МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
федеральное государственное бюджетное образовательное учреждение
высшего образования
«УЛЬЯНОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Ю. В. Псигин
УПРАВЛЕНИЕ
ПРОИЗВОДСТВЕННЫМИ
СИСТЕМАМИ
Учебно-методическое пособие
для студентов всех форм обучения,
обучающихся по направлению 15.03.05
«Конструкторско-технологическое обеспечение
машиностроительных производств»
Ульяновск
УлГТУ
2019
УДК 681.3:62-52
ББК 30.6-5-05
П 86
Рецензенты – ООО «Центр ресурсосберегающих технологий»;
д-р техн. наук, генеральный директор ООО «УНИТЭК»
В. В. Епифанов
Рекомендовано научно-методической комиссией
машиностроительного факультета в качестве учебнометодического пособия
Псигин, Юрий Витальевич
П 86
Управление
производственными
системами
:
учебнометодическое пособие / Ю. В. Псигин. – Ульяновск: УлГТУ,
2019. – 180 с.
ISBN 978-5-9795-1947-0
Учебно-методическое пособие разработано в соответствии с рабочей
программой дисциплины «Управление производственными системами» для
студентов, обучающихся по направлению 15.03.05 «Конструкторскотехнологическое обеспечение машиностроительных производств», профиль –
Технология машиностроения.
Пособие предназначено для использования при самостоятельной работе
студентов и проведении практических занятий и лабораторных работ. В нем
изложены основы расчета эффективности применения автоматизированных
систем управления и прогнозирования результатов применения этих систем в
машиностроительном производстве. Рассмотрены вопросы оценки надежности
работы таких систем, организации поточного производства и технического
контроля изделий на предприятиях машиностроения. Работа подготовлена на
кафедре «Технология машиностроения».
УДК 681.3:62-52
ББК 30.6-5-05
ISBN 978-5-9795-1947-0
© Псигин, Ю. В., 2019
© Оформление. УлГТУ, 2019
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ………………………………………………………………. 8
ТЕОРЕТИЧЕСКИЙ КУРС………………………………………….. 12
Тема № 1. ПОНЯТИЕ О СИСТЕМАХ И УПРАВЛЕНИИ ………. 12
1.1. Свойства и характеристики систем.………………………... 12
1.2. Понятие об управлении.……………...…….……………….. 14
1.3. Контрольные вопросы…………………………………………... 17
Тема № 2. ТЕХНОЛОГИЯ ПРИНЯТИЯ УПРАВЛЕНЧЕСКИХ
РЕШЕНИЙ…………………………………………………………....
2.1. Необходимые условия для управления системами ……….
2.2. Типовые этапы управления………………………………….
2.3. Контрольные вопросы……………..…………………………….
Тема № 3. СОВРЕМЕННОЕ ПРЕДПРИЯТИЕ КАК ОБЪЕКТ
УПРАВЛЕНИЯ……………………………………………………....
3.1. Структура предприятия и управление им………………….
3.2. Три уровня управления. Типовые задачи управления….....
3.3. Целевой и функциональный подход к управлению…….....
3.4. Типовые элементы управленческого цикла………………..
3.5. Структуры систем управления……………………………...
3.6. Контрольные вопросы…………………………………………...
Тема № 4. МЕТОДЫ УПРАВЛЕНИЯ
МАШИНОСТРОИТЕЛЬНЫМ ПРЕДПРИЯТИЕМ………………..
4.1. Экономические методы управления………………………..
4.2. Административно-правовые методы управления………....
4.3. Социально-психологические методы……………………....
4.4. Идеологические методы управления…………………….....
4.5. Контрольные вопросы…………………………………………....
Тема № 5. КЛАССИФИКАЦИЯ АВТОМАТИЗИРОВАННЫХ
СИСТЕМ УПРАВЛЕНИЯ…………………………………………...
3
3
17
17
18
21
22
22
24
25
27
28
33
33
35
36
37
39
40
40
5.1. Информационные системы………………………………….
5.2. Управляющие системы…………………………………..…..
5.3. Классы структур АСУ…………………..…………………...
5.4. Надежность систем управления…………………………….
5.5. Количественные характеристики надежности АСУ…..…..
5.6. Оценка функциональной надежности системы…………....
5.7. Оценка эффективной надежности системы…………….….
5.8. Контрольные вопросы………………………………………...….
Тема № 6. АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ
УПРАВЛЕНИЯ ПРЕДПРИЯТИЕМ (АСУП)……………………....
6.1. Структура АСУП…………………………………………….
6.2. Методы проектирования и разработки АСУП……………..
6.3. Типовые проектные решения……………………………….
6.4. Постановка задач и порядок разработки их алгоритмов в
АСУП……………..……………………..…………………………....
6.4.1. Постановка задачи в АСУП……………………………
6.4.2. Информационная база задачи………………………….
6.4.3. Алгоритм решения задачи……………………………..
6.5. Создание нормативно-справочной базы АСУП…………...
6.6. Контрольные вопросы…………………………………………...
Тема № 7. ОБЩАЯ ХАРАКТЕРИСТИКА
АВТОМАТИЗИРОВАННЫХ СИСТЕМ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ (АСУТП)…………….
7.1. Система технологический процесс – АСУТП
(ТП – АСУТП)………………………..…………………………..…..
7.2. Математическая модель (ММ)…………………………..….
7.3. Иерархичность системы управления……………………….
7.4. Контрольные вопросы…………………………………………...
