Образование фазы Лавеса в жаропрочной аустенитной стали
реклама

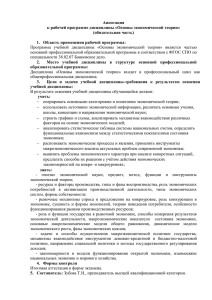
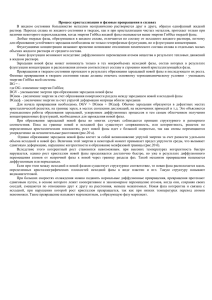
ВИАМ/2010-205675 Образование фазы Лавеса в жаропрочной аустенитной стали при длительных нагревах Л.В. Тарасенко доктор технических наук А.Б. Шалькевич кандидат технических наук Октябрь 2010 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более чем тридцати научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в четырех филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках и международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат государственных премий СССР и РФ, академик РАН, профессор Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Металловедение и термическая обработка металлов», №3, 2011г. Электронная версия доступна по адресу: www.viam.ru/public Образование фазы Лавеса в жаропрочной аустенитной стали при длительных нагревах Л.В. Тарасенко1, А.Б. Шалькевич2 1 2 МГТУ им. Н.Э. Баумана, г. Москва ФГУП «ВИАМ», г. Москва Изучены стали системы Fe–Cr–Ni–Mo–Nb–Al–С методами фазового физико-химического анализа и электронной микроскопии с целью установления причин изменения механических свойств после длительного нагрева при температурах 600–700°С. Установлено зернограничное образование частиц фазы Лавеса, приводящее к снижению ударной вязкости, трансформации частиц γ'-фазы в условиях ползучести. Изучено влияние легирующих элементов на химический состав многокомпонентной фазы Лавеса в зависимости от температуры закалки, старения и последующего нагрева. Установлено концентрационное соответствие между химическим составом аустенита и образующейся при старении интерметаллической прогнозирования ТП-фазой. возможности Предложена образования схема расчета фаз Лавеса для в многокомпонентных сталях. Ключевые слова: жаропрочная аустенитная сталь, фазовый анализ, фаза Лавеса, концентрационное соответствие. Введение В аустенитные стали, упрочняемые при старении за счет образования γ′-фазы, для повышения жаропрочности вводят тугоплавкие элементы – молибден, вольфрам, ниобий, которые обеспечивают твердорастворное упрочнение. Однако при их совместном введении в стали возможно превышение предела растворимости и образование интерметаллической фазы, не предусмотренной при создании композиций сталей, – фазы Лавеса. Фазы Лавеса (λ1, λ2, λ3) относятся к тетраэдрически (топологически) плотноупакованным интерметаллидам (ТП-фазам), которые отличаются тем, что в их структуре присутствует два типа позиций для атомов: с координационным числом (КЧ) 12 и координационными числами более 12: 16, 15, 14. В жаропрочных сталях аустенитного класса образуются фазы Лавеса структурного типа λ 1 на основе бинарных соединений – MoFe 2 и WFe 2 . Выделяясь из многокомпонентного аустенита по реакции старения, фазы Лавеса также являются многокомпонентными. Их общая формула может быть представлена в виде: (А, А 1 , А 2 ... А i ) m (В, В 1 , В 2 ... В i ) n , где А – основной фазообразующий элемент (Mo, W); В – элемент основы сплава (Fe); А, А 1 , А 2 ... А i – элементы IV–VI групп периодической системы, замещающие A-компонент в фазе в позициях с координационными числами 16, 15, 14; В, В 1 , В 2 ... В i – элементы VII–VIII групп периодической системы, замещающие железо в позициях с координационным числом 12. Эффект влияния легирующих элементов на растворимость фазы в многокомпонентных сталях зависит от соотношения энергий Гиббса образования интерметаллической фазы (∆𝐺𝑓0 )Φ твердого раствора (∆𝐺𝑓0 )γ. Если основные компоненты образуют термически стабильное соединение, энергия Гиббса которого низка, то остальные элементы сплава не могут оказать существенного влияния на процесс ее