022225 B1 022225 B1 (11) 022225
реклама
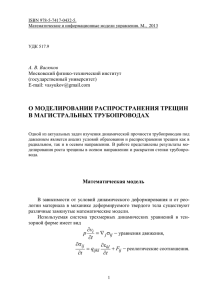
 022225")
Евразийское патентное ведомство (19) (11) 022225 (13) B1 (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ (45) Дата публикации и выдачи патента 2015.11.30 (21) (51) Int. Cl. B29C 53/78 (2006.01) F16L 11/24 (2006.01) Номер заявки 201290673 (22) Дата подачи заявки 2011.01.18 (54) ПОЛЫЙ ПРОФИЛЬ, ИСПОЛЬЗУЕМЫЙ ПРИ ИЗГОТОВЛЕНИИ ТРУБЫ B1 (72) Изобретатель: (74) Представитель: (57) Предложен полый профиль (1), используемый при изготовлении спиральновитой термопластичной трубы с двойной стенкой. Профиль имеет, по существу, прямоугольное поперечное сечение, две боковые стенки (5), наружную стенку (3) и внутреннюю стенку (4), которыми ограничена внутренняя полость (2). В профиле по изобретению стенка, предназначенная для формирования внутренней стенки (4) трубы, выполнена более толстой, чем стенка (3), предназначенная для формирования наружной стенки трубы. Внутренний радиус (7) закруглений, прилегающих к утолщенной стенке (4) профиля, существенно больше, чем радиус (6) двух других закруглений полости (2), а на внутренней поверхности стенки (4) выполнено ребро (8), ориентированное в продольном направлении профиля и проходящее, по существу, по всей его длине. Данное ребро находится на той стороне профиля, которая формирует внутреннюю сторону трубы. Сьёберг Свен, Вестман Кристиан (FI) Хмара М.В., Рыбаков В.М., Новоселова С.В., Дощечкина В.В., Липатова И.И. (RU) B1 022225 (56) JP-A-8192472 WO-A1-2004076903 022225 (31) 20105059 (32) 2010.01.22 (33) FI (43) 2012.12.28 (86) PCT/FI2011/050033 (87) WO 2011/089314 2011.07.28 (71)(73) Заявитель и патентовладелец: УПОНОР ИНФРА ОЙ (FI) 022225 Область техники, к которой относится изобретение Изобретение относится к термопластичным профилям и к способам их изготовления. Конкретно изобретение предлагает полый термопластичный профиль, имеющий, по существу, прямоугольное поперечное сечение и используемый при изготовлении спиральновитых термопластичных труб с двойной стенкой. Кроме того, описан способ изготовления данного профиля, а также способ изготовления таких труб из полых профилей. Предшествующий уровень техники При изготовлении имеющей двойную стенку термопластичной трубы типа трубы, известной под маркой Вехолайт (Weholite), полый профиль наматывают по спирали вокруг барабана (или другого подобного средства), отвечающего внутреннему диаметру трубы, причем соседние витки профиля сваривают друг с другом, в результате чего формируется цилиндрическая стенка трубы. Труба, изготовленная таким образом, имеет небольшой вес и проявляет хорошую кольцевую жесткость, сопоставимую с этим параметром для твердых труб, изготовленных с использованием такого же количества материала. За счет такой конструктивной особенности, как двойная стенка, труба получает дополнительные изолирующие свойства. Полый профиль, используемый при изготовлении обычной спиральновитой трубы, имеет, по существу, прямоугольное поперечное сечение. Как правило, все углы прямоугольника закруглены, радиусы такого закругления одинаковы, а стенки полого профиля имеют примерно одинаковую толщину. Чтобы после сварки получить трубу со стенкой равномерной толщины, соединенные между собой стенки профиля должны иметь прямолинейный характер и одинаковую высоту, т.е. соответствующее поперечное сечение автоматически приобретает форму прямоугольника. Для сведения расхода материала к минимуму отверстие, выполненное в профиле, должно воспроизводить контур наружного поперечного сечения. Описанная выше конструкция стенки таких труб, в первую очередь предназначавшихся для транспортировки текучих средств без приложения давления, оказалась оптимальной в плане сопротивления внешним нагрузкам, таким как давление грунта, грунтовой воды и транспорта. Однако для приложений, связанных с повышением давления внутри трубы, эти трубы непригодны, поскольку увеличенное внутреннее