
легко регулировать, особенно д л я клея нормальной (невысо­
кой) вязкости. Подобные установки успешно применяют в ме­
бельном производстве для нанесения отделочных материалов
(лаков) на поверхность щитов и деталей.
Экструзионный способ (рис. 75,6) целесообразно применять
для густых, а т а к ж е вспененных клеев. В данном случае клей
выдавливается через несколько отверстий (н асад о к), располо­
женных в дне экструзионной головки. Д ав лен и е в головке на
клей обеспечивается сж аты м воздухом от компрессора. При пе­
ремещении листа шпона по конвейеру клей в виде жгутиков
п араллельны ми ряд ам и наносится на поверхность. Количество
клея в грамм ах, наносимое на единицу поверхности, зависит
от скорости дви ж ени я шпона, д иам етра и шага расположения
насадок, вязкости клея, д авл ен ия в экструзионной головке. Р а с ­
пределение клея по всей поверхности листа произойдет после
того, ка к собранный пакет будет загруж ен в пресс и плиты
пресса сомкнут листы шпона д руг с другом.
219
Метод пневматического распыления, как и два предыдущих,
позволяет увеличить производительность и обеспечивает р а в ­
номерное распределение клея по всей площ ади листов шпопа.
Р асп ы ля ю т клей форсунками, расположенными в ряд над про­
ходящими по конвейеру листами. Форсунки можно располагать
и снизу конвейера, т. е. за один проход провести двустороннее
нанесение. В этом случае производительность операции в о з р а ­
стет вдвое. О днако большие потери клея, вызванные н еи зб е ж ­
ным вылетом его частиц за пределы поверхности шпона, о г р а ­
ничивают применение этого способа в фанерном производстве.
Производительность оборудования для нанесения клея
(смолы) на древесину
Нанесение клея на клеенаносящ ем станке барабанного типа
IIсм
Uсм
где П см — сменная производительность клеенаносящ его станка
б арабанного типа при выполнении операции нанесения клея
на лист шпона и у кл ад ки его в стопу, или в пирамиду, или
на рамки конвейерной сушилки, лист/смена;
Я см — сменная
производительность станка при нанесении клея на внутренние
слои шпона и сборке их в пакет, лист/смена;
/7СМ— сменная
производительность станка при нанесении клея на внутренние
слои шпона, сборке их в пакет п загрузке пакетов в пресс,
лист/смена;
Я „ (Ш— сменная производительность станка при
нанесении клея па внутренние слои шпона, сборке их в пакет
на конвейере и при загру зке пакетов в пресс, лист/смена; Т см —
длительность смены, мин; t i — продолжительность подачи од ­
ного листа шпона в станок, с (принимают 0,5— 1 с); х 2 — про­
должительность прохождения одного листа шпона через с т а ­
нок, с (определяют, исходя из значения окружной скорости
б ар аб ан ов со, которая составляет 0,4—0,5 м/с)
760
здесь I
длина листа шпона, пропускаемого через станок, м; йъ -диам етр
клеенаиосящ их барабанов, м; пъ — частота вращения клеенаносящ их б а р аба­
нов, м и н -1; Ко - - коэффициент проскальзывания листа шпона при его про­
хож дении через клеенаносящ ие барабаны; зависит от вида клея, его вязкости
и составляет: для фенольных 0,35— 0,90; карбамидных 0,50— 0,90; белковых
0,75—0,95;
Тз — косвенные за тр а ты времени на один лист п ропускае­
мого через станок шпона при нанесении на него клея и у к ­
л ад к е в стопу (пирамиду, на рам ки суш илки), т. е. без сборки
пакета, с (принимают 1—2 с); т< — время наиболее п родол­
жительной (определяющ ей) операции цикла нанесения клея на
220
лист шпона и укладки его в пакет, с; его выбираю т путем со­
поставления з а т р а т времени па подготовку н аруж н ы х слоев
шпона и нх у кл ад ку в собираемый пакет (обычно 7— 10 с) с
продолжительностью нанесения клея на один лист (тг); ts —
косвенные затр а ты времени на один лист пропускаемого че­
рез станок шпона при нанесении на него клея и у к л ад ке его
в собираемый пакет, с (принимают 1,5— 2,7 с); xetin — продол­
жительность ручной загрузки пакетов с тележ ки в пресс б рига­
дой, обслуживаю щ ей клеенаносящий станок, с; здесь п„ —
число рабочих промежутков пресса; т6 — длительность загрузки
одного промеж утка (принимают 6- -9 с; время на разгрузку
пресса та к ж е учиты вается); тц — продолжительность цикла о д ­
ной запрессовки, с, определяется по технологическим инструк­
циям склеивания фанеры; Тр — ритм работы конвейера сборки
пакетов для склеивания (принимают 7— 9 с); Кк — коэф ф ици­
ент, учитывающий перерывы в работе сборочного конвейера
в момент загрузки пресса (принимают 1,15— 1,20).
При нанесении клея методом налива, экструзии или р асп ы ­
ления скорости подачи шпона в станке могут быть увеличены
до 90 м/мин. Здесь исключено проскальзы вание шпона, но клей
наносят только на одну (верхнюю) поверхность шпона. Это оп ­
ределяет специфику в организации операций нанесения клея
и сборки пакетов (нужно предусмотреть механизмы для пе­
реворачивания листов шпона на 180°, вторые клеенаносящ ие
головки и д р . ) .
Безопасные методы работы на клеенаносящем станке. Скорость вращення
барабанов долж на быть такой, чтобы клей не разбрызгивался. Со стороны
подачи шпона барабаны ограж даю т во избеж ание приближения рук станоч­
ника к ним ближ е чем на 250 мм. О граж дение блокируют с пусковым устрой­
ством. Для удобства очистки барабанов к ним и к поддон у подводят воду
и устраиваю т отвод в отстойиик. Мытье поддона и барабанов допускается
при полной остановке клеенаносящ его станка. При мытье и чистке барабанов
разреш ается пользоваться щетками с длинными рукоятками. Чистить бара­
баны нуж но только со стороны вы хода шпона. Клеенаносящ ие станки и
другие агрегаты для нанесения карбамидных, ф енолоформальдегидны х смол
и других синтетических клеев обеспечивают местными отсосами воздуха.
С УШ К А Ш П О Н А С Н А Н Е С Е Н Н О Й Ф Е Н О Л О Ф О Р М А Л Ь Д Е Г И Д Н О Й С М О Л О Й . В производстве специальных видов
водостойкой, авиационной, бакелизированной фанеры и д р е ­
весных слоистых пластиков д л я склеивания применяют синте­
тические ф енолоформальдегндны е смолы СФЖ-3011
(С-1),
СБС-1 и др. С огласно технологии эти смолы наносят на шпон
либо контактным способом (на б араб ан н ы х ста н к ах ), либо
пропиткой. Д л я возможно быстрого удал ен и я влаги, н ах о д я­
щейся в смоле и перенесенной вместе с ней на шпон, приме­
няют интенсивную сушку. С уш ка способствует удерж анию
смолы на поверхности шпона, предотвращению проникновения
ее в толщ у древесины.
П рименяю т специальные виды сушилок, обеспечивающих
быстрое удаление влаги из смолы и шпона. Реком ен дуем ая
221
влаж н ость шпона после сушки 8 ± 2 %. Очень важ н о сушку
проводить при относительно невысоких тем пературах (80—
90 °С), чтобы не допустить преждевременного отверждения
смолы и тем самым не снизить ее клеящ ую способность. Д л я
сушки небольших объемов шпона можно применять камерные
сушилки Н И И Ф СТ-1, Н И И Ф СТ-2. Сушилки зан и м аю т не­
много места, достаточно производительны, но имеют сущ ест­
венные недостатки, к которым относятся: ручная загр у зк а и
выгрузка шпона, вы сокая трудоемкость ручных операций, не­
обходимость иметь большое количество вагонеток и рамок
для у кл ад ки шпона.
Более прогрессивны конвейерные сушилки Н И И Ф СТ-3,
Н И И Ф СТ-4 и СТ-Ш. С уш илка СТ-4 (рис. 76) имеет сл ед у ­
ющее устройство и принцип действия. Шпон с нанесенной см о ­
лой укл ад ы вается на рамки 1, закрепленны е на двух конвей­
ерных цепях 2. Цепи приводятся в движение от электродви5 6 7в
Рис. 76. Схема конвейерной сушилки СТ-4
гателя через вариатор, редуктор и валы 3 с насаж енны м и на
них звездочками 4. При движении конвейера рамки со шпоном
(в их верхнем положении) проходят через зоны сушки и ох­
лаж дения. Ц и ркуляц и я воздуха в сушилке поперечная и об е­
спечивается осевыми вентиляторами 5, насаж енны м и на два
парал л ел ьны х в ал а 6 и 7. Валы приводятся в движ ение от
электродвигателей. Д л я нап равлен ия потока воздуха в су­
шилке установлены экраны. Воздух нагревается вертикально
расположенными б атареям и ребристых калориферов 8. Д л я б о­
лее равномерной сушки движение нагретого воздуха по длине
камеры реверсируется: в первой зоне движение воздуха справа
налево, во второй — слева направо.
Последняя зона не обогревается и является зоной о х л а ж ­
дения. О бменивается воздух в суш илке через приточные и в ы ­
тяж ны е трубы. С уш илка Н И И Ф СТ-3 отличается от Н И И Ф
СТ-4 тем, что осевые вентиляторы расположены не в боковых
коридорах, а в верхней части сушилки. Там ж е установлены
не ребристые, а пластинчатые калориферы.
В настоящ ее время получили распространение конвейерные
сушилки с механизированной загрузкой и выгрузкой шпона
(системы СТ-Ш конструкции Стерлина — Ш уста), которые об­
разую т поточную линию нанесения смолы, сушки, охлаждения.
222
Таблица 60
Показатель
Рабочая длина сушилки (длина конвейера по
осям валов), мм
Ширина камеры, мм:
рабочая (по конвейеру)
габаритная
Высота над уровнем пола, мм
Величина углубления от уровня пола, мм
Число рамок на конвейере при шаге цепи 45 мм,
шт.
Тип вентиляторов
Число вентиляторов, шт.
Мощность электродвигателей, кВт
Калориферы:
тип
число
поверхность нагрева, м2
Р асход пара, кг/ч
Часовая производительность, листов (для шпо­
на с нанесенным на поверхность клеем)
Параметры режима сушки:
температура воздуха, “С
скорость воздуха, м/с
Относительная влажность воздуха, %
продолжительность сушки, мин
ст -ш
Н И И Ф С Т-4
5000
8000
1700
4500
4600
900
120
1700
5100
3000
780
180
Центробежный
Осевой
2
8
27
23
Пластинчатые
300
350
Ребристые
35
140
380
400
80— 90
80—90
2
8 6
2
2
5— 15
8— 14
5— 15
8 - -14
О бслуж ивается линия двум я рабочими. Техническая х ар а к т е р и ­
стика сушилки СТ-Ш дана в табл. 60.
Д л я смол СФЖ-3013, СФЖ -3014, К Ф -Ж , К Ф -Б после их н а ­
несения на шпон операция сушки не требуется.
С Б О Р К А П А К ЕТО В . Эту операцию выполняют: в непосред­
ственной близости от клеенаносящ его станка с ком пл ек то ва­
нием требуемого количества (стопы) пакетов д ля их последу­
ющей передачи в пресс холодной подпрессовки; в непосред­
ственной близости от клеенаносящ его станка с одновременной
передачей пакетов в загрузочную этаж е р ку пресса горячего
склеивания. В этом случае участок сборки входит в состав
линии сборки пакетов — склеивания фанеры; независимо от
работы клеенаносящ его станка и на определенном удалении
от него, но в непосредственной близости от пресса для гор я­
чего склеивания фанеры, например в случае применения су ­
хого пленочного клея или в случае использования шпона с н а ­
несенной и подсушенной фенолоформальдегидной смолой.
Сборку по этим в ари ан там можно выполнять: позиционным
способом на определенном рабочем месте (сборочном столе);
на конвейере, ритм и скорость передвиж ения которого з а в и ­
сят от слойности и марки фанеры, способа нанесения клея,
применения (или отсутствия) операции холодной подпрессовки
пакетов и др.
223
Сборка шпона в пакеты (особенно подача и у к л ад к а шпона
с нанесенным клеем) — трудоемкий процесс, во многом опре­
деляю щ ий производительность всего участка склеивания. При
выполнении операции сборки требуется строго соблюдать п р а ­
вила, обеспечивающие высокое качество готовой продукции:
правило симметрии, правило располож ения листов шпона в п а­
кете в соответствии с их сортом и породными п ризнакам и и др.
В настоящ ее время на предприятиях отрасли применяют р а з ­
личные устройства д ля механизации сборки пакетов, спроек­
тированные и изготовленные различными организациями и ин­
ститутами. В Ц Н И И Ф е проведены исследования и расчеты
этих устройств, дан их технико-экономический ан али з [49].
В устройстве Ж е ш артского ФК (рис. 77, а) лист шпона про­
ходит через клеенапосящий станок 1, принимается подд ерж и ­
вающим роликом 2 и поступает на консольные шпонодержатели, укрепленные на каретке 3, движ ущ ейся по н а п р а в л я ю ­
щим 5 от привода 4. При н аж атии на педаль привода каретка
перемещ ается в крайнее переднее положение и ш понодержатели со шпоном оказы ваю тся над собираемым пакетом 7. При
обратном ходе каретки выдвигается упор 6, который з а д е р ж и ­
вает лист, пока ш понодерж атели не выйдут из-под него. На
рис. 77, б п оказана схема располож ения оборудования.
В устройстве конструкции фанерного завода «Латвияс
берзс» (рис. 78) лист шпона проходит через клеепаносящий
станок 1 и поступает на роликовый конвейер 2. При наж атии
на педаль поршень пневмоцилнндра 3 перемещает каретку 4
конвейера 2 по направлению к стопе 5, при этом начинают
в р ащ аться ролики, сблокированны е с приводом конвейера, и
лист шпона у кл ад ы вается в стопу. З атем конвейер в о з в р а щ а ­
ется в исходное положение, а ролики останавливаю тся.
В устройстве фирмы «Рауте» (рис. 79) лист шпоиа с кл ее­
наносящ его станка 1 поступает на диски 2 роликового кон­
вейера и подается до упора 3 поворотной рамы 4, которая
в исходном положении находится ниже уровня дисков. Затем
рама поворачивается на 180°, сним ая лист шпона с дисков и
у кл ад ы ва я его в пакет 5, находящ ийся на подъемном столе 6.
Д а л е е р ам а возвращ ается в исходное положение.
Основным недостатком всех описанных устройств является
то, что очередной лист шпона не может быть подан в кл еен а­
носящий станок до полного возврата подающего органа в ис­
ходное положение. Это сниж ает их производительность.
Несколько эффективнее работа устройства
конструкции
Костромского ФК, которое создано на базе устройства Ж е ­
шартского Ф К с дополнением его поворотным столом с инди­
видуальным приводом. Скорость перемещения каретки со шпонодерж ателем 0,6 м/с. К недостаткам этого вари ан та сл е­
дует отнести необходимость второй позиции сборки и дополни­
тельного рабочего, а т а к ж е невозможность использования для
внутреннего слоя кускового шпона.
224
Устройство конструкции Н П О «Н аучфанпром» (рис. 80, а)
по показател ям производительности, тр уд озатратам , удобству
жсплуатации, безопасности работы, возможности подачи кус­
кового шпона наиболее эффективно. Оно эксплуатируется на
многих фанерны х предприятиях. Устройство работает следую ­
щим образом. Л ист или полоса шпона 4 с клеенаносящ его
станка 1 подается роликами роликового конвейера 2 до з а ­
слонки 6 и, у п ираясь в нее торцом, выравнивается в р а щ а ю ­
щимися роликами. Траверса 8, н аход ящ аяся в крайнем заднем
положении, у д ерж и в ает заслонку наверху. При этом ролики
с дискам и роликового конвейера 2 и ролик 7 траверсы непре­
рывно вращ аю тся. При н аж а т и и на педаль вклю чается привод
11 траверсы и кривошипно-шатунный механизм 10 перемещает
траверсу по роликам 5 вперед на 500 мм. О свобож денная з а ­
слонка под действием собственной массы опускается до упора
12 и пропускает форматны й или кусковой шпон. Р о л и к т р а ­
версы, перем ещ аясь вперед, поддерж ивает шпон. При д в и ж е ­
нии траверсы н а з а д шпон продол ж ает перем ещ аться на сбо­
рочный стол 14. Это происходит потому, что линейная ско­
рость ролика 7 траверсы больше, чем роликов конвейера.
П лавность подачи и точность укладки шпона обеспечивается
тем, что в крайних положениях скорость траверсы снижается
до нуля. Очередной лист шпона может быть подан на ролико­
вый конвейер сразу после н ач ал а укл ад ки предыдущего л и ­
ста, так ка к к этому времени траверса успевает вернуться
в исходное положение и поднять заслонку. При этом через
конечный вы клю чатель 3 привод траверсы отклю чается и она
останавливается. Привод 9 роликового конвейера работает по­
стоянно, в р а щ а я ролики с дискам и и посредством шарнирного
механизма 13 ролики 7 траверсы. На рис. 8 0 ,6 п оказана схема
расположения оборудования. П родолж ительность цикла при
работе устройства- 3,5—4 с, линейная скорость роликов роли­
кового конвейера 1 м/с, линейная скорость ролика траверсы
1,2 м/с, скорость перемещения траверсы 0,35 м/с. В табл. 61
приведена сравнительная характери сти ка п оказателей работы
устройств для механизации сборки пакетов
(по данным
Ц Н И И Ф ).
Д л я укл ад ки в пакет листов шпона без клея в настоящее
время наиболее перспективно устройство с вакуумными при­
сосками. Такие установки используют на передовых п редпри я­
тиях отрасли, их поставляет в составе линии финская фирма
«Рауте».
ХОЛОДНАЯ П О Д П РЕ С С О В К А ПАКЕТОВ И П Р И М Е ­
Н Я Е М О Е О Б О Р У Д О В А Н И Е . Целью холодной подпрессовки
пакетов является уплотнение пакетов и придание им тран сп о рт­
ной прочности за счет слипания соседних листов шпона друг
с другом. Уплотнение пакетов позволяет: уменьшить высоту
рабочих промеж утков многопролетных клеильных прессов для
горячего склеивания фанеры и увеличить их число при одной
225
Рис. 77. Устрой­
ство для м ехани­
зации сборки п а­
кетов шпона кон^ струкции Ж еш артского ФК
Q
Рис. 78. Устройство для
механизации сборки пакетоп шпона конструк­
ции
фанерного завода
«Латгшяс берзе»
X
fГ wI w - y t
''
_______________ IJ
5 -
6
II
------------------------------------------------I I
___________________
И
II
II
II
II
Рис. 79. Устройство для механизации сборки
фирмы «Р ауте»
2 3 4
J
!
l. rt.
5
'
I
II
пакетов
I I -----I I
шпона конструкции
6 7 8
i
'
||ф &
*
VW
&(T1>
------------------------
X
К
= a /j
[x ]
w
Рис. 80. Устройство для механизации сборки
НПО «Н аучфанпром»
8*
пакетов
шпона конструкции
Таблица 61
П оказатель
Численность
рабо­
чих на клеенанося­
щем станке и сборке
пакетов
Цикл работы, с
Соотношение
цик­
лов, % *
Трудозатраты,
чел.-ч/м 3
Соотношение трудо­
затрат, % *
Возможность уклад­
ки внутренних слоев
из кускового шпона
№
вари­
анта
I
II
I
II
I
II
I
II
I
II
ФК
Фирма
«Рауте»
2
2
2
3
3
3
10
8
10
Ж еш артский Ф К
7
250
175
0,58
0,605
166
172
Ограни­
чена
«Л атвияс
берэс*
2
3
200
125
0,46
0,43
131
123
В оз­
можна
3
7
4
175
—
7
250
175
0,58
0,605
166
172
Нет
5
НПО
Костром ­
ской Ф К « Н аучф ан ­
пром»
5
—
100
125
0,405
0,35
116
—
0,43
—
123
Ограни­
чена
100
В оз­
можна
* За 1 0 0 % приняты показатели конструкции НПО «Научфанпром».
и той же габаритной высоте пресса (такая реконструкция дает
значительное увеличение производительности клеильного прес­
са ); увеличить скорость транспортировки пакетов и загрузки
их в этаж е р ку и в клеильный пресс; повысить качество гото­
вой продукции за счет уменьшения брака в результате см ещ е­
ния листов шпона в пакете и их повреждения; созд авать про­
межуточный зап ас пакетов, что способствует бесперебойной
работе клеильного пресса независимо от операции сборки.
По данным Ц Н И И Ф режимы холодной подпрессовки пред став­
лены в табл. 62.
Т аблица 62
Вид клея
П оказатель
Время свободной выдержки пакетов до
подпрессовки, мин
Длительность холодной подпрессовки,
мин
Давление на пакет, МПа
Время возможного хранения до склеива­
ния, ч
фенолоформальдегидный
к арба мидоформ аль­
дегидный
_
10— 15
5 — 10
6— 7
1,0— 1,5
24
1 ,0 — 1 , 2
В зависимости
от ж изнеспособ­
ности клея
По рекомендациям Ц Н И И Ф в карбамидны е клеи вводится
концентрат сульфитно-дрож жевой б раж к и ( К Д Ж ) в количе­
стве до 30 мае. ч. на 100 мае. ч. смолы. Смесь п ерем еш и ва­
ется в течение 2—3 мин, после чего д обавляется 0,5— 1 мае. ч.
хлористого аммония и смесь опять перемешивается в течение
228
10— 20 мин и вспенивается. Некоторые предприятия (К остром ­
ской ФК, Тавдинский ФК и др.) успешно внедряют прогрес­
сивную технологию склеивания фанеры без введения в карбамидоформальдегидные клеи сульфитно-дрож жевой браж ки. Д л я
фенолоформальдегидны х смол, даю щ их хорошее слипание л и ­
стов шпона, введение б раж к и так ж е не обязательно.
Операцию холодной подпрессовки осущ ествляю т в однопро­
летном прессе с высотой рабочего промеж утка до 1200— 1500
мм, позволяющей з а г р у ж а т ь в него стопу пакетов сразу для
нескольких запрессовок в прессе для горячего склеивания. Н а
Верхне-Синячихинском фанерном комбинате успешно э к сп л у а­
тируется двухпролетный пресс (на базе П714Б) д ля холодной
подпрессовки большеформатных пакетов с пропускной способ­
ностью до 50 м3 в смену. Н а других предприятиях используют
старые 15-этажные прессы марки П714Б, у которых н аг р ев а­
тельные плиты сняты и оставлен один рабочий пролет. Такой
пресс при н ад леж ащ ей организации труда может обеспечить
работу двух горячих клеильных прессов с числом этаж ей 20.
Технические характеристики некоторых финских прессов для
холодной подпрессовки даны в табл. 63. Эти прессы в линиях
склеивания фанеры применяют па отечественных п редпри я­
тиях.
Таблица 63
Показатель
Размер стола пресса, мм
Общее усилие, развиваемое прес­
сом, МН
Давление на стопу, МПа
Высота рабочего промежутка,
мм
Просвет меж ду колоннами со сто­
роны загрузки стопы, мм
Автоматически управляемое вре­
мя выдержки в прессе, мин
Время размыкания плит, з а ­
грузки стопы и смыкания плит, с
Длина подающего конвейера, мм
IV P H E -1 7 5 X 4 0 0
IV PH E -1 4 5 X 2 7 0
IV P H E -1 7 5 X 1 7 5
1750X 4000
1450> 2700
3,5
1750X 1750
2,7
6 , 2
1
1
1
1500
1500
1500
4200
2900
1950
1— 30
1—30
1— 30
30
30
30
2 1 0 0
2 1 0 0
2 1 0 0
Расчет производительности прессов для
совки пакетов:
п
тсмн . ,,
холодной
подпрес­
‘ ‘ см — " 7 -----------t \ y t \ p ,
е- п^ц
где Я см — сменная производительность холодного пресса (од­
ноэтажного, периодического действия) в единичных пакетах,
пак/смена; Тсм — длительность смены, мин; Н — высота р аб о ­
чего пром еж утка холодного пресса, мм; S e. п — толщ ина единич­
ного пакета, мм; S e. п = 2 5 ш; здесь 2 5 ш — сумма толщин листов
229
шпона, из которых формируется один лист фанеры данноги
ассортимента; тц — продолжительность цикла холодной под­
прессовки, мин Тц=Т 1 + Т 2 ; здесь х \ — время выдерж ки под д а в ­
лением пакета в прессе, т г — суммарное время на вспомога­
тельные операции (загр узку пакета в пресс, смыкание плит
пресса, разм ы кан ие плит пресса, выгрузку подпрессованного
пакета из пресса); Ку — коэффициент использования рабочего
промеж утка пресса по высоте; К Р — коэффициент и сп ользова­
ния рабочего времени смены (0,94—0,96).
7.3. С К Л Е И В А Н И Е Ф АН ЕРЫ И П РИ М ЕН Я ЕМ О Е
О БО РУ Д О В А Н И Е
С К Л Е И В А Н И Е Ф А Н Е Р Ы . Это основная операция в тех­
нологическом процессе производства фанеры, поэтому техно­
логические реж им ы склеивания имеют особо важ н ое зн ач е­
ние.
В некоторых литературны х источниках [27] эта операция
ошибочно именуется «склеивание шпона». Ошибочно, потому
что шпон можно склеивать и кром ками (ребр о с кл еи ва н и е), и
с нахлесткой (на у с), и пластью. Кроме того, в составе ф а ­
неры, кроме шпона, могут быть и другие листовые материалы
(декоративная бумага, отделочная пленка) и др. Известно два
способа склеивания фанеры — холодный и горячий.
Холодный способ, при котором температура клеевых швов
во время склеивания соответствует тем пературе окруж аю щ его
воздуха (температуре помещения 18—20 °С), в настоящее
время не применяется. О б л ад ая некоторыми достоинствами
(снижение потерь древесины на упрессовку, сохранение н а т у ­
рального цвета древесины), этот способ имеет существенные
недостатки: он малопроизводителен, требует применения специ­
ального металлоемкого оборудования, повышенного расхода
клея и др. При изыскании возможностей, уменьш аю щ их отм е­
ченные недостатки, холодный способ склеивания фанеры п олу­
чит применение в промышленности.
Горячий способ склеивания применяют все предприятия по
производству фанеры в отечественной промышленности. Д а н ­
ный способ останется наиболее перспективным и в будущем.
В результате повышения температуры клеевых швов до опти­
мальных значений возмож но резко интенсифицировать процесс,
увеличить скорость отверж дення клея и тем самы м увеличить
производительность клеильного оборудования, что является
самой важ ной задачей любого производства.
Однако при прогреве клеевых швов в пакете неизбеж но
прогревается и древесина (шпон), что приводит к возникно­
вению остаточных деформаций (упрессовки) и к уменьшению
начального объема древесины. Но это уменьшение объем а к о м ­
пенсируется повышением физико-механических свойств гото­
вой продукции, что т а к ж е имеет полож ительное значение, осо­
230
бенно в производстве конструкционных материалов, к которым
п р едъявляю тся все более высокие требования. Исходя из этого,
следует считать ошибочным мнение, согласно которому сущ е­
ствует тенденция м акси м альн о уменьш ать упрессовку ф а ­
неры при ее склеивании, что приводит якобы к уменьшению
безвозвратных потерь полезного объема древесины. Наоборот,
именно упрессовка повышает коэффициент качества фанерной
продукции и эффективность ее использования.
При горячем способе склеивания можно достичь м и н им ал ь­
ного расхода клея без снижения прочности. В зависимости от
толщины шпона, марки клея и марки фанеры нормативный тех­
нологический расход клея (г/м2) при нанесении его на кл ее­
наносящем станке б арабан н ого типа приведен в табл. 64. Р а с ­
ход клея при холодном способе склеивания в 1,5 р а з а выше,
чем при горячем способе склеивания.
Т абли ц а 64
Норма расхода при толщине шпона, мм
Марка фямеры и клея
Фанера Ф К, клеи КФ -Ж ,
К Ф -Б, КФ-МТ, К Ф -БЖ
Фанера ФСФ, смола:
СФЖ-3011 (С-1)
Фанера ФСФ, смолы:
СФ Ж -3013 (Ц Н И И Ф -В),
СФЖ -3014 (ЦНИИФ-А)
1,55-2
2 и более
1,1-1,25
1,25-1,55
9 5 — 100
1 0 0 —
1 1 0
1 0 0 —
105— 110
1 1 0 —
1 2 0
120— 130
120— 130
100— 115
115— 120
120— 130
120— 130
1 1 0
1 1 0 —
1 2 0
П р и м е ч а н и е . Нормы„"расхода даны для шпона из древесины березы
и други х лиственных пород. Д ля шпона из древесины хвойных пород норму не­
сколько увеличивают (на 5 — 10 г/м2). Н орма может меняться такж е в зависимости
от концентрации клея (смолы) и его вязкости.
При склеивании фанеры на качество продукции влияют
такие технологические факторы: длительность см ы кания плит
пресса и создания рабочего д авл ен ия на пакет; длительность
вы держ ки пакетов под давлением; длительность снижения д а в ­
ления от номинального значения до нуля. Эти ф акторы влияю т
та к ж е и на производительность клеильного пресса. Р а с с м о т ­
рим их более подробно.
1.
Д лительность см ы кания плит пресса и создания рабочего
д авлен ия на пакет, которое рекомендуется д ля фанеры марок
Ф К и ФСФ в пределах 1,8— 2,3 М П а, фанеры марок БП-Л,
БП-В, БС-1, Б П С -1В 2—2,5 М П а, с позиций качества и про­
изводительности д о л ж н а быть по возможности минимальной.
В ремя на выполнение этой операции зависит от производитель­
ности насосной установки, питающей цилиндры пресса рабочей
жидкостью, скорости д ви ж ени я стола пресса, числа рабочих
промеж утков пресса и их высоты. Д л я большинства случаев
склеивания фанеры это время не долж но превыш ать 60—90 с
(вклю чая и врем я загрузки пресса).
231
Особенно в аж н о снижать длительность смыкания плит
в случаях склеивания при высоких тем пературах тонкой ф а ­
неры с применением тонкого шпона (менее 1,2 мм). Прогрев
клеевых слоев, расположенны х в непосредственной близости
от нагревательных плит, прежде чем плиты сомкнутся и будет
дано рабочее давление, может привести к преждевременному
отверждению клея и к ухудшению прочности склеивания. При
значительных скоростях подъема стола пресса (100— 150 мм/с)
время на смыкание плит и создание рабочего давлен ия может
быть намного меньше нормативного.