4
4
41
43
45
48
50
52
54
55
56
56
57
60
61
61
63
64
65
67
68
68
70
72
74
Тема № 8. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПРИМЕНЕНИЯ АВТОМАТИЗИРОВАННЫХ СИСТЕМ
УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ…..…
8.1. Факторы среды, окружающей производителя…………..…
8.2. Основные источники экономической эффективности
АСУТП………………………………………………………………..
8.3. Основные затраты на создание и эксплуатацию системы
управления………….………………………………………………...
8.4. Методика детерминированного расчета экономической
эффективности внедрения АСУТП……..…………………………..
8.5. Влияние неупорядоченности производства на
экономическую эффективность АСУТП…………………………..
8.6. Методика расчета экономической эффективности АСУТП
с учетом неупорядоченности производства……………………….
8.7. Контрольные вопросы…………………………………………...
Тема № 9. ЗАДАЧИ ЧИСЛОВОГО ПРОГРАММНОГО
УПРАВЛЕНИЯ ОБОРУДОВАНИЕМ……………………………...
9.1. Общая характеристика задач ЧПУ……………………….....
9.2. Общая характеристика задач ГПМ………………………….
9.3. Общая характеристика задач ГПС……………………….…
9.4. Задачи и функции промышленных роботов……………….
75
75
77
79
82
84
88
90
91
91
94
96
99
9.5. Контрольные вопросы…………………………………………... 101
ЗАДАНИЯ И ПРИМЕРЫ ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ
ЗАНЯТИЙ…………………………………………………………….
Практическое занятие № 1. ОЦЕНКА НАДЕЖНОСТИ
ТЕХНИЧЕСКИХ СИСТЕМ…………………………………………
1.1. Пример расчета функциональной и эффективной
надежности системы…………………………………………………
1.2. Задание к практическому занятию № 1…………………….
Практическое занятие № 2. ДЕТЕРМИНИРОВАННЫЙ
5
5
101
102
102
104
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ВНЕДРЕНИЯ АВТОМАТИЗИРОВАННЫХ СИСТЕМ
УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ……..
2.1. Пример детерминированного расчета экономической
эффективности внедрения АСУТП………………………………....
2.2. Задание к практическому занятию № 2…………………….
Практическое занятие № 3. РАСЧЕТ ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ АСУТП С УЧЕТОМ
НЕУПОРЯДОЧЕННОСТИ ПРОИЗВОДСТВА…………………….
3.1. Пример расчета экономической эффективности АСУТП
с учетом неупорядоченности производства………………………..
3.2. Задание к практическому занятию № 3…………………….
ЛАБОРАТОРНЫЙ ПРАКТИКУМ……………………………………..
Методика выполнения лабораторных работ……………………….
Лабораторная работа № 1. УПРАВЛЕНИЕ КАЧЕСТВОМ
ПРОДУКЦИИ……………………………………………………..….
1.1. Система управления качеством продукции………………..
1.2. Пример расчета показателей качества проектируемого
металлорежущего оборудования……………………………………
1.3. Задание к лабораторной работе № 1………………………..
1.4. Содержание работы………………………………………….
1.5. Порядок выполнения работы………………………………..
1.6. Содержание отчета по лабораторной работе № 1…………
1.7. Контрольные вопросы……………………………………….
Лабораторная работа № 2. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО
КОНТРОЛЯ…………………………………………………………..
2.1. Понятие технического контроля……………………………
2.2. Задание к лабораторной работе № 2………………………..
2.3. Содержание работы………………………………………….
2.4. Порядок выполнения работы………………………………..
6
6
109
109
113
115
115
117
119
119
120
120
125
131
131
132
132
133
134
134
139
141
141
2.5. Содержание отчета по лабораторной работе № 2…………
2.6. Контрольные вопросы……………………………………….
Лабораторная работа № 3. ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ
ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ………………………….
3.1. Понятие производственного процесса……………………...
3.2. Простой технологический процесс…………………………
3.3. Пример расчета производственного цикла простого
процесса………………………………………………………………
3.4. Задание к лабораторной работе № 3…………………………
3.5. Содержание работы………………………………………….
3.6. Порядок выполнения работы……………………………….
3.7. Содержание отчета по лабораторной работе № 3…………
3.8. Контрольные вопросы……………………………………….
Лабораторная работа № 4. ОРГАНИЗАЦИЯ ПОТОЧНОГО
ПРОИЗВОДСТВА……………………………………………………
4.1. Методика расчета механизированной поточной линии
с рабочим конвейером……………………………………………….
4.2. Пример расчета механизированной поточной линии
с рабочим конвейером……………………………………………….
4.3. Задание к лабораторной работе № 4………………………..
4.4. Содержание работы………………………………………….
4.5. Порядок выполнения работы………………………………..
4.6. Содержание отчета по лабораторной работе № 4…………
4.7. Контрольные вопросы……………………………………….
ЗАКЛЮЧЕНИЕ……………………………………………………....
БИБЛИОГРАФИЧЕСКИЙ СПИСОК……………………………....
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ……………………………………...
ОСНОВНЫЕ ИСПОЛЬЗОВАННЫЕ ПОНЯТИЯ………………….
ПРИЛОЖЕНИЕ А. Первая страница (титульный лист) отчета…..
