Технические и экономические риски организации производства
реклама

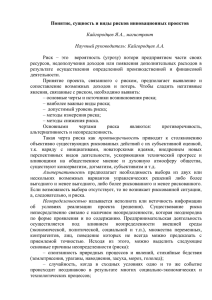
Вестник экономики, права и социологии, 2013, № 2 Экономика УДК 658.5 Технические и экономические риски организации производства и методы их устранения Мистахов Р.И. Соискатель кафедры экономики и управления на предприятии Казанского национального исследовательского технического университета им. А.Н. Туполева – КАИ В данной статье предложена технология поиска методов устранения потерь из-за ожидания, определены методы устранения потерь из-за ожидания, представлены мероприятия по устранению производственных потерь, а также результаты их реализации. Ключевые слова: машиностроение, производственные процессы, риски организации производства, методы устранения потерь из-за ожидания, мероприятия по устранению потерь, трудоемкость изготовления, планы цехов. ОАО «Зеленодольский завод имени А.М. Горького» – это многопрофильное предприятие, где наряду с производством основного вида продукции (судов различного класса и назначения) активно развивается производство оборудования для нефтегазовой промышленности, крупногабаритных металлоконструкций и металлургическое производство. Завод имеет хорошую производственную базу и занимает лидирующее положение на рынке скоростных пассажирских судов из алюминиевых сплавов, а также стремится расширить свое присутствие на рынках машиностроительной продукции, в том числе для нефтегазодобывающих предприятий. Многие нефтегазовые месторождения России находятся на последней стадии разработки, и запасы нефти и нефтепродуктов относятся к трудноизвлекаемым. Это предполагает нарастание объемов бурения в северо-западном и северо-восточном направлениях страны в ближайшие годы, а также более глубокое освоение шельфовых месторождений. Несомненно, данные факты красноречиво свидетельствуют об увеличении объёмов потребления машиностроительной продукции для нефтегазодобывающих предприятий, что предопределяет необходимость оптимизации и повышения эффективности производственных процессов промышленного предприятия для увеличения объёмов производства и освоения потребностей. Однако, существуют внутренние и внешние риски неудовлетворения спроса и, соответственно, потери прибыли. Внешние угрозы обусловлены возрастающей конкуренцией на данном рынке и его доступностью для иностранных производителей, внутренние – техническими и экономическими рисками организации производственных процессов. Во многих литературных источниках под техническими и экономическими рисками организации производственного процесса понимается вероятность возникновения рисковых ситуаций, которые приводят к отклонению от траектории достижения цели (предприятия, проекта и т.д.). В производственном процессе можно выделить ряд технических и экономических рисков, негативно влияющих на эффективность данного процесса, среди которых – высокий уровень морального и физического износа оборудования; недостаточная квалификация персонала; низкое качество поставляемого сырья, материалов, полуфабрикатов, сборочных комплектов; низкая исполнительская дисциплина трудового коллектива; неэффективная организация производственного процесса и др. В бережливом производстве выделяют восемь видов потерь – действий или затрат, не добавляющих ценности при осуществлении производственных и бизнес-процессов, в том числе: перепроизводство, ожидание (потери времени), лишняя транспортировка или перемещение, излишняя обработка, избыток запасов, лишние движения, дефекты, нереализованный творческий потенциал сотрудников [1]. Анализируя сущность и содержание технических 61 Вестник экономики, права и социологии, 2013, № 2 Экономика Воздействие на следствие потерь Воздействие на причины потерь и экономических рисков и потерь в производственНа следующем этапе происходит наложение ном процессе, можно сделать вывод, что они харак- ограничений на поиск решения для устранения потеризует возможности и угрозы производственного терь из-за ожидания. В качестве ограничений можпроцесса в результате неблагоприятных изменений в но выделить: время на поиск и принятие решений, производственной сфере предприятия. время на реализацию решения, бюджет проекта, доС целью освоения возрастающего