2.
Д лительность выдерж ки пакетов под давлением, т. е.
время склеивания фанеры, зависит от марки фанеры, ее слойности, вида применяемого клея, породы древесины, температуры
плит пресса, толщины склеиваемого пакета, загруж енного
в рабочий промеж уток пресса. В соответствии с исследовани­
ями Ц Н И И Ф р азра б ота н ы различные режимы склеивания.
Р еж и м (время) склеивания фанеры марки Ф К карбамидоформальдегидным клеем К Ф -Ж приведен в табл. 65.
Таблица 65
Порода древесины
Толщина
пакета
«и предписа­
ния
( 2 S m), мм
Береза и другие лиственные
Лиственница и другие хвойные
Тем пература плит пресса, °С
110-115
115—120
125—130
105—110
110—115
115—120
110-115
—
—
—
4,3
4,8
5,3
5,8
6,3
6,9
7,5
—
4,0
4,5
5,0
5,7
6,3
Время склеивания, мин
8
9
1 0
11
1 2
13
14
15
16
17
18
19
2 0
Слойность
Время сни­
ж ения дав­
ления, мин
2 , 0
6 , 0
6,5
7,0
7,5
8 ,1
8,7
9,3
4,8
5,0
5,5
6 , 0
6,5
7,0
7,5
1 0 ,0
8 , 2
10,5
9,0
9,5
1 1 ,0
2,3
2,5
2 , 8
5,5
6 , 0
6,5
7,0
7,5
3,2
3,5
3,8
4,2
4,6
5,1
5,6
1 1 , 0
8 ,1
8,7
9,4
—
5,0
5,5
6 , 0
6,5
7,0
7,5
1 0 , 0
8 , 2
10,5
9,0
9,5
1 2 ,0
1 0 , 0
6 , 2
1 2 , 0
1 0 , 0
13,0
7 и бо­
лее
10,5
4—5
7,0
3
13,0
7 и бо­
лее
10,5
4— 5
1,5
1 ,0
2 , 0
2 , 0
1,5
6 , 8
7,2
8 , 0
3
8,7
9,2
9,9
3
1,5
1 , 0
8 ,1
8 , 8
При изготовлении 3-слойной комбинированной фанеры (вну­
тренние слои из шпона хвойных пород, н аруж ны е — из листвен ­
ных) принимается реж им склеивания для березовой фанеры.
232
При изготовлении многослойной комбинированной фанеры п ри ­
нимается реж им склеивания д л я хвойной фанеры. В табл. 65
в последней строке у ка зан о значение суммарного времени сни­
жения давлен ия в прессе после склеивания. Р аб очее давление
снижается в два периода: от номинала 1,8— 2,1 М П а до 0,4—
0,5 М П а; от 0,4—0,5 М П а до 0. Снижение давления в первом
периоде производится в течение 10— 15 с, а во втором — в со­
ответствии с таблицей.
Такой замедленны й характер снижения давлен ия во втором
периоде необходим для постепенного снятия (стравли ван и я)
внутреннего давлен ия пара, содерж ащ егося в пакете. Если
внешнее д авление со стороны нагревательных плит сбросить
сразу, внутренним давлением пара (примерно 0,3— 0,4 М П а)
пакет может разорвать, произойдет расклеивание, отделение
слоев шпона друг от друга. Этот вид б рака наиболее часто
встречается при выполнении операции склеивания. Д ефект, з а ­
ключающийся в местном расслоении листа фанеры или другой
слоистой клееной продукции, носит название пузырь. О п а с ­
ность возникновения такого дефекта тем больше, чем вл аж н ее
шпон, меньше концентрация и вязкость клея, выше тем п е р а­
тура склеивания и выше слойность фанеры. Больш е подвер­
ж ена появлению пузырей ф ан ера из хвойного шпона, меньше —
из лиственного.
При склеивании фанеры допускается применение ступенча­
того рабочего давлен ия д ля некоторого уменьшения упрессовки.
При этом 50— 70 % всего времени склеивания д авление в ы д ер ­
ж и вается равным номиналу, т. е. 1,8— 2,1 М П а, а остальное
время (30— 50 %) 0,8— 1 М П а.
Р еж и м ы склеивания некоторых видов фанеры могут уточ­
няться заводскими л аб оратори ям и применительно к местным
условиям. Так, режим (время) склеивания фанеры марки ФСФ
фенолоформальдегидны м клеем на основе смолы СФЖ-3013,
древесина — береза, давление 1,8— 2 М П а, t = 120 . . . 125 °С (по
данным Пермского ФК ) приведен в табл. 66.
Таблица 66
Продолжительность
Толщина
фанеры,
мм
4
4
6
9
1 0
1 2
15
18
Толщина
пакета
до прессова­
ния, мм
Слойность
фанеры
13,2— 14,7
17,6— 19,5
13,6— 15,5
10,5— 11,0
11,75— 12,4
14,0— 14,8
17,5— 18,1
21,0— 21,4
3
3
5
7
7 -9
9 -1 1
11— 13
1 3 -1 5
Число
листов
фанеры
в пакете
3
4
2
1
1
Снятие давления
Выдержка
под давле­
нием
9 ,0
1 1 ,0
9 ,0
7,5
8 , 0
1
9,0
10,5
1
1 2 ,0
1
МИН
I период
I I период
1 , 0 0
1 , 0 0
—
0,25
0,25
0,25
0,25
0,25
0,25
1,25
1,75
1,75
1,75
1,75
1,75
233
В настоящее время р азработаны технические условия на про­
изводство нового вида продукции — хвойной фанеры д ля ста н ­
дартного домостроения. Основные толщины фанеры 8, 10, 12
мм; длина 2440 мм, ширина 1220, 1525 мм. Сорта фанеры А/А,
А/В, А/С, В/В, В/С, С/С. Д л я н аруж н ы х элементов зданий в ы ­
пускают ф анеру марки ФСФ, д л я применения внутри помещ е­
н и й — марки ФК- Д л я клеев на основе фенолоформальдегидны х
смол типа СФЖ-3013, СФЖ-3014, «Ватекс-244», «Экстер-А»
расход клея д ля шпона толщиной до 2 мм 140— 150 г/м2, д ля
шпона толщиной более 2 мм 150— 160 г/м2.
Д л я клеев на основе карбам и доф орм альдеги дны х смол типа
К Ф -Ж расход составляет соответственно д ля шпона до 2 мм
120 г/м2, более 2 мм 130 г/м2. Р е ж и м склеивания хвойной ф а ­
неры для стандартного домостроения фенолоформальдегидны ми
клеями приведен в табл. 67.
Таблица 67
ТолШина
пакета
до прессова­
ния, мм
9
10
11
г 12
13
14
Продолжительность
'склеи ван ия фанеры,
Толщина
мин
пакета
до'прессова-1'
из листвен­
из соснового и з лиственнич­
из соснового
ния, мм
шпона
шпона
ного шпона
ничного шпон-»
Продолжительность
склеивания фанеры,
мин
8,7/10,5
9,2 /1 1 ,0
9,7 /1 1 ,5
1 0 ,2 / 1 2 , 0
10,7/12,5
11,2/13,0
8 ,7/9,5
9,2 /1 0 ,0
9,7 /1 0 ,5
1 0 ,2 / 1 1 , 0
10,7/11,5
1 1 ,2 / 1 2 , 0
15
16
17
18
19
2 0
11,7/13,4
12,2/13,8
12,7/14,2
13,2/14,5
— /14,8
— /1 5 ,0
11,7/12,4
,2 / 1 2 , 8
12,7/13,2
13,2/13,5
— /1 3 ,8
— /1 4 ,0
1 2
П р и м е ч а н и я : 1. В числителе — для трехслойной фанеры при темпе­
ратуре плит пресса 120— 125 °С, в знаменателе — для многослойной фанеры
при температуре плит 110— 115°С. 2. П родолжительность снижения давления для
трехслойной фанеры 0 ,75— 1 мин, для многослойной— 2 мин.
Д л я склеивания фанеры из соснового и лиственничного
шпона карбам и доф орм альд еги д ны м и клеями можно по льзо ­
ваться реж имами, приведенными в табл. 65.
Сокращ енный реж им (время) склеивания хвойной фанеры
д л я стандартного домостроения кар бам и доф орм альдеги дны м
клеем на основе смолы К Ф -Ж , которым рекомендуется пользо­
ваться при условии, что сборка пакетов не за д е р ж и в а е т работу
пресса, приведен в табл. 68.
Значительно строж е регламентирую т условия склеивания
фанеры специального назначения. Так, при склеивании а в и а ­
ционной фанеры реглам ентированы расход клея, слойность,
число листов в рабочем промеж утке пресса и т. д. Р асх од
смолы С Ф Ж -3 0 1 1 (С-1) следующий:
Толщ ина'гш пона, м м .....................................
Р а сх о д смолы , г/м 2 ..........................................
234
Д о^О ^б’
90— 100]
0 ,7 5 — 0 ,9 5
100— 110
1, 15— 1, 5
110— 120
Таблица 68
Продолжительность склеивания фанеры, мин,
при температуре нагревательных плит пресса, °С
Толщ ина пакета
до прессования, мм
105—110
110-115
115-120
4,0
4,2
4,5
4,8
5,3
5,7
—
4,4
4 ,5
4,8
5,2
5,7
9
10
11
12
6 ,2
6,5
7,1
6 ,0
6 ,6
8 ,0
7,3
8 ,2
2 ,0
9 ,0
1,5
7 и более
4— 5
13
14
15
16
17
18
19
6 ,1
6 ,6
7,0
7,6
8 ,0
8,7
9,5
20
Время снижения давления,
мин
Слойность фанеры
—
4,1
4,4
4,7
5,1
5,6
1,5
3
Слойность и количество листов фанеры в промеж утке прес­
са в зависимости от т о л щ и н у фанеры следующие:
Толщ ина фанеры , мм . . .
С л о й н о с т ь .................................
Ч исло л и с т о в ............................
1 ,0
3
10
1 ,5
3
7
2 2 ,5
3 3
5 5
2 ,5
5
4
3 3 4 5 6 8
3 5 5 5 7 7
4 3 3 2 2 1
10 12
91 1
1
1
Таблица 69
Продолжительность
склеивания, мин,
для фанеры
Толщ ина
пакета
до прессова­
н и я, мм
7, 0
7,5
8 , 0
8,5
9,0
9,5
1 0 , 0
10,5
1 1 , 0
11,5
БС-1
,8 / 1 0 , 8
7,3 /1 1 ,3
7,8 /1 1 ,8
8 ,0 / 1 2 , 0
8,5/12,5
8 ,8 / 1 2 , 8
9,3 /1 3 ,3
9,8 /1 3 ,8
10,3/14,3
10,8/14,8
6
Б П -А , Б П -В ,
Б П С -1 В
9 ,5 /1 3 ,5
9 ,8 /1 3 ,8
10,3/14,3
10,8/14,8
11,0/15,0
11,5/15,5
11,8/15,8
12,3/16,3
12,8/16,8
13,3/17,3
Толщ ина
пакета
до прессова­
ния, мм
1 2 , 0
12,5
13,0
13,5
14,0
14,5
15,0
15,5
16,0
Продолж ительность
склеивания, мин,
для фанеры
БС-1
Б П -А , Б П - В ,
БП С-1 В
11,3/15,3
11,8/15,8
12,3/16,3
12,8/16,8
13,3/17,3
13,8/17,8
14,5/18,5
15,0/19,0
15,5/19,5
13,8/17,8
14,0/18,0
14,5/18,5
15,0/19,0
15,5/19,5
16,0/20,0
16,5/20,5
17,0/21,0
17,5/21,5
П р и м е ч а н и я : 1. В числителе указано время склеивания в металличе­
ских прокладках, в знаменателе — в фанерных. 2 . Длительность снижения дав­
ления для трехслойной авиационной фанеры долж на быть не менее 45 с. Д ля
многослойной фанеры давление сниж ается в два периода: от номинала 2 — 2,5 МПа
до 0 ,6 — 0,7 МПа в течение 10— 15 с и от 0 ,6 — 0,7 МПа до 0 в течение 75—80 с.
3. После выгрузки из пресса фанеру обязательно выдерживают в плотной стопе
в течение 1 ч (не менее).
235
Р еж и м (время) склеивания авиационной фанеры на смоле
СФЖ-3011 и бакелитовой пленке марок А и В при рабочем
давлении 2— 2,5 М П а, температуре плит пресса 148— 153 °С
(для фанеры БП-А, БП-В, БП С -1В ) и 145— 150 °С (для ф а ­
неры БС-1) приведен в табл. 69.
Перспективным считают способ склеивания фанеры по од­
ному листу в рабочем промежутке пресса. При этом способе
значительно возрастает производительность операции ск л е и в а ­
ния (для фанеры толщиной до 6 мм), если не учитывать время
на вспомогательные операции. В цикл склеивания вводят к р а т ­
ковременную терм ообработку пакетов между сомкнутыми пли­
тами в период, предшествующий подъему давления. Т а к а я те р ­
мообработка (принятая взамен выдерж ки собранных пакетов
перед прессом), обеспечивая соответствующую подготовку к л е ­
евой прослойки, создает условия для более эффективной о р г а ­
низации работы поточной линии склеивания в целом. Р еж им
склеивания фанеры по одному листу в рабочем промежутке
пресса приведен в табл. 70.
6
6
КФ-Ж
3
4
5
6
6
Температура плит прес­
са, °с
3
4
5
Толщина пакета до
прессования, мм
СФЖ-3011 (С-П,
С-35
Слойность фанеры
Толщина
М арка смолы
(клея)
фанеры, мм
Таблица 70
3
3
3
3
5
3
3
3
3
5
3,20
4,25
5,35
6,40
6,40
3,15
4,20
5,25
6,30
6,30
150
150
150
150
145
150
150
150
150
140
Продолжительность технологических
операций склеивания фанеры, с
Выдержка
пакетов
между
сомкнутыми
плитами
пресса
(без давления)
20— 25
20— 25
20— 25
20— 25
20— 25
15—20
15— 20
20— 25
20— 25
20— 25
Выдерж ­
ка
пакетов
под даплепием
С ни ­
жение
давле­
ния
Всего
90
25
25
25
25
35
25
25
25
25
35
135— 140
145— 150
155— 160
165— 170
205— 210
65— 70
70— 75
80— 85
85—90
115— 130
1 0 0
1 10
1 2 0
150
25
30
35
40
60— 70
О Б О Р У Д О В А Н И Е Д Л Я С К Л Е И В А Н И Я Ф А Н Е Р Ы . О снов­
ное применение в промышленности получили гидравлические
прессы, которые классифицирую т по различны м признакам:
1. В зависимости от конструкции станины — колонные, р а м ­
ные, коробчатые.
2. В зависимости от располож ения рабочих цилиндров —
прессы с нижним и верхним расположением цилиндров.
3. По количеству рабочих п р о м е ж у т к о в — одноэтаж ны е
(с двумя прессующими плитами) и многоэтажные (с тремя и
более плитами).
236
4. По принципу действия — прессы периодического, периодически-непрерывного и непрерывного действия. В прессах пе­
риодического действия в качестве прессующих элементов
наиболее часто используют жесткие плоские плиты, а в прес­
сах непрерывного действия — в ращ аю щ и еся валки (валковы е
прессы), систему гусениц (гусенич­
ные прессы) или металлическую
ленту (ленточные прессы).
5. По назначению — прессы для
склеивания обычной фанеры, б а к е ­
лизированной,
профилированной,
ра,
К
Рис. 81. Принципиальная схема устройства гидравлического многоэтаж ного
пресса:
/ — станина;
2 — прессуемый материал; 3 —нагревательная плита; 4 —подвижный
стол; 5 —плунжер; 6 — цилиндр; ? — трубопровод; 8 -гидравлический распределитель;
9 —насосная установка; 10— бак для рабочей жидкости
Рис. 82. Соединение колонны с поперечиной пресса:
/ — колонна; 2 — верхняя поперечина;
3 —рабочая
гайка;
4 — установочная
ганка
ребровой, комбинированной (из шпона и древесностружечной
м ассы ), стыкованной и др.
6.
В зависимости от технологии склеивания — прессы для
холодного склеивания (без подогрева) и горячего склеивания
(с подогревом прессуемого м а т ер и ал а).
Наиболее приемлемы для фанерной промышленности мно­
гоэтажные прессы периодического действия для горячего с к л е ­
ивания с нижним расположением цилиндров колонной пли р а м ­
ной конструкции. Технические характеристики некоторых прес­
сов даны в табл. 71.
Основные элементы прессовых установок рассмотрим на
принципиальной схеме устройства гидравлического мпогоэтаж237
Показатель
«Фелман»
(Ф инляндия)
Конструкция станины
Мощность пресса, МН
Давление на плиты,
МПа
Наибольшее
гидрав­
лическое
давление,
МПа
Размеры плит пресса,
мм
Соединение паропроводящих труб
Рабочие промежутки
меж ду плитами, мм
Число рабочих про­
межутков
Число цилиндров:
главных
вспомогательных
Диаметр плунжеров,
мм:
главных
вспомогательных
Максимальный
ход
плунж еров, мм
Скорость
подъема
стола, мм/с
Число насосов:
высокого давления
низкого давления
Мощность
электро­
двигателей, кВт
Габаритные
размеры
с околопрессовой ме­
ханизацией, мм:
длина
ширина
высота над полом
глубина под полом
М асса, т
Рамная
П714Б (С С С Р )
«Рауте 1
3 A V P H 11-175 X 175]
(Ф и н лянд и я)
6 , 0
Колонная
6,3
2,5
2 , 2
Рамная
6,4
2,5
33
2 0
32
1950Х 1675X 45
1700Х 1650X 42
1750Х 1750X 45
Телескопи­
ческое
75
Шарнирное
Г ибкое
2 0
15
0
1
70
—
230
1 500
80
30
4
—
600
160
1 050
280
—
2 400
97
80
118
1
1
2
1
1
1
77,3
16,2/12,7
198
15 0 0 0
19 000
6860
5530
2830
2430
44,5
11 380
4 050
5 930
4 000
80
-
Н ет свед.
П р и м е ч а н и я : 1. На многих предприятиях число рабочих промежутков
Д 7247 применяют для производства'бакелизированной фанеры.
ного пресса (рис. 81). Это станина, вкл ю чаю щ ая верхнюю не­
подвижную поперечину, нижнее основание или нижнюю непо­
движную поперечину и соединительные колонны или рамы;
подвижный стол; цилиндры; прессующие нагревательные плиты;
пароподводящ ие трубы.
Традиционной конструкцией с т а н и н ы считается колон­
ная. Она п редставляет собой стальное массивное, чащ е литое
основание, па котором устанавл и ваю т стальные колонны, про238
Таблица 71
М арка пресса
«Рауте*
30VPH41-140X270
(Ф инлянд ия)
К и тагава Сейке
VH8-347
( Я п он и я)
Рамная
Рамная
7.5
2.5
6,6
2,0
23
32
Д А 4439 (С С С Р )
Д7247 (С С С Р )
Рамная
6,3
Колонная
50,0
5,3
2,2
32
32
2700X 1390X 45
1 70 0 X 1 6 5 0 X 4 5
5700X 1650X 65
Г ибкое
Гибкое
Гибкое
Шарнирное
80
40
70
120
30
40
34
20
3
3
2
2
4
320
375
450
90
745
2400
1600
160
150
2700Х 1400X 45
125
2400
108
32
2
2
2
30
40,5
7 800
Н ет свед.
То ж е
11 120
11 085
I
80
Нет свед.
ПО
2
25 000
12 500
7 100
5 600
514
у прессов старых моделей увеличено (на прессе П714Б до 20— 25). 2.
Пресс
ходящ ие через отверстия в приливах основания и закрепленны е
снизу специальными гайками. Колонны опираю тся на основа­
ние зап л еч ик ам и (буртами) или гайками. Гайки д л я удобства
м о н таж а и ремонта пресса д ел аю т разрезные, так к а к при по­
падании в резьбу паров клея и пыли неразрезны е гайки с т а ­
новятся трудноразъем ны ми. Колонны и гайки имеют упорную
резьбу. Сверху на колонны устан авл и в аю т неподвижную с т а л ь ­
ную поперечину усиленной конструкции с ребрам и жесткости.
239
Верхняя поперечина поддерж ивается на колоннах заплечиками
или гайками и наглухо закреп лен а гайками. При больших р а з ­
мерах прессов колонны не имеют буртов, а имеют по четыре
гайки: две рабочие — н иж няя под основанием и верхняя над
поперечиной; две установочные (вместо б у р т о в ) — над основа­
нием и под поперечиной (рис. 82).
В прессах колонной конструкции в большинстве случаев
нижнее основание отливаю т вместе с цилиндром. Колонная
конструкция особенно пригодна для прессов, в которых р а з ­
виваются очень высокие усилия (например, для прессования
древесных слоистых пластиков и др.). В прессах рамной кон­
струкции станина состоит из стальных рам. Р а м ы вырезаны
из цельной стальной плиты толщиной 40— 60 мм или сварены
(с целью экономии м е т а л л а ).
Р ам н ую конструкцию станины выполняют со стяжными
болтами (с тяж к ам и ). Станину составляю т из толстолистового
проката с вырезом для разм ещ ения плит. Р а м ы н абираю т по­
парно и соединяют меж ду собой ст я ж к а м и с трубчатыми про­
ставками или сварными распорками. Д л я более равномерного
распределения нагрузки на рамы в верхней части прорези у с ­
тан авл и вается литая или сварн ая поперечина, которая специ­
альными ш пильками притягивается к опорной поверхности рам.
Ц и л и н д р ы — важ ны й
узел
в прессе.
М ногоэтаж ны е
прессы с нижним расположением цилиндров выполняют с одним
или несколькими рабочими цилиндрами. При нагнетании в ци­
линдры (под плунжеры) жидкости ее рабочее давление п ер ед а­
ется подвижной поперечине (столу) и д алее на н аг р ев ате л ь ­
ные плиты и склеиваемый материал. Ц илиндры обычно делаю т
стальные. При многоцилиндровой конструкции пресса во и з­
бежание зак л ин и вани я цилиндров и неравномерного р ас п р е­
деления давлен ия на материал соединение плунжеров с под­
вижной поперечиной выполняют не жестким, а при помощи ш а ­
ровых пят. Р азм е р ы и число рабочих цилиндров определяются
усилием пресса и разм ер ам и (ф орм атом) плит. В прессах
с нижним расположением цилиндров необходимый диаметр
(du) плунж ера (или внутренний диаметр цилиндра) можно о п ­
ределить по формуле
где F — п лощ адь нагревательной плиты, м2; /?уд — д авление по
всей плоскости плиты, М П а; рц — давление рабочей жидкости
в цилиндре, М П а; п { — число рабочих цилиндров; г] — К П Д
пресса, учитывающий массу его подвижных частей (стола,
плит, п л у н ж е р а); принимаю т 0,9— 0,92.
При необходимости (по условиям технологического про­
цесса) для быстрого смыкания плит (при горячем склеивании)
иногда применяют специальные вспомогательные цилиндры у с ­
коренного хода. Особенностью таких цилиндров является м а ­
240
лый диаметр и незначитель­
ный расход жидкости для их
наполнения и быстрого п одъ­
ема плунжеров вместе с по­
движ ны м столом. Таким об ­
разом, они позволяют умень­
шить потребную производи­
тельность насосов и увеличить
коэффициент их полезного ис­
пользования.
В спомогатель­
ные цилиндры изготавливаю т
так же, как и рабочие, л и ­
тыми или сварными. Высота
главных и вспомогательных
цилиндров зависит от требуе­
мого хода подвижного стола.
Устройство цилиндра в сборе
с
плунжером показано на
рис. 83.
Плунжеры
ги др авл и ­
ческих прессов обычно изго­
товляю т
из серого чугуна.
П лунжеры ,
воспринимающие
значительные изгибающие мо­
менты, а т а к ж е плунжеры
диаметром менее 300 мм изго­
товляю т из стали. Д л я умень­
Рис. 83. Устройство цилиндра пресса;
шения коэффициента трения
/ — плунжер; 2 — цилиндр; 3 —направля­
между цилиндром и п л у н ж е­ ющая втулка; 4 — манжета* 5 — нажим­
втулка; б — фланец; 7 — винт; 8 —
ром на внутренней поверхно­ ная
винт; 9 — шаровая плита; 10 —бурт ци­
линдра
сти цилиндра у станавливаю т
направляю щ ую втулку, изго­
товленную из бронзы. Втулки можно дел ать биметаллическими,
что сниж ает их стоимость. Этого достигают нанесением на
стальную рубаш ку слоя бронзы толщиной 2,5—4 мм. Чугунные
плунжеры иногда покрывают латунной рубашкой. Ш лифуют
поверхности плунжеров по всей их длине. Ц илиндры ж е ш ли ­
фуют только в верхней части на длине 200— 300 мм.
Н аиболее ответственным узлом гидроцилиндра при его э к с­
плуатации является у п л о т н е н и е . Оно состоит из одной или
нескольких м анж ет и зак л ад ы в ае т ся в специальной кольцевой
паз между боковыми поверхностями цилиндра и плунжера. П р е ­
пятствуя прохождению рабочей жидкости между стенками
плунжера и цилиндра, уплотнение не до лж но вызы вать си л ь­
ного износа поверхностей, долж но быть нейтральным к в о з­
действию рабочей жидкости и стойким к тем пературным коле­
баниям. Д л я изготовления м анж ет применяют кожу высокого
качества, маслостойкую резину, прорезиненную ткань (чефер,
доместик), пластмассы, капрон, нейлон, полихлорвинил.
241
Р а б о т а манж етны х колец основана на принципе сам оуп ­
лотнения. Ж идкость, проходя меж ду уплотняемой поверхностью
и рабочей частью манжеты, п риобретает большую скорость,
что приводит (на основании зак он а сохранения энергии) к р ез­
кому уменьшению гидравлического давлен ия в зазоре. Р а с п и ­
рае м ая давлением изнутри р абочая часть манж еты п р и ж и м а ­
ется к уплотняемой поверхности, обеспечивая герметичность
в гидроцилиндре.
В некоторых случаях, несмотря на самоуплотняемость, м а н ­
ж етам д ается предварительный н атяг при помощи нажимной
втулки. Этим избегаю т утечек жидкости через уплотнения
при низких давлен иях в гидроцилиндре. О днако затягивать
манж етны е уплотнения чрезмерно не следует, так как это может
привести к увеличению силы трения и быстрому износу м а н ­
жеты.
Срок служ бы манж етны х уплотнений гидроцилиндров во
многом зависит от величины з а зо р а м еж д у направляю щ ей
втулкой и плунжером, чистоты обработки поверхности и тв ер­
дости плунж ера, вида рабочей жидкости, температурных у с ­
ловий работы и т. д. С опряжение плунж ера с нап равляю щ ей
втулкой происходит по ходовой посадке 3-го класса точности.
Установлено, что износ м анж ет при работе на масле в 1,5 раза
меньше, чем при работе на эмульсии, и в 2 р а з а меньше, чем
при работе на технической воде. Д л я уменьшения износа м а н ­
ж е т рекомендуется под манж ету подавать густую солидоловую
см азку с внешней стороны уплотнения. Эта рекомендация осо­
бенно эффективна при работе гидросистемы на воде.
Н а продолжительность служ бы м анж ет влияю т те м п е р а ­
турные условия их работы. К ож ан ы е манж еты теряю т э л а сти ч ­
ность при температуре выше 5 0 °С. Д л я полихлорвиниловых
манж ет тем пература т а к ж е д о л ж н а быть не выше 50 °С, в про­
тивном случае понижается их твердость, материал течет. М а с ­
лостойкие резины применяют при тем пературе до 80 °С. У п­
лотнения из прорезиненных хлопчатобум аж н ы х тканей (чефер,
доместик) работаю т при температуре среды до 90 °С. О ри ен ­
тировочное число уплотнительных м анж ет в зависимости от
д иам етра плунж ера и давлен ия рабочей жидкости приведено
в табл. 72.
Таблица 72
Ч и с л о м а н ж е т п ри рабочем д а в л е н и и , М П а
Д и ам етр
242
плун ж ера,
мм
10
20
32
100— 280
3
4
5
3 0 0 — 710
4
5
6
7 5 0 — 1400
5
6
7
Уплотняющее устройство, кроме манжет, имеет наж имную
втулку (грундбуксу), ф лан ец и винты. Н аж им ную втулку (грундбуксу) выполняют из бронзы, способной вы д ер ж ивать высокие
давления и хорошо работать на истирание. В верхней части
нажимного ф лан ц а устанавл и ваю т грязесъемные кольца. Р е к о ­
мендуется применять резиновые кольца круглого сечения.
Кольца из войлока и фетра использовать нецелесообразно, так
как, хорошо стирая грязь с плунж ера, они в то ж е время з а ­
держ и ваю т в себе абризивные частицы, увеличивая износ плун­
жера.
Рис. 84. Р асполож ение нагре­
вательных каналов в плитах
П о д в и ж н о й с т о л (подвиж ная поперечина) служ ит для
передачи давлен ия со стороны цилиндров и равномерного его
распределения на прессуемый материал. Д л я постоянного под­
д ерж ан и я стола в строго горизонтальном положении его сн аб ­
ж аю т вертикальными направляю щ ими. В многоэтажных прес­
сах наиболее часто применяют сварные столы в виде ребристой
коробчатой конструкции, выполненной из стального листового
проката. В некоторых моделях прессов стол изготавливаю т
литым.
Стол винтами соединяют с плунжером. В некоторых слу­
чаях (в многоплунжерных прессах) он мож ет свободно л еж а т ь
на шаровых опорах плунжеров. К верхней поверхности стола
крепят самую нижнюю нагревательную плиту пресса. М еж ду
плитой и столом предусмотрен теплоизоляционный слой.
Н а г р е в а т е л ь н ы е п л и т ы обеспечивают в ги дравли че­
ских прессах горячее склеивание, которое происходит под воз­
действием давлен ия и температуры. Конструктивно н аг р ев а­
тельные плиты представляю т собой плоские массивные ста л ь ­
ные листы с расположенной внутри системой каналов, по кото­
рым циркулирует теплоноситель. Располож ение каналов может
быть последовательным или п араллельны м (рис. 84, а, б).
243
Если используют плиты больших размеров (длиной более 2 м),
рекомендуется смешанное соединение каналов (рис. 84, в). Это
необходимо д ля устранения значительного перепада тем п ера­
тур на входе и выходе пара из-за большого сопротивления,
вызванного относительно большой длиной каналов.