7
7
142
142
143
143
145
150
153
154
154
155
155
156
156
160
162
163
163
164
165
166
167
169
172
180
ВВЕДЕНИЕ
Если в прошлые годы главным содержанием профессиональной
деятельности инженера были технические и технологические
вопросы, то в реальных условиях рынка, риска и конкуренции,
экономической самостоятельности важнейшим становится, наряду с
техникой и технологией, умение специалиста управлять
производством или большими системами.
В настоящее время практически демонтированы вертикальные
связи, а предприятия получили хозяйственную и экономическую
самостоятельность. Сокращение объемов производства вызывает
разукрупнение и диверсификацию предприятий, рост конкуренции на
рынке сбыта продукции. Нехватка инвестиций, рост цен на материалы
и оборудование, стоимость рабочей силы, повышение требований к
надежности, безопасности и экологичности производственного
процесса приводят к росту расходов, а иногда и к полному закрытию
предприятий.
В этих условиях существенно повышаются роль и значение
правильно выбранных и своевременно принятых специалистами
управленческих решений и их ответственности за последствия этих
решений в условиях риска.
Цель изучения дисциплины – сформировать у студентов
представление о том, что любой технологический процесс и любая
технологическая система не могут функционировать без системы
управления, а также о том, что весь широкий спектр технологических
функций может быть реализован только посредством системы
управления, эффективность функционирования которой определяется
компьютерной техникой.
Кроме того студенты должны освоить суть и принципиальные
приемы или методологию управления, которые применимы для
8
8
любых систем машиностроительного производства – от управления
отдельным технологическим процессом или единицей оборудования
до руководства всем предприятием.
Изучение данной дисциплины осложняется отсутствием
учебников и учебных пособий, отвечающих требованиям программы
и включающих все темы курса. Поэтому в настоящем пособии
приведены программа курса, темы, подлежащие изучению, и указаны
литературные источники, с которыми рекомендуется ознакомиться
при изучении дисциплины «Управление производственными
системами» (табл. 1). Это не исключает возможности использования и
другой научно-технической литературы, не указанной в списке, а
также получения практически неограниченной информации через
компьютерные информационные сети. Пособие должно помочь
студенту изучить теоретический материал, продемонстрировать
умение применять основные теоретические положения к решению
конкретных практических задач, возникающих в процессе
производственной деятельности. Выполнение практических занятий и
лабораторных работ также будет способствовать лучшему усвоению
теоретического материала.
Таблица 1
Содержание основных тем курса
№
п/п
Название темы
Содержание темы
1
1
2
Введение в дисциплину. Понятие о системах и управлении.
3
Свойства и характеристики
систем. Понятие об
управлении.
2
Технология принятия
управленческих
решений.
Необходимые условия для
управления системами.
Типовые этапы управления.
9
9
Рекомендуемая
литература
(№ источника)
4
8, 9, 13, 16
11, 13, 17
Продолжение табл. 1
1
3
2
Современное
предприятие как
объект управления.
3
Структура предприятия и
управление им. Три уровня
управления. Типовые задачи
управления. Целевой и
функциональный подход к
управлению. Типовые
элементы управленческого
цикла. Структуры систем
управления.
4
Методы управления
Экономические методы
машиностроительным управления.
предприятием.
Административно-правовые
методы управления.
Социально-психологические
методы. Идеологические
методы управления.
5
Классификация
автоматизированных
систем управления.
Информационные системы.
Управляющие системы.
Классы структур АСУ. Надежность систем управления.
Количественные характеристики надежности АСУ. Оценка
функциональной надежности
системы. Оценка эффективной
надежности системы.
3, 7, 9, 15, 18
6
Автоматизированные
системы управления
производством
(АСУП).
Структура АСУП. Методы
проектирования и разработки
АСУП. Типовые проектные
решения. Постановка задач и
порядок разработки их
алгоритмов в АСУП. Создание
нормативно-справочной базы
АСУП.
2, 3, 6, 9 – 12
10
10
4
1, 4, 5, 11, 17
1, 4, 5, 12
Окончание табл. 1
1
2
7
Общая характеристика автоматизированных систем
управления технологическими процессами (АСУТП).
8
Экономическая
эффективность
применения АСУТП.
Факторы среды, окружающей
производителя. Основные
источники экономической
эффективности АСУТП.
Основные затраты на создание
и эксплуатацию системы
управления. Методика
детерминированного расчета
экономической эффективности
внедрения АСУТП. Метод
расчета экономической
эффективности с учетом
неупорядоченности
производства.
3, 7 – 10
9
Задачи числового
программного
управления (ЧПУ)
оборудованием.
Общая характеристика задач
ЧПУ. Общая характеристика
задач ГПМ. Общая
характеристика задач ГПС.
Задачи и функции
промышленных роботов.
6, 11, 14
3
Система технологический процесс – АСУТП (ТП – АСУТП).
Математическая модель (ММ).
Иерархичность системы
управления. Основные
источники экономической
эффективности АСУТП.
11
11
4
2, 3, 6, 8 – 10
ТЕОРЕТИЧЕСКИЙ КУРС
Тема № 1. ПОНЯТИЕ О СИСТЕМАХ И УПРАВЛЕНИИ
1.1. Свойства и характеристики систем
Впервые системный подход к анализу чего-либо был применен
Аристотелем (третий век до н. э.), предложившим классификацию,
построенную на иерархии общего и частного: вид – род – класс.