спроса пред- ходность проектов, технические ограничения и др. приятие активно проводит работу по устранению Это позволяет снизить затраты времени на поиск потерь в производстве и повышению эффектив- решения и выявить неперспективные направления ности организации производственного процесса поиска методов устранения потерь. на основе принципов и методов бережливого проДалее проводится разветвление дерева решеизводства уже в течение нескольких лет. Это по- ний. В каждой ветке дерева решений для разразволило систематизировать результаты внедрения ботки дальнейших решений и прогнозирования их бережливого производства и разработать методиче- результатов. На четвертом этапе после построения ские положения и практические рекомендации по полного дерева решений проводится экономическая устранению технических и экономических рисков оценка выигрыша при реализации каждого метода организации производства и развитию современных и возврат в точку принятия решения, где произвометодов и инструментов организации производства, дится окончательное решение о реализации метода. в том числе технологию поиска методов устранения Данная технология была использована при выпотерь из-за ожидания (рис. 1). полнении работ по оптимизации производственноИсходным пунктом данной технологии является го процесса цеха нефтегазового оборудования, оспоиск и формулировка идеального конечного ре- новной целью которых было обеспечение 100%-го зультата, что определяет направление поиска мето- выполнения номенклатурного плана производства дов устроения потерь из-за ожидания. 2013 г. цехом нефтегазового оборудования за счет В начале поиск метода устранения потерь из-за снижения технических и экономических рисков. ожидания разбивается на три различных направле- В результате анализа производственного процесса ния: решение за счет внешних источников, за счет были выявлены потери, которые негативно сказывнутренних источников и комбинация этих решений. Методы устранения ущерба из-за ожидания На данном этапе опредеМетоды достижения цели за счет внешних ресурсов (потребители, поставщики и т.д.) ляется направление поиска За счет потребителей За счет поставщиков решений устранения потерь 1. Создание искусственного дефицита и перекладывание потерь из-за 1.Аутсорсинг части производственных процессов; ожидания на потребителей. 2. Размещение склада поставщиков на территории предприятия. из-за ожидания. Устранение потерь за счет 3. Технологические 4. Продуктовые 1.Организационные 2. Планово-экономические внутренних источников пред1.1. U-образная ячейка, метод 2.1. Универсальный рабочий; 3.1. Аутсорсинг, резервирование 4.1. Применение ФСА; Хейджунка; 2.2. Изменение формы оплаты производственных мощностей; 4.2. Гармонизация полагает следующие группы 1.2. Кайдзен, тимбилдинг, кружки труда; 3.2. Метод Хейджунка,переход на гибкие продуктового ряда; качества. 2.3. Согласование критериев производственные процессы; 4.3. Производственное 1.3. SMED; цели производства и сбыта; 3.3. Внедрение прогрессивных технологий; планирование. методов – организационные, 2.4. Внедрение системы канбан, 3.4. Информационная безопасность; 1.4. ТРМ 3.5. ТРМ, системы APSи др. планово-экономические, тех3.6. Автономизация; 3.7. Встроенное качество; 3.8. Резервирование производственных нологические, продуктовые. мощностей, ввод мощностей во внерабочее время, SMED. Продуктовые предполагают применение функциональМетоды достижения цели за счет внутренних ресурсов но-стоимостного анализа, 3. Технологические 4. Продуктовые 1.Организационные 2. Планово-экономические гармонизации продуктового 1.1. Двухсменный режим работы, 2.1. Авральные работы, 3.1. Резервирование мощностей; 4.1. Поиск технологий временные сотрудники; расшивка узких мест; 3.2. Навязывание потребителю или сбыта для производства 1.2. Депремирование, 2.2. Управление запасами готовой продукции, сброс продукции в новые нетехнологичной ряда, в то время как технодисциплинарное воздействие; готовой продукции на складе, рынки; продукции; 1.3. Увеличение количества демпинг, скидки; 3.3. Поиск ниш на рынке; 4.2. Остановка логические направлены на ремонтных бригад; 2.3. Применение методов 3.4. Дублирование программного обеспечения; производства, ситуационного управления по 3.5. Резервирование мощностей; переналадка, переход на 1.4. Учащение обслуживания. принципу «Гаси пожар». 