Циркуляционные технологические схемы химической
реклама

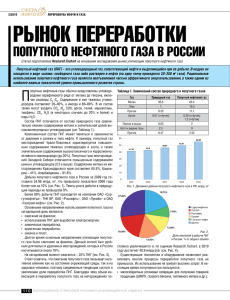
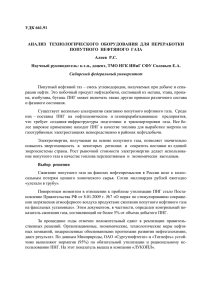
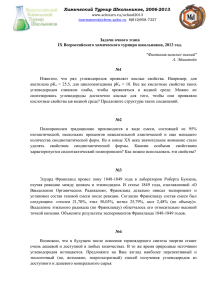
А. А. Новиков и др. Циркуляционные технологические схемы химической переработки попутного нефтяного газа ВЕСТНИК ЮГОРСКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА 2012 г. Выпуск 3 (26). С. 45–49 УДК 552.578.2.061.3 ЦИРКУЛЯЦИОННЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ХИМИЧЕСКОЙ ПЕРЕРАБОТКИ ПОПУТНОГО НЕФТЯНОГО ГАЗА А. А. Новиков, И. М. Федяева, Л. Т. Мариамидзе Технология GTL (Gas to Liquids) получения синтетической нефти из попутных нефтяных газов (ПНГ) представляет собой последовательные процессы конверсии легких углеводородов с получением синтез-газа – смеси (СО, СО2, Н2) и синтеза углеводородов из синтез-газа. Широко обсуждаемая проблема утилизации ПНГ с использованием технологий GTL, тем не менее, далека от разрешения, что связано, в основном, с низкой селективностью традиционных технологических схем GTL. Актуальной поэтому становится проблема повышения технологической и экономической эффективности этих технологий. Решение этой проблемы осуществляется за счет разработки и внедрения новых катализаторов и совершенствования конструкции реакторных устройств. Вместе с тем, все большее развитие и практическое применение находит метод физико-химического моделирования процессов с реализацией его результатов в виде многофункциональных компьютерных комплексов, которые позволяют проводить оптимизацию и прогнозирование условий проведения промышленных процессов, оценивать эффективность катализаторов и новых технологических решений [1, 2]. Подобные компьютерные комплексы – чрезвычайно наукоемкие продукты, блочная структура которых формируется для конкретного процесса, базируется на знании его теоретических, физико-химических и технологических основ и в целом соответствует этапной схеме моделирования химико-технологических процессов. Их создание связано с необходимостью проведения термодинамического, кинетического анализа, создания и модификации на этой основе физико-химических моделей процессов [3]. Целью настоящей работы явилось повышение эффективности процессов GTL посредством их комплексного физико-химического изучения и моделирования процесса. Для достижения поставленной цели необходимо решение следующих задач. 1. Этапный физико-химический анализ процессов конверсии углеводородных газов и синтеза углеводородов, включающий: термодинамический анализ процессов получения синтез-газа и продуктов на его основе, определение предельной производительности процессов; кинетический анализ процессов конверсии углеводородных газов и синтеза и углеводородов, выбор адекватных кинетических моделей и оценка кинетических параметров; макрокинетический анализ и формирование математических моделей реакторных устройств. 2. Формирование на основе результатов этапного физико-химического анализа многофункциональных компьютерных комплексов для исследования, оптимизации и прогнозирования процессов GTL. 3. Повышение эффективности и оптимизация процессов GTL: анализ и оптимизация условий проведения процессов; выработка оптимальной стратегии изменения условий с учетом динамики изменения характеристик попутного нефтяного газа; прогнозирование эффективности новых технологических решений. Конверсия природного газа Уравнения для расчета стандартных констант равновесия реакций конверсии метана, этана и монооксида углерода подбирались с учетом неидеальности смесей. С использовани45 Технологии и материалы ем полученных констант равновесия рассчитан равновесный состав реакционной смеси при различных условиях, проанализировано влияние добавок CO2 и C2H6 на глубину протекания процесса конверсии. Для описания кинетики реакции конверсии метана предлагается большое число различных уравнений. Из них для использования в иерархической математической модели процесса выбрано уравнение 3 PCO PH 1 2 k1 PCH PH O 1 K p PCH PH O 4 2 4 2 R , PH O P 2 3 2 H O k 2 PH k 3 PH 1 k 4 PH 2 2 2 2 представляющееся наиболее теоретически и экспериментально обоснованным. Влияние