В продольные и поперечные каналы д ля создания системы
зигзагообразных путей устанавливаю т специальные заглуш ки
и пробки, обеспечивающие последовательное (зигзагообразное)
движение пара. И ногда вместо сверления продольных отвер­
стий меж ду поперечными каналам и специальной горелкой про­
жигаю т перемычки. Н ар уж н ы е отверстия каналов зад елы ваю т
N
п
б
Рис. 85. Уплотнение нагревательных каналов:
1 — 'П ро бк а; 2 — уплотнительная
прокладка
пробками на газовой резьбе. Д л я более надежного уплотнения
в соединениях устанавливаю т медные или поронитовые про­
кладки. Уплотнительную прокладку у станавли ваю т или под
буртом пробки (рис. 85, а), или непосредственно под пробкой
(рис. 85, б ), причем второй вариант предпочтительнее. При не­
равномерном нагреве плит (из-за засорения каналов) пробки
отвинчивают и каналы прочищают. Д л я удаления накипи ис­
пользуют слабый раствор соляной кислоты и щелочи.
Уплотнение нагревательных кан алов резьбовыми пробками
с поронитовыми или медными прокладкам и имеет недостатки,
несмотря на значительное распространение. Такие уплотнения
даю т течи (особенно в прессах с охл аж д ен и ем ), что приводит
к их частой замене. Кроме того, необходимость нарезки резьбы
и изготовления большого числа резьбовых пробок и прокладок
значительно увеличивает стоимость нагревательной' плиты.
Плиты сварной конструкции более экономичны. Они лишены
недостатков, которые имеют плиты с резьбовыми пробками и
сверлеными каналам и. При качественной сварке они абсолютно
герметичны. К достоинствам сварных плит следует отнести и их
более высокий термический К П Д . Это объясняется тем, что
они имеют меньшую массу по сравнению с массивными п ли ­
244
тами (при сохранении той ж е жесткости). Однако чистка н а­
гревательных каналов в сварных плитах сложнее.
Все соединения системы нагрева и о хлаж ден и я плит пресса
долж ны быть н адеж н о уплотнены. В противном случае неиз­
бежны утечки пара и воды, что приводит к повышению в л а ж ­
ности воздуха, увлаж нению готовой продукции и снижению ее
качества. Д л я уплотнения соединений применяют поронит,
термостойкую резину, кожу, набивочные материалы , асбест
и т. д. Особенно тщ ательно долж ны быть подготовлены под­
вижные трубопроводы (соединения) меж ду коллекторами и
плитами пресса.
К о л л е к т о р ы , применяемые в плитных прессах, изготов­
л яю т из труб большого диаметра. Они предназначены для р а в ­
номерного распределения подводимого теплоносителя по всем
греющим плитам пресса. Теплоноситель можно подводить как
в верхнюю, т ак и в нижнюю часть коллектора. Однако пред­
почтителен подвод пара и особенно воды (для охлаж ден и я)
в верхнюю часть коллектора. Отводится отработавш ий тепло­
носитель из нижней части выходного коллектора. Такое распо ­
ложение подводящих и отводящ их трубопроводов обеспечивает
более равномерный нагрев и охлаж дение всех плит пресса,
что особенно зам етно при небольшом давлении охлаж д аю щ ей
воды. К оллекторы и распределительный трубопровод необхо­
димо тщ ательно теплоизолировать.
Ш арнирны е трубопроводы к греющим плитам получили н аи ­
большее распространение. Они просты в изготовлении и в э к с­
плуатации. Ш арнир наиболее распространенной конструкции
состоит из штуцера, ниппеля, гайки, наж имной втулки и уп лот­
няющего шнура. Недостатком такой конструкции ш арнира я в ­
ляется то, что в процессе зат я ж к и уплотнительной набивки про­
исходит защ ем ление ниппеля, при его вращении набивка рвется
и выходит из строя, плотность набивки нарушается, и соеди­
нение д ает течь. Предпочтительнее конструкция ш арнира с р а з ­
грузочной втулкой. З а т я ж к а уплотнения не защ ем л яе т ниппель,
и он получает дополнительную степень свободы, позволяющую
компенсировать неточности сварки и м онтаж а. Такой шарнир
обеспечивает повышенную герметичность.
Телескопический трубопровод в плитных прессах приме­
няют реже, чем шарнирный, несмотря на очень важ н ое его п ре­
имущество: у каж дого подвода (или отвода) имеется одно уп ­
лотнение, в то время ка к у шарнирного их три. Кроме того,
телескопический трубопровод более компактен, чем шарнирный.
Причина малого распространения телескопического трубопро­
в о д а — высокая стоимость калиброванны х нерж авею щ их тр у ­
бок. Кроме того, телескопические трубопроводы чувствительны
к различным перекосам и неточностям монтаж а, которые при­
водят к поломкам телескопов.
Кроме описанных подвижных паропроводов, в гидр авл и че­
ских многопролетных прессах применяют т а к ж е прорезинен­
245
ные, армированные и чешуйчатые шланги. Несмотря на то, что
у них отсутствуют подвижные уплотнения, шланги применяют
* мало из-за их громоздкости, вызванной большими допустимыми
радиусам и изгиба, а т а к ж е из-за дефицитности и дороговизны
материалов д ля шлангов. П рименяемы е в настоящ ее время ре­
зиновые шланги быстро стареют, становятся хрупкими и выхо­
д ят из строя.
Э ксплуатация прессов, в которых д ля нагрева плит треб у ­
ется поддерж ивать довольно большие давлен ия п ара (до 0,6—
1 М П а ) , имеет некоторые трудности, связанны е в основном
с высокой стоимостью устройства д ля получения теплоноси­
теля, с герметизацией системы и т. д. Поэтому д ля нагрева
плит целесообразно т а к ж е использовать другие теплоносители,
которые имели бы высокую тем пературу кипения при с р а в ­
нительно низком давлении насыщенных паров. Таким условиям
удовлетворяют органические теплоносители нафтанил, дифенил,
дифенилоксид и др. Особый интерес представляет дифенильная смесь, тем пература кипения которой 258 °С.
Перспективным является и электрический (омический) н а ­
грев плит, который происходит от помещенных внутри них э л е к ­
троспиралей или специальных трубчатых электродвигателей
(Т Э Н ). ТЭН представляет собой тонкостенную трубу из стали
или латуни, внутри которой по оси за л о ж е н а н агревательная
спираль из нихромовой проволоки. Все пространство внутри
трубки зап олн яю т кварцевы м песком или магнезией, которые
в процессе изготовления ТЭ Н значительно уплотняются, что
обеспечивает достаточную прочность закрепления н агр ев ате л ь ­
ной спирали по оси корпуса, хорошую теплопроводность и п ре­
дохраняет спираль от окисления и разруш ения. Основным не­
достатком ТЭН является сравнительно неравномерное распре­
деление температуры на их поверхности.
В озможно т а к ж е применение индукционного нагрева плит
электрическим током промышленной частоты. Индукционный
нагрев в отличие от омического имеет сравнительно низкие р а ­
бочие температуры (до 200—250 °С), но преимущества этого
способа заклю чаю тся в сокращении расхода электроэнергии,
уменьшении времени нагрева плит, снижении трудоемкости их
обслуживания, увеличении срока служ бы нагревателей и др.
Перспективным является и нагрев в поле токов высокой ч а ­
стоты, который находит все большее применение.
В аж л ы м условием д л я получения продукции высокого к а ­
чества является не только равномерное распределение тем пе­
ратуры по всей поверхности нагревательной плиты, но и р а в ­
номерность удельных д авлений по поверхности. Это в первую
очередь зависит от жесткости греющих плит и точности их ме­
ханической обработки. Выпускаемые в н астоящ ее время мно­
гоэтаж ные прессы имеют плиты различной толщины и р а зл и ч ­
ной жесткости. При выборе толщины греющей плиты учитывают
х ара ктер прессуемого м атери ала, удельное д авление п рессова­
246
ния, ф орм ат плит, форму и разм еры нагревательны х к а н а ­
лов.
В отечественных и заруб еж н ы х прессах, ка к правило, при­
меняют нагревательны е плиты толщиной 40— 45 мм (для м ате­
риалов, требующих давления прессования 2,5—4 М П а ) и то л ­
щиной 63—70 мм (для д ав л ен и я больше 5 М П а ) . Так, для
склеивания обычной фанеры используют плиты толщиной
45 мм, а в прессах для бакелизированной фанеры и д ля д р е ­
весного слоистого пластика — плиты толщиной 65 мм.
Д л я улучш ения качества склеивания, более равномерного
распределения давлен ия с одновременным его уменьшением
на склеиваемую поверхность р а з р а б а ты в аю т способы ск леи в а­
ния с применением д иаф рагм енны х плит. В качестве д и аф рагм
применяют металлические листы толщиной 0,3—4 мм. При этом
возможно снижение величины давления при склеивании ф а ­
неры до 0,5 М П а, что уменьш ает ее упрессовку до 3— 4 %. Д л я
удобства загрузки склеиваемого м а тери ал а на плитах любой
конструкции со стороны загру зки устанавл и ваю т н а п р а в л я ю ­
щие уголки.
Относительное располож ение плит в прессе при их свобод­
ном положении обеспечивают системы подвески и направления.
Н аиболее простой способ подвески закл ю ч ается в том, что
к неподвижным частям пресса прикрепляю т щиты с верти кал ь­
ными прорезями. В прорези входят опорные пальцы (кронш ­
тейны) плит. К а ж д а я плита имеет четыре пальца — по д ва
с к аж д о й стороны. При открытом прессе, т. е. при низшем по­
ложении п лун ж ера и плит, пальцы опираются на дно прорезей.
При подъеме плит пальцы перемещаются ка ж д ы й в своей про­
рези до полного смыкания плит. Д ли н а прорезей соответствует
максимальному ходу плит.
Н аибольш ее распространение, однако, получил другой спо­
соб: подвеска плит на упоры в виде гребенок или лестниц. Л е ­
стницы подвески могут быть развернуты вдоль фронта плит или
перпендикулярно ему. В первом случае д ли н а опорных пальцев
на плитах о казы вается минимальной и одинаковой д ля всех
плит. О д н ако при большей этажности и небольшом разм ере
плит не всегда удается разместить лестницы вдоль фронта плит.
Это услож няется еще и тем, что обычно со стороны подвески
необходимо р асполагать систему подвода теплоносителя для
нагрева плит. К роме того, такое расположение подвески не по­
зволяет создать взаимозам еняем ость плит.
Расп о л ож ен и е опорных лестниц перпендикулярно фронту
плит вы зы вает необходимость устанавли вать удлиненные опор­
ные пальцы, что в свою очередь требует значительного увели ­
чения их сечения, особенно д ля плит больших разм еров и боль­
шой массы. Во и збеж ание чрезмерного удлинения опорных
пальцев д ля многоэтажных прессов опорные лестницы у ста н а в ­
ливаю т в несколько рядов (по высоте), что позволяет со к р а­
тить длину опорных пальцев. Д л я предотвращения смещения
247
плит в горизонтальной плоскости применяют систему н а п р а в ­
ляющих. Конструктивные исполнения н аправляю щ их разн ооб­
разны и зависят от конструкции станины.
Гидропривод широко применяют в гидравлических прессах
д ля склеивания фанерной продукции. В основном используют
два типа гидроприводов: индивидуальный насосный и групповой
насосно-аккумуляторный.
В качестве и н д и в и д у а л ь н о г о н а с о с н о г о гидропри­
вода в прессах с л у ж а т насосы самых разнообразных конструк­
ций, отличающиеся друг от друга принципом действия, произ­
водительностью и величиной предельного давления н агн етае­
мой жидкости. По принципу действия насосы разд еляю т на
следующие типы: поршневые (эксцентриковые), ротационно­
плунжерные, роторные (лопастные, шестеренные) и винтовые.
Большинство современных прессов оборудовано одновременно
насосами низкого д авл ен ия для быстрого смыкания плит и н а ­
сосами высокого давлен ия д ля создания рабочего давления
прессования и поддерж ания его на заданном уровне. Все у к а ­
занные насосы предназначены для работы на минеральном
масле. Насосы низкого давления чащ е всего бывают шестерен­
ными, винтовыми или лопастными, а насосы высокого д а в л е ­
н и я — поршневыми или ротационно-плунжерными.
Из шестеренных насосов большее применение имеют насосы
типа Ш производительностью 7— 75 л/мин. Несколько реже
применяются насосы типа Н Ш Ф производительностью от 16
до 120 л/мин и с разви ваем ы м давлением соответственно от 2
до 1 М П а. Винтовые насосы можно рассм атривать как р азн о ­
видность шестеренных, в которых зубчатые колеса заменены
сцепляющимися винтами с обратными резьбами. Винтовые н а ­
сосы бесшумны, надеж н ы в работе и обеспечивают производи­
тельность 380— 1000 л/мин при предельном давлении жидкости
2.5 М П а. Л опастны е насосы выполняют для давления ,не выше
6.5 М Па. Их производительность до 200 л/мин. К числу недо­
статков лопастных насосов следует отнести их особую чувст­
вительность к перегрузкам и наличию в системе ги дравли че­
ских ударов.
Из поршневых наибольшее распространение получили н а­
сосы Н-400, Н-401 и Н-403 производительностью 5, 18 и 36 л/мин.
Они создают высокое (до 30 М П а ) давление. Ротационно-плунж ерны е насосы могут быть с нерегулируемой и регулируемой
производительностью. Изменение производительности насоса
обеспечивается за счет изменения эксцентриситета обоймы
статора относительно ротора.
Промышленностью, выпускаются
ротационно-плунжерные
насосы производительностью 50, 100, 200 и 400 л/мин с р а б о ­
чим давлением 10 и 20 М П а. По сравнению с насосами других
типов ротационно-плунжерные более чувствительны к пере­
греву масла в связи с высоким классом точности изготовления
рабочих элементов.
L’-IH
Н асосы низкого и высокого давления обычно вклю чаю тся
одновременно при помощи пусковой кнопки. Р аб о ч а я жидкость
нагнетается в главные цилиндры (и во вспомогательные, если
они имеются) и поднимает плунжеры, а вместе с ними и под­
вижный стол до полного смыкания плит пресса. Когда давление
в цилиндрах достигнет значения, соответствующего давлению
насоса низкого давления, последний автоматически откл ю ч а­
ется, а насос высокого д авл ен ия продо л ж ает работать до того
момента, пока не будет достигнуто требуемое давление прессо­
вания.
Насосно-аккумуляторный
гидропривод применяют
для группы прессов для снижения числа насосов и их мощности.
Его целесообразно использовать т а к ж е в прессах, п р ед н а зн а­
ченных для материалов с большой упрессовкой (бакелизированная фанера, древесные слоистые пластики) и требующих
длительной вы держ ки при значительных давлениях. Д л я подачи
рабочей жидкости в насосно-аккумуляторных приводах прес­
сов обычно используют горизонтальные кривошипно-плунжерные насосы, которые работаю т чаще всего на воде и на водных
эмульсиях.
Аккумуляторы сл у ж а т д ля накопления необходимого ко­
личества жидкости при определенном давлении. По мере н а ­
добности ж идкость через специальную распределительную
коробку (дистрибутор) подается в цилиндры пресса. Это по­
зволяет быстро смыкать плиты пресса и затем поддерж ивать
постоянное рабочее давление. А ккумуляторы представляю т со­
бой громоздкие устройства, для которых требуются отдельные
помещения. По принципу действия разл и чаю т грузовые и
пневмогидравлические аккумуляторы.
ЗА ГРУ ЗКА ПАКЕТОВ В ПРЕСС И ВЫ ГРУ ЗКА С К Л Е Е Н ­
Н О ГО М А Т Е Р И А Л А И З П Р Е С С А . Д л я повышения произво­
дительности оборудования и с целью снижения за т р а т ручного
труда на клеильных прессах применяют различные системы
механизации загрузочно-выгрузочных работ.
Существующие
в промышленности системы механизации классифицирую т сл е­
дующим образом:
1. З а гр у зк а и выгрузка п оэтаж н ая или одновременная з а ­
грузка и разгрузка всех этаж е й пресса.
2. Система двусторонная (проходная), когда загрузку вы ­
полняют с одной стороны пресса, а разгр узку с противопо­
ложной стороны, и односторонняя, когда загрузку и разгрузку
плит пресса выполняют с одной и той ж е стороны.
3. М еханизмы загрузки и выгрузки с применением м етал л и ­
ческих транспортирующих поддонов или без них.
Несмотря на то, что механизмы одновременной загрузки и
выгрузки всех этаж ей имеют неоспоримое преимущество перед
механизмами поэтажной загру зки и выгрузки, последние имеют
довольно широкое распространение в деревообрабаты ваю щ ей
промышленности. Например, некоторые прессы д ля склеивания
249
фанеры до настоящего времени р аботаю т с подъемными сто­
лам и с поэтажной загрузкой и применением ручного труда.
П одъем ны е столы можно оборудовать специальными м еха­
низмами, обеспечивающими зата л к и ва н и е пакетов в этаж и
пресса. Столы без механизмов загру зки применяют с целью
частичного облегчения труда рабочих, особенно при загрузке
и разгрузке верхних этаж е й пресса. П ривод таких столов мо­
ж ет быть механический или гидравлический.
Механический привод используют для перемещения з а г р у ­
зочного стола вверх и вниз за счет движ ения винта во в р а щ а ­
ющейся гайке. Г ай ка установлена в опорных подшипниках и
приводится во вращ ение от электродвигателя через редуктор.
При этом винт ж естко соединен с подъемным столом. Н а п р а в ­
ляю щ ими д ля стола с л у ж а т д ве колонки, закрепленны е на
прессе. М еханический привод большого применения не нашел.
Гидравлический привод’ стола представляет собой ги дравли че­
ский цилиндр, работаю щ ий на низком давлении. У правляю т
подъемными столами с пульта, расположенного непосредствен­
но на столе, что обеспечивает удобство обслуж ивания в период
загрузки и выгрузки на любом э т а ж е пресса.
Д л я одновременной загрузки и выгрузки многоэтажного
пресса наибольшее применение имеют этаж ерочны е механизмы.
Э таж ерк и загр узки являю тся промежуточными накопителями
н аб ран ны х пакетов перед их одновременной загрузкой в пресс,
а этаж ерки выгрузки позволяют по окончании цикла прессова­
ния вытолкнуть в них из пресса весь склеенный комплект.
Применение этаж ерочн ы х механизмов загрузки и выгрузки
д ает возможность свести к минимуму вспомогательные затраты
времени и повысить производительность клеильных прессов.
Прессы П714Б, а т а к ж е некоторые другие модели не имеют
специальных загрузочно-выгрузочных механизмов. П оэтому ф а ­
нерные предприятия создаю т такие механизмы силами собст­
венных электромеханических мастерских. Н а рис. 86 показано
расположение оборудования (пресс и околопрессовая м ехани­
з а ц и я ), применяемого на Т аллинском ФМК. и на других пред­
приятиях.
П одъемный гидравлический стол 1 для сухого шпона имеет
разм еры 1400X1400 мм и мож ет подниматься на высоту 8 0 0 м м
со скоростью 110— 120 мм/с. Л исты шпона подают вручную
в клеенаносящ ий станок 2, после которого листы с нанесенным
клеем принимаются шпоноукладчиком 3 и укл ад ы ваю тся на
сборочный конвейер 4. Л и ни я загр узк и состоит из сборочного
конвейера 4, подъемной платформы 5 и этаж е р к и 6. П акеты
шпона после их ф ормирования двое работниц на сборочном
конвейере подают по одному в э т а ж е р к у 6, начиная с самого
верхнего э т а ж а (подъем ная п латф о рм а 5 опущена в крайнее
нижнее положение).
При готовности очередного пакета работница н аж ати ем на
педаль приводит в дви ж ени е то л кател ь сборочного конвейера,
250
который подает пакет в э т а ж е р к у 6 и останавливается, н аж а в
на конечный выключатель. В о звр ащ ая сь в исходное п олож е­
ние, толкатель вклю чает гидросистему подъема платформы,
связанную с гидроприводом 8 пресса 9. П од ъем ная п латформа
вместе с э таж еркой поднимается на высоту одного промеж утка
( э т а ж а ). Так циклы повторяются, пока не будут загруж ены
все промежутки э таж ерки (п латф орм а поднята в крайнее верх­
нее положение).
З а гру зочн ая э т аж е р к а служ и т для доставки и загрузки п а ­
кетов в пресс 9. Она перемещ ается по рельсовому пути 7 при
Рис. 8 6 . Схема расположения оборудования на участке сборки пакетов —
склеивания фанеры
помощи электродвигателя и о станавливается против пресса
в строго определенном положении за счет упоров и э л ектр ом аг­
нита. Привод э т аж е р к и разм ещ ен на ее боковой стенке. После
подхода этаж е р к и к прессу вклю чается привод толкателей, ко­
торые перем ещ ают одновременно все пакеты из э таж ер ки в со­
ответствующие промеж утки пресса. З а т ем толкатели в о зв р а ­
щ аю тся в исходное положение и вклю чается обратный ход э т а ­
жерки. Она возвр ащ ается по рельсовому пути на платформу,
и п латф орм а опускается в исходное (крайнее нижнее) полож е­
ние. Ц и кл повторяется.
В ыгрузка склеенной фанеры из пресса осущ ествляется спе­
циальным механизмом выгрузки 10. П ри разм ы кании плит
пресса (после окончания процесса склеивания) листы фанеры
на 40— 50 см в ы талкиваю т и включаю т механизм выгрузки, ко ­
торый представляет собой платформу, перемещ ающ ую ся от
гидроцилиндра по четырем вертикальным н аправляю щ им. В пе­
редней части платформы (со стороны пресса) имеется привод­
251
ной валик с резиновыми кольцами.. При подъеме платформы в а ­
лик последовательно сбрасывает на нее листы фанеры. После
выгрузки последнего листа (п акета) платф орма опускается
в исходное положение. Погрузчик снимает с нее стопу фанеры
и отвозит на дальнейш ие операции.
Здесь рассмотрен бесподдонный метод загрузки, ск леива­
ния и выгрузки фанеры. Преимущ ества бесподдонного метода
очевидны: экономия поддонов, которые изготовляют из д еф и ­
цитных м атериалов и в больших количествах; отсутствие л и ­
ний возврата поддонов, устройств для их охлаж ден и я; обеспе­
чение ускоренного нагрева склеиваемого материала, повышение
производительности пресса и снижение з а т р а т тепловой энер­
гии. Недостатком бесподдонного прессования является у с л о ж ­
нение механизмов загрузки и выгрузки, вызванное малой
транспортабельностью пакетов, подготовленных для прессо­
вания.
В прессах моделей, изготовляемых фирмой «Рауте» и ис­
пользуемых в нашей фанерной промышленности, применяют
таблеточную загрузку и выгрузку фанеры. В этих устройствах
в загрузочных э т а ж е р к ах имеются жесткие поддоны-таблетки,
на которые по одному подаются собранные и подпрессованные
пакеты шпона. После того как все пакеты загруж ен ы в э т а ­
ж ерку и находятся на поддонах-таблетках, вклю чается привод
толкателя и все пакеты загр у ж аю тся в промеж утки между пли­
тами пресса. При обратном движении то л кател я и поддоновтаблеток перед задней кромкой всех пакетов выдвигаются ав ­
томатические упоры, которые и уд ерж и ваю т загруж енны е па­
кеты между плитами пресса, не д а в а я им двигаться н азад
вместе с поддонами-таблетками. Склеенные листы фанеры вы­
талкиваю тся в разгрузочную этаж е р ку этими же поддонамитаблеткам и при их рабочем движении вперед Пермский ФК.
Таким образом, подводя итог рассмотрению прессового обо­
рудования для склеивания фанеры, можно сделать вывод, что
наиболее перспективным оборудованием на предстоящ ие годы
являю тся гидравлические прессы повышенной этажности. Они
наиболее производительны, просты по конструкции, удобны
в эксплуатации. Н а этих прессах можно получить фанеру с тре­
буемой плотностью и прочностью, при этом за счет оптим ал ь­
ной упрессовки улучш аются конструкционно-эксплуатационные
свойства фанеры, чему долж но уделяться особое внимание.
Улучшение конструкционно-эксплуатационных свойств фанеры
за счет упрессовки по своей экономической эффективности н а м ­
ного превосходит те дополнительные затраты древесины, кото­
рые приходятся на упрессовку (4— 5 % ).
Расчет производительности прессов для склеивания фанеры.
1.
С клеивание горячим способом в многоэтажном прессе
периодического действия:
т-i
Т
zm F
o S rtim
1*см -------------- -- --------
р
где Псм — сменная производительность пресса, м3/смена об р ез­
ной продукции; Тсм — длительность смены, мин; F0 — площ адь
(формат) листа обрезной продукции, м2. F0 = 1аЬ0, здесь 10,
Ь0 — соответственно станд артн ая длина и ширина продукции
после обрезки, м; S r — толщ ина готовой продукции, мм; п —
число листов (или единичных пакетов) продукции, з а г р у ж а е ­
мых в один рабочий промежуток пресса; т — число рабочих
промежутков многоэтажного пресса; K v — коэффициент ис­
пользования рабочего времени смены (принимают 0,95—0,97);
тц — продолжительность цикла одной запрессовки в м н огоэтаж ­
ном прессе, мин;
Тц = Хв-1-Тсн + т„сп; здесь т„ — продолж ительность выдержки пакетов в прессе
при регламентированных технологических реж имах, т. е. при определенных
температуре и давлении, обеспечивающ их оптимальное качество готовой про­
дукции, мин; т в условно мож но принимать как сумму двух составляющих
Т п = Т п Р + Т о т и , где т Пр — длительность прогрева наиболее удаленного от н а­
гревателя клеевого слоя д о заданной температуры; т 0Тп — длительность от­
верждения клея при заданной (достигнутой) температуре; т Си — пр одолж и­
тельность снижения давления на склеиваемый материал после пьезотсрмической
обработки в прессе, мин; т ВСп — продолж ительность вспомогательных опера­
ций на загрузку и выгрузку пресса, на смыкание и размыкание нагреватель­
ных плит, мни; Твсп = T i+ T 2 + T3 + T4 + T5 ;
здесь Ti — продолж ительность механизированной загрузки пакетов из
этажерки в пресс, с; Ti = /i/t»i, где 1\ — ход толкателя загрузочной эт а ­
жерки, равный разм еру пакета, совпадаю щ ий с направлением движ ения тол­
кателя, плюс 150— 200 мм; у, — скорость движ ения толкателя, мм/с ( и ,=
= 150 — 1000 м м /с );
(ft — 2 5 пр — S n)m
Х2 — продолж ительность смыкания плит пресса, с; т 2 = ------------------ - ---------------->
«2
где h — высота рабочего промежутка пресса, мм; S S np — суммарная толщина
прокладок (поддонов) в одном пакете, если склеивание производится в про­
кладках; толщина одной прокладки 2,0— 2,5 мм; S n — толщина пакета, мм,
загруж аем ого в одни рабочий пром еж уток пресса;
юо<;гл
J n = -------------- . здесь у —
1 0 0 - - у
упрессовка готовой продукции, %; v 2 — скорость подъем а сто^а пресса,
мм/с (ч 2 = 25— 150 м м /с); тз — продолж ительность выдержки пакетов м еж ду
сомкнутыми плитами пресса (без давления), с; это время учитывается
только при склеивании трехслойной фанеры и по одном у листу в рабочем
промежутке пресса; продолж ительность т 3 составит 15— 25 с; т 4 — продол­
жительность опускания стола пресса (размыкания нагревательных плит), с;
(ft
2 5 пр
S r) т
-- ----------------- ---------------, где v 4 — скорость опускания стола пресса, мм/с;
Т5 — продолж ительность выгрузки фанеры из пресса, с; Т5 = / 2 /У5 , где / 2 — ход
экстрактора (толкателя) разгрузочной этажерки, равный размеру листа не­
обрезной продукции, совпадаю щ ему с направлением движ ения экстрактора,
плюс 150— 200 мм; . — скорость движ ения экстрактора, мм/с; обычно Vb = V\.
П р и м е ч а н и е . В некоторых конструкциях загрузочно-разгрузочны х
устройств при определении затрат времени на вспомогательные операции
Тпсп следует учитывать возм ож ность частичного или полного перекрытия
одних операций другими, например загрузки выгрузкой. При этом возм ож но
частичное уменьшение т„Сп. Напротив, в других конструкциях загрузочно­
выгрузочных устройств возм ож но увеличение продолж ительности T DCn, напри­
мер, на суммарное время, необходим ое на возврат в исходное положение
загрузочно-разгрузочны х толкателей и для подъема загрузочной этажерки
с пакетами.
253
2.
С клеивание фанеры холодным способом в м н о ю этаж н ом
прессе непрерывно-периодического принципа действия.
п
__ ^ СМ^*
if
1!с м ------------------------- А р ,
Тр
где Псм — производительность пресса в смену, м3/смена; Тсм —
длительность смены, мин; F0, S r — площ адь листа и толщина
обрезной фанеры; п — число листов (единичных п акетов), з а ­
гружаемы х в один промежуток пресса; п = ( 3 0 0 . .. 400)/S r
(300.. .400 — расстояние между холодными плитами пресса,
мм); Кр — коэффициент использования рабочего времени смены
(0,95—0,97); тр — ритм работы пресса, мин; тр = тв/ т , здесь
тв — длительность склеивания (выдержки пакета под д а в л е ­
нием), мии; для современных клеев т в = 4 0 . . . 6 0 мин; m — число
рабочих промежутков пресса.
7.4 О Р Г А Н И З А Ц И Я Р А Б О Ч И Х МЕСТ П Р И С К Л Е И В А Н И И
ФАНЕРЫ
Организация работы и расположение оборудования на участке сборки
пакетов и склеивания фанеры зависят от вида применяемого оборудования,
его технических характеристик, степени механизации загрузочно-разгрузочных
и других вспомогательных операций. Число рабочих, обслуживаю щ их эти
операции, такж е мож ет в значительной степени меняться от 4 до 11 человек
на одну прессовую установку.
Располож ение оборудования на участке нанесения клея — сборки паке­
тов — склеивания фанеры на базе двадцатиэтаж ного пресса финской фирмы
«Фелман» (Пермский фанерный комбинат) показано на рис. 87, а. Нанесение
клея на шпон и сборку пакетов производят на двух участках, расположенных
в непосредственной близости от пресса и обеспечивающих его бесперебойную
работу. Клеенаносящие станки 4 оборудованы подъемными столами, на ко­
торые укладываются стопы 3 сухого шпона. За клеенаносящими станками
установлены шпоноукладчики 5, которые подаю т листы шпона с нанесенным
клеевым слоем на сборочные кон­
вейеры 6. Пакеты собираю т вруч­
ную и загруж аю т в загрузочную
этаж ерку 8 при помощи специаль­
ной каретки. Включают рабочий
ход каретки нажатием кнопки.