В современном понимании система – это совокупность
элементов или подсистем, находящихся во взаимодействии и
образующих определенную целостность. Системы бывают различной
сложности: объединение, состоящее из ряда предприятий;
машиностроительный завод, состоящий из ряда служб, цехов,
участков; станок, состоящий из ряда агрегатов, и т. д.
Различают системы технические (например, металлорежущий
станок,
автоматическая
линия),
человеко-машинные
(автоматизированные
системы
управления
технологическим
процессом – обслуживающий персонал, станок – человек),
производственно-экономические
(завод,
фирма),
социальные
(персонал,
различные
группы
населения),
биологические
(человеческий организм, определенная природная зона). В рамках
данного курса будут рассмотрены технические, человеко-машинные и
производственно-экономические системы вместе с процессами,
протекающими в них.
Функционирование системы в качестве единого целого
обеспечивается связями между ее элементами. Элемент системы – это
объект, выполняющий определенные функции и не подлежащий
дальнейшему расчленению в рамках поставленной перед данной
12
12
системой задачи. Связи между элементами определяют структуру
системы.
Например, элементом механосборочного цеха (системы)
является станок (подсистема, элемент), который может осуществлять
изготовление деталей, что является основной задачей данного цеха.
Дальнейшее
расчленение
станка
на
агрегаты
для
производственного процесса не имеет смысла, но важно для
организации технического обслуживания и профилактических
мероприятий. Для работников ремонтного хозяйства важно
расчленение станка не только на агрегаты, но и на детали, которые и
будут являться первичными элементами.
Выделение системы, т. е. отнесение к ней определенного
перечня элементов, является сложной задачей, особенно для
производственных, экономических и социальных систем.
Элементы относятся к данной системе, если они удовлетворяют
следующим основным требованиям:
- имеют общую цель, т. е. каждый элемент должен работать и
давать свой измеряемый вклад в достижение цели системы;
- взаимно дополняют друг друга, т. е. без любого элемента
система не может эффективно решать стоящие перед ней задачи;
- имеют
стабильные
организационные,
ресурсные
и
иерархические связи в системе.
Любая система характеризуется совокупностью (вектором)
входов Qвх, совокупностью (вектором) выходов Qвых и параметрами
внутреннего состояния Х (рис. 1).
Qвх
Qвых
X
Рис. 1. Структурная схема системы
13
13
Например, если в качестве системы представить коробку
передач вертикально-фрезерного станка, то входом для нее будет
являться крутящий момент Мкр, поступающий на первичный вал, и
частота вращения последнего; выходом – измененные значения этих
показателей до заданных; параметрами внутреннего состояния –
сочетание (набор) зубчатых колес, обеспечивающее заданное
преобразование (изменение).
Кроме вышеназванных, существует такое понятие, как большие
системы. Оно достаточно условно и характеризуется одним из
следующих показателей или их комбинацией:
1. Иерархичность системы, т. е. наличие нескольких уровней в
ее структуре. Например, автомобильный завод: цех – участок –
бригада – исполнитель; станок: агрегат – узел – деталь.
2. Наличие в системе элементов различного происхождения:
технических, экономических, социальных. Например, предприятие:
станки – здания – сооружения (технические элементы) – операторы –
ремонтники – ИТР (социальные элементы) – взаимоотношения с
банками, производителями техники, потребителями (экономические
элементы).
3. Количество подсистем более 7…10.
1.2. Понятие об управлении
Известно несколько определений понятия «управление».
Инженерное (прикладное) определение этого понятия следующее:
управление – это процесс преобразования информации о состоянии
системы в определенные целенаправленные действия, переводящие
управляемую систему из исходного в заданное состояние. Выработка
и принятие решения – узловая процедура в деятельности
14
14
руководителя, которая определяет весь дальнейший ход процесса
управления.
Отличительной
чертой
управления
производственным
процессом является то, что, прежде чем начнется сам процесс, у
руководителя создается его модель, т. е. определяются цели, формы
конкретной деятельности, имеющиеся ресурсы и возможности,
вероятные трудности и пути их преодоления. Все это формируется в
виде управленческого решения, которое относится к числу
творческих операций, так как включает элементы неопределенности и
риска и предполагает наличие осознанного выбора.
Управленческое решение – это творческое, волевое действие
субъекта управления на основе знания объективных законов
функционирования управленческой системы и анализа информации о
ее состоянии, состоящее в выборе цели, программы и способов
деятельности работников по разрешению проблемы.
Проблемой называют ситуацию, характеризующуюся таким
различием между необходимым (желаемым) и существующим
состоянием управляемой системы, которое препятствует ее развитию
или нормальному функционированию.
Необходимо различать ситуационное и опережающее
управление. Хороший руководитель не идет вслед за развивающейся
ситуацией, а, предвидя ее развитие, принимает опережающие
управленческие решения, составляющие основу процесса управления.
Управлять – значит решать.
Отражая многогранность и сложность взаимодействия
объективных и субъективных факторов, действующих в
производственных системах, управленческие решения отличаются
многообразием форм. Все решения, принимаемые в процессе
управления производственным предприятием, могут быть разделены
по следующим признакам (табл. 2).
15
15
Управленческое решение должно удовлетворять ряду
требований:
- быть научно обоснованным, компетентным, приниматься на
основе достоверной и полной информации с анализом возможных
альтернатив;
- иметь целевую направленность и адресность;
- быть не противоречивым;
- отличаться быстродействием и своевременностью;
- обладать точностью и ясностью, возможностью быть
контролируемым;
- быть комплексным, т. е. приниматься с учетом всех факторов;
- быть экономичным и эффективным.
