термодинамический анализ процесса конденсации анилина в
реклама

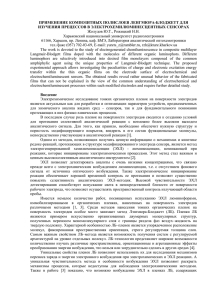
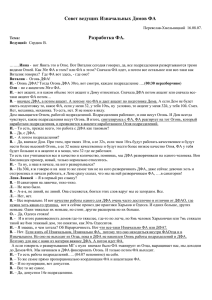
Технология органических веществ ТЕРМОДИНАМИЧЕСКИЙ АНАЛИЗ ПРОЦЕССА КОНДЕНСАЦИИ АНИЛИНА В ДИФЕНИЛАМИН Н.П.Романенко, В.В.Бочкарев*, Л.С.Сорока Томский политехнический университет Проведен термодинамический анализ процесса конденсации анилина в дифениламин. Рассчитанные равновесные составы жидкой и газовой фаз показывают, что жидкофазный процесс имеет значительное преимущество перед газофазным. При повышении давления содержание дифениламина в равновесной смеси снижается как в жидкой фазе, так и в газовой. Повышение температуры увеличивает содержание дифениламина в жидкой фазе, однако, с ростом давления и дальнейшем увеличении температуры содержание дифениламина в жидкой фазе снижается. Рекомендовано проводить жидкофазный процесс синтеза ДФА при температуре 320 °С и давлении 20 атм. Взаимодействие ароматических аминов с обpaзованием производных дифениламина (ДФА) реакции, имеющие важное практическое значение. ДФА является одним из основных видов сырья для производства диафена ФП и других стабилизаторов полимерных материалов, красителей, пластических масс [1,2]. В литературе описано значительное число методов жидкофазного и газофазного получения ДФА [2]. Все жидкофазные способы характеризуются достаточно высоким выходом целевого продукта, но имеют и существенные недостатки: высокий расход катализаторов, обязательное наличие стадии отделения продуктов реакции от гомогенного кислого катализатора, коррозия аппаратуры, использование высокого давления. Преимущество газофазного способа состоит в непрерывности процесса, отсутствии коррозии и сточных вод, простоте обслуживания установки и высоком уровне автоматизации процесса. Недостатки этого способа: громоздкость схемы, невысокая конверсия анилина, частая регенерация катализатора, высокие энергозатраты [3]. Промышленным способом получения ДФА в России является араминирование анилина в жидкой фазе в присутствии кислых катализаторов. На АООТ "Азот" г. Кемерово синтез ДФА осуществляется по непрерывной схеме методом жидкофазной конденсации анилина при температуре 300-340°С и давлении 1,5-2 МПа в присутствии катализатора оксотетратрифторбората аммония. Метод позволяет применять анилин, содержащий воду. Недостатком этого жидкофазного метода является осаждение катализатора на стенках реакторов и необходимость его выделения из реакционной массы. Особенностью жидкофазного процесса получения ДФА является то, что между реакционной жидкой фазой и газовой фазой устанавливается динамическое равновесие, причем выход ДФА существенным образом зависит от температуры и давления при которых осуществляется процесс. В литературе практически отсутствуют сведения о термодинамике этого процесса. В настоящей работе проведен термодинамический анализ процесса конденсации анилина в ДФА как в газовой так и в жидкой фазах. Термодинамические функции при различных температурах для анилина и аммиака, для ДФА при 298К взяты из справочной литературы [4, 5]. Расчет коэффициентов а, b, с уравнения теплоемкости ДФА проведен универсальным эмпирическим методом [4]. Термодинамические свойства ДФА при различных температурах, определенные по рекомендованной методике [5], приведены в таблице 1. Учет неидеальности газовой смеси при высоких давлениях по методу приведенных состояний [5] показал, что константа К при давлениях 1-10 атм меняется в пределах от 0,96 до 1,04; при более высоких (10-20 атм) - от 0,90 до 1,13. Учитывая 10%-ную ошибку графического определения коэффициентов летучести газов [5], мы в данной работе, при расчете Бочкарев Валерий Владимирович. г.Томск, ул.