Здесь - Global Retool Group GmbH
реклама

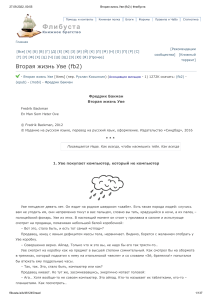
ЗАРУБЕЖНЫЙ ОПЫТ КОНФЛИКТ ПОКОЛЕНИЙ РЕШЕН Манфред Лерх (Manfred Lerch), MCU GmbH & Co. KG. Ч ем выше степень автоматизации, тем надежнее должен работать контроль технологического процесса. Контроль целостности инструмента, имеет в этом смысле безусловное право на существование, не только в недавно установленных центрах обработки. Основой является то, что контроль технологического процесса должен приспосабливаться к условиям реальности. Проект, который это демонстрирует - это две технологические линии большого немецкого производителя автомобилей. Компания Wema Vogtland отвечала за их переоборудование. Здесь речь шла об автоматической поточной линии с 15 позициями обработки для изготовления поворотных осей. Одной из особенностей являлось наличие централизованной системы управления. Но на отдельных позициях обработки были установлены разные поколения систем управления Siemens, к тому 48 Основное условие для интеграции мониторинга производственного процесса – это возможность коммуникации со всеми распространенными интерфейсами, такими как Profibus, Profinet, Modbus, ЧПУ. Однако при модернизации/переоборудовании часто используются разные поколения агрегатов. же с разными системами контроля состояния инструментов. В четыре позиции обработки были интегрированы четыре модуля для контроля состояния инструментов. Для Мартина Криста (Martin Christ), начальника отдела сбыта в компании Wema Vogtland, эта ситуация была не новой: «Наша основная сфера деятельности – это переоборудование. В отличие от капитального ремонта станков, то есть ремонта и замены запчастей, модификация, то есть модернизации с дооснащением станков новыми функциями, подразумевает переоборудование с адаптацией к новым процессам обработки. Следовательно, мы не Техническое Обслуживание и Ремонт № 4 ’ 2014 ремонтировали капитально станок, а разработали для новой детали новый процесс с новыми технологиями. Разные системы управления и технологического контроля при этом не редкость. Если станки не старые, в них интегрирована преимущественно одна система технологического контроля. Это касается, по крайней мере, оригинального оборудования. В таких случаях часто бывает выгодно придерживаться старых систем». Тем не менее, в начале реализации проекта в связи с требуемым временем цикла и наличием разных систем показалось рациональным заменить старые системы. К тому же интегрированные ранее системы ЗАРУБЕЖНЫЙ ОПЫТ Ɋɢɫ 1. ɑɚɫɬɨ ɢɫɩɨɥɶɡɭɸɬɫɹ ɪɚɡɧɵɟ ɩɨɤɨɥɟɧɢɹ ɫɢɫɬɟɦ ɭɩɪɚɜɥɟɧɢɹ. ɇɨ ɩɪɢ ɩɟɪɟɨɛɨɪɭɞɨɜɚɧɢɢ ɭɫɬɚɧɨɜɨɤ ɩɨɥɶɡɨɜɚɬɟɥɢ ɨɠɢɞɚɸɬ ɜɵɫɨɤɨɣ ɧɚɞɟɠɧɨɫɬɢ ɬɟɯɧɨɥɨɝɢɱɟɫɤɨɝɨ ɩɪɨɰɟɫɫɚ ɢ ɡɚɞɚɸɬ ɧɨɜɨɟ ɜɪɟɦɹ ɰɢɤɥɚ. контроля состояния инструментов были не в состоянии поддерживать связь с новой смешанной формой. Новые системы управления и контроля состояния инструментов были бы, правда, слишком дорогими. Поэтому в центры обработки были интегрированы два модуля Toolinspect от MCU. Почему и как было принято решение в пользу контроля состояния инструмента поколения I, объясняет Уве Шрётер (Uwe Schröter), управляющий директор MCU: «Мы провели совместные исследования с ведущими производителями систем управления, которые позволят нам устанавливать связь с системами управления, начиная с 1995 г. производства и до современных. Таким образом, мы полностью открыты для коммуницирования с новыми поколения на базе Linux, Windows или Android. Частично наши разработки можно использовать даже в системах управления разных производителей или в аналоговых системах». Применение контроля состояния инструментов поколения I было в этом случае достаточно, это означает, что система работает на базе Windows. Поколение II, которое применяется в