образования [1]. Энергия Гиббса образования ТП-фаз на основе A m Fe n в сплавах железа, в том числе и фаз Лавеса, соизмерима с избыточной энергией Гиббса бинарных растворов, образующихся между А-компонентами и элементами триады Cr–Со–Ni, которые являются неотъемлемой частью композиций жаропрочных сплавов. В связи с этим можно ожидать эффективного влияния легирующих элементов на образование ТП-фаз в сплавах на основе α-Fe. Цель настоящей работы – изучение влияния легирующих элементов на образование многокомпонентной фазы Лавеса в сталях системы Fe–Cr–Ni– Mo–Nb–Al–С при основной термической обработке и длительных нагревах, соответствующих эксплуатационным; изучение влияния этой фазы на механические свойства; изыскание методики прогнозирования образования фазы Лавеса при длительной эксплуатации сталей. Методика проведения исследований Проверку правильности предложенного расчета для прогнозирования образования фазы Лавеса проводили на плавках хромоникелевой стали аустенитного класса Х15Н36М6Т2ЮБ с различным содержанием молибдена (5,9–6,4%), титана (2,10–2,65%) и ниобия (0,85–1,00%). Проводили механические испытания с определением временного сопротивления разрыву и ударной вязкости по стандартным методикам после основной термической обработки и последующих нагревов, а также испытание на ползучесть. Основная термическая обработка состояла в закалке от 1050°С и старении при 750°С. Дополнительные нагревы осуществляли при температурах 600, 650 и 700°С в течение от 100 до 1000 ч. При исследовании применяли трансмиссионную электронную микроскопию и метод физико-химического фазового анализа (ФФХА) с изолированием карбидов и интерметаллических фаз и определением их кристаллической структуры, химического состава и количества. Идентификацию фазы Лавеса проводили по электронограммам фольг* и порошковым рентгенограммам анодных осадков. Для электрохимического изолирования фазы Лавеса (совместно с первичными и вторичными карбонитридами) применяли спиртовой электролит с Cl-ионами, для изолирования γ'-фазы – водный электролит с ионами SO4. При ФФХА определяли следующие концентрационные параметры: количество элемента в интерметаллической фазе [Ме] i, % (масс.); количество фазы QΦ, % (масс.), как Σ[Ме]i ; формулу интерметаллической фазы. * Эксперимент выполнен Шарапановой Н.В. Результаты исследований и их обсуждение После закалки в сталях присутствуют карбиды, нитриды и карбонитриды типа MX с различными химическими составами и параметрами кристаллических решеток: TiC 0,432 , NbC 0,440 , NbN 0,442 , (Ti, Nb)(C, N) 0,428 . При нагреве под закалку с выдержкой 2 ч по границам зерен дискретно выделяются частицы фазы Лавеса размером до 40 нм; их количество составляет 0,5% (масс.). Во время старения при 650°С, 16 ч в сталях образуется упрочняющая интерметаллическая γ'-фаза в количестве 8–10%. Частицы размером 4–6 нм распределены равномерно по объему зерна и когерентно связаны с матрицей. В γ'-фазе на основе соединения Ni 3 Al часть атомов в подрешетке алюминия и титана замещена легирующими элементами, вследствие чего фаза имеет химическую формулу: (Ni, Cr, Fe) 3 (Al, Ti, Nb). В процессе длительных нагревов, имитирующих эксплуатационные, γ'-фаза является термостабильной: для ее частиц характерна низкая степень коалесценции, при этом практически не теряется когерентность с матрицей. Временное сопротивление разрыву после длительных нагревов при температурах 600 и 650°С не изменяется. После нагрева при 700°С размер частиц γ'-фазы увеличивается до 10–15 нм, происходит частичная потеря когерентности, σ в снижается на 3–5%. Работоспособность стали при повышенных температурах контролируется не изменениями в основной упрочняющей фазе, а