Таблица 2
Классификация управленческих решений
По масштабам воздействия
Общие
Частные
По времени действия
Стратегические
Оперативные
По прогнозируемым свойствам
С определенным результатом
С вероятностным исходом
По методам переработки информации
Алгоритмические
Эвристические
По числу критериев
Однокритериальные
Многокритериальные
По направлению воздействия
Внутренние
Внешние
По глубине воздействия
Одноуровневые
Многоуровневые
По способу принятия
Индивидуальные
Коллективные
По способу фиксации
Письменные
Устные
16
16
1.3. Контрольные вопросы
1. Кто первым предложил системный анализ, построенный на
иерархии?
2. Дайте определение системы.
3. Для чего системы расчленяют на подсистемы и элементы?
4. Что такое большая система?
5. Что такое управление?
6. Дайте определение управленческого решения.
7. Что такое проблема?
8. Что такое элемент системы?
9. Чем отличаются ситуационное и опережающее управление?
10. Каким требованиям должно удовлетворять управленческое
решение?
Тема № 2. ТЕХНОЛОГИЯ ПРИНЯТИЯ УПРАВЛЕНЧЕСКИХ
РЕШЕНИЙ
2.1. Необходимые условия для управления системами
Минимально необходимыми, но недостаточными условиями
управления являются: наличие объективной и адекватной
информации о состоянии системы и внешних факторов, определение
цели (или целей), стоящей перед системой, и понимание возможных
способов или действий для достижения этой цели. Но любое реальное
управление требует ресурсов, а само управление, т. е. изменение
состояния системы, происходит во времени, иногда весьма
значительном. Поэтому достаточным набором для построения
разумного управления является: информация о состоянии системы, ее
17
17
цели, имеющиеся ресурсы, располагаемое системой время для
достижения этих целей и необходимые для этого действия.
Процесс подготовки и выработки управленческого решения
предусматривает выполнение в определенной последовательности
таких работ, как сбор, обработка и анализ информации об объекте
управления; определение цели и выработка решения; выдача
управляющей команды и доведение ее до исполнителей; реализация
решения и изменение объекта.
Естественно, что этот набор должен расположиться и
использоваться в определенной последовательности, образующей
типовые этапы или технологию управления, применяемую
независимо от отрасли, предприятия и характера задач.
2.2. Типовые этапы управления
Схема процесса принятия и реализации решения включает в
себя две фазы, каждая из которых подразделяется на несколько
этапов.
Типовыми
этапами
управления
фазы
выработки
управленческого решения считаются следующие этапы.
1. Определение цели, стоящей перед управлением системой или
подсистемой (отраслью, цехом, участком, бригадой). Причем цель
подсистемы должна увязываться с целью системы более высокого
ранга. Следовательно, постановка цели и ее реализация должны
рассматриваться в рамках программно-целевого подхода.
2. Получение информации о состоянии системы и о внешних
факторах, действующих на систему. Оценка ситуации, выявление,
формулировка и обоснование проблемы, мешающей системе
достигнуть стоящей перед ней цели (либо дальнейшее развитие, либо
оптимальное функционирование).
18
18
При сборе, получении и обработке информации, т. е. всего того,
что может дополнить наши знания, убеждения и предположения о
системе и внешних факторах, различают следующие понятия:
- сообщение – упорядоченный набор символов, служащих для
выражения информации;
- документ – материальный носитель сообщения в виде письма,
справки, ведомости, наряда и др.;
- сигналы – физические факты, явления, процессы, служащие
для передачи и накопления сообщений;
- шум – помехи, затрудняющие получение сигнала.
3. Обработка информации для принятия решения, оценка ее
точности, представительности, достоверности. Анализ информации,
сбор при необходимости дополнительной информации, ее экспертиза.
4. Формулировка возможных решений (альтернатив) в
соответствии с целями системы, полученной и обработанной
информацией.
5. Выбор окончательного варианта управленческого решения,
придание решению четкой, желательно нормативной формы.
Типовыми
этапами
управления
фазы
реализации
управленческого решения считаются следующие этапы.
6. Разработка плана реализации решения, обеспечивающего
индивидуальную
ответственность
исполнителей,
поэтапный
количественный и качественный контроль.
7. Доведение решения до исполнителей. Здесь используются
различные методы обучения, агитации, пропаганды. Наиболее
целесообразной формой решения являются закон, правило, норматив,
обеспечивающие эффективное управление.
8. Реализация управляющего воздействия с контролем
поэтапного выполнения плана реализации.
19
19
9. Получение отклика (реакции) системы на управляющие
действия в виде новой порции информации об изменении состояния
системы.
10. Оценка и анализ информации о новом состоянии системы,
внесение необходимых корректив, подведение итогов.
При полном достижении системой назначенных целей в
заданное время управление является оптимальным. Если состояние
системы ухудшилось, то управление нерационально. Если произошло
улучшение состояния системы, но цели полностью не достигнуты, то
управление является рациональным. После этого и наступает десятый
этап, в процессе которого анализируются причины, по которым цели
не были достигнуты. При необходимости либо причины
ликвидируются, либо корректируются цели.
Таким образом, управление реальными системами носит
многошаговый, итеративный характер, когда к достигнутой цели
приходят не за один, а за несколько шагов, последовательно
корректируя действия с учетом достигнутых результатов.