многопозиционных станках с круглым делительным столом, предлагая стратегию контроля с 6 каналами, имеет, существенное преимущество: 6 позиций обработки можно контролировать с помощью только одного модуля. Это экономит затраты, так как здесь не нужны сенсоры. При использовании систем контроля состояния инструментов решение о том, какую технологию нужно интегрировать, является очень ответственным решением. Это касается, в первую очередь, переоборудования. В отличие от новых станков, которые можно заранее протестировать в сочетании с технологическим контролем, при переоборудовании почти не остается времени. Система должна быть интегрирована в ходе № 4 ’ 2014 переоборудования, функционирование должно быть обеспечено в течение кратчайшего времени. В этом случае система Toolinspect была готова к эксплуатации в течение одного дня. Причиной такого быстрого выполнения работ являются, разумеется, квалифицированные сотрудники. Проблема, когда данные, диаграммы или кривые неверно интерпретируются, достаточно хорошо известна Кристу и Шрётеру: «Часто бывает так, что проблема возникает в ночную смену. На следующий день ее, как ни странно, больше не существует. Теперь, когда Toolinspect внедрена в систему управления – для пользователя интерфейс становится простым в управлении». Еще одним важным аспектом были заданные нормы времени цикла. После изготовления здесь безупречно выполнялся автоматизированный роботизированный монтаж. Поэтому ни при каких обстоятельствах нельзя Техническое Обслуживание и Ремонт 49 ЗАРУБЕЖНЫЙ ОПЫТ Ɋɢɫ 2. Ɇɚɪɬɢɧ Ʉɪɢɫɬ ɢ ɍɜɟ ɒɪɺɬɟɪ: «ɏɨɬɹ Toolinspect – ɫɢɫɬɟɦɚ, ɤɨɬɨɪɚɹ ɨɱɟɧɶ ɝɥɭɛɨɤɨ ɜɧɟɞɪɹɟɬɫɹ ɜ ɭɩɪɚɜɥɟɧɢɟ, ɢɧɬɟɪɮɟɣɫ ɞɥɹ ɩɨɥɶɡɨɜɚɬɟɥɹ ɨɱɟɧɶ ɩɪɨɫɬɨɣ ɢ ɢɦɟɟɬ ɜɫɟɝɨ ɬɪɢ ɤɧɨɩɤɢ». допустить, чтобы сломанный инструмент оставался в этом конструктивном элементе. Кроме того, установка является высокопроизводительной. За 23 секунды обрабатываются два элемента. Поэтому время цикла TOOLINSPEKT. СИСТЕМА КОНТРОЛЯ ОТ MCU Модуль Toolinspect – это встроенная компьютерная система, которая как ведомая, интегрируется в систему полевой шины. Имеются разные цифровые интерфейсы для подключения к полевым шинам. Скорость считывания в реальном времени тоже разная, при том, что среднее значение 10 мс оправдало себя на практике. Система совместима с разными системами компьютерного числового программного управления от BoschRexroth, Fanuc, Heidenhain или Siemens. Данные привода считываются с приводной шины, передаются и анализируются по интерфейсу Profibus в модуль контроля технологических процессов и состояния инструментов Toolinspect. Преимущества: • алгоритм контроля с возможностью самооптимизации • простое управление с помощью функциональных кнопок • адаптивное регулирование процессов резания • лишь минимальные модификации для программы с ЧПУ • достаточно краткого инструктажа оператора станка 50 Техническое Обслуживание и Ремонт № 4 ’ 2014 устанавливается с двумя знаками после запятой. По этой причине технологический контроль ограничивается классическим объемом: сверление отверстия под резьбу и нарезка резьбы. Фрезерование не включено. Мартин Крист считает такое положение дел, с учетом всех заданных норм, достаточным: «В принципе мы рекомендуем клиенту, согласно нашему планированию, технологический контроль при необходимости. Какой именно вид будет использоваться, клиент в большинстве случаев решает сам». В этом проекте решение было принято быстро из-за смешанной формы. Правда, Уве Шрётер говорит об этом несколько отстраненно: «На практике это можно привести к общему знаменателю: в случае комплексных процессов и дорогих инструментов ставка делается на технологический контроль. При простых процессах и не дорогих инструментах он отодвигается на задний план».