давление может повредить их стенку. В международной заявке WO 2004/076903 предложен вариант описанной базовой конструкции, специально модифицированный для транспортирования текучих сред, находящихся под низким или средним давлением. Предложенное техническое решение представляет собой конструкцию полого профиля, в которой внутренний радиус закруглений, прилегающих к утолщенной стенке профиля, значительно больше радиуса двух наружных закруглений полости. Кроме того, толщина стенки полого профиля минимальна в ее средней части и постепенно увеличивается по мере приближения к двум боковым закруглениям профиля, прилегающим к данной стенке. Известный профиль обеспечивает улучшение прочности трубы в плане выдерживания внутреннего давления, но в таком варианте пики напряжения в материале приходятся на зоны, которые неоптимальны с точки зрения изготовления трубы и ее долговременного использования. Конкретно, такие пики располагаются у середины внутренней стенки и в зоне сварных швов между витками профиля. Само по себе это не создает проблемы, однако, сварной шов всегда нарушает непрерывность материала, и, с учетом так называемого коэффициента влияния надреза, может проявиться вероятность повреждения и разрушения конструкции, в особенности под воздействием периодически повторяющихся переменных нагрузок. В типичном случае переменная нагрузка соотносится с вибрациями различного типа. Для труб переменная нагрузка может создаваться в результате изменений давления, происходящих как в течение относительно длительного периода времени, так и при быстрых изменениях, связанных, например, с прокачкой. Кроме того, сварные швы могут содержать небольшие трещины или примеси, которые могут послужить исходной точкой (зародышем) развития трещины в материале. По приведенным причинам основной принцип структурного проектирования заключается в выборе таких конфигураций и размеров конструкции, при которых точки (пики) концентрации напряжений оказываются вне любых неоднородностей конструкции. Такой подход может столкнуться с проблемами, поскольку приходится одновременно принимать во внимание, в частности, свойства примененного материала, эксплуатационную пригодность конструкции и вес конечного продукта. Однако, когда для изготовления труб используют эластичные материалы, некоторая часть напряжений, возникающих вокруг зародышей трещин, гасится за счет эластичности материала, т.е. такие трубы менее подвержены образованию распространяющихся трещин, способствующих разрушению конструкции. В любом случае, причем независимо от свойств примененного материала, предпочтительней спроектировать конструкцию таким образом, чтобы в ней наивысшие напряжения создавались в зонах максимально упорядоченной структуры и однородности материала. -1- 022225 Сущность изобретения Задача, на решение которой направлено настоящее изобретение, состоит в разработке альтернативной конструкции профиля, которую можно использовать для формирования стенок спиральновитых труб, предназначенных для переноса текучих средств под нормальным давлением, а также под давлениями, достигающими примерно 2×105 Па или даже 3×105 Па. В соответствии с изобретением создан полый профиль, имеющий, по существу, прямоугольное поперечное сечение, причем полость профиля на его стороне, формирующей внутреннюю сторону трубы, снабжена ребром, ориентированным в продольном направлении профиля и проходящим, по существу, по всей длине профиля. Таким образом, нижняя внутренняя сторона прямоугольного поперечного сечения профиля имеет выступ, который направлен, по существу, к центру прямоугольника. В боковом направлении ребро занимает менее 50% общей ширины профиля. Профиль такого типа можно получить, экструдируя материал через профилирующий инструмент, представляющий собой экструзионную головку с вкладышем. Эти компоненты имеют кольцеобразное поперечное сечение, причем наружное поперечное сечение профиля и его внутреннее поперечное сечение (т.