Одна из типичных ошибок управления на разных уровнях – это
попытка достичь цели за один ход, что для многих, а особенно
больших систем является просто нереальным по следующим
причинам:
- мы не располагаем, как правило, всей информацией о
состоянии системы и действующих на нее факторов;
- реализация решения происходит во времени, иногда
значительном, при этом ряд факторов, действующих в системе и на
систему, изменяются;
- большие системы инерционны, и для изменения их состояния
требуется значительное время;
20
20
- главный действующий субъект управления – человек –
консервативен, и требуется адаптация к новым целям и методам их
достижения.
Примерами медленного изменения состояния систем являются
трудная и продолжительная приспособляемость большинства людей к
рыночным
условиям,
чрезвычайно
длительное
освоение
специалистами персональных компьютеров и др.
Таким образом, при выработке и принятии управленческого
решения необходимо учитывать дефицит информации, значительный
разрыв между моментами принятия и реализации решения и те
последствия, которые могут возникнуть (социальные, технические,
экономические) в результате реализации этого решения.
2.3. Контрольные вопросы
1. Опишите достаточный набор условий для управления
системой.
2. Перечислите типовые этапы управления фазы выработки
управленческого решения.
3. Перечислите типовые этапы управления фазы реализации
управленческого решения.
4. Что такое «сообщение»?
5. Дайте определение понятия «документ».
6. Что такое «сигнал»?
7. Дайте определение понятия «шум».
8. Назовите одну из типичных ошибок в управлении системой.
9. Какое управление называется оптимальным?
10. Какое управление называется рациональным?
21
21
Тема № 3. СОВРЕМЕННОЕ ПРЕДПРИЯТИЕ КАК ОБЪЕКТ
УПРАВЛЕНИЯ
3.1. Структура предприятия и управление им
Понятия «производство» и «технология» являются ключевыми
для характеристики предприятия.
Под термином «производство» понимается организационноэкономическая деятельность, характеризующаяся единством целей
функционирования технологий, входных и выходных продуктов
труда. Понятие «технология» включает совокупность методов
обработки и последовательность их выполнения, направленных на
изменение состава, свойств и формы входных продуктов труда.
Согласно ГОСТ 3. 1108 – 74, промышленные предприятия
делятся по характеру, типу производства и принципу формирования
производственной программы (рис. 2).
Предприятие
Характер
производства
Тип
производства
- непрерывный
- массовый
- дискретный
- серийный
- смешанный
- единичный
Принцип
формирования
программы
Рис. 2. Классификация предприятий
22
22
- с жесткой
номенклатурой
выпускаемой
продукции
- с варьируемой
номенклатурой
выпускаемой
продукции
Если отвлечься от специфики предприятия, можно выделить
следующие его основные компоненты.
1. Предметы труда – материальные объекты, являющиеся
компонентами выходного продукта.
2. Средства труда – соответствующее оборудование, оснастка и
рабочие места, на которых обрабатываются предметы труда.
3. Технологические процессы – совокупность действий,
направленных на преобразование входных ресурсов в конечный
продукт.
4. Производственные отношения – совокупность материальноэкономических отношений в процессе общественного производства.
Такое деление позволяет рассматривать процесс управления
предприятием с единых позиций. Современное предприятие как
объект управления характеризуется следующими основными
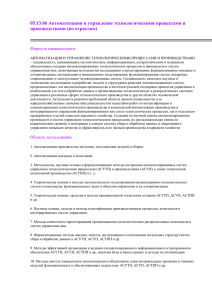
параметрами (рис. 3):
A
Qвх
B
Производство (Х)
Y
Qвых
U
Рис. 3. Основные параметры, характеризующие большую систему как
объект управления:
Qвх – совокупность предметов труда; Qвых – совокупность продуктов труда,
образуемых в результате переработки; А – совокупность затрат (электроэнергия,
пар и др.); В – совокупность вспомогательных компонентов (запчасти,
смазочные материалы и др.); Х – параметры внутреннего состояния;
U – внешние возмущения (брак, потери ресурса оборудования и рабочей силы);
Y – параметры управляющих воздействий
Управление объектом заключается в воздействии на параметры
соответствующего вида деятельности с целью производства
23
23
заданного количества продуктов труда при гарантированном качестве
с минимальными затратами.
Для предприятия характерны следующие виды деятельности:
- стратегическая – прогнозирование развития предприятия и
принятие глобальных решений;
- организационно-экономическая – планирование и организация
взаимо-действия
подразделений
предприятия
в
динамике
производственной деятельности;
- производственная – процесс производства выпускаемых
продуктов;
- технологическая – реализация технологических процессов.
3.2. Три уровня управления. Типовые задачи управления
Процесс управления предприятием можно разделить на три
уровня.
1. Управление технологическими процессами, заключающееся в
оптимальном использовании законов, положенных в их основу, с
учетом внешних возмущений и внутреннего состояния.
2. Управление
средствами
и
предметами
труда,
производственными отношениями, заключающееся в их оптимальном
использовании.
3. Организационно - экономическое управление предприятием,
заключающееся в достижении оптимального значения критерия
эффективности (прибыль, производительность и др.).
На каждом уровне могут быть определены типовые задачи
управления (рис. 4).