О свобож дение пакета от за ­
хватов каретки и возвращение ее
в исходное положение происходят
автоматически при помощи ко­
нечных выключателей. Этаж ерка
загруж ается с двух сторон. Вы­
груж аю т склеенную фанеру из
пресса 2 в разгрузочную эт а ж ер ­
ку при помощи разгрузочно-за­
грузочного устройства 9 в тот
момент, когда этаж ерка 8 н ахо­
дится в крайнем нижнем п ол ож е­
нии, а этажерка 1 — в крайнем
верхнем положении. П осле этого
толкатель отходит назад, а за гр у ­
Рис. 87. Принципиальные схемы распо­
зочная этаж ерка 8 поднимается
лож ения оборудования на участке на­
в крайнее верхнее положение,
несения клея — сборки пакетов — скле­
чтобы ее этаж и совпадали с эт а ­
ивания фанеры
жами пресса. Н ажатием на кноп­
254
ку включается привод движения толкателей разгрузочно-загрузочного уст­
ройства для загрузки пакетов в пресс. П осле того как пакеты загруж ены ,
происходит автоматическое смыкание плит пресса.
Р азгрузочная этаж ерк а 1 с разрезными полками разгруж ается при п о­
мощи разгрузочного роликового конвейера 11 во время ее опускания (н а­
чиная с нижнего эт а ж а ). О пускание этажерки и извлечение листов фанеры 10
с каж дой полки происходят автоматически.
Р асполож ение оборудования на участке нанесения клея на шпон — сборки
пакетов — склеивания 3-слойной фанеры по одном у листу в промеж уток ли­
нии склеивания пакетов (Л С П ) на базе ш естнадцатиэтаж ного пресса пока­
зано на рис. 87, б. В отличие от преды дущ ей схемы здесь пакеты собираю т
на конвейере 12 с последовательной укладкой наружны х и внутренних слоев
шпона в трех разных позициях (/, II, / / / ) сборочного конвейера. Д ля укладки
Рис. 8 8 . Схема расположения оборудования на участке склеивания фанеры
с предварительной холодной подпрессовкой пакетов
шпона применяют различные механизмы (механические, вакуумные, пневма­
тические и т. д.) — на схем е они не показаны.
Собранные пакеты' поступаю т в загрузочную этаж ерк у 8 не с боковых
сторон, а с торца при помощи упоров конвейера. Полки загрузочной этажерки
в момент загрузки попеременно находятся на одном уровне со сборочным
конвейером. Принцип работы разгрузочно-загрузочного устройства 9 аналоги­
чен рассмотренному в предыдущ ем варианте. Общий цикл одной запрессовки
составляет около 150 с. При этом на загрузк у пресса требуется 15 с, смыка­
ние плит и подачу высокого давления — 25 с, вы держ ку без давления — 20 с,
вы держ ку под давлением — 30 с, снятие давления — 25 с, размыкание плит —
20 с, р а згр у зк у — 15 с.
Во время загрузки прессовой установки и опускания этаж ерки в исходное
положение конвейер сборки пакетов останавливается, и тогда на сборку всех
ш естнадцати пакетов остается 1 5 0 — ( 1 5 + 1 5 ) = 120 с, а на сборку одного
пакета нуж н о затратить примерно 7 с. При скорости движ ения конвейера
500 мм/с и шаге м еж ду упорами 1920 мм конвейер перемещ ается на один
шаг в течение 4 с, а остальные 3 с из 7 остается неподвижным. Значения
скоростей движ ения механизмов загрузки и выгрузки пресса, мм/с, состав­
ляют:
движения толкателей к п р е с с у ........................................................................................ 300
движения толкателей от пресса
..................................................................................... 450
размыкания плит пресса
..........................................................................................
1 0 0
подъема этажерки
............................................................................................................... 170
опускания этажерки
........................................................................................................... 1 2 0
255
-3 0 0 0 0
to
f
г j
6 ?
a
/
с
чт
■j
v»
20
№
x
HU
t?
яV
Рис
ну <;* мм щи .мииачип раГ”г ш \ «ос» н p;nwciu. мМ* оборудования
Ж | 'Ш в р т > 'к п '. 1 Ф К
/ -• с го п а шпона, подготовленного для нанесе ж я клеи; 2 механизм калибровки шпона
п.> ширин»
I — клеенано >щий
станок 4 — устройство для под.-ушки шпона с нанесенным клеем; 5 --у к л а ц ч и к шпона с «внесенным клеем в накет
—
собранны- пакеты н<* подъемное столе; Г — укладчик шпона без нанесенного клея в пакет • — конвейер под»чн шпон, без
нанесенного клея к сборочному месту 9 —стопы шпона для ап утр е н м х и н а р у к н ь к ••лоеп фанеры; 10 —механизм лито
магической подачи шпона; И — нере.даточньй роликовый конвейер, 12 — поперечпо ирол(»льный роликовый
конвейер; 13буферный роликовый конвейер чля пакетом пэступаю щ нх на холодную подирессовку; 14 —холодный пресс для подпрессов­
ки, 15 —]ЮЛиковый конвейер подпрессованных пакею н; /о — механизм автоматической разборки пакетов и ’В'Оматн*{ ;кой
загрузки их в загрузочную эта керку пресса- 17— загрузочная этажерка _iip«*.ca. 18- 44 этаж* ый п* грэвдич*-кщ щм'сг чля
Как видыо из приведенных схем организации работы, в отдельных сл у ­
чаях для обеспечения бесперебойной работы пресса требуется не одна, а две
бригады сборки пакетов.
Участок производства многослойной фанеры (рис. 8 8 ) включает два
клеенаносящих станка 11 с механизмами 13 подачи и 12 калибровки шпона
по ширине и механизмами 10 укладки шпона с нанесенным клеем и белого
со стопы 14 в пакеты на столе 9, пресс 7 для холодной подпрессовки, загр у­
зочную этаж ерк у 3 и выталкиватель 4, пресс 2 для горячего склеивания,
механизм 1 разгрузки.
Пакеты для всех этаж ей пресса, собранные в стопы 5, передаю тся на
промежуточный роликовый конвейер 15, доставляю щ ий их к прессу 7 для
подпрессовки. П одпрессованные листы из стопы 16 загруж аю тся на этаж ерк у 3
во время ее нахож дения на подъемной платформе 6. П осле загрузки п ослед­
него эт аж а этаж ерки она по рельсовому пути 5 п одходи т к прессу 2. К этому
времени заверш ается цикл прессования предыдущ ей партии. Склеенные листы
фанеры выталкиваются из рабочих промежутков пресса выталкивателем и
обрезиненным валиком сбрасываются в стопу. Загрузка подпрессованных па­
кетов в пресс производится автоматически толкателями.
Схема организации рабочих мест и размещ ения комплекта оборудования
для сборки пакетов, холодной подпрессовки пакетов и склеивания фанеры
по одном у листу в рабочем промеж утке на 34-этаж ном прессе — линии Л С П -3
показана на рис. 89. Во всех рассмотренных схем ах не показан участок
охлаж дения фанеры. П редполагается, что он м ож ет быть располож ен на
любом имеющемся свободном месте — либо в непосредственной близости от
пресса, либо в отдалении.
Техника безопасности при работе на клеильных прессах. Н асос гидравли­
ческого пресса снабж аю т предохранительными клапанами, установленными на
допустимое для цилиндра пресса давление. Н а щите управления устанавли­
вают манометр с красной чертой на циферблате, указывающ ей задан н ое д а в ­
ление. Гидравлические аккумуляторы и насосы к ним ограж даю т по всему
периметру металлическими ограж дениями высотой не менее 1 м. Аккумуля­
торы и гидравлические насосы высокого и низкого давления устанавливают
в отдельном помещении. У клеильных прессов с индивидуальной насосной
установкой последню ю устанавливаю т непосредственно у прессов.
Парораспределительные колонки, а такж е гибкие и ж есткие трубы обн о­
сят сплошными ограждениями, полностью закрывающими их как по ширине,
так и по высоте. При смене сальниковой набивки или манжет у гидравличе­
ских прессов аккумуляторы долж ны находиться в разряж енном состоянии
(при нахож дении груза аккумулятора в нижнем полож ении). При смене
сальниковой набивки или м анж ет у гидравлических прессов вентиль на п о д ­
водящ ей линии от аккумуляторной установки или насосов к цилиндру пресса
долж ен быть плотно закрыт. П ресс в верхнем положении долж ен фиксиро­
ваться четырьмя стойками.
Ремонтные работы на гидравлических прессах м ож но производить только
при закрытых и не пропускающ их пара вентилях. И з плит предварительно
выпускают пар и охлаж даю т их. Затя ж к у гаек колонок гидравлических прес­
сов следует проверять 1 раз в неделю.
7.5. О Б РЕ ЗК А Ф АН ЕРЫ И П РИ М ЕН Я ЕМ О Е О Б О РУ Д О В А Н И Е
Д л я придания фанере стандартны х разм еров и товарного
вида ее обрезаю т по кром кам. Ф анера д о л ж н а быть обрезана
строго под прямым углом, допускаемые отклонения размеров
листа по длине и ширине ± 4 — 5 мм. Р ез долж ен быть чистым,
прямолинейным, без бахромы и без сколов. Часть фанеры р а з ­
резаю т на более мелкие размеры.
Фанеру обрезаю т на круглопильных станках, которые по
числу пил делятся на однопильные, двухпильные, трехпильные
257
и четырехпильные. П о способу подачи м атер и ал а различаю т
станки с ручной или механической подачей м атери ала, с пода­
чей кареткой или гусеничной (конвейерной). О брезаю т фанеру
пачками или по одному листу. Предпочтительны 2 и 4-пильные
станки с механической подачей, т а к ка к они более производи­
тельны. В промышленности используют отечественные станки
ЦФ-5, ЦФ-190, ЦФА-160, а т а к ж е импортные фирмы «Рауте»
и др. Технические характеристики некоторых типов обрезных
станков представлены в табл. 73.
Однопильный форматно-обрезной станок ЦФ-5 с механиче­
ской подачей каретки служит д ля обрезки фанеры пачкам и по­
следовательно с четырех сторон, а т а к ж е д ля переобреза и
прирезки (раскроя) листов фанеры. Станок предназначен для
использования на предприятиях фанерной, мебельной и других
отраслей д ер евооб раб аты ваю щ ей промышленности в тех слу­
чаях, когда нецелесообразно применять более слож ны е много­
пильные форматно-обрезные станки. Он состоит из следующих
узлов (рис. 90): станины 1, пильного стола 3, привода 6 к а ­
ретки, каретки 4, подъемника 2, приж им а, пневморазводки,
ленточного конвейера 5 и электрооборудования 7. Д л я облегче­
ния загру зки и снятия пачек фанеры с каретки станок ЦФ-5
оборудован д ву м я роликовыми приводными конвейерами. П ро ­
изводительность станка 1,7— 2 м3 фанеры в час.
Двухпильные обрезные станки с гусеничной подачей марок
ЦФ-190, «Рауте» и др. применяют и устанавл и ваю т попарно
под прямым углом меж ду их продольными осями. Н а базе этих
станков на многих фанерных предприятиях созданы полуавто­
матические поточные линии д л я обрезки фанеры с четырех
сторон.
Н а Тавдинском Ф К действует линия обрезки (рис. 91), ко­
торая состоит из следую щ их узлов: роликового конвейера 1
д ля приема стопы 2 необрезной фанеры, роликового п одъем­
ного стола 3, первого двухпильного обрезного станка 4 с гу­
сеничной подачей, механизм а 6 подачи фанеры в укладчик,
укл ад ч ик а 7, второго двухпильного обрезного станка 8 с гусе­
ничной подачей, приемноукладочного механизма 9 обрезанной
фанеры, подъемника д ля обрезанной фанеры 10, реечных кон­
вейеров 5 д ля у д ал ен и я обрезков от двухпильных станков.
Устройство д л я автоматической передачи листов фанеры
с первого обрезного станка на второй, расположенны й под уг­
лом 90° к первому (рис. 92), раб отает следующим образом.
Обрезанный с двух сторон на первом обрезном станке лист ф а ­
неры поступает на угольники-полки 1, 7, которые через систему
рычагов 5, 6 св яза н ы с эксцентриком 3, имеющим в р а щ а т е л ь ­
ное движ ение от привода 4 гусеничных цепей 2, 8 подачи вто­
рого обрезного станка. В р ащ ени е эксцентрика синхронизиро­
вано с д ви ж ени ем упоров на цепях второго станка так им об­
разом, что врем я
одного
полного оборота эксцентрика
соответствует времени прохож дения расстояния меж ду смеж?.58
Таблица 73
М арка станка
Показатель
ЦФ -5
Число пил
Диаметр пилы, мм
Частота вращения пил, мин - 1
Скорость окруж ная, м/с
Скорость подачи материала, м/мин
Скорость холостого
хода каретки,
м/мин
Максимальные размеры пачки, мм:
длина
ширина
толщина
Двигатели:
число
общая мощность, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
ЦФ-190
«Рауте» F s 1
2
1
2
550
2510
72,3
7,5; 10;
12,5
400
2900
61
10— 50
350
2840
52
9 — 30
12
—
—
1600
1600
1900
1900
50
1750
1750
50
1 2 0
2
3
3
13,8
8 , 0
1 1 , 0
5710
2800
1 2 0 0
3100
4230
3770
1515
4250
3730
3720
1345
2800
Г1родолжение
М арка станка
П оказатель
«Рауте»
FS-2-96
Число НИЛ
Диаметр пилы, мм
Частота вращения пил, мин - 1
Скорость окруж ная, м/с
Скорость подачи материала, м/мик
Скорость холостого хода каретки,
м/мин
Максимальные размеры пачки, мм:
длина
ширина
толщина
Двигатели:
число
общая мощность, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
Ц Т З Ф -1
л-160
—
4
400
2910
60
5 — 28
—
2500
2500
50
3500
1650
50
1600
1600
50
3
1 1 ,0
4
9,6
43,8
3500
4500
1345
3500
7375
3120
1635
3170
8500
8100
1750
16 900
2
350
2840
61
9 — 30
—
3
400
2900
61
4 — 25
цф
6
259
сш
Рис. 90. Одиопильпый обрезной станок Ц Ф -5
Рис. 91. Линия полистной обрезки фанеры
Рис. 92. Устройство для автоматической передачи листов фанеры м еж ду о б ­
резными станками
11ыми парам и упоров на цепях. Б л а г о д а р я таком у устройству
угольники-полки периодически расходятся и лист фанеры, по­
ступивший на них с первого станка, опускается на подающие
гусеничные цепи второго обрезного станка. Л исты подаются
непрерывно в торец друг другу. Цепи первого и второго об­
резных станков приводятся в движение от одного привода и
имеют одинаковую скорость. А налогичная линия раб отает на
Пермском ФК. и на других предприятиях.
О б служ и ваю т линию 2 человека. Производительность линии
10— 12 м3/ч.
Технические данны е многопильного станка с программным
управлением д ля раскроя больш еформатной фанеры ЦТМФ,
который применяют д ля раскроя древесностружечных плит,
следующие:
Размеры обрабатываемого материала (максимальные), мм . . 3700X 1850X 40
Число пильных суппортов, шт.:
продольных
.............................................................................................
1
поперечных
.............................................................................................
1 0
Диаметр пил, мм:
продольной
.............................................................................................
400
поперечных
.............................................................................................
320
Частота вращения пил, мин- 1 :
продольной
.............................................................................................
2880
поперечных
.............................................................................................
3660
Мощность электродвигателей, кВт:
продольной п и л ы ...................................................................................
7,5
поперечной пилы
...................................................................................
4,0
общая
...........................................................................................................
54,3
............................................................
0,5
Давление в пневмосети, МПа
Расход воздуха, м3/ч
...............................................................................
9
Скорости, м/мин:
движения стола:
рабочий ход
........................................................................................
12
холостой х о д ........................................................................................
18
движения суппорта продольной пилы:
рабочий ход
........................................................................................
14 и 21
холостой х о д ........................................................................................
21
движения каретки:
рабочий ход
........................................................................................
5— 6
замедленный ход
...............................................................................
0 ,5 — 0 , 6
холостой х о д ........................................................................................
1 0 — 12
Число одновременно задаваемых продольных резов . . . .
7
Производительность, м3/ч
......................................................................
до 8
Габаритные размеры станка, м м ........................................................ 9 1 0 0 X 5 2 0 0 X 2 9 0 0
Расчет производительности оборудования для обрезки скле­
енной фанеры:
„I
TCMVjn .. ,, .
11“ “
Л“АР'
n il
7’ск у 1ге ^
^
.
1 см — ----------2/д 1VЫ
м*' tk,)*
II/
П1"
_______ Т см—
см60/1_______v
_______
(„60 \ ,ЛР
1 ’йС П
I" 2
261
где II,1м ■
— сменная производительность
однопильного станка,
листы/смена; П<![, — сменная производительность двухпильного
станка с конвейерной подачей м атери ал а, листы/смена; П ”,1 —
сменная производительность двухпильного станка с подачей
матери ал а на каретке, листы/смена; П'м — сменная производи­
тельность трехпильного станка, листов/смена; П^м — сменная
производительность четырехпильного станка (спаренных двух­
пильных станков), листы/смена; Тсш— длительность смены,
мин; и, — скорость рабочей подачи каретки или конвейера,
м/мии; v2 — скорость перемещения поперечной пилы, м/мин (по
технической характери сти ке 3-пильного ста н к а ); п — число л и ­
стов фанеры в пачке;
Ьп — д ли н а и ширина необрезной про­
дукции, м; Тцсп — д лительность вспомогательных операций, с;
если подвозку продукции и подбор пачки осущ ествляет бригада
обрезного станка, твсп составляет 50— 55 с; если отдель­
ной бригадой, Твсп — 8— 12 с на одну пачку; тВкл — время на
включение поперечного хода пилы д ля 3-пильного обрезного
станка, с; гВцл составляет 1— 2 с; К м — коэффициент использо­
вания машинного времени (0,92); К р — коэффициент использо­
вания рабочего времени (0,90—0,95).
Техника безопасности при работе на форматно-обрезны х станках. Все
станки для прирезки и обрезки фанеры долж ны иметь сзади направляющие
ножи. Н ож долж ен быть подвижным, чтобы его мож но было перемещать
в плоскости пильного диска, придвигая к зубьям. Расстояние м еж д у лезвием
нож а и зубьями пилы д олж но быть не более 10 мм. П о высоте нож долж ен
быть не ниже верхних зубьев пилы.
Высота распиливаемой пачки фанеры долж на соответствовать паспорт­
ным данным станка. Пила д олж на выступать над поверхностью обрезаемой
пачки не менее чем на 15 мм. О брезные станки с каретками обор удую т при­
способлениями, плотно прижимающими пачку фанеры к столу каретки.
7.6. Ш Л И Ф О В А Н И Е И О Т Д Е Л К А Ф А Н Е Р Ы
И ПРИМЕНЯЕМОЕ ОБО РУДОВАНИЕ
Ш Л И Ф О В А Н И Е Ф А Н Е Р Ы — это процесс резания д реве­
сины, в котором участвует большое число элем ентарны х р ез­
цов в виде отдельных абразивны х зерен. Целью шлифования
является выравнивание поверхности. Ш лифую т фанеру, постав­
ляемую на экспорт, а т а к ж е рядовую высших сортов. В л а ж ­
ность фанеры перед ш лифованием 5— 1 2 % . Д л я создания глад1?Г.2
кой поверхности листа фанеры и калибрования его по толщине
применяют ш лифовальны е станки.
Ш лифую т фанеру на м ногобарабанных (многоцилиндровых)
станках, предназначенных д л я одностороннего и двустороннего
шлифования поверхности листов. Ш ли ф овальны е станки для
одностороннего ш лифования имеют обычно три-четыре ш ли ф о­
вальных цилиндра нижнего или верхнего расположения, а станки
для двустороннего ш лифования шесть-восемь цилиндров, по
три-четыре цилиндра снизу и сверху. По способу подачи м ате­
риала разл и чаю т станки с гусеничной и вальцовой подачей.
Применяют отечественные станки Ш лЦ В19, Ш лЗЦ19, а так ж е
чмпортные финской фирмы «Рауте» типа SK.V.
Т а б л и ц а 74
Показатель
ШлЗЦ19
Расположение цилиндров
Способ навивки шлифоиальной ленты
Размеры
шлифуемого
материала, мм:
ширина максимальная
толщина максимальная
длина минимальная
Шлифовальные цилинд­
ры:
длина, мм
диаметр, мм
частота
вращения,
мин - 1
величина
осевого
перемещения, мм
число осевых колеба­
ний в мин
Скорость подачи мате­
риала, м/мин
Система подачи
Верхнее
Число
электродвигате­
лей
Мощность
электродви­
гателей, кВт:
шлифовальных
ци­
линдров
подачи материала
подъема стола
волосяной щетки
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
SK V -3 56
SK V -366
SK V -376
SK.V-386
Н иж нее
По спирали
1 900
200
400
1350
200
450
1 60 0
200
450
1850
200
450
2100
200
450
1 950
280
1 400; 1500
1420
1680
1930
2180
—
—
—
—
2000
2000
1700
1700
—
—
—
—
110
—
—
—
—
4 , 7 — 17,1
5 — 15
5 — 15
5 — 15
5 — 15
10
Конвейер­
ная (гусе­
ничная)
Вальцовая
3
3
3
3
3
10X3
13X3
13X3
20X3
20X3
1,7
1 ,0
3 ,0
2 ,2
0 ,8 5
3 ,0
2 ,2
0 ,8 5
3 ,0
2 ,2
0 ,8 5
3 ,0
2 ,2
0 ,8 5
2225
3180
154 6
7500
2170
3100
1240
7700
2170
3405
1240
8300
2170
3675
1240
8900
2170
3925
1 24 0
9500
4
263
В настоящее время на зав о д ах применяют прогрессивные
широколенточные ш лиф овальны е станки отечественного произ­
водства Д К Ш -1 , а т а к ж е импортные ОСУС-1ЭО, BSM-4.
ТВ564-4 и др. д ля двустороннего ш лифования с верхним м
нижним расположением рабочих органов. Н аиб ольш ее приме­
нение эти станки получили в производстве древесностружечных
плит. Техническая хар актери сти ка некоторых типов б а р а б а н ­
ных ш лиф овальны х станков, применяемых в нашей промышлен­
ности, приведена в табл. 74.
П ринципиальные схемы ш лиф ования приведены на рис. 93.
Ш ли ф овал ьны е б ар аб ан ы 1, II, I I I (рис. 93, а) вращаются
в направлении противоположном направлению подачи шлифуе-
(У. &
(к*
j г г
Рис. 93. Принципиальная схема
барабанных шлифовальных стан­
ков:
а — с вальцовой подачей и нижним
расположением барабанов; б — с валь­
цовой подачей, с верхним и нижним
расположением барабанов; в —с г у ­
сеничной подачей и верхним распо­
ложением барабанов
мых листов фанеры. При этом I б араб ан выполняет черновое
шлифование, при котором снимаются значительные неровности
с поверхности м атери ала. Н а этом б ар аб ан е ш ли ф овал ьн ая
ш курка имеет зернистость от 16 до 25. Б а р а б а н I I выполняет
промежуточное шлифование. Зернистость его ш лифовальной
шкурки от 8 до 12. Чистовое ш лифование осущ ествляет б а р а ­
бан III, который снимает ворс и мелкие неровности, оставлен ­
ные бараб ан ом II. Р азм е р абразивны х зерен на ш курке этого
б а р а б а н а характери зуется зернистостью 6— 8.
Щеточный в а л и к 6 служ ит д л я снятия пыли с листа фанеры.
У станков с вальцовой подачей лист фанеры дви ж ется по столу
(плите) 3, который может быть закреплен жестко или на спе­
циальных пруж инах 1. Н и ж н и е подающие валики 2 выступают
над поверхностью стола. Непосредственно над ними располо­
жены верхние подаю щ ие валики 4. Подпружиненны е валики 5
приж им аю т с необходимым давлением лист фанеры к ш л и ф о­
вальны м б араб ан ам .
Станки с гусеничной или ленточной 7 подачей имеют ш ли ­
ф овальны е б араб ан ы I, / / , III, расположенны е н ад столом.
П ри ж и м н ы е валики 5 располагаю тся меж ду б араб ан ам и
(рис. 93, в). Д л я одновременного ш лифования фанеры с двух
264
сторон применяются шести- или восьмибарабанны е станки
с вальцовой подачей (рис. 93, б).
О к р у ж н а я скорость ш лифовальны х бараб ан ов составляет
18—24 м/с. Скорость подачи при ш лифовании фанеры 7—
8 м/мин.
Рис. 94. Принципиальные схемы широколенточных шлифовальных станков:
а, 6 —для одностороннего; в, г —двустороннего шлифования; / — шлифовальная лен­
та; 2 —контактный валец; 3 — прижимный ролик; 4 —подающий ролик; 5 —контрролик; 6 —лист фанеры (плита); 7 — опорная балка; 8 —подающий конвейер
Схемы широколенточных ш лиф овальны х станков показаны
на рис. 94. Станки, выполненные по схемам рис. 94, а и б,
встречаются сравнительно редко. Более широкое применение
нашли станки, выполненные по схемам рис. 94, в и г. Эти
станки д ля двусторонней обработки обеспечивают хорошее к а ­
чество и высокую точность шлифования. Они высокопроизводи­
тельны и вписываются в автоматические линии по обрезке,
ш лифованию и сортировке фанеры. Ш ироколенточные станки
в основном применяют д ля калибрования древесностружечных
265
Таблица 7.5
П оказатель
М аксимальная ширина шлифования,
мм
Толщина шлифуемого материала, мм
Максимальная толщина снимаемого
слоя, мм:
при грубом шлифовании
при окончательном шлифовании
Точность обработки, мм
Скорость подачи, м/мин (регулирует­
ся бесступенчато)
Скорость резания (движения шлифо­
вальной ленты), м/с
Требуемое рабочее давление воздуха,
МПа
Расход воздуха для отсоса пыли, м3/ч
Установленные электродвигатели:
узлов грубого шлифования:
число, шт.
мощность, кВт
узлов окончательного шлифования:
число, шт.
мощность, кВт
механизма подачи:
число, шт.
мощность, кВт
Габаритные размеры станка, мм:
длина
ширина
высота
Масса, кг
«Бизон»
BSM-4
(Ф Р Г )
«Таймсэйверс»
ТВ564-4
(С Ш А )
Д К Ш -1
(С С С Р )
ТВО-64-2
(С Ш А )
1
2 1 0 0
1600
1830
1575
3 — 200
Д о 350
3— 80
3— 200
2
0 , 6
—
Д о 40
+
19— 46
26
0,5
62
0 0 0
—
1 , 2
0 ,2 — 0,3
0 ,1
0 ,1
6 — 24
Д о 40
22— 27
25
25
0,5
0,5
—
22 500
_
25 200
2
2
2
2
90
103
—
—
2
75
2
2
103
2
X
1 0 0
—
2
—
1
1
1
15
15
1 0
—
4450
3300
2650
26500
5265
2595
2975
30 000
3170
3700
2700
19 500
2390
3400
3350
—
плит, но применение их в производстве фанеры т а к ж е дает
большой эф ф ект (табл. 75).
Д л я зачистки иедошлифованных участков на листах фанеры
применяют ручные электрические ш лифовальны е машинки и
ленточные ш лифовальны е станки. Технические характеристики
некоторых из них следующие:
Ручная электрическая шлифовальная машинка 6222 (Ф РГ)
Мощность, Вт
...................................................
200
Размер плитки, мм ..........................................110X 210
Масса, кг
............................................................
4,5
Ручная электрическая ленточношлифовальная машинка HB1I 0 (Ф РГ)
Мощность, В т ..................
900
Скорость ленты, м/мин
270 и 360
Ширина ленты, мм
. .
100
Длина ленты, мм
. . .
620
266
Общая длина и ширина,
мм
...........................................
М асса, к г .............................
3 6 0X 200
8,0
Расчет производительности шлифовальных станков:
_
T CM V b a S r
тг
гг
П с м ------------------------А
дЛр,
рпш
Псм — сменная производительность одностороннего ш л и ф о в ал ь ­
ного станка, м3/смена; Тсм — длительность смены, мин; v —
скорость подачи м а тери ал а в станке, м/мин; b0, S T — ширина и
толщ ина продукции, м; р — коэффициент, учитывающий необ­
ходимость повторного пропуска через станок; пш — число сто­
рон листа фанеры, п одл еж ащ и х ш лифованию; Кз — коэффици­
ент заполнения (0,9— 0,95); Кр = (0,95— 0,97).
О Т Д Е Л К А Ф А Н Е Р Ы . Эта операция н ап рав л ен а на о б лаго ­
раж иван и е поверхности фанеры для улучш ения ее внешнего
вида и повышения эксплуатационны х свойств, особенно в усло­
виях переменной влаж ности и температуры. В настоящ ее время
на большинстве фанерны х заводов ф анеру не отделывают. В ы ­
полняю т эту операцию на предприятиях, потребляющ их эту
продукцию: в мебельном производстве, строительстве и т. д.
О днако отделку целесообразнее проводить непосредственно
на фанерных предприятиях, т а к как это будет способствовать
более эффективному и рациональному использованию мощ но­
стей, экономичному расходованию отделочных материалов, у в е ­
личению производительности труда.
Н аиболее распространенны е методы отделки фанеры класси ­
фицируют следующим образом:
1. О тделка методом печатания рисунка (текстуры д р ев е­
сины) непосредственно на листе фанеры с последующим л а к и ­
рованием или защ итой рисунка термореактивными смолами.
2. О тд елка пленками на основе пропитанных бумаг (про­
зрачными и непрозрачны ми). Т ак ая отделка мож ет вы пол­
няться двумя способами:
облицовыванием поверхности листа фанеры декоративной
бумагой, сод ерж ащ ей в отвержденном виде карбам и доф орм ал ьдегидные и полиэфирные пропиточные смолы, с последующей
отделкой полиэфирными или полиуретановыми лакам и ;
напрессовыванием на поверхность листа фанеры д ек о р а ти в ­
ной бумаги, пропитанной м еламиноформ альдегидной или карбамидомелам иноформальдегидной смолой, без последующей
отделки.