е. форма поперечного сечения полости) задаются соответственно внутренней конфигурацией головки и наружным поперечным сечением вкладыша. Вкладыш содержит канавку, размеры которой отвечают размерам выступа, выполненного в полости профиля. По причинам, указанным выше, как наружное, так и внутреннее поперечные сечения профиля имеют форму прямоугольника. Трем другим стенкам полого профиля, не имеющим ребра, в предпочтительном варианте можно придать одинаковую толщину. В полом профиле по изобретению, предназначенном для изготовления трубы с внутренним диаметром 1200 мм, отношение минимальной толщины утолщенной стенки к толщине остальных стенок предпочтительно выбрать равным 120:77, а предпочтительное значение внутреннего радиуса закруглений, прилегающих к утолщенной стенке, составляет 24 мм. Применение настоящего изобретения обеспечивает существенные преимущества. Благодаря наличию ребра напряжения в полости по сравнению с известными профилями распределяются совершенно другим образом. В данном случае моделирование рабочих условий конструкции трубы показало, что максимальные пики напряжения приходятся на зоны, прилегающие к краям ребра, а уровень напряжений у сварного шва понижен. Это увеличивает прочность конструкции, находящейся под статической нагрузкой, а также повышает надежность и прочность конструкции при приложении переменной нагрузки. В предлагаемой конструкции максимальное напряжение приходится на тот участок материала, который получен путем непрерывной экструзии. В ходе этого процесса параметры и условия, связанные с изготовлением, можно удерживать на постоянном уровне, причем настолько близком к оптимальному, насколько это возможно. В результате полученный материал имеет однородную структуру и имеется возможность свести к минимуму его дефекты, которые могли бы сыграть роль зародыша трещины. Кроме того, участок максимального напряжения находится у полости профиля, что обеспечивает особую безопасность, поскольку в тех редких случаях, когда разрушается внутренняя стенка, наружная стенка остается неповрежденной и может выдерживать нагрузку достаточно долго, предотвращая вытекание материала, транспортируемого по трубе. Предусмотрена возможность выполнить сварку с получением гладкой внутренней поверхности трубы. Так можно обеспечить улучшенное сопротивление давлению, связанное с уменьшением влияния коэффициента влияния надреза в зоне сварного шва. Кроме того, в этом случае облегчается выполнение стыков и фитингов, поскольку соответствующие операции удобнее выполнять на гладкой поверхности. Предпочтительно использовать в рамках настоящего изобретения внутренние закругления, описанные в WO 2004/076903. Перечень чертежей Далее изобретение будет описано со ссылками на прилагаемые чертежи, где: на фиг. 1 в перспективном изображении, в разрезе схематично представлена секция трубы по одному из вариантов осуществления изобретения с указанием уровней напряжений, возникающих под нагрузкой; на фиг. 2 в разрезе показан фрагмент секции по фиг. 1; на фиг. 3 представлена секция трубы по одному из вариантов осуществления, выполненному с применением первого способа сварки; на фиг. 4 представлена секция трубы по варианту осуществления с применением другого способа сварки. -2- 022225 Сведения, подтверждающие возможность осуществления изобретения В качестве материала для полого профиля можно использовать пригодный для экструзии термопластик, например полиолефин (предпочтительно полиэтилен высокой плотности или полипропилен). Модифицируя его с помощью наполнителей и/или упрочняющих агентов, получают улучшенные свойства в плане сопротивления давлению, скомбинированные с улучшенными свойствами по кольцевой жесткости. Для систем, работающих под давлением, некоторые стандарты требуют выбирать марки полиэтилена с известными показателями стойкости к давлению. В настоящее время разрешены марки полиэтилена ПЭ80 или ПЭ100 (Европа и Азия), а