3.6. Вспомогательные бригады; другой вид продукции; аутсорсинг, выравнивание 4.3. Производство 3.7. Сокращение межремонтных интервалов. излишней продукции производственного потока, для увеличения реакции на колебания спроса. внедрение ТРМ, встроенного качества, SMED, автономизацию и др. Устранение потерь Построение дерева решений по устранению потерь из-за ожидания за счет внешних источников на основе сценарного подхода предполагает достижение Внутренние ресурсы Внешние ресурсы цели за счет потребителей и Организационные поставщиков. Планово-экономические Третья группа решений – Технологические комбинация методов устраПродуктовые нения потерь за счет внутренних и внешних источников. Рис. 1. Технология поиска методов устранения потерь из-за ожидания 62 Вестник экономики, права и социологии, 2013, № 2 Экономика вались на достижении цели работ. Для Таблица 1 их устранения были предложены мероМероприятия по сокращению потерь в приятия, представленные в таблице 1. производственном процессе Как видно из таблицы, большую № Мероприятия Цель часть потерь можно ликвидировать 1. Уменьшение транспортировки и модернизацией и оптимизацией про- 2. Перепланировка цеха с расстановкой передвижения. изводственного процесса, в результате оборудования по технологическому снизить трудоёмкость изготовления изциклу с учетом новых делий, снизить время на переустановку, техпроцессов снизить цикл обработки, высвободить 1. Уменьшение трудоемкости за оборудование и т.д. Для этих целей и для 3. Модернизация производственных счет использования прогрессивного устранения характера перманентности процессов в цехе № 9 оборудования; 2. Улучшение качества; воздействия на производственный про3. Устранение человеческого фактора. цесс и получения системных результа1. Уменьшение количества переустанотов был проведен анализ существую- 4. Оптимизация производственных вок деталей за счет объединения щих норм производственного процесса процессов операций (перевод на станки с числовым цеха нефтегазового оборудования (это программным управлением (ЧПУ); 2. Уменьшение межоперационных не название цеха, а его профиль) и разтранспортировок за счет сокращения и работаны предложения, в том числе объединения операций; спроектированы новые технологиче3. Расшивка узких мест за счет параллельной обработки, перевода ские процессы на типовые представиобработки на не загруженное тели (это терминология бережливого оборудование; производства введена М. Ротером и 5. Запуск в производство 1. Уменьшение цикла обработки; Дж. Шук [2] с учетом поточного прооптимально-расчетной 2. Уменьшение излишних запасов; изводства, оптимизации операций, припартии по цехам №1 и 9 3. Обеспечение ритмичности; менения имеющегося и прогрессивного 6. Закрепление 1. Уменьшение количества оборудования. На основе анализа сущеопераций ОТК при контрольных операций; межоперационном 2. Уменьшение излишней обработки; ствующих техпроцессов разработаны контроле за 3. Уменьшение цикла потерь от маршруты обработки типовых предисполнителем ожидания; ставителей и проведены расчеты норм 7. Организация рабочих 1. Освобождение от излишних времени на выполнение операций. мест предметов производства, не Действующие и расчетные нормы предусмотренных заданием; 2. Освобождение от излишней типовых представителей семейств свеоснастки; дены в таблицу 2. 3. Освобождение от излишнего При сопоставлении рассчитанной инструмента; 4. Уменьшение потерь на поиск трудоемкости и времени такта по типонеобходимого инструмента и оснастки; вым представителям видно, что имеет5. Уменьшение потерь на ожидание ся возможность сокращения длительзадания, заготовок и т.