внутренней диффузии на скорость процесса конверсии учитывалось через степень использования внутренней поверхности зерна, работающего в изотермических условиях. Оценка гидродинамического режима в радиантных камерах печей конверсии показала, что газ движется в турбулентном режиме. Зависимость температуры и состава конвертируемого газа от длины реакционной трубы описывается системой дифференциальных уравнений, содержащих материальный и тепловой балансы конвертированного газа, тепловой баланс теплоносителя. На основе проведенного физико-химического моделирования, сформированных расчетных уравнений для процесса конверсии ПНГ и алгоритмов их совместного решения был сформирован компьютерный комплекс его анализа. Задача исследования и оптимизации процесса конверсии может быть сформулирована следующим образом: минимизировать содержание остаточного СН4 в синтез-газе при заданных соотношениях Н2/СО, составе и потоке ПНГ в условиях жестких ограничений по максимальной температуре стенки трубы и ресурсам топливного газа. Основные оптимизирующие факторы – количество Н2О и О2 в исходной смеси, температура и давление в реакторе. Синтез углеводородов Механизм образования углеводородов при гидрировании монооксида углерода определяется характером адсорбции молекул монооксида углерода и водорода, что связано с природой катализатора и условиями синтеза. Отсутствие надежных количественных данных о влиянии условий синтеза на механизм и кинетику образования углеводородов; неоднозначность представленных гипотез о механизме не позволяют в полной мере использовать возможности метода регулирования селективности синтеза при воздействии на его кинетику. Этим определяется необходимость проведения углубленного кинетического анализа образования углеводородов в реакции гидрирования СО. Образование углеводородов представляет комплекс последовательно-параллельных превращений, конкретная реализация каждого из которых определяется характером адсорбции молекул СО и Н2. Лимитирующей стадией реакции является образование промежуточного поверхностного комплекса. Рост цепи возможен путем внедрения молекулы СО по связи Ме – С (схема Пихлера и Шульца), либо, что менее вероятно, при взаимодействии промежуточных комплексов [C1] (конденсационно-дегидратационный механизм Андерсена и Эммета, рекомбинация метиленовых радикалов). 46 А. А. Новиков и др. Циркуляционные технологические схемы химической переработки попутного нефтяного газа Обрыв цепи с образованием углеводородов может осуществляться прямыми превращениями соответствующих промежуточных комплексов. Однако следует учитывать и вторичные превращения образующихся молекул. Значительный избыток водорода, поддерживаемый, как правило, в реакционных смесях при предположении о протекании поверхностных превращений в области Генри кинетики Ленгмюра, позволило интерпретировать зарождение, рост и обрыв углеводородной цепи как результат моно- и бимолекулярных взаимодействий исходной молекулы СО и комплексов на ее основе с учетом стационарности концентраций промежуточных поверхностных соединений. На основе представлений о механизме зарождения, роста и обрыва цепи в синтезе углеводородов из СО и Н2 [2] было проведено физико-химическое моделирование основных составляющих процесса GTL на основе попутного нефтяного газа. Для формирования физикохимической модели слоя катализатора использована модель идеального вытеснения, описывающая турбулентный поток в зернистом слое катализатора и включающая уравнения материального и теплового баланса. Разработанные модели, методики и алгоритмы расчета реакторного блока синтеза углеводородов были сведены в компьютерный комплекс, моделирующий работу реактора синтеза углеводородов. Его использование позволило решить на начальных этапах исследования проблему оперативной коррекции параметров кинетической модели синтеза углеводородов. Оптимизация работы реактора синтеза углеводородов сводилась к определению технологических параметров, при которых удельный выход жидких углеводородов максимален. Совместное исследование конверсии ПНГ и синтеза углеводородов Химико-технологическая