дополнительным процессом старения аустенита с образованием фазы Лавеса λ 1 : γ*→λ 1 +γ**, (1) где γ* – твердый раствор, обедненный легирующими элементами в результате основного старения с образованием γ'-фазы; γ** – твердый раствор, обедненный легирующими элементами в результате дополнительного старения с образованием λ 1 ; λ 1 – фазы Лавеса на основе соединения MoFe 2 . Фаза Лавеса образуется по границам аустенитных зерен в виде непрерывной цепочки частиц размером до 0,15 мкм, а при увеличении длительности нагрева ее частицы, расположенные с высокой плотностью, занимают и приграничные области (рис. 1). Рисунок 1. Микроструктура приграничных областей стали Х15Н36М6Т2ЮБ после нагревов по режимам (исходное состояние: закалка от 1050°С и старение при 650°С, 16 ч) (×25000): а – 600°С, 500 ч; б – 650°С, 500 ч; в – 650°С, 1000 ч Выделение частиц фазы Лавеса по границам зерен приводит к значительному снижению ударной вязкости стали после длительных нагревов: в 2 раза после нагрева до 650 и 700°С с выдержкой 500 ч и почти на порядок после нагрева до 700°С с выдержкой 1000 ч (рис. 2). Количество фазы Лавеса после нагрева до 700°С с выдержкой 500 ч составляет 1,7–2,0%. При более длительных нагревах размер частиц увеличивается. Рисунок 2. Зависимость ударной вязкости стали Х15Н36М6Т2ЮБ от температуры и длительности нагрева (исходное состояние: закалка от 1050°С и старение при 650°С, 16 ч): 1 – 600°С, 500 ч; 2 – 650°С, 500 ч; 3 – 700°С, 1000 ч Выделение частиц фазы Лавеса по границам зерен имеет и побочный эффект, проявляющийся в рабочей части образцов, испытанных на ползучесть. При электронно-микроскопическом исследовании было обнаружено, что в приграничных областях рядом с частицами фазы Лавеса располагаются цепочки частиц кубоидной формы. Микродифракционный анализ показал, что частицы являются γ'-фазой. Изменение формы частиц этой фазы с округлой на кубоидную возможно при условии изменения знака такого параметра как «мисфит» – несоответствия параметров кристаллических решеток твердого раствора и γ'-фазы: (а γ –а γ′ )/а γ – с отрицательного на положительный. Увеличение параметра решетки твердого раствора может быть связано с тем, что γ'-фаза кубоидной формы выделилась уже в процессе ползучести в приграничной зоне, твердый раствор которой (γ**) обеднен ниобием, титаном и молибденом, перешедшими в химическое соединение, в фазу Лавеса. В изучаемых сталях фаза Лавеса с гексагональной кристаллической структурой (λ1) образуется на основе соединения MoFe2. Параметры кристаллической решетки λ1-фазы составляют: а=0,477–480 нм, с=0,777–0,780 нм. В многокомпонентной фазе Лавеса молибден частично замещен титаном и ниобием, а железо – никелем и хромом. По данным ФФХА, формула фазы Лавеса в изученных сталях имеет вид: (Мо 0,54, Ti0,35, Nb0,11)(Fe0,55, Cr0,23, Ni0,12)2. Элементами, вызывающими увеличение количества фазы Лавеса, являются титан и ниобий. Влияние титана и ниобия на образование многокомпонентной фазы Лавеса предопределено термодинамическими свойствами бинарных фаз Лавеса. Известно, что интерметаллические соединения переходных металлов отличаются малой, во многих случаях отрицательной величиной энтропии, что позволяет использовать для термодинамических расчетов величину энтальпии вместо энергии Гиббса. Энтальпия образования фаз Лавеса [1] приведена ниже. −∆𝐻𝑓0 , кДж/моль Фаза MoFe 2 ………………………..7,7 TiFe 2 ………………………….25,7 NbFe 2 …………………………20,5–23,7 TiCr 2 ………………………….44,0 Для фаз Лавеса TiFe2 и NbFe2 значения −∆𝐻𝑓0 в 2,5–3 раза ниже, чем для фазы MoFe2. Следовательно, замещение молибдена атомами титана и ниобия должно вызывать понижение ∆𝐻𝑓0 многокомпонентной фазы (Mo, Ti, Nb)(Fe, Cr, Ni)2 по сравнению с бинарной