Мазяр И. П. - Текстильный институт ИВГПУ
реклама

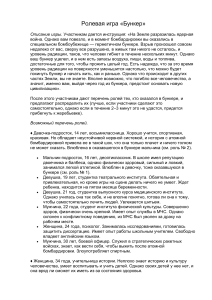
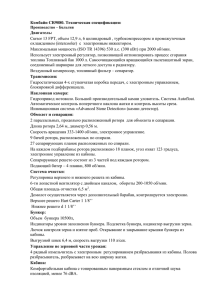
УДК 677.021.178.001.5 УПЛОТНЕНИЕ ВОЛОКНИСТОЙ МАССЫ В БУНКЕРАХ БЧМ И. П. МАЗЯР, В. Д. ФРОЛОВ, В. А МЕШКОВ (Ивановский ордена Трудового Красного Знамени научно-исследовательский институт хлопчатобумажной промышленности, Ивановский ордена Трудового Красного Знамени текстильный институт им. М. В. Фрунзе) Одним из факторов, влияющих на эффективность работы бункеров, является степень однородности волокнистой массы и распределение ее по высоте. Неоднородности возникают в процессе загрузки волокном при кратковременных или длительных остановах питания, а также под действием силы тяжести деформируемого волокнистого столба и динамического напора воздуха в сочетании со скоростью движения аэросмеси. Определим условия, обеспечивающие минимальное уплотнение волокнистого слоя по высоте бункера. При движении материала в бункере имеются несколько зон с различными условиями деформирования [1, 2]. Для первой зоны характерно низкое давление волокна на стенки бункера, создающее малое трение материала о стенки. Давление вышерасположенных слоев передается на нижеследующие, обусловливая линейный характер зависимости давления от высоты сформированного слоя в бункере: где ρ −плотность волокна, г/см3; g − ускорение силы тяжести, см/с2; h −текущая высота слоя, см. Для второй зоны трение слоев волокна о стенки становится существенным, и часть давления передается на стенки бункера, что приводит к нарушению зависимости (1). Третья зона характеризуется давлением на волокнистый слой, полностью перераспределяющимся на стенки. В пределах этой зоны давление на стенки не зависит от высоты. Для четвертой зоны становится существенным влияние захватывающей способности выводных валиков бункера, степени уплотнения волокна в бункере, разводки между валиками и расстояния, на котором начинается разрушение сформированного слоя. Различные условия деформирования слоев волокна в бункере требуют рассмотрения каждой зоны отдельно. Границы между первой, второй и третьей зонами могут быть определены с помощью формул Янсена [3] для вычисления давления Pz материала в осевом направлении, то есть по ходу движения: где b − глубина бункера, см; f1 − коэффициент трения волокнистого слоя о стенки; K − коэффициент уплотнения материала [4]; Здесь β − угол внутреннего трения при неизменной влажности волокна. Формула (2) получена из рассмотрения баланса сил, действующих на слои материала. В бункере действует одна объемная сила: сила тяжести и силовое взаимодействие между воздухом и волокном, поэтому в (2) вместо силы тяжести ρg должна входить сумма объемных сил, действующих на материал. Такая замена влияет на величину осевого давления и на протяжении выделенной зоны не изменяется. Эти силы оцениваются по величине безразмерного комплекса, входящего в формулу Янсена [2], Подставляя (4) в (2) и преобразуя уравнение Янсена в безразмерный вид, получаем При Ja << 1 давление волокнистого столба внутри бункера в осевом направлении можно № 6 (204) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1991 определить по формуле (1). Этот результат получается после разложения ехр (−Ja) в ряд Тейлора с сохранением первых двух членов ряда. Если 4f1K < bh при замене ехр (−Ja) тремя первыми членами 1 ряда Тейлора с оценкой ε < ( ) Ja 3, получаем: 3! При Ja = 1 реализуется вторая зона деформирования столба, а при Ja >> 1 экспонента в правой части (5) становится несущественной по сравнению с единицей и (2) принимает вид где b = const (глубина бункера). Давление столба в осевом направлении не зависит от высоты и определяется по этой формуле. Формула (2) не охватывает четвертую зону и не может быть использована для выделения границы между третьей и четвертой зонами. Высота бункера 220 см позволяет произвести разграничение на четыре зоны деформирования материала, однако, уплотнение его в каждой зоне неравномерное. Для первой зоны влияние стенок на напряженное состояние материала незначительно и может не учитываться при определении деформации. В данном случае уплотненность слоя измеряется