3. О тд елка фанеры поливинилхлоридными пленками с т е к ­
стурным рисунком.
При изготовлении фанеры, предназначенной д ля производ­
ства грузовых вагонов, контейнеров, щитовой опалубки для
бетонных работ и т. д., Ц Н И И Ф рекомендует отделы вать ее
пленками на основе крафт-бумаги (масса 1 м2 от 40 до 360 г),
пропитанной фенолоформальдегидны ми смолами. Т а к а я об­
лицовка д о л ж н а удовлетворять более высоким требованиям,
чем облицовка фанеры, используемой д ля внутреннего поль­
зования. Здесь необходимо учитывать и высокие механические
267
нагрузки и перепады
температур от —40 до
+ 40°С, и самую низ­
кую, и самую высокую
влаж ность
окружаю ­
щего воздуха.
7.7 О РГ А Н И ЗА Ц И Я
РАБОЧИХ МЕСТ
НА О П ЕРА Ц И Я Х
О Б РЕ ЗК И
И Ш ЛИ Ф О ВАН ИЯ
Ф АНЕРЫ
и
£.
2Г.8
Сущ ествуют различные
схемы расположения обо­
рудования
при обработке
фанеры и последую щ ей ее
сортировке.
Линия
фин­
ской поставки, изготовлен­
ная для наших заводов,
показана на рис. 95. На
этой линии производят о х ­
лаж ден ие
фанеры
после
склеивания, ее обрезк у и
сортировку.
Листы фанеры разгру­
зочным конвейером 1 кле­
ильного пресса (на схеме
не показан) выгружаются
по одном у на роликовый
конвейер 2\ затем они по­
ступают на стол бокового
перемещения 4 , на ролико­
вый конвейер 3 и в о х л а ж ­
даю щ ую камеру 5. В ка­
мере
охлаж ден ия
листы
перемещаются в вертикаль­
ном положении с проме­
ж утками
м еж ду
каж дой
парой рамок 1 0 см, что
способствует хорош ему о х ­
лаж дению каж дого листа.
Д а л ее листы поступают
на поворотный стол б, на
котором они разворачива­
ются под углом 90° и по­
даю тся
на
пластинчатый
загрузочный стол. С за гр у ­
зочного стола листы посту­
пают иа 2 -пильный ф ор­
м атно-обрезной станок
7,
где образую тся две д о л е ­
вых кромки. Рабочий, н ахо­
дящийся у пластинчатого
конвейера, следит за тем,
чтобы листы разворачива­
лись правильно и твердой
кромкой были прижаты к направляющ ему угольнику. Роликовый конвейер 8 ,
установленный после первого 2 -пильного станка, имеет устройство для от д е­
ления обрезков от листа фанеры. О брезки падаю т па продольный конвейер 9,
а затем на поперечный конвейер для отходов 10 и далее поступают в д р о ­
билку.
По роликовому конвейеру 8 обрезанны е с 2 сторон листы фанеры
перемещаются ко второму 2 -пильному ф орм атно-обрезном у станку 11, где
производится обрезка двух поперечных кромок. Длина роликового конвейера
подобрана таким образом , чтобы время движ ения перекрывало время обрезки
листа в остановленном положении на втором форматном станке 11 при ско­
рости подачи листа на первом станке 7 13— 15 м/мин.
П осле поперечного станка 11 листы фанеры перемещаются по роликовому
конвейеру 12 на стол 14 бокового перемещения. Здесь листы отделяю тся друг
от друга (если склеивание производилось по два листа в пром еж утке пресса).
О тделяются они автоматически толкателем, работаю щ им при помощи сж атого
воздуха. Роликовым конвейером 13 и столом бокового перемещения 14 листы
фанеры направляются на поворотное устройство 15, где их осматривают
с обеих сторон и определяю т сортность. П осле этого сортировщица нажатием
кнопки д ает сигнал на сбрасывание листа в соответствующ ий карман сорти­
ровочного конвейера 16. Н а сортировочном конвейере имеются десять подстопных мест (накопителей) для укладки рассортированной фанеры. Кажды й
накопитель предназначен для определенного сорта фанеры. Имеется маркиро­
вочное устройство, которое наносит штамп на проходящ ий лист фанеры.
Сигнал (импульс) от наж атия кнопки дублируется барабаном заказов и
конечным выключателем, установленным в конце каж дого приемного нако­
пителя. Конечный выключатель срабаты вает только в том случае, если с пульта
была подана команда через барабан заказов на данный приемочный нако­
питель. Д ля каж дого накопителя на пульте управления имеется счетное уст ­
ройство, которое подсчитывает общ ее число листов, направленных в него.
В зависимости от толщины склеиваемой фанеры задается такое число листов,
чтобы высота стопы в накопителе не превышала 600 мм.
П осле набора задан ного числа листов автоматически приходит в действие
роликовый конвейер 17 накопителя и стопа фанеры перемещ ается на резерв­
ное подстопное место, откуда вилочным погрузчиком или тельфером п ереда­
ется на последую щ ие операции (шлифование, отделку, упаковку). В случае
необходимости м ож но все приемные накопители освободить одновременно,
наж ав на кнопку, располож енную на пульте управления. Это м ож ет пон адо­
биться при переходе на склеивание фанеры другой толщины или марки.
Участок обрезки-сортировки обслуж иваю т двое рабочих. Д ругие варианты
обработки фанеры показаны на рис. 96.
В настоящ ее время ведутся работы по созданию линии, которая бы вклю­
чала в себя такие операции, как обрезка, шлифование, сортировка, упаковка
фанеры. Сортировку фанеры на многих заводах выполняют вручную. Это
трудоемкая операция, требую щ ая механизации и автоматизации. При сорти­
ровке фанеры определяю т сорт каж дого листа в зависимости от наличия,
размеров и числа различных пороков и дефектов. При сортировке на обор от­
ном листе фанеры наносят маркировку в виде штампа. Ш тамп, наносимый
несмываемой краской, долж ен содерж ать следую щ ие сведения: марку фанеры,
сорт, номер завода, номер сортировщика. Д ля экспортной фанеры разных
марок штамп ставят краской разного цвета: для фанеры ФСФ-Э — ф иолето­
вого, ФК-Э — зеленого, Ф БА-Э — красного.
Ф анеру упаковывают в пачки массой не более 80 кг. П о согласованию
с потребителем ф анеру мож но упаковать в пакеты увеличенной массы, но не
более 900 кг. Листы фанеры уклады вают в пачки лицевыми сторонами внутрь.
К аж дую пачку сверху и снизу укрывают упаковочной (низкосортной) фанепой, а по кромкам деревянными планками из сухой здоровой древесины.
Затем пачку перевязывают металлической (стальной) лентой в продольном
и поперечном направлениях. Ф анеру низших сортов общ его назначения мож но
упаковывать веревкой.
На каж дую пачку фанеры наносят маркировку, в которой указывают:
наименование предприятия-изготовителя; марку и сорт фанеры, породу д р е ­
269
весины, размеры фанеры, слойность, число листов в пачке, массу пачки (па­
кета), вид обработки поверхностей наружных слоев фанеры, обозначение
стандарта, которому соответствует фанера. На лю бую продукцию, которой
в установленном порядке присвоен государственный Знак качества, вместо
сорта наносят соответствующ ий штамп. Ф анеру необходим о перевозить в чи­
стых и сухих крытых транспортных средствах, предохраняю щ их ее от атмо­
сферных осадков и механических повреждений. Хранить ее такж е необходим о
в сухих закрытых помещениях.
tXIXKIXIXIXIXl
*. ч
СИЁОй
!■ I
б
» 1
*
/
I—L
м
tli
/
/
о
/э
t
□
/
Л
Ш лиш
г
fF
t
В
□
.
.
ЦТ
с
5
t 9
Рис. 96. Варианты обработки фанеры:
а — размещение
оборудования на участие обрезки и шлифования фанеры: 1 — цепной
конвейер для размещения стоп необрезной фанеры; 2 — спаренные 2-пильные формат­
но-обрезные станки; 3 — перекладчик фанеры; 4 — механизм укладки в стопу обрез­
ной фанеры; 5 — стопа нешлифованной фанеры; 6 —спаренные 3-барабанные шлифо­
вальные станки; 7 — механизм поворота (кантователь) листов фанеры; 8 — стопа шли­
фованной фанеры; 9 — участок сортировки обрезной фанеры; 10— участок сортировки
шлифованной фанеры; б —организация рабочего места при обрезке фанеры на одно­
пильном форматно-обрезном станке (Ц Ф -5): / — стопа необрезной фанеры; 2 —одно­
пильный форматно-обрезной станок; 3 — стопа обрезанной фанеры; в —организация
рабочего места при шлифовании фанеры на 3-барабанном шлифовальном станке: 1 —
стопа нешлифованной фанеры; 2—3-барабанный станок; 3 — стопа шлифованной ф а­
неры
П риближ енная часовая производительность на операции сортировки на
одного человека составляет, м3 /ч: сортировка фанеры общ его назначения (ря­
довой) 1,7— 2 ; предварительная сортировка экспортной фанеры 2 ,8 — 3; окон­
чательная сортировка экспортной фанеры, ш лифованной с одной стороны,
толщиной 3 — 4 мм 0,65— 0,7; ш лифованной с двух сторон, толщиной 3 —4 мм
0,56—0,6; то ж е толщиной 6 — 12 мм соответственно 1,2— 1,3 и 1,1— 1,2 м 3 /ч.
П риближ енная производительность на упаковке фанеры на бригаду из двух
человек составляет, м3 /ч: .дл я рядовой фанеры 9 — 1 1 , для экспортной ф а­
неры 3— 5.
Рациональное и комплексное использование отходов фанерного производ­
ства. П роизводство фанеры в значительной степени материалоемко. В на­
стоящ ее время расход сырья на 1 м3 готовой фанеры составляет в среднем по
отрасли около 2,7— 2 , 8 м3, а полезный выход готовой продукции соответ­
ственно 36— 37 %.
270
Основные отходы в производстве фанеры — шпон-рванина и карандаш и,
образую щ иеся при лущении чураков. Н а шпон-рванину приходится д о 18— 25%
объем а чураков, а на карандаш и до 9— 11 %. П о предлож ению Ц Н И И Ф
ш пон-рванину и карандаш и м ож но полностью использовать на производство
технологической щепы для изготовления из нее древесноструж ечны х плит.
Более ж е рациональным является производство комбинированной или р ебр о­
вой фанеры (рис. 9 7 ).
При производстве комбинированной фанеры пакет состоит из д в ух н а­
ружных слоев шпона нормального качества, одного внутреннего слоя шпона-
в
1
1
1
--------- 1
Y
W
Рис. 97. Схемы процессов производства фанеры:
а — комбинированной:
/ — стопа нижних (оборотных) листов шпона; 2 — укладчик ниж ­
него слоя пакета; ^ — конвейер формирования пакетов; 4 —машины для осмоления и
формирования слоя струж ки; 5 — укладчик кускового шпона
(шпона-рванины) со
стопы, расположенной сбоку конвейера: 6 — укладчик верхнего (лицевого) слоя пакета
со стопы, расположенной сбоку конвейера; 7 — многоэтажный пресс с загрузочно-выгру
зочными механизмами; 8 —стопа склеенной фанеры; б — ребровой: 1— пачка из к у с ­
кового шпона (шпона-рванины); 2 — пачка в зажатом состоянии, повернутая на 90°;
3 —нож для срезания ребрового слоя; 4 —устройство для склеивания ребрового слоя
(или для его подсушки); 5 — устройство для стяж ки сухого ребрового слоя; 6 — у с т­
ройство для рубки склеенного ребрового слоя на форматные листы; 7 — стопа фор­
матных листов ребрового слоя, подготовленных для поверхностного нанесения на них
клея; 8 —фотоэлемент
рванины и двух промежуточных (м еж д у наружными и внутренним) слоев
стружечно-клеевой массы, изготовленной из древесных частиц, полученных от
измельчения отходов шпона, обрезков фанеры и карандаш ей. При производ­
стве ребровой фанеры шпон-рванину прирубают на полосы определенной ши­
рины, наносят на них клей и затем собираю т пачку. Пачку ставят на ребро
п срезаю т с нее тонкие слон толщиной д о 4 — 8 мм. Эти слои стыкуют друг
с другом , а сверху и снизу уклады вают листы нормального шпона, после чего
собранные пакеты подаю т в обычный клеильный пресс.
Расчеты Ц Н И И Ф показывают, что применение технологии производства
комбинированной и ребровой фанеры позволит снизить расход сырья на и з­
готовление 1 м 3 продукции почти в 2 раза. П о данным НПО «Н аучфанпром»,
расход клея или смолы (в пересчете па сухой остаток) на 1 м3 фанеры с о ­
ставляет: для ФСФ толщиной 4 мм 22— 27 кг/м3; ФК толщиной 4 мм 34—
271
36 кг/м3; расход электроэнергии 100— 116 кВ т-ч/м 3, средняя трудоемкость на
операциях нанесения клея на шпон, сборки пакетов и склеивания фанеры
4,7— 5 чел. ч/м3, средняя трудоемкость на операциях обрезки и шлифования
фанеры 1— 1,4 чел. ч/м3. О бщ ая технологическая трудоемкость производства
фанеры составляет 15—22 чел. ч/м3. П роизводительность труда одного р а б о ­
чего в год в зависимости от степени автоматизации и механизации на разных
предприятиях 8400— 24 ООО р. Средняя выработка фанеры в год на одного
рабочего 65 м3.
Техника безопасности при работе на шлифовальных станках. Ш лифоваль­
ную шкурку закрепляют на цилиндре плотно, без складок и выступающих
концов. Концы шлифовальной шкурки следует склеивать таким образом , чтобы
верхний край склеенной лепты был обращ ен в сторону, обратную направле­
нию вращения цилиндров. Ш лифовальная шкурка, натянутая по спирали,
не долж на образовы вать рубцов в местах перекрытия краев ленты и не
долж на иметь надрывов. Верхний перекрывающий край ленты дол ж ен быть
обращ ен в сторону обратную направлению вращения цилиндра.
Торцовые фланцы и устройства, закрепляющ ие шлифовальную шкурку,
долж ны иметь надеж ны е и исправные затяж ны е приспособления, обеспечи­
вающие плотное прилегание полотна шкурки к цилиндру по всей его по­
верхности.
Заменять фетр и шлифовальную ш курку станочнику в отсутствие подруч­
ного запрещ ается. Прн навивке фетра или шлифовальной шкурки долж ен
быть выключен каждый электродвигатель в отдельности и общ ее питание.
П осле подъем а стола он д ол ж ен быть н адеж н о закреплен в верхнем п о л о ж е­
нии на всех четырех направляющих. Запрещ ается тормож ение вращения б а ­
рабанов рукой или каким-нибудь предметом д о полной их остановки. П од аю ­
щие вальцы не должны иметь перекосов, па поверхности их не дол ж н о быть
выбоин и других дефектов.
Спереди станка необходим о установить козырек, предохраняю щ ий от п о­
падания в станок руки рабочего или его одеж ды . Электродвигатель подачи
следует сблокировать с электродвигателем цилиндров так, чтобы его нельзя
было пустить, если цилиндры не работаю т. Ш лифовальные станки всех типов
оснащают пылеотсасывающими устройствами, противовзрывными устройст­
вами и устройствами для снятия зарядов статического электричества.
Контрольные
вопросы
1. О борудование, применяемое для производства синтетических смол.
2. Режимы варки синтетических смол.
3. Устройство клеенаносящ его станка. Требования к операции нанесения
клея на шпон.
4. Устройство клеильного пресса для склеивания фанеры.
5. Режимы склеивания фанеры марок ФК и ФСФ.
6 . М етодика
расчета производительности клеильного пресса.
7. О борудование, применяемое для обрезки и шлифования фанеры.
8. ТЕХНОЛОГИЯ П РО ИЗВО ДСТВА КЛЕЕНЫХ
МАТЕРИАЛОВ И ПЛИТ
8.1. П РО И ЗВ О Д С Т В О Б А К Е Л И ЗИ РО В А Н Н О Й ФАНЕРЫ
И П РИ М ЕН Я ЕМ О Е О Б О РУ Д О В А Н И Е
Б ак ел и зи р ов ан н ая ф ан ер а (ГОСТ 11539— 73) — перспектив­
ный вид клееной продукции. Она совмещ ает высокие конструк­
ционные свойства, близкие к свойствам древесных слоистых
пластиков, со значительными габаритным и р азм ер ам и (длиной,
шириной), что д ел ает ее эффективным материалом в строитель­
272
стве, судостроении, автостроении, вагоностроении, при вы п о л ­
нении опалубочных работ и т. д. Технология производства бакелизированной фанеры состоит из следующих операций: нан есе­
ния фенолоформальдегидной смолы (СБС-1, СКС-1, СФЖ-3011,
СКВ и др.) на шпон методом поверхностного нанесения или про­
питкой; сушки шпона; сборки пакетов; прессования фанеры; об ­
резки фанеры; сортировки и маркировки; физико-механических
испытаний. Исходными м атер и ал ам и д л я производства бакелизированной фанеры являю тся шпон березовый толщиной 0,8—■
1,5 мм, влаж ностью не более 12% и ф енолоформальдегидны е
смолы спирто- и водорастворимые. Д л я бакелизированной ф а ­
неры все листы шпона д олж ны иметь смоляную прослойку.
Применение операции пропитки требует у к л ад к и шпона в м е­
таллический контейнер так, чтобы направление волокон д р е в е ­
сины было вертикальным. Д л я лучшего проникновения смолы
через к а ж д ы е пять листов шпона у к л ад ы в а ю т металлическую
(проволочную) сетку. Контейнер со шпоном погруж аю т на
30 мин в ванну с пропиточным раствором. После пропитки его
извлекаю т из ванны тельфером и оставляю т на 30—40 мин над
ванной д л я стекания излишков пропиточного раствора. Тем пе­
ратура пропиточного раствора составляет 15— 3 0 °С, концентра­
ция раствора 28— 36 %, вязкость раствора 2—4°Э. С одерж ание
сухой смолы в пропитанном шпоне в зависимости от марки ф а ­
неры долж но быть в пределах 12— 20 %.
При поверхностном нанесении на шпон на клеенаносящ ем
станке барабанного типа смолы д олж н ы удовлетворять треб о ­
ваниям, указан ны м в табл. 76.
Таблица 76
П оказатель
Температура смолы, °С
Концентрация, %
Вязкость, °Э
С БС -1. С КС-1
СФЖ-3011
СКВ
15— 25
50— 55
40— 100
15— 25
45— 50
15— 25
40 + 2
100— 300
1 0 0 —
2 0 0
Расход смолы при поверхностном нанесении в зависимости
от марки и толщины шпона меняется от 85 до 110 г/м2. Смола
д о л ж н а покры вать всю поверхность листов шпона без пропус­
ков и подтеков. После нанесения смолы на шпон он поступает
на операцию сушки (подсушки см олы ), д л я чего применяют
конвейерные сушилки моделей СТ-3, СТ-4, СТ-Ш (см. табл. 60).
Д л я предотвращ ения преждевременного отверждения смолы
температуру в сушилке поддерж иваю т не выше 90 °С. В л а ж ­
ность шпона после сушки составляет 3— 8 % д л я наруж ны х
слоев фанеры и не более 12 % д л я внутренних. Шпон перед
сборкой пакетов и прессованием следует вы д ер ж ать в плотных
стопах в течение 24 ч.
273
П акеты фанеры собирают по схеме конечной или непреры в­
ной сборки при взаимно перпендикулярном расположении в о ­
локон древесины в см еж ны х по толщине пакета листах шпона.
Н аиболее экономична непрерывная сборка, при которой одно­
временно набираю т длинный пакет, кратный длине н агр ев ат е л ь ­
ной плиты пресса. Толщину и слойность пакета для получения
соответствующей толщины фанеры рассчитывают, исходя из з а ­
данной величины упрессовки. Упрессовка У находится в п ред е­
л а х от 33 до 40 %> коэффициент упрессовки К соответственно
равен 0,33—0,40.
у „
„
У =
100,
2 5Ш
где S S m — толщина пакета до прессования, мм; 5ф — толщина
готовой фанеры, мм.
Продольные слои шпона собирают внахлестку, величину ко ­
торой определяю т по формуле а = 1/(ппр + 1), где а — величина
нахлестки, мм; I — д ли н а продольных листов шпона, мм; /гпр—
число продольных слоев шпона в пакете. В любом поперечно?.!
сечении пакета допускаю т только одну нахлестку, а сумма всех
нахлесток в пакете составляет один слой. Общее число слоев
шпона в пакете определяю т по формуле « = S^,/Sm( l — К ). П о п е­
речные слои н абираю тся при у к л ад к е листов шпона встык д о ­
левыми кромками. При этом допустима нахлестка не более 5 мм
и расхож дение стыков не более 2 мм.
П акеты бакелизированной фанеры собирают на м е тал л и ч е­
ских прокладках, в которых в последующем их загр у ж а ю т в р а ­
бочие промежутки пресса. П рок ладк и необходимы вследствие
трудности транспортировки и загрузки больших по разм еру п а ­
кетов, а т а к ж е потому, что наруж н ы е слои пакета, содерж ащ ие
на своей поверхности смоляной слой, могут приклеиться к го­
рячим плитам пресса. Д л я предотвращ ения приклеивания п а к е ­
тов к п р окл ад кам во время прессования последние см азы ваю т
инертной жидкостью типа олеиновой кислоты, олифы-оксоль,
другими минеральными м аслам и (из расчета 18— 20 г на 1 м2
поверхности п роклад ки ). Вместо см азки прокладок допустимо
припудривание их тальком.
Работы, проведенные в Ц Н И И Ф в содружестве с УстьИ ж орским ФК, показали, что т а к а я технология сборки пакетов
д ал еко не совершенна и имеет следующие недостатки:
не гарантирует полного отставания фанеры от м еталлич е­
ских прокладок, что часто приводит к снижению качества про­
дукции за счет нарушения целостности наруж ны х слоев, н ахо­
дящ ихся в контакте с п рокладкам и;
неравномерное и избыточное количество смазочных веществ,
наносимых вручную на металлические прокладки, приводит
к ухудшению качества поверхности продукции за счет появл е­
ния масляны х пятен или пятен от тал ь ка;
использование смазочных веществ в больших количествах
приводит к удорож анию стоимости фанеры;
274
На участках подготовки пакетов к прессованию из-за обилия
смазочных веществ, которые стекают на конвейеры и пол, са н и ­
тарно-гигиенические условия труда не удовлетворяю т тр еб о в а­
ниям санитарны х норм.
Введение в бакелитовый (фенолоформальдегидный) лак, ко ­
торый предназначен д ля нанесения на поверхность шпона н а ­
ружных слоев фанеры, специальных модифицирующих добавок
позволяет исключить операцию смазки прокладок из технологи­
ческого процесса. В качестве модифицирующих добавок рек о­
мендуются поверхностно-активные вещества (ПАВ) — д и сти л ­
лированные жирные кислоты ( Д Ж К ) технического животного
ж ира. Основное свойство Д Ж К зак л ю ч ается в том, что м ельчай ­
шие частицы (молекулы) способны концентрироваться на по­
верхности твердого тела (ш пона), образуя моиомолекуляриый
слой толщиной в одну молекулу. Этот слой и является п р ег р а­
дой между поверхностью шпона и поверхностью металлической
прокладки. Он имеет невысокую адгезию к металлу, что позво­
ляет легко отделить лист фанеры от прокладки после зав ер ш е­
ния процесса прессования.
Исследования Ц Н И И Ф показали, что оптимальное количе­
ство Д Ж К технического животного ж и р а (М РТУ 18/290—69)
в бакелитовом л ак е составляет 5— 10 % массы л ака . При по­
стоянном перемешивании смесь нагревается до 30—35 °С,
а затем вы держ ивается в течеиие 30 мин, после чего наносится
на шпон.
После разрезки пакетов на длину, соответствующую длине
плит пресса, их загр у ж а ю т через загрузочные устройства в пресс
и прессуют. В каж ды й э т а ж пресса загр у ж а ю т до трех-четырех
пакетов, в зависимости от их толщины. Реж им прессования бакелизированной фанеры приведен в табл. 77.
Таблица 77
мин.
Д л ителъность.
мин
Данлснис!
М Па
Не более 65
147— 155
0
_
3 ,5 — 4,5
30— 40
147— 155
3 ,5 — 4,5
Т
147— 155
80
3 ,5 — 4,5
3 ,5 — 4,5
5
Н е регламентируется
—
—
—
65
0
СЛ
Загрузка пакетов в пресс
Прогрев и повышение давле­
ния
Термообработка под давле­
нием
Воздуш ное охлаж дение
В одяное охлаж дение
Водяное охлаждение:
для S naK < 25 мм
)
для 5 п а к — 2 5 — 40 мм >
д л я 5 Пак > 40 мм
J
Снижение давления и выгруз­
ка фанеры из пресса
Тем пература
плит, ,JC
СО
СЛ
1
Операция
=
2,5
1,2 5 S []aK
Н е менее 15 мин
Н е менее 20 мин
Н е менее 25 мин
Н е регламентируется
П р и м е ч а н и я : 1. Общая продолжительность охлаж дения плит 40— 60
2 . S naK — суммарная толщина пакетов до прессования.
275
Ц Н И И Ф о м предлож ены и новые режимы прессования бакелизировапной фанеры, в которых общий цикл прессования со ­
кращ ен д ля различных толщин фанеры на 16— 34 %, что приво­
дит к повышению производительности прессового оборудования
в среднем на 1 6 %. Установлено, что применение интенсифици­
рованных реж имов прессования бакелизированной фанеры обес­
печит сравнительно одинаковые условия д ля отверждения с в я ­
зующего в наруж ны х и центральны х слоях прессуемого пакета
и улучшит качественные характеристики фанеры. Новые р е ­
жимы прессования освоены в производственных условиях УстьИ жорского, Тавдинского и Тюменского фанерных комбинатов
при выпуске опытных партий бакелизированной фанеры. Э к о­
номический эффект от внедрения этих реж им ов составляет
16,5 р. па 1 м3 фанеры.
После выгрузки листов фанеры из пресса производят их о б ­
резку с четырех сторон па многопильных обрезных станках.
Устройство, разработанн ое в Л ТА имени С. М. Кирова, по­
зволяет одновременно с операцией обрезки измельчать о тр е за е ­
мую кромку на мелкие частицы за счет установки д ополни­
тельного пильного диска под углом к оси вращения. Устройство
облегчает труд рабочих, способствует повышению культуры
производства.
На каж ды й лист изготовленной фанеры наносят маркировку,
в которой указано: наименование предприятия-изготовителя,
м ар ка фанеры, толщина листа фанеры, номер запрессовки, обо­
значение стандарта. П еревозят ф анеру без упаковки в чистых,
сухих, крытых транспортных средствах. Хранить ее следует в з а ­
крытых помещениях при тем пературе от —40 до + 5 0 ° С .
8.2. П РО И ЗВ О Д С Т В О Д Е К О РА Т И В Н О Й Ф АНЕРЫ
И П РИ М ЕН Я ЕМ О Е О Б О РУ Д О В А Н И Е
Д екоративную фанеру выполняют имитированной под р а з ­
личные древесные породы. Д л я этого поверхность фанеры по­
кры ваю т двумя слоями отделочно-клеевой пленки, между кото­
рыми помещ ают текстурную бумагу, нли одним слоем т е к ­
стурной бумаги, пропитанной смолой. Исходные м атери алы для
производства декоративной фанеры: шпон лущеный по ГОСТ
99— 75, смола марки СФЖ-3011 по ГОСТ 20907— 75, бакели то­
в ая пленка по ГОСТ 2707— 75, текстурная бумага, карбамидом еламиноформ альдегидны е смолы и меламиноформальдегидны е
смолы.
В л аж н ость шпопа с нанесенной смолой рекомендуется от 8
до 1 2 %, влаж ность н ар уж н ы х слоев 8 % , внутренних 1 0 %.
Применяемую для склеивания декоративной фанеры б а к е л и ­
товую пленку марки Б изготавливаю т путем пропитки бумагиосновы (по ГОСТ 1941— 71) водорастворимой смолой Н И И Ф
С-50. П лен ка имеет массу 55— 70 г/м 2, содерж ание растворимой
смолы в ней не менее 75°/о- Предел прочности при скалывании
276
по клеевому слою после кипячеиия в воде в течение 1 ч не менее
1,4 М П а. Д л я изготовления текстурной бумаги на бумагу-ос­
нову способом глубокой пропитки или плоской печати наносят
текстуру различны х древесных пород. М асса бумаги-основы
45— 80 г/м2. В процессе изготовления бумага-основа о к р а ш и в а ­
ется диспергированными пигментами в тон, соответствующий
тону имитируемой древесины, что впоследствии расш иряет к р а ­
сочную гамм у рисунка текстурной бумаги.
П ри изготовлении декоративной фанеры пакеты собирают со
взаимно перпендикулярным направлением волокон шпона и н а ­
лож ением на одну или две наруж ны е поверхности пропитанной
смолами бумаги. Иногда нар уж н ы е слои шпона у к л ад ы в а ю т п а ­
раллельно. Схемы сборки пакетов д ля изготовления односторон­
ней декоративной фанеры приведены в табл. 78.
Таблица 78
Толщ ица
фанеры,
мм
Слойпость
фанеры
Толщ ина шпона,
мм
3
4
4
5
5
6
8
3
3
4
5
4
6
7
10
9
10
12
10
11
12
12
1 ,1 5 X 3
1 ,5 0 X 3
1 ,1 5 X 4
1 ,1 5 X 5
1 ,5 0 X 4
1 ,1 5 X 6
1 ,5 0 X 5
1 ,1 5 X 2
1 ,5 0 X 5
1 ,1 5 X 4
1 .I5 X Ю
1 ,5 0 X 6
1 ,1 5 X 5
1,15X12
Схема
1—
1—
1—
1—
1—
1—
1—
сборки
1
1
11
1— 1
11
1— 11
1— 1— 1
: 1— 1— 1 - 1 - 1
: 1— 1— 1— 1— 11
: 1— 1— 1 - 1 - 1 - 1
; 1— 1— 1 — 1— 1— 11
П р и м е ч а н и е . О бозначение поперечного слоя — ; продольного слоя 1;
отделочной пленки или текстурной бумаги :.