схема GTL состоит из последовательных процессов конверсии попутного нефтяного газа и синтеза углеводородов. Аналогичным образом будут взаимодействовать соответствующие расчетные модули. Критерий оптимальности в этом случае – выход жидких углеводородов на 1 м3 попутного газа. Реализация проточной схемы, по результатам предварительных расчетов, позволяет получить до 0,350 кг жидких углеводородов из 1 м3 попутного газа. Однако процесс сопровождается выделением большого количества газообразных углеводородов, что существенно снижает эффективность процесса GTL по целевому продукту – жидким углеводородам. В связи с этим был проведен анализ эффективности циркуляционной схемы процесса GTL, в котором часть газообразного продукта стадии синтеза углеводородов направляется на смешение с входным потоком попутного нефтяного газа. Циркуляционный поток определялся задаваемым коэффициентом циркуляции Кц – отношением циркуляционного и входного потока. Проточно-циркуляционная схема GTL в целом рассчитывается методом простых итераций. В расчетах в качестве исходного ПНГ использовались типовые составы «жирного», «среднего» и «легкого» ПНГ с плотностью 1,240; 1,080; 0,917 кг/м3, соответственно. При каждом фиксированном значении Кц рассчитывались оптимальные количества Н2О и О2 в смеси на входе в печь конверсии, соответствующие максимальному выходу жидких продуктов процесса образования углеводородов в данных условиях. Основные результаты расчета приведены на рис.1–3. Точки на графиках, при Кц = 0 соответствуют проточной схеме. 47 Технологии и материалы Рисунок 1. Зависимость удельной производительности по жидким углеводородам процесса GTL от интенсивности циркуляции В соответствии с полученными результатами (рис. 1), применение принципа циркуляции к двухстадийной технологической схеме процесса GTL позволяет увеличить выход жидких углеводородных продуктов с 0,300 до 0,530 кг/м3 для «легкого» ПНГ и с 0,380 до 0,620 кг/м3 «жирного» ПНГ. Динамика изменения оптимального количества Н2О и О2 в смеси на входе в печь конверсии приведена на рис. 2 и 3, соответственно. Рисунок 2. Оптимальное количество водяного пара при различной интенсивности циркуляции, кг/м3 ПНГ 48 А. А. Новиков и др. Циркуляционные технологические схемы химической переработки попутного нефтяного газа Рисунок 3. Оптимальное количество кислорода, м3/м3 ПНГ Таким образом, использование циркуляционных технологических схем классических процессов GTL существенно повышает их селективность по целевому продукту и, следовательно, технологическую и экономическую привлекательность при использовании их для утилизации попутных нефтяных газов [4, 5]. Дополнительным резервом повышения эффективности может послужить оптимизация технологических параметров, учитывающая динамику изменения потока и состава ПНГ. Созданные на основе проведенных исследований модульные компьютерные комплексы позволяют: использовать их в технологическом проектировании вновь создаваемых производств; прогнозировать эффективность процессов GTL и решать задачи долговременного оптимального планирования технологического режима и управления реакторными блоками; оперативно решать разнообразные технологические задачи анализа и оптимизации действующих технологий GTL. ЛИТЕРАТУРА 1. 2. 3. 4. 5. Кравцов, А. В. Разработка научных основ, моделирование и оптимизация технологии переработки горючих ископаемых [Текст] / А. В. Кравцов [и др.] // Известия ТПУ. – Т. 303 (1). – Томск : Изд-во ТПУ, 2000. – С. 189–208. Кравцов, А. В. Компьютерный анализ технологических процессов [Текст] / А. В. Кравцов, А. А. Новиков, П. И. Коваль. – Новосибирск : Наука, Сиб. предприятие РАН, 1998. – 216 с. Новиков, А. А. Прикладная кинетика процессов на основе синтез-газа [Текст] / А. А. Новиков. – Томск : Изд. Томского ун-та, 2001. – 156 с. Новиков, А. А. Анализ эффективности переработки попутного нефтяного газа при промысловом транспорте скважинной продукции [Текст] / А. А. Новиков, Н. В. Чухарева // Нефтегазовые технологии. – 2007. – № 1. – С. 2–5. Нагиев, М. Ф. Химическая рециркуляция [Текст] / М. Ф. Нагиев. – М. : Наука, 1978. – 88 с. 49