также, например, ПЭ3408 (Северная Америка). Труба, рассматриваемая в данном описании в качестве примера, представляет собой типичный вариант, удовлетворяющий требованиям широкого круга потребителей и имеющий следующие заданные количественные характеристики: внутренний диаметр - до 1200 мм, максимальное давление - 2×105 Па и максимальное напряжение в конструкции стенки трубы - 5 МПа. На фиг. 1 показана, в разрезе, секция трубы, полученной из профиля по одному из вариантов осуществления изобретения. Шов между смежными профилями 1 виден плохо, он расположен в середине стенки между двумя полостями 2 профиля 1. Поперечное сечение профиля имеет прямоугольную форму с двумя более длинными стенками (наружная стенка 3 и внутренняя стенка 4) и двумя боковыми стенками 5, соединенными друг с другом с образованием трубы. Как можно видеть на чертеже, все стенки 3, 5 профиля имеют одинаковую толщину, а все углы полости 2 профиля закруглены. Например, для изготовления спиральновитой наклонной трубы с внутренним диаметром 1200 мм можно использовать полый профиль 1 этого типа, у которого в поперечном сечении наружная ширина и наружная высота составляют соответственно 93,8 и 75 мм. Использование полого профиля 1 по изобретению позволяет изготовить спиральновитую трубу, обладающую существенно улучшенным сопротивлением внутреннему давлению. У данного профиля стенка 4, предназначенная для формирования внутренней стенки спиральновитой трубы, гораздо толще других стенок 3 и 5, а радиус 7 закруглений полости 2, прилегающих к внутренней стенке 4, гораздо больше радиусов 6 двух других закруглений. Согласно одному из предпочтительных вариантов осуществления стенка 4 по всей своей ширине имеет неодинаковую толщину. Посередине внутренней поверхности стенки 4 выполнено ребро 8, выступающее в сторону внутреннего объема полости 2, причем размеры ребра выбраны таким образом, чтобы его ширина была меньше половины расстояния между внутренними сторонами боковых стенок 5 и меньше минимальной толщины стенки 4. Другими словами, расстояние между поверхностью стенки, обращенной к внутреннему объему трубы, меньше удвоенного минимального диаметра внутренней стенки 4. В поперечном сечении ребру 8 придан плавно закругленный контур, переходящий в стенку 4, тем самым сводя к минимуму коэффициент влияния надреза. Посередине между этим ребром и каждой из боковых стенок 5 толщина стенки минимальна, причем она постепенно увеличивается по мере приближения к двум закруглениям полого профиля, прилегающим к боковым стенкам 5. Таким образом, у утолщенной стенки 4 полость профиля 1 в поперечном сечении имеет приблизительно волнообразный характер. Для изготовления спиральновитой трубы с внутренним диаметром 1200 мм минимальную толщину стенки 4 можно выбрать равной 12 мм, а стенкам 3, 5 профиля 1 придать толщину 7,7 мм. Наименьшее значение радиуса 7 закруглений полого пространства 2, прилегающих к стенке 4, выбрано равным 24 мм. С целью сопоставления с полыми профилями по WO 2004/076903 был проведен анализ секции трубы по изобретению с использованием испытаний под давлением и расчетов на основе метода конечных элементов. Полученные таким образом уровни напряжений показаны на фиг. 1 и 2 линиями различного вида. Максимальные напряжения, возникающие под воздействием внутреннего давления, проявляются на внутренней стенке 4 у ребра 8. На фиг. 2 эта зона обозначена, как 9. Напряжение на участке сварного шва, обозначенном, как 10 (см. фиг. 1), в соответствии с основной целью изобретения оказалось пониженным до 5 МПа. Напряжение, отвечающее максимальному уровню, выведено из всей зоны сварки. Изучение наружной поверхности секции трубы показало, что уровни напряжения у зоны сварки (на участках 11, 12) понижены, а площадь 13 распределения напряжения, приходящегося на внутреннюю зону сваренной разделительной стенки 5, 5, увеличена, т.