П акеты набираю т в металлических прокладках, причем о б ­
лицовочный слой пакета долж ен быть обращ ен к полированной
или ш лифованной поверхности прокладки. С клеиваю т д е к о р а ­
тивную ф анеру в обычных многоэтажных гидравлических прес­
сах. П рок ладк и перед началом работы протираю т мягкой сухой
ветошью, см азы ваю т тонким слоем чистой олеиновой кислоты
или веретенным маслом и насухо вытирают. П еред последую­
щими запрессовкам и полированные поверхности пластин только
протираю т сухой чистой ветошью. Чтобы прессуемые пакеты не
прилипали к кр аям пластин, перед каж д ой запрессовкой на них
наносят тонкий слой смазочного состава. Р еж и м склеивания о д ­
носторонней декоративной фанеры ДФ-1 и Д Ф -2 на б акели то ­
вой пленке
(по данны м У сть-Ижорского Ф К )
приведен
в табл. 79. Д екоративн ую фанеру д л я судостроительной и в а г о ­
ностроительной промышленности пропитывают перед отправкой
потребителям огнезащ итным составом.
277
2
2
4
6
2
8
2
140— 145
2
, 2 — 3,0
3
15
X
2 0
2 0
16
2 0
2 0
2 0
25
25
1 0
2
23
1 2
1
2 2
2
всего
15
15
цикла
*
15
15
вы грузки
Давление
прессо­
вания,
МПа
охлаждения
Температура
п ли т пресса,
°С
склеивания
3
4
4
Ч исло
пакетов
в одном
рабочем
проме­
ж утке
прогрева
Толщ ина
фанеры,
мм
эагрузкн
в пресс
И
"g
г
Таблица 79
50
50
60
56
60
68
67
П
П р и м е ч а н и я : 1. Д л я други х толщин фанеры (пакетов) время склеива­
ния можно устанавливать из расчета 1 мин на I мм толщины пакета, включая тол­
щину прокладок. 2 . Температура плит пресса при загрузк е пакетов долж на быть
не выше 30 °С. 3. О хлаж дение плит пресса после склеивания ведется до темпе­
ратуры 25— 30 °С. 4. При использовании смолы СФЖ-3011 температура плит
пресса при склеивании долж на быть 135— 140 °С.
Учитывают декоративную ф анеру в квад р атн ы х метрах, а не
в кубических, как обычную фанеру. Внешний вид ее определяю т
визуально. Н а каж ды й лист фанеры в одном из углов оборот­
ного слоя наносят маркировку, которая содержит: н аи м ен ова­
ние и товарный зн ак предприятия-изготовителя; марку, сорт, по­
роду древесины лицевого слоя и толщину фанеры; номер кон­
тролера; обозначение стан д арта (ГОСТ 14614— 79).
Л исты фанеры пакуют в пакеты массой не более 80 кг и у к ­
л ад ы в аю т облицованными сторонами друг к другу так, чтобы
маркировка находилась в одном углу пакета. М еж ду облицо­
ванными поверхностями п роклад ы ваю т лист бумаги, по пло­
щ ади равный листу фанеры. П а к ет перевязываю т двум я про­
дольными и двум я поперечными поясами стальной упаковочной
ленты. Торцовые стороны пакета под упаковочной лентой д о л ­
жны быть укреплены деревянными планками. Н а планку ставят
маркировку с дополнительным указан ием числа и разм ера л и с ­
тов в пакете и его массы. П еревозят ф анеру в чистых крытых
транспортных средствах, предохраняю щ их ее от атмосферных
осадков и механических повреждений. Х ранят ф анеру в сухих
зак р ы ты х помещениях в упаковке изготовителя, в стопах, у л о ­
женных горизонтально на поддоны.
8.3. О С Н О В Ы П Р О И З В О Д С Т В А Г Н У Т О К Л Е Е Н Ы Х
И П Л О С К О К Л Е Е Н Ы Х ЗАГ ОТОВОК ИЗ Ш ПО НА И Ф А Н Е Р Н Ы Х ТРУБ
В мебельном производстве, а т а к ж е в других отраслях д е р е ­
вообрабаты ваю щ ей промышленности применяют гнутоклееные
д ет ал и и изделия из шпона. Сюда можно отнести: ножки и про­
278
ножки, царги и сиденья, спинки и локотники кресел, стульев, д и ­
ванов, ящики и полуящики, плечики и веш алки корпусной м е­
бели. К гнутоклееным изделиям относятся т а к ж е грузовые под­
доны, различного вида спортивный инвентарь (лыжи, клюшки,
рак етки ), фанерны е трубы, профильные строительные детали и
многое другое. Условно к гнутоклееным мож но отнести и плос­
коклееные д етал и из шпона, которые т а к ж е широко применяют
в мебельном производстве. Р ост производства гнутоклееных и
плоскоклееных деталей постоянно увеличивается, и в н асто я­
щее время намечается специализация предприятий по выпуску
клееных д еталей из шпона.
Основное достоинство гнутоклееных деталей по сравнению
с детал ям и из массивной древесины — возможность получения
их практически с любой требуемой кривизной.
Гнутоклееные и плоскоклееные д етали по конструкции р а з ­
д еляю т на д етали замкнутого и разомкнутого контура, постоян­
ного и переменного сечения, с односторонней и с двухсторонней
кривизной. В зависимости от способа склеивания д етали изго­
тавли ваю т в прессах периодического действия (одноэтажных
или многоэтажных) и в прессах проходного типа (погонажные
и профильные сор ти м ен ты ).
При производстве гнутоклееных и плоскоклееных деталей из
шпона сниж ается расход древесины на изделия и уменьш аются
трудозатраты по сравнению с производством деталей и изделий
аналогичного назначения, изготовленных из цельной древесины.
Создаю тся предпосылки д ля более комплексного и р ац и он ал ь­
ного использования отходов фанерного производства (куско­
вого шпона малы х р азм еро в ), шпона низших сортов с получе­
нием из них высококачественной, эффективной продукции. Д л я
обеспечения высоких технико-экономических показателей произ­
водства гнутоклееных блоков и заготовок большое значение
имеют применяемое оборудование и рац и о нал ьн ая организация
участков подготовки шпона к склеиванию, прессования их и по­
следующего раскроя. В н астоящ ее время у ж е создается специа­
лизированное оборудование д ля выполнения различны х о п ер а­
ций по производству гнутоклееных и плоскоклееных деталей, но
часть из них выполняется на оборудовании общего назначения,
применяемом в фанерной и мебельной промышленности.
П роизводство гнутоклееных заготовок в зависимости от их
конструктивных особенностей отличается различной техноло­
гией прессования (склеивания) и механической обработки. Р е ­
жимы склеивания близки к реж им ам склеивания фанеры со­
ответствующей толщины. Операции, предшествующие склеи­
ванию, при производстве
различных
видов гнутоклееных
заготовок (особенно мебельных) та к ж е идентичны.
Технология производства деталей незамкнутого контура д у­
гообразного профиля с одним изгибом. К таким д етал ям отно­
сятся: царги, проножки и ножки стульев, спинки, сиденья
стульев и кресел, локотники кресел. Н аиболее характерной
279
деталью является за д н я я нож ка стула. Технология производства
задних ножек стула следую щая: 1) сортировка форматного и
кускового шпона по р азм ерам и сортам; 2) раскрой шпона про­
дольный; 3) раскрой шпона поперечный; 4) склеивание куско­
вого шпона по ширине; 5) склеивание шпона по длине; 6) р а с ­
крой ленты шпона после склеивания по длине на заготовки;
7) починка заготовок шпона; 8) шлифование заготовок шпона
д ля н аруж н ы х слоев; 9) нанесение клея на шпон и сборка п ак е­
тов; 10) прессование (склеивание) блоков гнутоклееных загото­
вок; 11) в ы д ер ж ка склеенных блоков; 12) раскрой блоков мно­
гократных гнутоклееных заготовок на однократные заготовки;
13) механическая обработка однократных заготовок д ля полу­
чения готовых д еталей (задних нож ек стул а). В отдельных сл у­
чаях некоторые операции могут быть исключены, например опе­
рации 5, 6, 7, 8.
Технология производства плоскоклееных деталей мебели.
В цехах, где вы р абаты ваю т лущеный (или строганый) шпон,
получаются отходы в виде кускового шпона. Кусковой шпон
длиной 400 мм и более, шириной 100 мм и более экономически
целесообразно отбирать д ля производства плоскоклееных заг о ­
товок мебели и других изделий.
Технология изготовления плоскоклееных деталей в настоя­
щее время состоит из операций, выполняемых большей частью
на типовом д еревообрабаты ваю щ ем оборудовании. Отдельные
операции выполняют вручную. Д ан но е обстоятельство сд ер ж и ­
вает более широкое производство и применение плоскоклееиых
деталей и изделий из них. Так, д л я боковины стула ком плек­
туют и соединяют полосы шпона в заготовки только вручную.
Соединяют полосы друг с другом посредством гуммированной
ленты, а затем н абираю т в пакет. На к а ж д ы е две заготовки
требуется семь полос шпона: одна длиной 840 мм, пять длиной
370 мм и одна полоса длиной 470 мм. Общее число заготовок
(нлн слоев) в пакете зависит от толщины шпона (табл. 80)
и толщины детали, которая в данном случае равна 22 мм.
Таблица 80
Толщ ина
шпона,
мм
1,5 мм
1,15 мм
Размеры полос шпона, мм
Длина
840
470
370
840
470
370
Ш ирина
1 0 0
1 0 0
1 0 0
1 0 0
1 0 0
1 0 0
Толщ ина
1,50
1,50
1,50
1,15
1,15
1,15
Число
полос
в одной
детали
9
Число
слоев
в одной
детали
|
17
8
42
1
11
I
1 0
В том числе
с нанесенным
клеем
21
8
1 0
52
С клеивать пакеты плоскоклееных заготовок целесообразно
с применением металлических прокладок (поддонов) в обычных
многоэтажных гидравлических прессах П713А,
«Михома»,
L-80
П 714Б и др. Р еж и м ы склеивания близки к р еж и м ам склеивания
фанеры. Д л я толщины заготовок 22 мм рекомендуют следую ­
щий реж им склеивания:
Температура нагревательных плит, °С
........................................................110— 115
Удельное давление, МПа
....................................................................................
2 ,2 —2,5
Длительность выдержки под давлением, мин:
для клея КФ-Б (КС-6 8 Б)
...........................................................................
10,5
для клея КФ -Ж (М19-62)
...........................................................................
14,0
П осле склеивания и вы держ ки заготовки о б р аб аты ваю т на
фрезерных станках, сверлят в них отверстия под ш канты и ш у­
рупы и затем передают на операции сборки и последующей о т­
делки.
Гнутоклееные и плоскоклееные заготовки после их м ехани­
ческой обработки у в язы в аю т в пачки массой не более 20 кг. Н а
к а ж д ую пачку н аклеи ваю т этикетку, изготовленную ти по гр аф ­
ским способом, с указан ием наименования предприятия-изгото­
вителя, наименования заготовок, разм еров заготовок, д аты из­
готовления, клейма отдела технического контроля, обозначения
стандарта. П еревозят гнутоклееные и плоскоклееные заготовки
в чистых и сухих транспортных средствах, предохраняю щ их
их от атмосферных осадков, загрязнени я и механических по­
вреждений.
Технология производства фанерны х труб. Примером изделий
конструкционного назначения, выполненных по принципу гнутья
с одновременным склеиванием, сл у ж а т ф анерны е трубы (ГОСТ
7017— 76), которые предназначены д л я сооружения различны х
трубопроводов, используемых при транспортировании сл а б о а г­
рессивных производственных растворов, химикатов, пульпы,
воды, д л я вентиляции, а т а к ж е в качестве конструкционного м а ­
тери ала в строительстве (колонны, мачты, несущие опоры и д р . ) .
При производстве фанерны х труб в нашей стране применяют
метод рулонной навивки предварительно склеенной из шпона
заготовки березовой двухслойной
фанеры. В л аж н ость фанерны х труб
п муфт д о л ж н а быть не более 15 %.
Н а наруж ной поверхности трубы
допускается н ахлестка шириной не
менее 35 мм д л я труб диаметром
50 и 100 мм и не менее 50 мм для
труб д и ам етром от 150 до 300 мм.
Д л я изготовления двухслойной
фанеры для труб и муфт прим е­
няют лущеный шпон (ГОСТ 99 —
75), смолы СФЖ-309, СФЖ-3011
(ГО С Т 20907 — 75) и бакелитовую
Рис. 98. Схема свивания за го ­
пленку марки А (ГОСТ 2707 — 75).
товки
на
трубонавивочном
Д л я труб диам етром 50— 150 мм ис­ станке:
пользуют
неравнослойную
д вух ­ } —заготовка; 2 — оправка; 3 —
прижимные валки;
4 — тормозные
слойную ф анеру толщиной 1,5 мм,
устройства; 5 — фалец
281
Рис. 90. Схема расположении обор уд 'н ш ж я в цехе прин.нюдстп.) фанерных тр>б:
/ — подст<»гшые м ест а д а я ф а н е р ы ; 2
с п и ноцт>*?мныЛ; .1 — у в л а м н п г е л ь л ы Р . с т а н о к ; 4 - поастопп иь* м е с т а ; 5 —
с о р т и р о в о ч н ы й п о л ; б — э т а ж е р к а ; «' - н о д о о п и п е м е с т о , в — п р м р с л ю А с т а н о к ; 9 — .г а ж е р к п ;
10
подетош ю с
м е с т о . 11 - стол. / 2 ^ п о в а ю щ р с > строП ство
13 — у о м о ч н ы Л с т а н о к ; / I — ф р » * ер н ы Л п а н о к ; /5 — с т о л ; М — э т а
> « е|ж а; /7 — р о л и к о в ы й с гол; 18 — с т о л , 19
с т о л ; 20 — у э к о п л н т н м А п р е с с . 21 — с т о л ; 21 — а г р е г а т н а н г с е н м я к л е «
к с у ш к и ; 23 — у гг р о Н с г в о д л и с ь о р а ч н п а н п я « а ю т о в о к ; 74 — с т е л л а ж и :
/ I — ванна д л я ) влаж нем ня
ф а л ь ц а ; 24 —
т р у б о и аам в о ч н ы А с т а н ж ; 27 — р о л и к о в ы й ко*»и»«Дер, 28 — г р а а е р с н а *
ел«ж ка;
— ввтоклвы :
30 — р о лм коиы А конв г й г р ; 3 f — съ е м о ч н ы П с т а н о к ; 1? - с т о л . <3) - р о л и к о в ы й к о н в е й е р ; Л — с т г л л а ж д л я *и«р^вок;
S5 — со р тн р о ы п ч
н а я п л о щ а д к а ; J6' — с т е л л а ж ;
J7 — т о р ц о в о ч н ы й
с т л и о к д л и м у ф т ; 38 — ю л а р н ы Л е т ш п ж д л я м у ф т ; 39 — с т е л л а ж
д л я м у ф т ; 46 — п о ч и н о ч н ы й с го л . 41 — с т о л ; 4 2 - 2 - c y n n o p iH u rt т о к а р н ы м с т а н о к ; 43 — с т е л л а ж д л я го т о в ы х з в е н ь ­
ев ; 14— с т о л д л я с б о р к и д л и н н ы х тр у Л, 45 — о б о г р е в а т е л ь н о е у с т р о й с т в о ; 46 — р о л н ко в ы П
конвейер;
4t — стенд
д н я г и д р а в л и ч е с к и х и сп м тап и П TfyO ; 48 — cum ijvaxc; 49
р о л и к о в ы й а п м ь е й е р д л и го т о в ы х труГ<
1
а для труб диаметром 200— 300 мм — ф ан ер у толщиной 1,75 — и
2,1 мм. Обычный форм ат применяемой фанеры 1525X1525 мм.
Технологический процесс производства фанерны х труб с к л а ­
ды вается из следующих операций: изготовления заготовок д ля
звеньев труб и муфт; изготовления звеньев труб и муфт; изго­
товления длинных труб из звеньев. Одной из основных оп ер а­
ций является изготовление (формирование) звена трубы н ав и в ­
кой фанерной заготовки на металлическую оправку в трубонавивочном станке (рис. 98).
О р ган и зац и я рабочих мест и располож ение оборудования
при производстве труб показаны на рис. 99. К аж д ую трубу
перед отправкой потребителю маркируют. М арк ировка д о л ж н а
содерж ать следующие данные: наименование предприятия-изго­
товителя, марку трубы, диаметр трубы, вид защ итного покры ­
тия, обозначение станд арта (Г О С Т ). Фанерные трубы и муфты
перевозят в кры ты х транспортных средствах. П ри хранении
трубы у к л ад ы в а ю т на ровную площ адку на деревянные про­
кл ад ки в ш табеля высотой не более 2,5 м.
8.4. П Р О И ЗВ О Д С Т В О Д Р Е В Е С Н Ы Х СЛОИСТЫХ
П ЛАСТИ КОВ И П РИ М ЕН Я ЕМ О Е О Б О РУ Д О В А Н И Е
В различны х отраслях народного хозяйства нашей страны
используют древесные слоистые пластики и цельнопрессованные
д етал и из древесной пресс-массы (пресс-крош ки). Древесны е
пластики применяю т в машиностроении в виде зубчаты х колес
и подшипников скольжения, шкивов и опорных катков, втулок
и тормозных колодок, а т а к ж е в судостроении, электротехниче­
ской и текстильной промышленности. И спользование древесных
пластиков позволяет экономить дефицитные цветные металлы,
антифрикционный чугун, нерж авею щ ую сталь, текстолит, фибру
и другие м атериалы . В н астоящ ее время общий выпуск д р ев ес­
ных пластиков по отрасли составляет около 9000 т. К 1985 г.
п редполагается увеличение этого объем а примерно в 1,5 р аза.
Технологический процесс производства древесны х пластиков
сл агается из следующих операций: пропитки сухого шпона р а ­
створами (спиртовыми или водными) ф енолоформальдегидны х
смол; сушки пропитанного шпона; прирезки шпона на нужный
р азм ер в зависимости от марки п ласти ка и разм еров н аг р ев а­
тельных плит пресса; сборки пакетов; прессования п ластика;
обрезки или раскроя плит пластика; в ы держ ки плит; отбора о б ­
разц ов на физико-механические испытания. Исходными м а те­
р и ал ам и д л я производства древесных слоистых пластиков сл у­
ж а т лущеный шпон из древесины березы (допустимы липа, бук)
и феноло- или крезолоформальдегидные смолы, уд овлетворяю ­
щие требованиям ГОСТ 901— 78. Толщ ина шпона рекоменду­
ется в п ределах от 0,4 до 1,15 мм; сорта шпона на наружныес л о и — В и АВ, на внутренние слои — ВВ и В (д л я пластика
Д С П -Б -т на наруж ны е слои — сорт ВВ, на внутренние —
283=
сс:
- — ——
V . — —
ь
о
о
С
□
□
с
□ 1
□
□
«
□
□
г«
в —_
0
а —
С
□
>
_ Q
« СЗЁ
« '□ Ё
i'j j ■j
□
la >
1
.
/
*
y<\ t
284
‘SSBQOQDQH
сорт С ). В л аж н ость шпо­
на д о л ж н а быть равна
10± 2 %.
Фенолоформальдегидные смолы
СБС-1
и
СКС-1 имеют кон ц ен тра­
цию 50—55 % и вязкость
при тем пературе 20 °С
около 30— 60 °Э. Д л я по­
н иж ения вязкости смолы,
улучш ения и ускорения
пропитки шпона ее подо­
греваю т до температуры
60—65 °С. В отдельных
случаях смолу прим еня­
ют в виде раствора, р а з ­
бавленного спиртом до
концентрации
28— 3 6 % .
Вязкость раствора при
температуре 20 °С д о л ­
ж н а быть 1,8— 4 °Э.
Технология производ­
ства древесных слоистых
пластиков отличается от
других производств боль­
шей длительностью вхо­
дящ их в нее операций.
П ропитка шпона, сборка
пакетов, прессование тре­
буют значительно боль­
шего времени. Это приво­
дит к тому, что выпуск
относительно малого (в
сравнении с фанерой, д р е­
весностружечными
пли­
тами)
объема
продук­
ции организую т в це­
хах, имеющих большие
производственные
п ло­
щади. Н а рис. 100 п о к а­
зан один из вариантов
планировки
оборудова­
ния и организации р а ­
боты в цехе
древесных
слоистых пластиков
на
базе пресса У ЗТ М у си ­
лием 120 000 кН.
Сухой шпон вилочны­
ми автопогрузчиками по-
дается в отделение пропитки — сушки и ук л ад ы ва етс я в стопы
1. П осле некоторой в ы держ ки и вы равнивания влаж ности шпон
вручную наб ираю т в контейнеры 3. Тельфером по монорельсу 5
или кран-балкой контейнеры заг р у ж аю т в открытые пропиточ­
ные ванны 4, где в зависимости от марки и н азначения п л а ­
стика шпон пропитывается в течение 1— 3 ч. С одерж ан и е сухой
смолы в шпоне долж но быть 16—24 %. По истечении р е ж и м ­
ного времени пропитки и стока смолы контейнеры тельфером
и звлекаю тся из ванн и укл ад ы ва ю тся на пло щ ад ку 2.
Р азб и р а ю т контейнеры вручную. Пропитанный шпон подают
на подстопное место перед конвейерными суш илками 6. К а ж ­
дую суш илку обсл у ж и ваю т двое рабочих. Один находится на з а ­
грузке шпона в сушилку, второй — на приемке листов сухого
шпона и у к л ад к е их в стопу. П ар ам етр ы р еж им а сушки сл е­
дующие:
Температура воздуха, ° С ............................................................................................. 75— 90
Скорость дви ж ен и я воздуха, м / с ...........................................................................
2
Относительная влажность воздуха, %
.............................................................5— 15
Продолжительность сушки, мин
...........................................................................8— 14
Влаж ность шпона после сушки, % ......................................................................
3— 6
П осле сушки шпон подаю т в стопы 7, где происходит в ы р а в ­
нивание его влаж ности в течение 24 ч. Более перспективны п ро ­
питочные устройства с предварительны м полистным нанесением
смолы на поверхность шпона. Они позволяю т применять д л я
пропитки смолу повышенной концентрации (50— 55 % ). Основ­
ные технические данные устройства следующие:
555
Производительность, листов в ч а с ...................................................
Размеры пропитываемого шпона, мм:
длина
...........................................................................................................
1100— 1600
ш и р и н а ...........................................................................................................
1100— 1600
толщина
.......................................................................................................от 0,55 до 1,15
Число нагревательных плит, ш т............................................................
3
Число рабочих промежутков нагревательно-транспортного
устройства, шт...................................................................................................
2
Высота рабочего промежутка, мм
...................................................
16
Наибольшая высота стопы шпона, мм
..........................................
500
Время рабочего цикла, с
......................................................................
5,87
Скорость движения шпона, м/с
........................................................
0,57
Рабочая температура нагревательных плит, °С
.......................
150— 160
Давление пара в плитах, М П а .............................................................
0 ,6 — 0,7
Отделение сборки пакетов оборудовано сборочными привод­
ными роликовыми конвейерами 8, на которые подаю т м е тал л и ­
ческие прокладки (поддоны), соответствующие разм ер ам плит
пресса и см азан н ы е олеиновой кислотой или минеральным м а с ­
лом. П акеты собирают по схемам коротких или длинных п ак е­
тов. Короткие пакеты имеют длину и ширину, соответствующую
длине и ширине листов шпона. Д линны е пакеты имеют длину
большую, чем длина листов шпона, поэтому шпон в них у к л а ­
д ы вается внахлестку. При этом нахлестки в продольных слоях
д олж ны распределяться равномерно по всей длине пакета.
28")
Число слоев шпона в пакете рассчиты ваю т по форм уле л =
= S nJi/Sm (1—К ), где 5 Пл — толщ ина плиты пластика, мм; К —
коэффициент упрессовки пакета. П ринимаю т Д" = 0,45 . . . 0,48.
Величину нахлестки листов шпона в продольных слоях рассчи­
тываю т по формуле а = / / ( « пр + 1 ) , где I — д ли н а листов шпона
в продольных слоях, мм, л Пр — число продольных слоев в п а ­
кете, 1 — слой, образованны й нахлестками.
С борка по схеме длинных пакетов более рац и о нал ьн а и э ф ­
фективна, так ка к в этом случае возрастает коэффициент ис­
пользования площ ади плит пресса и уменьш ается отпад гото­
вого пластика на обрезку. С борку длинных пакетов следует
вести непрерывным способом. Этот способ более производите­
лен и экономичен по сравнению со сборкой пакетов ограничен­
ной длины (равной длине плит пресса).
О перация сборки пакетов п ласти ка во всех случаях ведется
вручную и является трудоемкой. Так, двое рабочих могут со­
брать за смену в зависимости от слойности и марки п ласти ка не
более 10— 12 пакетов разм ером 5 6 0 0 x 1 3 0 0 мм (слойностью 50:
Д С П - Б — 10 пакетов, Д С П - В —7 пакетов; слойностью 160: Д С П Б —3 пакета, Д С П - В — 2 п акета).
Д л я раскроя пакетов непрерывной сборки применяют уст­
ройства 9 с круглы ми пилами, располож енны е непосредственно
над роликовыми конвейерами. П а кеты требуемой длины вместе
с п рокладкой (поддоном) на тел е ж к е 10 по рельсовому пути 11
поступают к проему 12, через который перекаты ваю тся на ро­
ликовый конвейер 13 прессового отделения. Здесь тельфером 29
и магнитным (или вакуумным) подъемником пакет н а к р ы в а ­
ется сверху второй металлической прокладкой и подается к з а ­
грузочной э т аж е р к е 15 пресса 16. Толкателем 14 з а г р у ж а ю т э т а ­
ж ерки 15. За гр у зк у начинают с 1-го (нижнего) э т а ж а и за в е р ­
ш ают верхним.
П осле заполнения всех промеж утков э таж ер ки ее у с т а н а в ­
ливаю т в исходное рабочее положение вровень с эт а ж а м и
пресса, и оператор с пульта 27 н аж атием кнопки вклю чает д ви ­
жение тол кател я 14, которым все пакеты одновременно пере­
гр уж аю тся из э т аж е р к и в пресс 16. В прессе происходит см ы ­
кание плит и н ачинается прессование. Длительность, давление
и тем пературу прессования определяю т по табл. 81. При прес­
совании древесных пластиков толщиной 4— 12 мм в к а ж д ы й про­
м еж уток пресса за г р у ж а ю т несколько разделенны х м етал л и ч е­
скими п ро кл ад кам и пакетов:
Толщина ДС П , мм
...................................................................... 4 5 6
................................................... 3 3 3 3
Допустимое число пакетов
7
8
2
10
2
12
2
Управление и контроль за процессом прессования осущ ест­
вляет оператор пресса с пульта 27. Выгрузка из пресса всех
плит готового п ласти ка в э т а ж е р к у 17 производится то л кате­
лем 18 одновременно. Д л я этого э т а ж е р к а д о л ж н а быть у с т а ­
новлена на одном уровне с соответствующими рабочими проме286
Таблица 81
М арка пластика и толщ ина. мм
Д С П -В , Д С П -В Э
Опер ация
З агр узк а пакетов в пресс
и смыкание плит пресса
при температуре плит не
более 40 °С, мин
Подъем давления и про­
грев плит пресса (р =
= 15 . . . 16 М Па, t =
= 145 ± 5 °С), мин
П рессование
пакетов
(при р = 15 . . . 16М Па,
t = 1 4 5 + 5 °С), мин
в том числе воздуш ное
охлаж дение плит прес­
са, мин
О хлаж дение плит пресса
водой, мин
Д С П - Б , Д С П -В
4
5
6
7
8
10
12
15
20
25
5
5
5
5
5
5
5
5
5
5
5
40
40
40
40
40
40
40
40
40
40
40
48
57
6 6
75
60
72
84
60
70
8 8
105
10
1 0
1 0
1 0
1 0
1 0
1 0
15
15
15
40
40
40
40
40
40
40
65
70
75
30
15
80
П родолжен ие
М арка пластика и толщ ина, мм
О перация
Д С П - Б Э, Д С П - В .
15
Загр узка пакетов в пресс
и смыкание плит пресса
при температуре плит не
более 40 °С, мин
Подъем давления и про­
грев плит пресса (р =
= 15 . . . 16 М Па, t
145 ± 5 °С), мин
Прессование
пакетов
(при р = 1 5 . . . 16М П а,
t = 1 4 5 + 5 °С), мин
в том числе воздуш ное
охлаж дение плит прес­
са, мин
О хлаж дение плит пресса
водой, мин
20
25
Д С П - Б , Д С П -В . Д С П -Г
30
30
35
40
45
50
55
60
5
5
5
5
5
5
5
5
5
5
5
40
40
40
40
40
40
40
40
40
40
40
1 2 0
105
115
132
148
165
181
198
15
15
15
75
1 0 0
125
2 0
2 0
2 0
2 0
15
15
15
15
65
70
75
80
80
85
90
95
1 0 0
105
1 1 0
П р и м е ч а н и е . Время снятия давления прессования, размыкания плмт
и выгрузки ДСП из пресса для всех марок составляет 10 мин.
287
ж у тк ам и раскрытого пресса. Толкатель 18 подходит вплотную
к прессу и специальными зах в ата м и зац еп л яет нижние про­
кладки (поддоны) с готовыми плитами пластика. О ператор н а ­
жатием кнопки вклю чает д виж ение толкателя (от п ресса), и все
поддоны перемещаются в этаж ерку.
В ы груж аю т прокладки с пластиком из э таж ерки на ролико­
вый конвейер 19 последовательно, начиная с самого верхнего
этаж а . Д л я этого э таж е р к у опускают таким образом, чтобы
верхний э т а ж ее совпал по высоте с уровнем напольного роли­
кового конвейера 19. П ер егруж аю т прокладки с пластиком на
роликовый конвейер тем ж е толкателем 18. С запрессованного'
пластика снимается подъемником 22 верхняя п р окл ад ка и пере­
носится на конвейер 21, который переносит ее в исходное поло­
жение к подъемнику 29. Затем сама плита пластика попереч­
ным конвейером подается на подъемный гидравлический стол 23.
Н и ж н яя про кл ад ка подъемником 22 снимается с роликового кон­
вейера 19 и переклады вается на конвейер 20, который подает ее
в исходное положение в прессовое отделение к сборочным кон ­
вейерам 8, через тел еж ку 10.
О брезаю т (раскраиваю т) плиты пластика на двух 2-пильных
станках 24 и укл ад ы ва ю т в стопы 25. Н а этих ж е станках отре­
заю т рейку для физико-механических испытаний. Готовые (об­
резанные) плиты пластика склады ваю т в стопы 28 и вы д ерж и ­
вают в течение 24 ч, затем плиты принимает ОТК, их в звеш и­
вают и вывозят на склад готовой продукции. Д л я перевозки
шпона в цехе, д л я вывозки готовой продукции применяют ви­
лочные авто- или электропогрузчики 30. Н асо сн ая станция 26
установлена в специальном помещении.
К ак следует из описания работы цеха Д С П , основным обо­
рудованием д л я производства пластиков являю тся прессы.
Прессы применяют здесь более мощные, чем д ля других видов
продукции. Это объясняется необходимостью создания значи­
тельно большего д авл ен ия на пакет. Технические х а р а к т е р и ­
стики некоторых типов прессов, применяемых в нашей промы ш ­
ленности, представлены в табл. 82.
Из действующих прессов хорошо зареком ендовал себя оте­
чественный пресс УЗТМ . В первоначальном исполнении он имел
шесть рабочих промеж утков высотой по 130 мм каж ды й . Д л я
придания жесткости нагревательным плитам (их толщина
60 мм) между ними были установлены промежуточные м ассив­
ные плиты толщиной 240 мм. Д л я предохранения плит ж е стк о ­
сти от чрезмерного нагрева меж ду ними и н агревательным и пли­
тами помещена изоляционная стал ьн ая плита толщиной 40 мм
с продольными ребрами, образую щ ими воздушные каналы , ко­
торые с л у ж а т д ля ' охлаж дения. Д л я предотвращ ения нагрева
верхней поперечины и подъемного стола установлены плиты
с водяным охлаждением.
Однако, как п о к а за л а п ракти ка работы Тавдинского и Тю ­
менского ФК, плиты жесткости отрицательно влияли на р аб о ту
288
Таблица 82
Показатель
Конструкция станины
Рабочее давление жидкости
в цилиндрах, МПа
Число цилиндров, шт.
Диаметр цилиндров, мм
Н аибольш ее усилие пресса,
МН
Размеры
нагревательных
плит, мм:
длина
ширина
толщина
Давление на прессуемый ма­
териал, МПа
Число рабочих промежутков
Расстояние меж ду плитами,
мм
Скорость, мм/с:
смыкания плит
опускания плит
загрузки пакетов в лресс
подъема этажерки
Высота пресса над уровнем
пола, мм
Габаритные размеры уста­
новки в плане, мм
М асса установки, кг
Масса пресса, кг
УЗТМ
(С С С Р )
Д7446
(С С С Р )
«Болдуин»
(С Ш А )
«Беккер
ван-Гю ллен»
(Ф Р Г )
К олон­
ная
1 ,2 ; 8 ;
40
3
1130
Рамная
32
К олон­
ная
37
К ороб­
чатая
40
14
457
105
2
1
850
40
640
1 2 0
4
630
40
5800
1350
60
15
1670
1650
65
15
5030
1370
63
15
2300
800
800
60
15
6 ; 14
230; 103
5; 10
400; 200
1 0 ; 2 0
76; 150
50
30
170
40
5820
40
150
55
6000
37 700Х
X 7400
574 880
435 000
1 1 0 0
60
15
6
; 9
«Кархул а*
(Ф инляндия)
Рамная
40
1 0
12
2 1 0
2 0 0
—
170
—
3200
—
—
—
3500
2500Х
X 2800
75 000
---
2120Х
X 850
—
1 0
11 100Х
X 7800
187 000
—
70
25
5295
_
--432 000
пресса. Так, при работе с плитами жесткости н агревательные
плиты часто разры вались. Это объясняется тем, что н а г р е в а ­
тел ь н ая плита при охлаж дении водой с о к р ащ а л а сь в разм ер ах
быстрее, чем ж е с т к а я плита, и, будучи в з а ж а т о м состоянии, л о ­
палась. Кроме того, плиты жесткости общей массой больше 70 т
заб и р ал и огромное количество тепла.
Д л я устранения этих недостатков плиты жесткости и и зо л я­
ционные плиты были собраны и подвешены к верхней попере­
чине. Впоследствии несколько плит жесткости были вообще
сняты и за счет этого число рабочих промеж утков увеличено до
14. В результате такой реконструкции производительность
пресса возросла на 60— 70 %, сократился расход пара, н агр ев а­
тельные плиты перестали рваться, значительно уменьш илась ме­
таллоемкость пресса.
В нижнем положении (при открытом прессе) н агр ев атель ­
ные плиты у д ерж и в аю тся на восьми опорных стойках (гребен­
ках) из кованой стали, на которые они опираю тся кулачкамип ли тодерж ателям и. Н асосн ая установка пресса работает на трех
289
ступенях давлен ия воды в цилиндрах: 1,2; 8 и 40 М П а, чему со­
ответствует общее усилие в прессе 3,6; 24 и 120 М Н . П е р в а я
ступень д авл ен ия (1,2 М П а) служ и т д л я подъема подвижных
частей пресса — плунжеров, стола и нагревательных плит. Д л я
этой операции при наибольшем ходе плунжеров расходуется
2,3 м3 воды.
По технологии изготовления древесных слоистых пластиков
вторая ступень д ав л ен и я (8 М П а ) требуется д ля п ред варител ь­
ного прессования м а т ер и ал а под давлением около 3,0 М П а и
третья (40 М П а) — д л я прессования м а тер и ал а под давлением
15 М П а. Пресс получает рабочую ж идкость д л я всех трех сту­
пеней д авл ен ия от насосной станции, имеющей следующее обо­
рудование: насос низкого давления, насос высокого давления,
наполнитель, воздушный ресивер, компрессор, бак. Первы й гид­
равлический насос 2НГО-3-60 рассчитан на д авление 8 М П а,
а второй насос 2НГО-3-50 — на д авление 40 М П а.
Загрузочно-выгрузочное устройство состоит из двух ги д р а в ­
лических подъемников с э т а ж е р к а м и и двух толкателей д л я го­
ризонтального перемещения собранных пакетов при загрузке
пресса и спрессованного пластика при выгрузке. П олки з а г р у ­
зочной э таж ерки загр у ж а ю т последовательно пакетами, ул о­
женными между двум я металлическими п рокладкам и. Г рузо­
подъемность каж д ой э таж ерки 45 кН, д авление жидкости
в цилиндрах 1,2 М П а. М аксимальны й ход эт аж е р к и 3275 мм.
М аксимальны й ход тол кател я 6300 мм. Усилие тол кател я 20 кН.
Толкатель приводится в движ ение электродвигателем м ощ ­
ностью 6,2 кВт.
При загр узке пакетов пластика толщиной более 25 мм на ре­
конструированном прессе (с числом промежутков 14) преду­
смотрена загр у зк а эт аж е р к и и пресса в пять приемов п одва-четыре пакета одновременно. Загрузочно-выгрузочное устройство
20-пролетного пресса «Болдуин» состоит из двух подъемных
э таж ерок, установленных п арал л ел ьн о прессу, и двух п ер ед в и ж ­
ных промежуточных этаж ерок, которые по рельсовому пути пе­
рем ещ аю тся вдоль фронта подъемных э таж е р о к и самого
пресса.
В зависимости от толщины заг р у ж а е м ы х пакетов р аб о тает
та или иная пара этаж ерок. П ри загру зке тонких пакетов з а ­
г ру ж аю тся 20-пролетные этаж е р к и и соответственно все 20 э т а ­
жей пресса. При загр у зк е толстых пакетов к а ж д ы е две сосед­
ние плиты пресса соединяются специальными хомутами, о б р а ­
зуя таким образом 10 рабочих промеж утков большей высоты.
В этом случае пресс заг р у ж аю т через 10-пролетные этаж ерки .
Д л я увеличения производительности пресса м арки «Беккер ванГюллен» в Ц Н И И Ф р азр а б о т а н о и внедрено устройство д ля
предварительного сж ат и я пакетов вне пресса и загру зки их
в сж атом состоянии в пресс.
Листы и плиты древесного слоистого пластика обрезаю т с че­
тырех сторон под прямым углом. Эту операцию выполняют на
290
одно-, двух- или трехпильных станках с механической подачей
плит или с механическим перемещением пильного инструмента.
Техническая характери сти ка трехпильного станка (Усть-Ижорский фанерный к о м б и н а т ):
Диаметр пильного диска, мм
.......................................................................... 350— 450
Диаметр пильного вала, мм
...........................................................................
55
Частота вращения пилы, мин - 1
...................................................................... 2500—3000
Скорость подачи материала, м/мин
.............................................................
до 10
М аксимальные размеры обрезаемых плит, мм:
длина
.........................................................................................................................
5300
ш и р и н а .........................................................................................................................
1600
толщина
.....................................................................................................................
60
Общая мощность электродвигателей, кВт
...............................................
9,9
Габаритные размеры станка, мм:
длина
.........................................................................................................................
8450
ш и р и н а .........................................................................................................................
4000
в ы с о т а ..........................................................................................................................
1650
Д л я большей устойчивости пильного диска следует пользо­
в аться заж и м н ы м и ш айбам и увеличенного д и ам етра (до 0,75 от
д и а м ет р а пилы ). П ри распиловке зубья пилы д олж н ы выходить
из пропила на минимальную величину. Щ ель в кл ад ы ш а для
пилы не д о л ж н а превыш ать 1,5 толщины пропила. Геометрия
зубьев пил д л я резания Д С П т а к ж е имеет свои особенности.
Передний угол составляет 15— 20°, задний угол — 10°, угол з а ­
точки 60— 65°. Если передние кромки зуба п еререзаю т волокна
древесины, необходимо выполнять косую заточку зубьев. Угол
косой заточки равен 15°. Ш аг зубьев пилы составляет 15—
17 мм. Величина подачи на один зуб не д о л ж н а превыш ать
0,1— 0,15 мм.
П осле обрезки продольные и поперечные кромки плит и л и ­
стов Д С П покры ваю т л ак о м Л БС -3. При длительном хранении
так ое покрытие повторяют через к а ж д ы е 6 мес. Н а плиты и л и ­
сты п ласти ка наносят маркировку, которая д о л ж н а содерж ать
следую щ ие сведения: наименование предприятия-изготовителя,
м арку и тип Д С П , номер плиты, номер запрессовки, номер кон­
т р о л ер а ОТК, д ату изготовления, обозначение стандарта. Х р а ­
нить древесные слоистые пластики следует в сухих закры ты х
помещ ениях при тем пературе от —40 до + 3 5 ° С и относитель­
ной в л аж н ости воздуха не более 7 0 %- Перевозить Д С П сле­
дует в крытых транспортных средствах с предохранением от
ударов, механических повреждений и атмосферных осадков. Н е ­
которые нормативные д анны е д ля производства древесных сло­
истых пластиков:
........................................ 1,55— 2,03
Норма расхода сухого шпона на 1 т ДСП, м3
Норма расхода смолы на 1 т ДС П , кг
................................................... 450— 535
Норма расхода спирта этилового на 1 т ДСП, л .......................... 286— 340
Н орм ы расхода на технологические нуж ды на производство
1 т ДСП:
Условного топлива, кг
380—500
Электроэнергии, кВт-ч
120— 180
П ара, кг
................................. 2470— 3250 Воды, м3
..............................100— 120
8.5. П РО И ЗВ О Д С Т В О Д Р Е В Е С Н О Й ПРЕСС-М АССЫ ,
Ц ЕЛ Ь Н О П РЕС С О ВА Н Н Ы Х Д Е Т А Л Е Й И П РИ М ЕНЯЕМ О Е
О БО РУ Д О В А Н И Е
З н ач и тел ьн ая часть отходов в производстве фанеры и ф а ­
нерной продукции мож ет быть использована для изготовления
эффективного и очень необходимого для народного хозяйства
м а тери ал а — цельнопрессованных деталей.
Ц ельнопрессован­
ные д етали или изделия из древесных прессовочных масс
(ГОСТ 11368— 79) п редставляю т собой м атер и ал по физико-механическим свойствам близкий к древесным слоистым п ласти ­
кам, а в некоторых случаях д а ж е превосходящий Д С П . Ц ельн о­
прессованные д етали из масс древесных прессовочных (М Д П )
успешно конкурируют с бронзой, сталью, чугуном, текстолитом
и другими дефицитными и традиционными конструкционными
материалами.
Эти детали применяют в качестве втулок, подшипников, ре­
гулирующих устройств в гидротурбинах (причем смазкой слу­
ж и т обычная в о д а ); в качестве вкладыш ей подшипников, вту­
лок, роликов в прокатных станах, в тяговых дви гателях т р а м ­
вайных вагонов, в кабельном оборудовании и т. д. И зготовле­
нием древесной пресс-массы и изделий из нее зан яты многие
предприятия отрасли. В перспективе это производство получит
еще большее развитие.
Технологический процесс производства древесной прессмассы и цельнопрессованных д еталей сл агается из следующих
операций: измельчения отходов шпона и обрезков Д С П ; про­
питки измельченных частиц фенолоформальдегидной смолой
(лаком Л Б С -3 ); сушки пропитанных частиц; подготовки древес­
ной пресс-массы к прессованию (дозирования, брикетирования);
прессования д еталей и изделий; о хлаж ден и я и вы держ ки д е т а ­
лей и изделий. Л учш им исходным материалом д ля п роизвод­
ства цельнопрессованных деталей являю тся измельченные от­
ходы лущеного березового шпона длиной не более 50— 80 мм,
шириной 5— 10 мм, толщиной 0,6— 1,8 мм. В качестве пропиточ­
ного м а тери ал а и связующ его рекомендуется бакелитовый л а к
Л БС -3.
Д л я измельчения отходов шпона применяют молотковые д р о ­
билки типа ДМ М-0,3; ДКУ-1,2, ДК.У-М, жм ы ходробилки типа
Д Ж -0 ,5 и др. Д л я измельчения отходов Д С П применяют молот­
ковые дробилки типа С-218 с уменьшением з а зо р а меж ду ко­
лосниками с 35 до 5 мм. Д о недавнего времени д ля пропитки
древесных частиц использовались металлические ванны вмести­
мостью 1— 1,5 м3. З а г р у ж а ю т в них древесную крошку в сетча­
том контейнере с помощью тельфера. С уш ат пропитанную
крош ку в камерны х суш илках на съемных сетчатых с т е л л а ж ах
многоэтажных вагонеток. Д л я пропитки и одновременной сушки
древесных частиц в Ц Н И И Ф р азра б ота н пропиточно-сушиль­
ный агр егат (ПС А).
292
Если массу древесную прессовочную отп равл яю т на другие
предприятия, ее укл ад ы ва ю т в четырех-пятислойные б ум аж ны е
или полиэтиленовые мешки. М асса одного мешка не д о л ж н а
превыш ать 40 кг. Н а мешки ставят маркировку с указанием
наименования предприятия-изготовителя, марки прессовочной
массы, номера партии, д аты изготовления, массы нетто, обо­
значения стандарта. Транспортировать и хранить прессовочные
массы необходимо с обязательны м предохранением их от п о п а­
д ан и я прямых солнечных лучей и атмосферных осадков и при
тем пературе не выше 2 5 °С.
Наиболее распространенны м способом изготовления изделий
из древесной пресс-массы является способ горячего прессова­
ния на гидравлических прессах с верхним давлением (с в ер х ­
ним располож ением цилиндров) в стальных пресс-формах з а ­
крытого типа. При прессовании д ревесная пресс-масса мож ет
заг р у ж а ть с я в пресс-форму ка к в обычном виде (сыпучий м а ­
тер и ал ), так и в виде брикетов, соответствующих форме и зде­
лия. Р асч ет требуемого количества пресс-массы на одно и зде­
лие производят по формуле Q = vy, где Q — м асса пропитанных
древесных частиц, кг; v — объем изделия, м3; у — плотность из­
делия, кг/м3. Изготовление брикетов производят по реж им ам,
приведенным ниже.
Температура брикетирования, °С
Давление, МПа
Время выдержки,
мин
2 0
60
20— 50
20— 50
1 , 0
0,5
Особенностью прессования изделий из пресс-массы является
большое д авление (д а ж е по сравнению с прессованием слоис­
тых пластиков) на материал. Это объясняется малой тек у ­
честью пресс-массы. При прессовании изделий с прямы м конту­
ром давление применяется в пределах 40— 50 М П а, а д ля и зде­
лий с фигурным контуром — 70— 80 М П а. Потребное усилие
прессования изделий Р определяю т по ф ормуле P = F p n / 1000,
где F — п лощ адь горизонтальной проекции изделия, м2; р —д а в ­
ление прессования, М П а; п — число изделий (при многогнездной пресс-форме).
П оследовательность операций при загру зк е и прессовании
следую щ ая:
1. П еред загрузкой пресс-массы пресс-форму нагреваю т до
температуры 140— 145 °С; формирую щую поверхность прессформы см азы ваю т тонким слоем олеиновой кислоты или м а с ­
лом «Индустриальное-45».
2. Н авеску М Д П или брикет загр у ж а ю т в пресс-форму и
д аю т установленное давлен ие прессования. Если объем прессформы не позволяет загрузи ть всю навеску за один прием, сл е­
дует снять давление, поднять пуансон и провести повторную з а ­
грузку оставш ейся части навески. О б щ а я продолжительность з а ­
грузки не д о л ж н а превыш ать 5 мин.
293
3. По окончании загрузки пресс-массы вклю чаю т полное
давление, которое остается постоянным до конца прессования.
Тем пература прессования д о л ж н а быть в пределах 145— 155 °С.
Отсчет времени в ы держ ки начинают с момента достижения тем ­
пературы пресс-формы 145 °С.
4. П родолж ительность прессования составляет 0,5—2 мин
на 1 мм наибольшей по толщине части изделия.
5. По окончании прессования изделие вы гр уж аю т из прессф ормы и о х л аж д аю т. В зависимости от назначения и тр еб ов а­
ний к изделию охл аж д ен и е мож ет быть в свободном состоянии
на воздухе (простые, неответственные изделия) или в соответ­
ствующих приспособлениях, имеющих форму и разм еры изде­
лия, в которых циркулирует холодная вода (изделия сложной
конфигурации и ответственного н а з н а ч е н и я ). В некоторых, особо
ответственных случаях (вклады ш и подшипников, например) во
и збеж ание появления коробления, вспучивания и внутренних
трещ ин изделия о х л а ж д а ю т в прессе вместе с пресс-формой до
тем пературы 40— 6 0 °С и только после этого снимают давление
и вы гр уж аю т его из пресса.
П рименяемы е д л я прессования изделий гидравлические
прессы в зависимости от конструкции станины д ел ят на рамные
и колонные (оба с верхним расположением цилиндров). Колон­
ные прессы предпочтительнее, т а к к а к обеспечивают лучший д о ­
ступ к пресс-формам.
По способу передачи движ ения пуансону и матрице и спо­
собу передачи д авл ен ия на прессуемые м атери ал ы прессы могут
быть с групповым и индивидуальным приводом. Выбор привода
определяется объемом производства. Д л я небольших цехов и
участков экономически целесообразно применять прессы с ин­
дивидуальны м приводом. П ри больших м а сш та б а х производ­
ства, где применяю т 30 и более прессов, выгоднее у с т а н а в л и ­
вать групповой привод от насосно-аккумуляторной станции. По
методу упр авл ен ия прессы д ел ят на прессы с ручным у п р а в л е ­
нием, прессы с полуавтоматическим управлением и прессы-ав­
томаты. Технические характери сти ки некоторых прессов даны
в табл. 83.
Д л я прессования изделий из древесной пресс-массы прим е­
няю т пресс-формы закры того типа, изготовленные из высоко­
качественных сталей, способных вы д ерж и в ать высокое д а в л е ­
ние и высокую тем пературу нагрева. У читывая специфические
особенности древесной пресс-массы (неоднородность состава,
большой объемный коэффициент, малую текучесть), рабочие
поверхности
пресс-формы необходимо
подвергать зак ал ке,
ш лифованию и хромированию.
Во избеж ан и е перекосов при прессовании изделий прессф о р м а имеет н ап р ав л яю щ и е колонки, по которым п ер ем ещ а­
ется пуансон. Т а к к а к объемный коэффициент древесной
пресс-массы составл яет 5—6 (отношение объем а пресс-массы
к объему готовой д е та л и ), конструкция пресс-формы д о л ж н а
294
Таблица 83
Ти п пресса. К о н стр укц и я
рамная
П оказатель
ПД-476
ПБ-476
Усилие пресса, МН
Х од подвижной траверсы, мм
Скорость главного плунж ера, мм/с:
при холостом ходе вниз
при рабочем ходе вниз
при подъеме
Д авление жидкости в сети, МПа
Расстояние меж ду нижней и верхней
траверсами (в открытом состоянии),
мм
РазмерыУрабочих плит, см
Высота стола над уровнем пола, мм
Габаритные размеры пресса, мм:
длина
ширина
высота над уровнем пола
Масса пресса, кг
Д Б -2432
Д-2434В
1 ,6
1 , 6
1 , 6
530
500
630
2 ,5
500
71
2,7
76,4
до 32,0
800
71
2,7
76,5
до 32,0
800
2 0 0
90,0
85X 90
850
80X 80
850
1230
1900
ЗОЮ
4000
1895
1105
3000
3380
70
2 2
—
—
до 32,0
800
до 3 2,0
1 0 0 0
80X 77
1
J
X 100
950
1 0 0
Нет свед.
|
П родолж ение
Ти п пресса. Ко н стр укц и я
Показатель
Усилие пресса, МН
Х од подвижной траверсы, мм
Скорость главного^плунжера, мм/с:
при холостом ходе вниз
при рабочем ходе вниз
при подъеме
Давление жидкости в сети, МПа
Расстояние меж ду нижней и верхней
траверсами (в открытом состоянии),
мм
Размеры рабочих плит, см
Высота стола над уровнем пола, мм
Габаритные размеры пресса, мм:
длина
ширина
высота над уровнем пола
Масса пресса, кг
колонная
рамная
П-457
Д-2434А
ПБ-452
ПА-454
2,5
500
0,63
400
1 , 0
2 , 0
600
700
62
55
до 32,0
900
—
—
—
—
—
—
—
—
—
2 0 , 0
2 0 , 0
2 0 , 0
600
900
1 1 0 0
100Х 100
900
49X 54
800
53X 60
800
73X 76
900
2305
985
550
2450
1600
1240
720
3550
3400
1550
2 , 2 2
1 0 0 0
3265
6330
1 1 0 0
4400
9900
295
предусматривать такой объем загрузочного пространства, ко­
торый
позволял бы за г р у ж а т ь всю необходимую навеску
пресс-массы за один или максимум за д ва приема.
Б л а г о д а р я п редварительному брикетированию пресс-массы
ее объемный коэффициент мож ет быть уменьшен до 1,5— 2,5.
В этом случае объем загрузочного пространства пресс-формы
следует предусмотреть в 2—2,5 р а за больше объема прессуе­
мого изделия.
Углы и грани рабочих поверхностей пресс-формы долж ны
быть закруглены . П ри проектировании пресс-формы следует
учитывать, что готовое изделие получает некоторую усадку
после прессования. По данным Ц Н И И Ф , величина усадки со­
ставляет: в направлении прессования до 1 ,5% , перпендику­
л ярно направлению прессования до 0 ,6% - Система обогрева
и о хл аж д ен и я пресс-формы д о л ж н а обеспечивать плавное и
равномерное прогревание всей массы м а тер и ал а и о х л а ж д е ­
ние детали. М еханическую обработку цельнопрессованных д е­
талей проводят на м е т ал л оо бр абаты в аю щ и х станках.
8
.6 . ОСНОВЫ П РО И ЗВ О Д С Т В А
Д РЕ В Е С Н О С Т Р У Ж Е Ч Н Ы Х ПЛИТ
В н астоящ ее врем я расширен ассортимент плит и увеличен
объем их выпуска. Это позволяет снизить тр у д о затраты в ме­
бельном производстве, а т а к ж е тр у д о затраты при отделке по­
мещений ж и л ы х и административны х зданий. Технологический
процесс производства древесностружечных плит сл агается из
следую щ их операций: разд елки сырья на сортименты (мерные
отрезки определенной длины и то л щ и н ы ); измельчения сорти­
ментов на струж ку; сушки стружки; повторного измельчения
струж ки; сортировки (сепарации) струж ки по разм ерам ; под­
готовки связующего; смеш ивания струж ки со связующ им;
ф орм и рован ия пакетов (к о в р а ); холодной подпрессовки п ак е­
тов; горячего прессования плит; кондиционирования; обрезки
плит; вы держ ки; ш лифования (к ал иб ро ван ия) плит; сорти­
ровки, маркировки, упаковки. Такую последовательность опе­
раций применяют на большинстве предприятий, однако она
м ож ет быть изменена, а некоторые операции вообще отсут­
ствовать. Так, операция в ы держ ки плит мож ет предш ество­
в ать операции обрезки, что способствует лучш ему качеству
плит. Совершенно необходима операция о бнаруж ен и я м е т а л ­
лических включений к а к в круглом сырье, т а к и в кусковых
отходах. Н е всегда применяют и уп аковку плит. Могут быть
и другие отклонения от указан ной схемы.
П роизводство древесноструж ечны х плит оснащ ено высоко­
производительным современным оборудованием отечественных
и зару б еж н ы х марок. О борудование скомплектовано в а в т о м а ­
тические линии. Р учны е операции почти полностью устранены.
Производство плит на базе отечественного оборудования о р ­
ганизовано на большинстве ф анерны х комбинатов. Больш ой
296
интерес
представляет прогрессивный способ прессования —
бесподдонный. Этот способ прессования используют на прес­
сах, снабж енны х симультанными механизм ами д ля одновре­
менного смыкания нагревательны х плит. Эти механизмы спо­
собствуют увеличению производительности пресса и улучш е­
нию качества плит.
В большинстве случаев на импортных линиях фирмы
« Р а у м а -Р еп о л а » , «Валмет» и др. в ы р а б а ты в аю т не трехслой­
ные, а многослойные древесноструж ечны е плиты. Основной
особенностью многослойных древесностружечных плит я в л я ­
ется формирование стружечного ковра пневматическим ф р а к ­
ционированием древесных частиц, что д ает возможность п олу­
чать плиты с постепенным переходом от мельчайших частиц
(пыли) в н аруж н ы х слоях к более крупным и грубым в сере­
дине плиты.
В отличие от технологии производства трехслойных и п я ­
тислойных плит, при которой слои насы паю т отдельными ф о р ­
мирующими маш инами последовательно друг за другом, при
изготовлении многослойных плит стружечный ковер ф орм и ­
руют одной машиной з а один проход. Преимущ ество п роизвод­
ства многослойных древесноструж ечных плит — в и спользова­
нии более широкого ассортимента сырья и древесных отходов
(стружки) от деревооб раб аты ваю щ и х станков и д а ж е опилок
(от лесопильных рам ).
П ри производстве многослойных плит получаю т высокое
качество поверхности, которое обусловлено самим производ­
ственным
процессом у ж е
при формировании стружечного
ковра. Это происходит потому, что мельчайшие древесные ч а ­
стицы и д ревесная пыль у кл ад ы ва ю тся в наруж н ы х слоях.
Б л а г о д а р я высокому качеству поверхности многослойные плиты
можно облицовывать шпоном, пленками, пластиками, отделы ­
вать к раскам и и многоцветной печатью без дополнительной их
подготовки (ш лифования, ш паклевания, грунтования и т. д.).
Технологическая схема и оборудование д ля производства мно­
гослойных древесноструж ечных плит мало отличается от су­
ществующей технологии и оборудования д ля производства о д ­
нослойных и трехслойных плит.
О д н ако имеются и принципиальные отличия, которые при­
водят к применению иной технологии, специального оборудо­
в ания и организации труда. Так, древесные частицы для про­
изводства многослойных плит и зготавливаю т по известным
технологическим схемам с разны ми разм ерам и, на разны х
станках. В процессе ж е подготовки стружечно-клеевой массы
древесные частицы смешиваются м еж д у собой и в ф орм и рую ­
щую машину поступают единым потоком, а в момент ф ор м и ­
рования ковра они опять р азд ел яю тся на внутренний и н а р у ж ­
ные слои.
В соответствии с ГОСТ 10632— 82 древесностружечные
плиты маркируют штампом, который ста вя т на продольную
297
кромку плиты. М арк иро вка д о л ж н а содерж ать: обозначение
плиты, группу, сорт, толщину, наименование предприятия-изго­
товителя, обозначение настоящего стандарта, дату выпуска
плит. П ри поставке плит на экспорт маркировку наносят по
соглашению с внешнеторговыми объединениями, кроме того,
плиты упаковы ваю т. Н а плиты, которым в установленном по­
рядке присвоен государственный З н а к качества, вместо сорта
наносят и зображ ен и е З н а к а качества. Плиты перевозят в чи­
стых, сухих транспортных средствах с обязательны м п ред о х р а­
нением от атмосферны х осадков и механических повреждений.
Хранить плиты нужно в сухих зак р ы ты х помещениях в стопах,
улож енны х на ровных горизонтальны х площ адках.
Контрольные
вопросы
1. О собенности производства бакелизированной фанеры и древесны х слои­
стых пластиков.
2. Режимы склеивания (прессования) бакелизированной фанеры.
3. Реж имы прессования древесных слоистых пластиков.
4. Схема технологии производства древесноструж ечны х плит.
5. Основные направления развития производства древесноструж ечны х
плит.
9. ПРО ЕКТИ РОВАН И Е ФАНЕРНЫХ П РЕДП РИ ЯТИ Й .
СТАНДАРТИЗАЦИЯ И УП РАВ Л Е Н И Е КАЧЕСТВОМ
ПРОДУКЦИИ
9.1. ОСНОВЫ П РО ЕК ТИ РО ВАН И Я
Всякое современное деревооб р аб аты ваю щ ее промышленное
предприятие проектируется, строится и организуется на сл ед у­
ющих основных принципах: полном и рациональном использо­
вании древесины, современных и высокопроизводительных тех ­
нологических процессах, механизации и автоматизации, повы­
шении производительности труда, снижении себестоимости
продукции, безопасной технике на всех у ч астк ах производства.
При проектировании фанерны х предприятий необходимо
учиты вать все рациональное и прогрессивное, что есть в тех ­
нике и технологии отечественного и близкого по своей специ­
фике заруб еж но го производства. Новые предприятия следует
проектировать на основе высоких технико-экономических п о ка­
зателей, с учетом географических и территориальных особен­
ностей, возможностей сырьевого, материального, энергетиче­
ского и трудового обеспечения, снижения капитальны х в л о ж е ­
ний на единицу выпускаемой продукции.