24
24
Типовые задачи управления
Управление
технологическими
процессами
Управление
средствами
труда
Управление
предметами
труда
Управление:
- ремонтом
оборудования
- распределением
мощностей
- мощностями
- оперативное
управление
средствами труда
Управление:
- запасами
- обеспечением
сырьем
- распределением
сырья
- подготовкой
сырья
Организационноэкономическое
управление
- технико-экономическое
планирование
- управление технической
подготовкой производства
- управление сбытом и
реализацией продукции
- оперативное управление
производством
- управление материальнотехническим снабжением
- управление финансами
- управление качеством
продукции
- управление кадрами
Рис. 4. Типовые задачи управления
3.3. Целевой и функциональный подход к управлению
Система
управления
предприятием
как
сложным,
многоуровневым и динамичным объектом характеризуется
делимостью, иерархией и многокритериальностью. Поэтому
успешное достижение основной цели на каждом уровне управления
обеспечивается согласованностью и эффективностью реализации
целей его подсистем, звеньев и элементов, которые всегда
необходимо рассматривать с системных позиций.
25
25
В силу сложности и многогранности объекта управления
(большая система) система управления подразделяется на целевые и
функциональные подсистемы.
К целевым подсистемам относятся:
Управление:
- выполнением производственной программы;
- качеством продукции;
- ресурсами;
- развитием производства;
- социальным развитием коллектива;
- охраной окружающей среды.
Каждая целевая подсистема характеризуется совокупностью
специальных функций (комплексом задач управления), выполняемых
по принадлежности в функциональных подсистемах.
В типовой состав функциональных подсистем управления
включаются следующие подсистемы:
- перспективное, технологическое и социальное планирование;
- организация работ по стандартизации;
- управление технической подготовкой производства;
- организация производства;
- управление технологическими процессами;
- оперативное управление производством;
- организация метрологического обеспечения;
- технический контроль и испытания;
- организация труда и заработной платы;
- организация работы с кадрами;
- материально-техническое снабжение;
- сбыт продукции;
- капитальное строительство;
- организация финансовой деятельности;
26
26
- учет и отчетность;
- экономический анализ.
Помимо целевых и функциональных подсистем система
управления содержит также подсистемы обеспечения управления,
которое включает правовое, информационное, нормативное
обеспечение и технические средства управления.
3.4. Типовые элементы управленческого цикла
Реализация каждой функции управления включает следующие
типовые элементы управленческого цикла, общие для всех функций:
- прогнозирование и планирование;
- принятие решений;
- организацию работ;
- координацию и регулирование;
- активизацию и стимулирование;
- контроль, учет и анализ.
Первым этапом в реализации любой функции управления
является прогнозирование. Оно представляет собой вероятную оценку
характера изменения целей или путей развития объекта управления.
По мере уточнения задач управления переходят к следующему
элементу управленческого цикла – планированию. Оно заключается в
формулировании целей управления и определении методов и средств
достижения поставленных целей в виде конкретных плановых
расчетов, заданий и показателей с установлением сроков исполнения.
Организация работ как элемент управленческого цикла состоит
в формировании структуры управляемой и управляющей систем, в
создании организационных отношений, зафиксированных в
организационных
структурах,
положениях
о
должностных
обязанностях, инструкциях, правилах и нормах.
27
27
Регулирование представляет собой элемент управленческого
цикла, обеспечивающий нормальное протекание производственных и
управленческих процессов. Оно направлено на сохранение,
поддержание,
усовершенствование
устойчивого
состояния
управляемой и управляющей систем, а также коммуникаций между
ними. Регулирование – это координация всех элементов системы
управления с целью ее гармоничного и пропорционального развития.
Эффективность выполнения функций управления во многом
зависит от использования различных методов и способов активизации
и стимулирования благоприятных условий, при которых коллектив
исполнителей и отдельные работники будут морально и материально
заинтересованы в улучшении показателей своей работы по
достижению намеченных целей и результатов.
Заключительной стадией управленческого цикла является
контроль, учет и анализ, которые включают комплекс работ по сбору,
обработке и передаче управленческой информации о состоянии
управляемой системы. Контроль представляет собой систему
наблюдений и проверки соответствия процесса функционирования
объекта принятым управленческим решениям. Большое внимание при
этом уделяется анализу выполнения функций управления, цель
которого заключается в том, чтобы из различного рода данных,
отражающих явления и факты, составить общую целостную картину
процесса, выявить присущие ему закономерности и тенденции с
последующим использованием их в процессах управления.
3.5. Структуры систем управления
По степени детализации различают следующие объекты
деятельности предприятия:
– функциональные области;
28
28
– процессы;
– действия.
К функциональным относятся основные области деятельности
предприятия – управление подготовкой производства, управление
финансами, бухгалтерский учет и др.
Каждая функциональная область включает ряд процессов.
Например, для управления финансами характерны следующие
процессы: финансовое планирование, капитальные вложения,
руководство фондами.
В любом процессе выполняется ряд действий.
Например, для процесса определения потребителей –
прогнозирование спроса, контроль уровня запасов и др.
Определение функциональных областей, процессов и действий
не должно зависеть от специфики предприятия и его организации, что
дает возможность использования типовых структур аппарата
управления.
Под структурой аппарата управления предприятием
(объединением)
понимается
совокупность
линейных
и
функциональных органов управления, а также система их связей и
взаимодействий.
Конкретная структура аппарата управления определяется
характеристиками предприятия и масштабностью управления.
Основными подразделениями аппарата управления являются отдел
труда и заработной платы, плановый отдел, бухгалтерия,
производственный отдел, технологический и конструкторский
отделы, отделы технического контроля снабжения и сбыта,
финансовый и др. Основные функциональные отделы аппарата
управления группируются в пять основных служб: техническую,
экономическую, производственную, коммерческую, обслуживания.