д. ности производственного процесса по 8. Внедрение оперативной Сократить потери транспортировки. указанным изделиям. системы визуализации и встраивания Это позволяет оптимизировать прооборудования в изводственный процесс во времени, поточную линию сократив его длительность, а также вы9. Организация участка 1. Уменьшение межцеховой свободив оборудование, которое будет цветной дефектоскопии транспортировки; использовано для производства других в цехе № 9 2. Снижение потерь на ожидание. видов продукции. Расчет необходимого 10. Внедрение сигнальной 1. Уменьшение потерь от ожидания; системы обеспечения оборудования представлен в таблице 3. инструментом Исходя из расчета необходимого количества оборудования, выявлена воз- 11 Анализ конструкторских 1. Унификация; чертежей 2. Улучшение технологичности; можность высвобождения 6 единиц 3. Снижение необоснованной точности оборудования на всю номенклатуру изготовления. цеха нефтегазового оборудования. ДанС целью снижения рисков, вызванных ожиданиное оборудование предполагается использовать для производства товарной продукции из номенклатуры ем, излишней транспортировкой и передвижением, предприятия. Это позволит увеличить объем её про- предложено 2 варианта планировки цеха. Первый изводства и, соответственно, положительно отраз- вариант предусматривает расположение участка изготовления деталей типа тел вращения у основных иться на экономическом состоянии предприятия. 63 Вестник экономики, права и социологии, 2013, № 2 Экономика Таблица 2 ворот, что позволит сократить время на транспортировку на 16 %. Во втором варианте участок Действующие и расчетные нормы деталей типа тел вращения располагается около трудоемкости по типовым изделиям участка изготовления семейства корпусных деДействующие Расчетные № талей. Такая планировка снизит затраты времеИзделия нормы на 1 нормы на 1 п/п ни на транспортировку на 23 %. На обеих плакомплект, н/ч комплект, н/ч нировках участок изготовления корпуса коробки 1. ЗМШ 65*21М 43,34 42 гидравлической выведен в восточный пролет и 2. Задвижка использует только свое оборудование. клинкетная 74,2 68 латунная ДУ-100 Обобщая вышесказанное, можно сделать 3. Обод 35 33 вывод, что преимуществами предложенной технологии является расширение поля поиска 4. Редуктор РЦТ-280 278,5 244 решений снижения потерь за счет включения 5. Задвижка клино80,92 78 вая ЗКЛ2-100-16 внешних источников; возможность отсечения неперспективных решений; снижение затрат на 6. Коробка гидравли184,1 179 ческая УНБ – 600 реализацию решений; возможность своевременного выхода из проекта. Использование данной Таблица 3 технологии позволило разработать новые техНеобходимое количество оборудования на процессы, провести нормирование, выстроить всю номенклатуру цеха № 9 по программе 2013 г. поточные линии по каждому семейству и спроектировать планировку цеха в двух вариантах. Потребное колиСуммарная При работе на выстроенных поточных линиях № Наименование трудоемкость чество оборудования п/п работ и реализации предлагаемых мероприятий по в н/ч Расчет. Прин. нейтрализации рисков (потерь) можно сделать 1. Долбежная 657,7 0,17 1 вывод, что все потоки укладываются по трудо2. Карусельная 5763,3 1,49 2 емкости в такт, при этом следует отметить, что 3. Расточная 19088,75 4,74 5 рассчитанное время обработки для рассмотрен4. Сварочная 675,5 0,17 1 ной в таблице 2 номенклатуры изделий позволяет использовать это же оборудование и для дру5. Слесарная 13585,6 3,52 4 гой номенклатуры цеха 9. 6. Сверлильная 7203,6 1,87 2 7. Токарная 21554,65 5,59 6 8. Фрезерная 9783,8 2,54 3 9. Шлифовальная 1715,5 0,44 1 10. Зубофрезерная 1709,5 0,44 1 11. ЧПУ 21,0 0,005 1 12. Протяжная 3,0 0,0007 1 13. Обрабатывающий центр HAAS 12,0 0,003 1 Всего: 29 Литература: 1. Вумек Д., Джонс Д. Бережливое производство. Как избавиться от потерь и добиться процветания вашей компании. – М.: Альпина Бизнес Букс, 2008. – 472 с. 2. Ротер М., Шук Дж. Учитесь видеть бизнеспроцессы. Практика построения карт потоков создания ценностей. – М.: Изд-во Альпина БизнесБукс, 2006. – 144 с. Technical and Economic Production Risks and Methods of Their Elimination R.I. Mistakhov Kazan National Research Technical University named after A.N. Tupolev The paper proposes the technology of search for methods of pending losses elimination, defines the methods, and presents measures aiming at eliminations of production losses because of pending and the results of their implementation. Key words: machine building, process of production, production risks, methods of pending losses elimination, measures aiming at eliminations of losses, intensity of production, plans of shops. 64