е. напряжение в каждой отдельной точке понижено. Из полученных результатов следует, что посредством полого профиля по изобретению достигнуто существенное улучшение свойств трубы, связанных с сопротивлением давлению. На фиг. 3 и 4 представлены две секции трубы разного типа, полученные с использованием профиля по изобретению. Необходимо отметить, что обычно трубу изготавливают не из секций, а в виде цельного объекта, и в данном случае эти секции приведены только с иллюстративными целями. Шов 14, показанный на фиг. 3, выполнен обычным методом, применяемым для изготовления труб данного типа. При этом у шва 14 образуются две параллельные канавки 15 (по одной на каждой стороне шва). Сами по себе, канавки являются самым слабым местом стенки, поскольку при приложении к ней давления на них образуется пик напряжения. Однако при правильном выборе размеров трубы такие канавки опасности не представляют. Более предпочтительный вариант осуществления представлен на фиг. 4. В этом варианте одна из особенностей, общая с секцией по фиг. 3, заключается в том, что профили -3- 022225 сваривают друг с другом только частично, а именно у внутренней и наружной поверхностей изготавливаемой трубы. В заваривании шва на всю глубину нет необходимости, поскольку напряжения распределяются на поверхностях конструкции или около них. Сварной шов, показанный на фиг. 4, выполнен плоским по всей зоне 16 сварки, обеспечивая наличие гладкой однородной поверхности. Это становится возможным вследствие того, что присутствие ребра индуцирует изменение распределения напряжений. Гладкие сварные швы обеспечивают возможность формирования пиков напряжения не у наружной стенки профиля, где давление максимально, а у его внутренней стенки рядом с ребром 8. Наличие гладкой поверхности облегчает установку на трубу различных фитингов и выполнение стыков. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Полый профиль (1), используемый при изготовлении спиральновитой термопластичной трубы с двойной стенкой и имеющий, по существу, прямоугольное поперечное сечение, две боковые стенки (5), наружную стенку (3) и внутреннюю стенку (4), ограничивающие внутреннюю полость (2) профиля с закруглениями в углах, причем стенка, которая предназначена для формирования внутренней стенки (4) трубы, выполнена более толстой, чем стенка (3) полого профиля, предназначенная для формирования наружной стенки (3) трубы, отличающийся тем, что внутренний радиус (7) закруглений, прилегающих к утолщенной стенке (4) полого профиля, существенно больше, чем радиус (6) двух других закруглений полости (2), а на внутренней поверхности более толстой стенки (4) имеется ребро (8), выступающее в полость профиля на стороне профиля, формирующей внутреннюю сторону трубы, в продольном направлении профиля, по существу, по всей длине профиля, причем толщина стенки (4) полого профиля, формирующей внутреннюю стенку трубы, максимальна у ребра (8) в средней части стенки (4), а самая тонкая часть стенки (4) находится между ребром (8) и двумя закруглениями полого профиля (1), прилегающими к стенке (4), при этом толщина стенки (4) постепенно увеличивается по мере приближения к указанным закруглениям. 2. Профиль по п.1, отличающийся тем, что высота ребра меньше удвоенной минимальной толщины толстой стенки (4). 3. Профиль по п.2, отличающийся тем, что ширина ребра (8) меньше половины расстояния между внутренними сторонами боковых стенок (5) профиля и меньше минимальной толщины указанной стенки (4). 4. Профиль по любому из предыдущих пунктов, отличающийся тем, что выполнен из термопластика, пригодного для экструдирования, такого как полиолефин, предпочтительно полиэтилен высокой плотности или полипропилен. 5. Профиль по п.4, отличающийся тем, что термопластик модифицирован наполнителями и/или упрочняющими агентами, дополнительно улучшающими его свойства, связанные с сопротивлением давлению и с кольцевой жесткостью. Фиг. 1 Фиг. 2 -4- 022225 Фиг. 3 Фиг. 4 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2 -5-