Мичурина,73, кв.44 Тел.: (3822) 735532 (дом.), (3822) 415584 (раб.) 12 Химическая промышленность, 2002, №11 Created with novaPDF Printer (www.novaPDF.com) Технология органических веществ Таблица 1. Термодинамические свойства ДФА. H oT H o 298 C op , So , т,к Проведенные термодинамические расчеты показывают, что во всем исслеH , G , дуемом интервале температур (от 298К Дж/(моль*К) кДж/моль кДж/моль кДж/моль Дж/(моль·К) до 700К) реакция экзотермична, эн183,12 407,94 0,00 201,67 343,03 298 тальпия реакции закономерно умень184,15 409,20 0,37 201,51 343,96 300 шается с увеличением температуры. 233,61 469,03 24,03 195,34 395,60 400 Изменение энергии Гиббса уже при 278,70 525,93 54,13 191,92 451,04 500 400К принимает положительное значе319,41 580,74 90,71 191,92 510,09 600 ние, и, в соответствии с принципом Ле355,74 632,62 133,76 196,06 572,87 700 Шателье, дальнейшее повышение температуры должно смещать равновесие констант и равновесия, пользовались приближением в сторону исходных продуктов. Конидеального газа и идеальных растворов. станты равновесия Kp в газовой фазе и Константы равновесия реакции получения KN, для жидкой фазы также закономерДФА из анилина но уменьшаются с увеличением температуры. Константы равновесия Kp и KN, можно рассчитать по эмпирическим уравнениям: lnK =-18,1806+10611,83/Т - 1317220/Т2; p рассчитывали по следующим уравнениям: для гаlnKN =-22,2718+12617,62/1 - 1849266/Т2, зовой фазы ln K p Gro / RT ; для жидкой фазы с абсолютной погрешностью 0,12 ед. для Kp и K N K p K po ; стандартная константа равновесия 0,01 ед. для KN,. 2 o o o K op pДФА pаммиак pанилин , Особенностью процесса получения ДФА метоo o o дом жидкофазной конденсации анилина является где pДФА , pаммиак , pанилин – давления насыщенто, что между реакционной жидкой фазой и газоных паров над чистыми жидкими компонентами. вой фазой устанавливается динамическое равноДавления насыщенных паров компонентов при разной температуре определены по уравнениям [6,7]: весие, т.е. процесс протекает в гетерофазной системе. Выход ДФА существенным образом заo lg pанилин = 7,5717-1941,7/(230+t)' висит от температуры и давлении, при которых осуществляется процесс. o lg pДФА = 8,9583-3415,8/T; Равновесное содержание ДФА в газовой фазе o для гетерофазного процесса относительно невелиlg pаммиак =4,9669-1184/T, ко и уменьшается с увеличением давления (рисугде t и T - температура в °С и К соответственно. нок 1). С увеличением температуры содержание Рассчитанные термодинамические функции и ДФА в жидкой фазе увеличивается, так как легкоконстанты равновесия представлены в таблице 2. летучие компоненты переходят в газовую фазу. Таблица 2. Термодинамические функции и константы ДФА является самым высококипящим компонентом в реагирующей системе и накапливается в жидравновесия реакции конденсации анилина в ДФА. кой фазе. Однако с ростом давления и при дальнейшем увеличении температуры содержание Sro , Gro , lnK lnK ДФА в жидкой фазе снижается (рисунок 2). Это т.к H ro , p N кДж/моль Дж/(моль*К) кДж/моль обусловлено сдвигом равновесия в сторону ис-37.78 -6,50 2.624 -0,728 298 -17,74 ходных веществ при увеличении температуры. -37,72 -6,41 2,568 -0,748 Данные представленные на рисунке 2 свидетельст300 -17,69 -39,50 0,17 -0,051 -2,448 вуют, ню при всех допустимых температурах и 400 -15.66 -43,41 -2,115 -4,326 давлениях содержание ДФА и жидкой фазе для 500 -12,97 8J9 гетерофазного процесса всегда выше по срав-8,45 -47,38 19,89 -3.988 -6.218 600 нению с газофазным. С точки зрения термодина-1,13 -50,29 34.09 -5,858 -8,166 мики жидкофазный процесс получения ДФА кон700 денсацией анилина имеет значительное преимущество перед газофазным. o f o f Химическая промышленность, 2002, №11 13 Created with novaPDF Printer (www.novaPDF.com) Технология органических веществ Особенностью проведения промышленного процесса является то, что в исходном сырье, подаваемом в реактор, кроме анилина содержатся и другие компоненты (и количестве до 11 мол. %): ДФА, аммиак, вода, нитробензол, соль катализатора, азот, которые оказывают влияние на равновесие между жидкой и газовой фазой. Инертные компоненты (вода, нитробензол, соль катализатора, азот) обладают определенной летучестью и участвуют в установлении равновесия между жидкой и газовой фазами Сравнение промышленного процесса с «идеальным» представлено на рисунке 3. При расчете принято, что инертные компоненты обладают летучестью и молекулярной массой воды. Это допущение вполне оправдано, так как содержание воды в исходной смеси, подаваемой в реактор, составляет =10,5 мол. %. Расчеты показывают, что по содержанию ДФА в жидкой фазе при 20 атм более предпочтителен промышленный процесс. При высоких температурах вода, обладающая большей летучестью, чем анилин и ДФА, в основном находится в газовой фазе. Это приводит к уменьшению парциальных давлений вышеуказанных компонентов и увеличению содержания их в жидкой фазе. Присутствие инертных компонентов в исходном сырье приводит к изменению фазового равновесия и это во многом подобно снижению общего давления. Выбор условий проведения промышленного процесса синтеза ДФА зависит от многих факторов, в том числе от соотношения количеств газовой и жидкой фаз. Из рисунка 4 видно, что при 600К и давлениях до 16 атм большая часть компонентов реагирующей системы находится в газовой фазе. Поэтому анилин, который является основным ее компонентом, необходимо конденсировать и возвращать в реактор, что требует больших энергети- 14 Химическая промышленность, 2002, №11 Created with novaPDF Printer (www.novaPDF.com) Технология органических веществ ческих затрат. При увеличении давления относительное количество жидкой фазы увеличивается, а газовой уменьшается; уменьшается и количество анилина которое необходимо конденсировать и возвращать снова в процесс. Суммарный тепловой эффект технологического процесса складывается из положительного теплового эффекта реакции конденсации, затрат тепла на испарение части компонентов реагирующей системы, на подогрев исходной смеси и потери тепла в окружающую среду. При дальнейших расчетах мы приняли следующее допущение: исходный и возвратный анилин поступает в реактор при температуре реакционной массы, потерь тепла в окружающую среду нет. Результаты расчетов показывают, что при 600К автотермичность процесса (суммарный тепловой эффект технологического процесса больше или равен нулю) достигается при давлениях более 20 атм, при этом количество жидкой фазы в 2,5 раза больше чем газовой. Таким образом, жидкофазный процесс синтеза ДФА целесообразно вести при температуре 600К и давлении 20 атм. Равновесное содержание ДФА при этих условиях составит 29,7 % для «идеального» процесса и 35,2 % - для промышленного процесса. Библиография 1. Ворожцов Н.Н. Основы синтеза промежуточных продуктов и красителей. // М.: Госхимиздат, 1950, 913 с. 2. Горбунов Б.Н., Гурвич Я.А., Маслова И.П. Химия и технология стабилизаторов полимерных материалов. // М.: Химия, 1981, 368 с. 3. Пат. 7Н147. 1187628 (1965). ФРГ.//РЖХим, 1967, 4. Жоров ЮМ. Термодинамика химических процессов. Нефтехимический синтез, переработка нефти, угля и природного газа. // М.: Химия, 1985, 464 с. 5. Сталл Д , Вэстрам Э., Зинге Г. Химическая термодинамика органических соединений. // М.: Мир, 1971, 809 с. 6. Муравьева СИ., Казнина НИ., Прохорова Е.К. Справочник по контролю вредных веществ в воздухе. // М.: Химия,) 988, 320 с. 7. Справочник азотчика. Т. 1. / Под ред. НА. Симулина. // М.: Химия, 1967, 492 с. Химическая промышленность, 2002, №11 15 Created with novaPDF Printer (www.novaPDF.com)