фазой или, другими словами, повышать термодинамическую стабильность фазы. Никель является сильным стабилизатором фазы Лавеса в многокомпонентных системах [1]. Хром способствует образованию фазы только в присутствии титана, так как энтальпия образования фазы Cr 2 Ti (но с иной кристаллической решеткой) имеет самое низкое значение −∆𝐻𝑓0 среди бинарных фаз Лавеса, образованных переходными металлами (см. выше). При химическом анализе многокомпонентной фазы Лавеса было обнаружено определенное концентрационное соответствие между отношением концентраций A-компонентов в подрешетке молибдена с КЧ=16 и отношением концентраций этих элементов в исходном твердом растворе (аустените): (Mo)/(Ti) 1λ =1,12–1,18(Mo)/(Ti)γ, (2) (Mo)/(Nb) 1λ=1,04–1,05(Mo)/(Nb)γ. (3) Постоянство этого отношения имеет место и в том случае, когда фаза Лавеса выделяется из аустенита при нагреве под закалку по реакции γ→λ 1 и в том случае, когда она выделяется при длительных нагревах после основного старения, т.е. по реакции (1) из аустенита, уже обеденного легирующими элементами, которые образовали γ'-фазу. При протекании обеих реакций химическое соединение наследует от твердого раствора отношение А-компонентов (см. таблицу). Плавка Термическая обработка 1 Закалка Старение Закалка Старение 3 Причина подобной Отношение A-компонентов в фазе Лавеса и аустените, из которого фаза выделяется Mo/Ti, % (ат.)/% (ат.), Mo/Nb, % (ат.)/% (ат.), в фазах в фазах λ1 λ1 γ γ 1,46 1,30 7,8 7,5 2,30 1,95 – – 1,20 1,35 6,1 5,8 2,10 1,80 – – «концентрационной наследственности» состоит, предположительно, в том, что в подрешетке фазы Лавеса с КЧ=16 сохраняется преимущественно металлический тип химической связи, такой же, как в исходном твердом растворе [2]. Подобная зависимость обнаружена при исследовании фаз Лавеса в жаропрочных сталях мартенситного класса [3]. Предельное количество фазы Лавеса, выделяющейся по границам зерен в стали с зерном балла 3–4 и приводящее к недопустимо низкому снижению ударной вязкости, составляет 1,0%. Для предотвращения зернограничного выделения фазы Лавеса при эксплуатационных нагревах в существующих марках аустенитных жаропрочных сталей можно предложить три пути: • ограничение срока службы деталей из содержащих совместно молибден, вольфрам и ниобий; аустенитных сталей, • поплавочный контроль химического состава с расчетом возможного количества фазы Лавеса по предложенной схеме прогнозирования; • выбор плавок на нижнем пределе легирования молибденом и ниобием. Выводы В жаропрочной стали системы Fe–Cr–Ni–Mo–Nb–Al–С длительные нагревы при 600–700°С вызывают зернограничное выделение частиц фазы Лавеса в виде сплошного каркаса, что значительно снижает ударную вязкость стали. Фаза Лавеса в жаропрочных сталях является многокомпонентным соединением: (Mo, Ti, Nb)(Fe, Cr, Ni) 2 . Причина выделения фазы Лавеса обусловлена совместным присутствием в стали молибдена, титана и ниобия, концентрация которых превышает растворимость многокомпонентной фазы Лавеса в аустените при рабочих температурах. Обнаружено концентрационное соответствие между многокомпонентным аустенитом и выделяющейся из него по реакции старения фазой Лавеса по отношению A-компонентов, Mo/Ti и Mo/Nb. Список литературы: 1. Могутнов Б.М., Томилин И.А., Шварцман Л.А. Термодинамика сплавов железа. М.: Металлургия, 1984. 238 с. 2. Григорович В.К. Металлическая связь и структура металлов. М.: Наука, 1988. 296 с. 3. Тарасенко Л.В. Влияние легирующих элементов на процесс старения с образованием фазы Лавеса, σ-фазы, R-фазы в многокомпонентных сплавах на основе ОЦК-Fe. Часть 2. Фазовый состав и термодинамические параметры твердых растворов // Изв. РАН. Серия Металлы. 1996. № 2. С. 51–55.