не шириной бункера, а высотой. Предельно допустимое отношение h / b = 10...15, при котором отсутствует неравномерная усадка слоя На отношение h / b влияют вес, разрыхленность клочков, пучков и скоплений волокон, состав смеси и т. д. Чем мельче и легче клочки и пучки волокон, тем меньше угол внутреннего трения р=3...5°: Величина f1 изменяется от нуля до величины коэффициента внутреннего трения, так как при отсутствии скольжения по поверхности стенки начинается скольжение (сдвиг) клочков и пучков волокон относительно друг друга. При β = 0 и f1 = 0,254 (трение хлопок о хлопок) величина (h / b) ≤ 10. Следовательно, на высоте 10...15 см (верхний слой − первая стадия) усадка продукта равномерная Снижение f1 позволяет уменьшить неравномерность уплотнения слоя и увеличить предельное значение отклонения в 15…20 раз. Для второй зоны характерно изменение объемной деформации слоя по высоте, что связано с трением между частицами слоя и стенкой, увеличением сцепления и контактов внутри массы волокна и ликвидацией воздушных пространств. Давление вышележащих слоев больше передается на нижележащие и меньше на стенки, что вызывает неравномерность уплотнения. В третьей зоне деформации малы и необратимые изменения волокнистого столба подчиняются закону Гука. Перемещение материала характеризуется уравнением [5]: где U − вектор малых перемещений материала при отсутствии внешних сил; δ − коэффициент Пуассона; Е − модуль Юнга; f − вектор массовых сил, действующих на столб волокна. В четвертой зоне (25...30 см), то есть ближе к выводным валикам, наблюдается нарушение однородности уплотнения ввиду действия захватывающих валиков. Пульсирующий захват материала из ранее сформированного слоя сопровождается неустойчивым движением и статически неопределим. Кроме того, захват волокна валиками зависит от диаметра, коэффициента рифления, разводки, усилия прижатия и привода их в движение. Наличие подвижной стенки в этой части бункера для регулирования линейной плотности слоя волокна, поступающего на питающий столик чесальных машин, влияет на уплотнение продукта и появление сдвигающих сил, направленных под разным углом трения о стенку бункера, что отсутствует при неподвижной стенке. За короткие промежутки времени происходит перераспределение усилий и лишь, затем устанавливается равномерное движение. На рис. 1 показано распределение хлопковой массы 1 и кварцевого песка 2 по высоте бункера. Под действием нарастающей нагрузки в верхней части бункера (прямоточного) объемный вес слоя хлопка линейно возрастает, а потом приближается к кривой насыщения [6]. В случае применения кварцевого песка процесс насыщения его в бункере приближается к кривой для хлопка, но при более высоких давлениях. По характеру кривые насыщения идентичны и разница между ними объясняется № 6 (204) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1991 отличием в удельном весе транспортируемого материала, его состоянии, крупности частиц, формы и т. д. ВЫВОДЫ Наличие различных зон деформирования волокнистого столба в бункере, в которых отсутствуют неоднородности по плотности уплотнения, можно принять за основу разработки конструкции прямоточных бункеров типа БЧМ. ЛИТЕРАТУРА 1. Севостьянов А. Г., Корастышевский А. М. Бункерный питатель с повышенной выравнивающей способностью / Текстильная промышленность. − 1983, № 10. 2. Хавкин В. П. Автоматический контроль и регулирование развеса текстильных материалов. − М.: Легкая индустрия, 1975. 3. Мива С. Принудительное течение сыпучих тел // Фунтай То Кочё. − 1979. Т. 11, п. 12. 4. Дженике Э. В. Складирование и выпуск сыпучих материалов. − М.: Мир, 1968. 5. Пипер К. Исследование силовых нагрузок на моделях/ Тр. америк. об-ва. инж.-мех. Сер. В // Конструирование и технология машиностроения. − l969. Т. 91, № 2. С. 80. 6. Севостьянов А. Г., Аникин В. С., Сперанский В. И. Бункерный питатель для волокнистого материала − объект автоматического управления / Текстильная промышленность. −1968, № 11. Рекомендована кафедрой механической технологии текстильных материалов. ИвТИ. Поступила 07.06.91. ___________ № 6 (204) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1991