Особое значение в предстоящие годы придается реконструк­
ции и техническому перевооружению у ж е действующих ф а н е р ­
ных предприятий. Р еш ени ям и XXV и XXVI съездов партии
ставится зад ач а обеспечить всемерное повышение эф ф екти вн о­
298
сти производства, улучшение качества продукции без з а м е т ­
ного увеличения объемов нового капитального строительства.
Это возмож но только при повышении эффективности на всех
участках работы, широком использовании прогрессивных д о ­
стижений науки и техники.
Р ац ио н ал ьн ое и комплексное использование древесины о з ­
начает, что вся древесина, поступаю щ ая на фанерны й ком би ­
нат, д о л ж н а быть превращ ена в наиболее целесообразную д ля
данны х условий продукцию. В настоящ ее время понятие о т­
ходы производства потеряло свое п ервоначальное значение.
Отходы п ревращ аю тся во вторичное сырье, из которого в ы р а ­
баты ваю т полноценную продукцию (гнутоклееные и п лоско­
клееные заготовки, ребровую
фанеру, древесноструж ечны е
плиты и д р .). Д а ж е кора, которая по объему составляет около
10— 12 % объем а древесины и не учиты вается в б ал ан се д р ев е­
сины, находит полезное применение.
П роб л ем а комплексной механизации фанерного п роизвод­
ства наиболее полно м ож ет быть реш ена при создании м е х а­
низированных линий, вклю чаю щ их максим альное число техн о­
логических операций. Современное фанерное производство мо­
ж е т быть представлено к а к совокупность следую щ их линий:
гидротермической обработки — окорки — разд ел к и сырья; л у ­
щения
ч ураков — рубки шпона — у кл ад ки ; сборки
пакетов
шпона — холодной
подпрессовки — горячего склеивания
фа­
неры; поперечного ребросклеивания шпона — сборки непре­
рывного пакета — склеивания фанеры — р аскроя фанеры — об ­
резки фанеры ; ш лиф ования — сортировки — упаковки фанеры
И др.
Применение механизированных линий и новых технологи­
ческих решений позволяет снизить величину тр у д о затр ат на
1 м3 фанеры почти вдвое, т. е. довести их до 8— 12 чел.-ч/м3.
Причем ориентироваться в основном нужно не на кр уп н огаб а­
ритное сырье хвойных древесных пород, а на сырье относи­
тельно малого д иам етра, сырье мягколиственных пород, в ос­
новном березовое.
С п ел ая и перестойная березовая древесина в достаточных
об ъ ем а х имеется в многолесных р ай о н ах Пермской, С вердл ов ­
ской, Кировской, Вологодской, Тюменской, Архангельской, К о ­
стромской областей, Баш кирской, К арельской, Коми А С С Р,
где в настоящ ее время и сосредоточены крупные предприятия
фанерной промышленности. О бъем ы производства фанеры и
фанерной продукции будут увеличиваться за счет повышения
уровня механизации, соверш енствования технологии, р екон ­
струкции и технического перевооружения именно этих пред ­
приятий.
В процессе проектирования цехов и предприятий большое
значение имеет план ировка технологического оборудования и
организации работы на нем. П л ан и р о в к а п редопределяет и
учиты вает многие вопросы технологического и экономического
299
х ар а к т ер а : потребность в транспортном оборудовании, объем
трудозатрат, расход электроэнергии и технологического п ара,
выбор той или иной технологической схемы, разм еры площ ади
застройки и строительной кубатуры зданий, стоимость строи­
тельства и т. д. Исходными условиями д л я планировки обору­
дования являю тся: виды и число единиц технологического обо­
рудования, п одлеж ащ его разм ещ ению в цехах; объемы межоперационных зап асов (складов) сырья и п олуф абрикатов;
вспомогательные и подсобные участки и цехи и их площадь.
Кроме
того, необходимо учитывать: габаритны е разм еры
станка (м еханизма, агр е гата); разм еры о б рабаты ваем ого м а ­
тер и ал а (площ адь подстопных мест, ширину транспортных
проездов); свойства и физико-механические характеристики
об раб аты ваем ого м а т ер и ал а (влажность, плотность, формоустойчивость и т. д .); устройство и конструкцию станка; воз­
можность подхода к станку (агрегату, устройству) д ля его
ремонта и замены дефектны х д еталей и узлов; технологию изго­
товления продукции, число и сложность выполняемых оп ер а­
ций; удобство работы рабочих с возможны м минимумом д ви ­
жений; возможность минимального количества п ерекладок м а ­
тери ала в процессе его обработки (подача его сразу на
конвейер, на погрузчик, на передвижное или перевозимое подстопное место и т. д .); возможность беспрепятственного подвоза
и отвозки м атери ал а; возможность исключения возвратных д ви ­
жений м а тери ал а и сведение до минимума перекрестных д ви ­
жений; устранение длинных перевозок м а тер и ал а по цеху и
устранение пустующих площ адей; вид отходов, их количество
и разм еры , их транспортировку и место переработки; соблю ­
дение норм проектирования, т. е. соблюдение разры вов между
колоннами, станками, станками и стенами, станкам и и колон ­
нами; соблюдение требований охраны труда, техники б езо п ас­
ности и промышленной санитарии.
Д л я того чтобы принять правильное решение, которое в той
или иной мере удовлетворяло бы всем перечисленным требо­
ваниям, следует проан ал и зиро вать много различны х в а р и а н ­
тов, преж де чем будет найден оптимальный, учитывающий
именно д анны е конкретные условия. При строительстве новых
заводов и цехов план ировка разм ещ ени я оборудования диктует
и тип здания, и сетку колонн, и р азм еры площадей, и высоту
здания.
Построенный зав од (цех), его преимущества и недостатки
в конечном итоге оцениваю тся по правильности р азм ещ ения
оборудования. Н епродуманное разм ещ ение оборудования н е за ­
медлительно ск азы вается на снижении производительности
производственных участков, уменьшении
съема продукции
с 1 м 2 производственной площади, снижении качества продук­
ции, т. е. на всех технико-экономических п оказател ях работы
предприятия. П р е ж д е чем приступить к планировке отдельных
участков производства, целесообразно п родум ать и в ы б р ать
300
общую схему их п лан и ­
ровки.
Один
из вариантов
показан
на рис. 101.
Здесь весь технологиче­
ский
процесс, начиная
с подготовки сырья ( р а з ­
делки, гидротермической
обработки, окорки) и ко н ­
чая упаковкой
готовой
фанеры и сдачей ее на
склад, разм ещ ен в одном
и том ж е
помещении
(здание обычно строится
одно этаж но е). При при­
менении газовы х сушилок
топки выносят в о тдель­
ное помещение, но они
могут распол агаться
и
непосредственно над су ­
шилками. Д л я вы свобож ­
дения производственных
п лощ адей 1-го э т а ж а в о з­
мож но т а к ж е поднять на
специальные
антресоли
такие операции, ка к ф у ­
гование, ребросклеивание
шпона, усование и склеи ­
вание на ус, обрезка, сор­
тировка и ш лифование
фанеры.
X^I
iD
*•5г
В
s3
«х **
£4
с
I*
11
е
е.
а»-*
■*о *—аз
“« *2ох
ft* п
*
:« а
2
s
и
оI A -i ' f*
ill
fl*
с I *3а
0 2 -2
1 >£
« 2 .. 1
^ о *^
хэ
К S.S4
9.2 О ХРАН А О КРУЖ А Ю Щ ЕЙ
СРЕДЫ
Вопросы
сохранения
окруж аю щ ей среды име­
ют огромное государст­
венное значение. Лю бое
промышленное п редпри я­
тие д о лж н о орган и зовы ­
вать свое, производство
таким
образом,
чтобы
выбросы сточных вод, о т ­
работанны х дымовых г а ­
зов, испарений, р азл и ч ­
ных
твердых
отходов
были минимальными. Все
5 ®3I
' « О .
О
^ «3 |жх«
« *“ •
iее H
«? 5
£ * =1
= 18,
х !•!»
3“v
“— -
в4
— Зь. 9
301
возмож ны е источники загрязнени я территории предприятия и
прилегаю щих земельных участков, водоемов, атмосферы д ол ­
жны быть тщ ательн о изучены и классифицированы по степени
их экологической опасности. З а т е м необходимо предусмотреть
эффективные мероприятия по снижению и устранению их воз­
действия на о кр уж аю щ ую среду.
Н а ск ладе сырья фанерного предприятия, а т а к ж е на у ч а ­
стке подготовки сырья к лущению (гидротермической о б р а ­
ботки, окорки, р азд ел к и сырья) опасность загр язнени я почвы
н речной воды особенно велика. Здесь ск ап ли вается очень
большое количество древесины, которая сам а по себе подвер­
ж ен а зар а ж ен и ю различными микроорганизмами, грибковыми
заболеваниями, пораж ению насекомыми и др. Гнилостные о р ­
ганизмы распространяю тся на окру ж аю щ и е участки террито­
рии в результате вым ывания их грунтовыми, сточными и д о ж ­
девыми водами, а т а к ж е за счет миграции. К роме того, на опе­
рациях гидротермической обработки, окорки, разд ел к и сырья
ск ап ли вается большое количество отходов в виде коры, щепы,
опилок, древесного мусора. Эти отходы и мусор, в тех или
иных количествах перемешанные с грунтом, землей, пред став­
л яю т собой серьезный источник зар а ж е н и я и загря зн ен и я ок­
руж аю щ ей среды, что недопустимо. Недопустимо т а к ж е д л и ­
тельное хранение древесины и в открытых естественных водо­
емах (реках, озерах).
Э ффективны е мероприятия по охране окру ж аю щ ей среды
на ск л а д е сырья и участке подготовки сы рья к лущению сл е­
дующие:
1. Устройство бетонированных п лощ адок д ля с к л а д и р о в а ­
ния древесины с организацией хорошо и эффективно действую ­
щей системы по очистке сточных вод.
2. С воевременная уборка и ути лизаци я всех древесных от­
ходов, образую щ ихся при окорке и разделке древесного сырья.
3. Создание безотходной технологии переработки д р ев е­
сины (начиная со ск л а д а сы рья) с зам кнуты м циклом произ­
водства. При этом необходимо учитывать высокую эф ф ек ти в ­
ность комбинированной химико-механической технологии. Н а ­
пример, отходы от р азд елки сырья целесообразно вместе с д р у ­
гими отходами лущильно-сушильного и обрезного цехов ис­
п ользовать в производстве древесноструж ечных плит, отходы
от окорки — в производстве дубителей, п р еп арата П М Б К (по
схеме JIT A ), топливных брикетов и др.
По сушильному цеху эффективными мероприятиями по ох­
ран е окруж аю щ ей среды являю тся: создание механ изи рован ­
ных и ав том атизированны х систем по очистке суш илок от вы ­
павш их сучков и мелких кусочков шпона; соверш енствование
в ы тяж н ы х систем, исклю чаю щ их загазованн о сть помещений
(особенно при сушке шпона хвойных пород); соверш енствова­
ние систем по очистке воздуха перед выбросом его в атм о­
сферу.
302
Аналогичные требования п р едъявляю тся к работе цехов по
производству клеев, смол, к цеху склеивания фанеры. В этих
цехах следует особенно тщ ательно контролировать сброс сточ­
ных вод, которые могут сод ерж ать в себе токсичные вещества
(фенол, формалин, едкий натр и др.). П опадание д а ж е н еб оль­
шого количества этих химикатов в прилегаю щ ие к п редпри я­
тию водоемы совершенно недопустимо.
Все имеющиеся выбросы промышленных предприятий по
своему составу и степени вредности классифицирую тся ГОСТ
17.2.1.01— 76 «О храна природы. Атмосфера. К лассиф и каци я
выбросов по составу». П редельно допустимый выброс вредных
веществ реглам ентируется ГОСТ 17.2.3.02— 78 «О храна п ри ­
роды. Атмосфера. П р а в и л а установления допустимых вы б р о­
сов вредных веществ промышленными предприятиями».
9 3. О СНОВЫ С ТА Н Д А Р Т И ЗА Ц И И И У П РА В Л Е Н И Я
КАЧЕСТВОМ
Улучшение качества продукции — в а ж н а я социально-эконо­
мическая з а д а ч а на современном этапе развития производства.
Решение этой проблемы способствует экономии м атериальны х
ресурсов, повышению производительности труда, лучшему ис­
пользованию производственных фондов.
Качество продукции нормируется соответствующими ст а н ­
д а р та м и и техническими условиями;
Стандарт — это нормативно-технический документ, у ста н а в ­
ливаю щ ий комплекс норм, правил, требований к данной про­
дукции. В зависимости от сферы действия и уровня у т в е р ж д е ­
ния стандарты делятся на категории и виды.
ГОСТ — государственные стандарты — обязательны к п р и ­
менению всеми, предприятиями, орган и зац иям и союзного, рес­
публиканского и местного подчинения во всех отрасл ях н а р о д ­
ного хозяйства С ССР.
ОСТ — отраслевые стандарты . О б язательн ы д ля всех п р ед ­
приятий и организаций данной отрасли, а т а к ж е д ля других
отраслей, применяющих данную продукцию.
РСТ — республиканские стандарты. О б язательн ы для всех
предприятий и организаций, располож енны х на территории
данной респуб л и ки,н езави си м о от их ведомственной подчинен­
ности. СТП — стандарты предприятия. СТ СЭВ — стандарты
д ля стран — участниц Совета Экономической Взаимопомощи.
ТУ — технические условия, у станавли ваю т комплекс тр еб о­
ваний к конкретным типам, м аркам , арти кул ам продукции. ТУ
обычно р азр а б а ты в аю тс я при отсутствии ГОСТ, ОСТ и РСТ,
а т а к ж е при необходимости дополнения или ужесточения т р е ­
бований, установленных в стандартах.
Таким образом, станд ар ти зац и я — есть установление и при­
менение правил д ля упорядочения деятельности в определен­
ной области народного хозяйства на пользу и при участии всех
303
заинтересованны х сторон, в частности д ля достижения всеоб­
щей оптимальной экономии при соблюдении определенных
условий производства, эксплуатации и требований безопас­
ности.
С тан дарти зац и я р аспространяется не только на установ л е­
ние единых требований к продукции и производственным про­
цессам, но и на единые физические величины (м еж дународн ая
система единиц С И ) , единство терминов и обозначений, си­
стему различной документации и т. д. Основными целями
стандартизации являю тся: улучш ение качества продукции и
обеспечение его оптимального уровня; ускорение технического
прогресса, повышение эффективности общественного производ­
с тв а и производительности труда, в том числе инженерно-технического и управленческого; обеспечение условий д ля ш иро­
кого развития экспорта товаров, отвечающих требованиям
мирового рынка; развитие унификации и специализации в об­
ласти проектирования и производства продукции; рациональное
использование производственных фондов и экономия природ­
ных, материальны х и трудовых ресурсов; обеспечение охраны
здоровья населения страны и безопасности труда работающ их;
развитие
международного экономического, технического
и
культурного сотрудничества.
Все работы по станд арти зац и и на всех уровнях уп равлен ия
народны м хозяйством С С С Р объединяет Г осударственная си­
стем а станд арти зац и и (Г С С ). В систему Г о сстан дарта С С С Р
входят институты и организации, которые обеспечивают госпадзор за внедрением и соблюдением стандартов, м е ж д у н а ­
родным сотрудничеством по вопросам стандартизации; произ­
водят учет и регистрацию стандартов, их издание и р ас п р о ­
странение и т. д.
С овершенствование качества
продукции — п роблем а ком ­
плексная. Успешное ее решение возможно при непрерывном
обновлении техники и технологии производства, н ал аж и в ан и и
ритмичной работы всех его участков, росте квали ф и кац и и к а д ­
ров. Качество продукции прямо зависит от того, насколько э ф ­
фективны снабж ение и планирование, насколько современны
стандарты .
В н астоящ ее врем я все промышленные предприятия страны
активно р а зр а б а т ы в а ю т и внедряю т комплексные системы уп­
равления качеством продукции (К С У К П ). Больш ое внимание
этому вопросу уд еляется и на предприятиях по производству
фанеры, плит и другой фанерной продукции. КС У К П — это
совокупность мероприятий, методов и средств, направленны х
на установление, обеспечение и поддерж ание необходимого
уровня качества продукции при ее разработке, изготовлении,
обращении и эксплуатации.
В структуру КС У К П входят все подразделения и службы
предприятия, участвую щ ие в управлении и производстве про­
дукции на уровнях объединения, предприятия, цеха, участка,
304
бригады. При этом к а ж д ое подразделение (служ ба) выполняет
соответствующие нх профилю функции по управлению к а ч е ­
ством продукции. В зависимости от степени ц ентрализации у п ­
равления предприятием к а ж д а я функция по У К П может в ы ­
полняться одним или несколькими его подразделениями или
ж е одно подразделение мож ет выполнять одновременно не­
сколько функций по У КП. Примерное распределение функций
мож ет быть следующим:
1. Планово-экономический
отдел
(П Э О )
обеспечивает
функцию планирования повышения качества продукции.
2. Отдел главного технолога (ОГТ) обеспечивает функцию
технологической подготовки производства (Т П П ), участвует
в выполнении функции планирования повышения качества про­
дукции и ее аттестации, в организации контроля качества про­
дукции и регулирования технологических процессов.
3. Отдел технического контроля (ОТК) проводит входной,
операционный, приемный контроль, испытание опытных о б р а з ­
цов и серий продукции, контроль з а проведением про ф ил акти ­
ческих
мероприятий по предупреждению б рака, участвует
в подготовке к государственной аттестации продукции.
4. Отдел
материально-технического сн абж ени я
(ОМТС)
обеспечивает своевременное снабж ение предприятия сырьем,
м атери алам и , п олуф абрикатам и, топливом, комплектую щими
изделиями необходимого качества.
5. М етрологическая сл у ж б а совместно с центральной з а ­
водской лабораторией ( Ц З Л ) выполняет функцию метрологи­
ческого обеспечения качества продукции, участвует совместно
с ОГТ в р азр а б о т к е методов и средств измерений, в их внедре­
нии в производство, осущ ествляет надзор за состоянием
средств измерений.
6. Отдел кадров (О К ) совместно с отделом подготовки
кадр ов (О П К ) и подразделениями предприятия осущ ествляет
подбор, расстановку, воспитание и обучение кадров, повы ш е­
ние их профессиональной квалификации.
7. Отдел тр уд а и за р п л а т ы (О Т З) совместно с отделом н а ­
учной организации труда (О Н О Т) проводит организацию б ез­
дефектного труда и стимулирование повышения качества про­
дукции.
8. Производственно-диспетчерский отдел (П Д О ) совместно
с основными цехами обеспечивает стабильный уровень к а ч е­
ства выпускаемой продукции, участвует в поддерж ании техно­
логической дисциплины.
9. Отдел капитального строительства (О К С ), отдел г л а в ­
ного механика (О Г М ), отдел главного энергетика (ОГЭ) у ч а ­
ствуют в обеспечении стабильного уровня качества вы п у скае­
мой продукции поддерж анием необходимой точности оборудо­
вания и сооружений, нормальной их работы.
10. Отдел технической информации (ОТИ) обеспечивает
сл уж б ы и цехи предприятия необходимой информацией, у ч а ­
305
ствует в организации изучения и распространения передового
опы та в области качества продукции и управл ен ия им.
11.
Отдел уп равлен ия качеством продукции (О У К П ) коор­
динирует деятельность всех подразделений предприятия по вы ­
полнению функций по УКП, ан ал и зи р ует н акапл и в аем у ю ин­
ф орм ацию о качестве продукции и причинах дефектов, готовит
проекты приказов по повышению качества продукции, о рган и ­
зует работу по соверш енствованию КС У К П ; совместно с от­
делом стандартизации (ОС) участвует в разр а б о тк е н о рм а­
тивно-технической документации, формирует фонд с т а н д а р ­
тов.
Таким образом, д л я повышения качества продукции необ­
ходимо соверш енствовать технологию производства и органи­
зацию труда, привести в действие все имеющиеся на предпри­
ятии резервы. Опыт работы передовых фанерны х предприятий,
на которых внедряется или у ж е внедрена КС У КП , п о казы ­
вает, что повы ш ается технологическая и производственная
дисциплина, у л учш ается ритмичность работы, сн и ж ается коли­
чество ж а л о б и претензий со стороны потребителей, зн ач и ­
тельно со к ращ аю тся потери от б р а к а и улучш аю тся технико­
экономические п о казател и работы предприятий.
Аттестация качества продукции (А К П ). Вся промы ш ленная
продукция аттестуется по качеству. Основные зад ач и а т те ста­
ции качества продукции:
1. Увеличение объемов производства продукции, соответ­
ствующей лучшим отечественным и зару б еж ны м об р азц ам или
превосходящей их, д л я полного удовлетворения потребностей
народного хозяйства и населения страны.
2. Р асш ирение производства прогрессивных конкурентоспо­
собных машин, оборудования, приборов, материалов и др.
3. Ускорение модернизации или снятия с производства
устаревш ей продукции.
Аттестация продукции проводится Государственными а тте ­
стационными комиссиями по трем категориям качества: вы с­
шей, первой и второй. К промышленной продукции высшей к а ­
тегории качества относится продукция, на которую выдано
свидетельство о присвоении государственного З н а к а качества;
к промышленной продукции первой категории качества отно­
сится продукция, котор ая по своим п о казател ям соответствует
современным требованиям стандартов (ТУ) и удовлетворяет
потребности народного хозяйства и населения страны; к про­
мышленной продукции второй категории качества относится
продукция, которая по своим показател ям не соответствует
современным требованиям народного хозяйства и населения
страны, морально у старел а и подлеж ит модернизации или сн я­
тию с производства. С рок модернизации или снятия этой про­
дукции с производства уста н а вл и в ает министерство-изготови­
тель по согласованию с министерством-заказчиком и Г оспла­
ном С СС Р.
306
По данны м Ц ентрального научно-исследовательского ин­
ститута фанеры ( Ц Н И И Ф ) , который является базовой о рган и ­
зацией по стандарти зац и и и управлению качеством фанерной
продукции, практически вся ф ан ер н ая продукция (по данны м
1980 г.) выпускается первой категории качества, а более 15 ее
видов — с государственным Зн аком качества.
Контрольные
1.
2.
3.
4.
5.
вопросы
Требования, предъявляемые к организации планировки оборудования.
Требования, предъявляемые к охране окруж аю щ ей среды.
Что такое стандарт (дать определение)?
Виды и категории стандартов.
Что такое управление качеством продукции?
П РЕДМЕТНЫ Й УКАЗАТЕЛЬ
Ванчес 193
Варочный бассейн 87
Водостойкость фанеры 47
Вставка 6 6 , 187
Высотомер 131
Грань нож а задняя 51, 116
------- передняя 51, 116
Грань прижимной линейки задняя
117
----------- передняя 117, 118
Д ож д ев ан и е фанерного сырья 35
Д олущ ивание 145
Залом шпона к сушилке 161
Карандаш 142
Клей 39
— карбамидоформальдегидны й 9, 10,
41
— синтетический 9, 40
— фенолформальдегидный 9, 10, 41
Кноль 203
Косина листа 11
Л езвие нож а 51, 116
Л ента гуммированная 176
Линейка прижимная 59, 117
Лущ ение чурака 116
Наклономер 134
Нанесение клея 216
Н ож лущильный 58, 116
Ножницы гильотинные 175
— для резки шпона 137
Обжим шпона 117
Обрезка фанеры 257
Обработка гидротермическая 85
Окорка кряж а или чурака 90
Отструг 202
Оцилиндровка чурака 148
Пакет листового материала 25
Пластик древесный слоистый 16
Пленка бакелитовая 11
Плита древесноструж ечная 20
Плита столярная 15
Плита фанерная 14
П одпрессовка пакета 228
Починка шпона 187
Пресс клеильный 236, 249
— узкоплитный 185
Пропитка шпона 78, 283
Просечка 64, 190
Прочность склеивания продукции 47
Разделка фанерного сырья 100
Ребросклеивание шпона 174
Р еж им лущения 116
— прессования древесного слоистого
пластика 286
— склеивания 29, 82
— сушки шпона 75, 285
Р убка ленты шпона 137
Склеивание шпона на ус 186, 192
Станок клеенаносящ ий 217
— кромкофуговальный 174
— круглопильный 1 0 0
— лущильный 118
— окорочный 91
— ребросклеивающий 176
Станок усовочный 184
— форматно-обрезной 258
— шлифовальный 263
— шпонопочиночный 189
— шпонострогальный 199
Сортировка шпона или фанеры 170.
269
Строгание бруса или ванчеса 198
Сушилка камерная 155
— конвейерная 222, 273
— ленточная 166
— радиационно-сопловая 160
— роликовая 155
Сушка шпона 154
Угол задний 51, 133
— заточки нож а 51
— заточки прижимной линейки 59
— резания 51
Упрессовка пакета 233, 274, 286
Усование шпона или фанеры 183, 192
Усушка шпона 76
Фанера 3, 9
— авиационная 1 1
— бакелизированная 1 2
— больш еформатная 6
— декоративная 13
— для экспорта 1 0
Чурак фанерный 31
Центровка чурака 123, 144
Ш ероховатость поверхности 10, 12
Ш пон лущеный или строганый 72,
116, 142, 193
— кусковой 142, 174
— форматный 143, 174
Ш пон-рванина 143
ОГЛАВЛЕНИЕ
В веден ие
1.
..........................................................................................................................................
3
Общие вопросы организации и технологии фанерного производства
5
1.1. Виды и типы п р о и з в о д с т в а ............................................................................. 5
1.2. Концентрация и специализация п р о и з в о д с т в а .........................................5
1.3. Рациональное и комплексное использование древесного сырья .
8
1.4. Виды фанеры и другой слоистой продукции. Область применения
9
1.5. Основные принципы композиции ф а н е р ы ................................................... 24
1.6. Физико-механические свойства фанеры и других видов клееных
м а т е р и а л о в .............................................................................................................................27
1.7. Древесное сырье и его характеристика. Склады для хранения
сырья. О борудование с к л а д о в ............................................................................:
30
1.8. Клеи и процесс с к л е и в а н и я ............................................................................. 39
2. Основы теории резания д р е в е с и н ы .......................................................................... 49
2.1. Краткие сведения о свойствах д р е в е с и н ы ...............................................49
2.2. Способы и виды резания д р е в е с и н ы .......................................................... 51
2.3. Режимы резания древесины и основные технологические расчеты
52
3.
Режущ ий и н с т р у м е н т ........................................................................................................ 57
3.1. Н ожи и прижимные линейки для лущильных и ш понострогаль­
ных станков и н о ж н и ц ................................................................................................ 58
3.2. Пилы для круглопильных и ленточнопильных станков, горизон­
тальных рам. Пильные ц е п и .......................................................................................60
3.3. Инструмент для шпонопочиночных станков и других видов о б о ­
рудования ...............................................................................................................................64
3.4. Абразивные материалы и и н с т р у м е н т ы .....................................................67
4. Основы гидротермической и пьезотермической обработки древесины
4.1. Виды и назначение гидротермической обработка древесины .
4.2. Виды и назначение пьезотермической обработки древесины .
.
.
.
70
70
79
5. Технология и оборудование для подготовки сырья к лущению . . . .
85
5.1. Гидротермическая обработка древесины и применяемое о б о р у д о ­
вание
..........................................................................................................85
5.2. Окорка сырья и применяемое о б о р у д о в а н и е ......................................... 90
5.3. Разделка кряжей на чураки и применяемое оборудование . . . ЮС
5.4. Организация рабочих мест на участке подготовки сырья к лущ е­
нию
.......................................................................................................................................... 1 1 0
5.5. Переработка древесной к о р ы ........................................................................... 113
6
. Технология производства лущ еного и строганого ш п о н а ............................116
6.1. Л ущ ение чураков, применяемое оборудование иего наладка .
.116
6.2. Рубка ленты шпона на форматные листы, укладка шпона и при­
меняемое оборудование .
................................................................................. 137
6.3. Вы ход шпона из сырья и пути его у в е л и ч е н и я ...................................142
6.4. Пути повышения производительности линии лущения — рубки . 146
6.5. Организация рабочих мест на операциях лущения — рубки шпона 150
6 .6 . Сушка
шпона и применяемое о б о р у д о в а н и е ......................................... 154
6.7. Сортировка ш п о н а ..................................................................................................170
311
6.8.
Организация рабочих
мест на участке сушки — сортировки
ш пона............................................................................................................................................172
6.9. Ребросклеивание шпона и применяемое оборудование . . . . 1 7 4
6.10. Склеивание шпона по длине и применяемое оборудование . . 183
6.11. Починка шпона и применяемое о б о р у д о в а н и е .............................187
6.12. Организация рабочих мест на ребросклеивающ их и шпонопочи­
ночных с т а н к а х ...............................................................................................................191
6.13. П роизводство строганого шпона и применяемое оборудование 193
7.
Технология производства ф а н е р ы .........................................................................207
7.1. Технология и оборудование производства синтетических смол
и клеев
......................................................................................................................... 207
7.2. Нанесение клея на шпон, сборка пакетов п применяемое о б о р у д о ­
вание ......................................................................................................................................216
7.3. Склеивание фанеры и применяемое о б о р у д о в а н и е ..........................230
7.4. Организация рабочих мест при склеивании ф а н е р ы ........................ 254
7.5. О брезка фанеры и применяемое о б о р у д о в а н и е ............................ 257
7.6. Ш лифование и отделка фанеры и применяемое оборудование
. 262
7.7. Организация рабочих мест на операциях обрезки и ш лифова­
ния ф а н е р ы .......................................................................................................................268
8.
Технология производства клееных материалов и п л и т ............................. 272
8.1. П роизводство бакелизированной фанеры и применяемое о б о р у ­
дование
........................................................................................................................... 272
8.2. П роизводство декоративной фанеры и применяемое оборудование 276
8.3. Основы производства гнутоклееных и плоскоклееных заготовок
из шпона и фанерных т р у б ................................................................................. :
278
8.4. П роизводство древесных слоистых пластиков и применяемое о б о ­
рудование ........................................................................................................................... 283
8.5. П роизводство древесной пресс-массы, цельнопрессованных д е т а ­
лей и применяемое оборудование ........................................................................ 292
8.6. Основы производства древесноструж ечны х п л и т ..........................296
9. Проектирование фанерных предприятий. Стандартизация и управление
качеством п р о д у к ц и и ........................................................................................................... 298
9.1. Основы п р о е к т и р о в а н и я ........................................................................................ 298
9.2. О храна окружающ ей с р е д ы ...............................................................................301
9.3. Основы стандартизации иуправления к а ч е с т в о м .................................303
Список л и т е р а т у р ы ................................................................................................................. 308
Предметный у к а з а т е л ь ....................................................................................................... 310