29
29
Кроме функционального, имеет место также линейное
управление: директор, начальник цеха (отдела), мастер.
Производственная организация складывается из структуры,
расположения на территории и распределения функций между
элементами.
Среди структур можно выделить структуры: линейную,
функциональную, линейно-групповую, линейно-функциональную и
матричную.
В линейной структуре (рис. 5) каждый элемент имеет одного
непосредственного руководителя. Такая структура предполагает
четкое распределение функций между элементами одного уровня и
между элементами на разных уровнях. К недостаткам такого рода
управления относятся трудность координации между элементами в
экстремальных ситуациях и необходимость знания вышестоящим
элементом функций нижестоящего.
Элемент А
Элемент В1
Элемент C11
…
…
Элемент C1m
Элемент Вn
Элемент Cn1
…
Элемент Cnm
Рис. 5. Линейная структура управления
Функциональная
структура
(рис. 6)
предполагает
специализацию руководителей по отдельным функциям управления.
Недостатками такой структуры управления являются трудность
координации между элементами одного уровня, усложнение
структуры по мере возрастания функций управления.
30
30
Управляющий
элемент
по функции А1
Управляющий
элемент
по функции Аn
B11
…
B1m
Bn1
…
Bnm
Рис. 6. Функциональная структура управления
Линейно-групповая структура (рис. 7) является развитием
линейной. Каждому руководителю подчиняется группа управления из
квалифицированных специалистов. Недостатком такой организации
является резкое увеличение состава групп управления при
усложнении функций управления, при этом непосредственный
руководитель становится формальной фигурой.
Линейно-функциональная структура основана на достоинствах
как линейной, так и функциональной структур, и предполагает
наличие функциональных связей между группами управления.
Недостатком остается трудность координации при усложнении
функций управления из-за увеличения числа связей.
Группа А1
Элемент A1
Группа В1
B1
…
Bn
…
C11
Группа Вn
…
C1m
Cn1
Cnm
Рис. 7. Линейно-групповая структура управления
31
31
Матричная структура (рис. 8) основана на сочетании управления
по функциональному и предметному уровню. К недостаткам такой
структуры можно отнести возможность дезорганизации, связанную с
неоднозначным подчинением элементов.
Управляющий элемент А, В
Руководитель
по функции В1
Руководитель
по функции Вn
Руководитель
предметной
области А1
…
C11
Руководитель
предметной
области Аm
C1m
…
Cn1
Cnm
Рис. 8. Матричная структура управления
На практике редко приходится сталкиваться с одной из
рассмотренных выше структур в чистом виде, обычно встречаются
комбинированные структуры управления.
При анализе структур управления используются следующие
обобщенные
показатели:
оперативность,
централизация,
периферийность, живучесть, объем.
32
32
3.6. Контрольные вопросы
1. Что такое производство?
2. Что такое технология?
3. Как классифицируются машиностроительные предприятия?
4. Перечислите основные компоненты предприятия.
5. Перечислите основные параметры, которые характеризуют
предприятие как объект управления.
6. Назовите типовые задачи управления.
7. Дайте краткую характеристику основных структур систем
управления.
8. Перечислите целевые подсистемы управления.
9. Перечислите функциональные подсистемы управления.
10. Что понимается под структурой аппарата управления?
Тема № 4. МЕТОДЫ УПРАВЛЕНИЯ
МАШИНОСТРОИТЕЛЬНЫМ ПРЕДПРИЯТИЕМ
Методы управления – это способы и приемы управленческой
деятельности, с помощью которых работа производственного
коллектива предприятия и его членов направляется на достижение
целей, стоящих перед объектом управления (табл. 3).
Методы управления учитывают научно-технический уровень
развития предприятия, социальные, правовые и психологические
отношения людей в процессе производства.
Методы управления предприятием всегда используются
комплексно, взаимно дополняя друг друга. Их совокупность образует
целостную систему методов управления.
33
33
Искусство управления заключается в овладение этими
методами, в правильном их выборе и умении применять на практике.
Таблица 3
Классификация методов управления машиностроительным
предприятием
Методы
управления
Механизм
воздействия
на объект
управления
Стимулы
выполнения
управленческих
воздействий
Содержание метода
Экономические
Косвенный;
стимулирующий
Материальная
заинтересованность
Техникоэкономический
анализ, хозрасчет,
прибыль, цена,
кредит, налог
Административноправовые
Прямой;
директивный
Дисциплинарная
ответственность
Гражданские нормы,
административные
права, инструкции,
приказы,
распоряжения
Социальнопсихологические
Косвенный;
стимулирующи
й
Моральная
ответственность
Творческая
активность,
психологический
климат, традиции,
мотивы, сила
руководства
Идеологические
Косвенный;
мотивирующий
Моральнополитическая
ответственность
Политическая и
общественная
активность, долг и
ответственность,
критика и
самокритика,
экономическая и
политическая учеба
34
34
4.1. Экономические методы управления
Экономические методы управления – это комплекс способов и
приемов управления, основанных на использовании экономических
законов. Цель экономических методов – создать заинтересованность
производственных звеньев в принятии оптимальных плановых
заданий и в их выполнении.
Экономические
методы
включают:
экономическое
стимулирование,
хозяйственный
расчет,
кредитование,
ценообразование.
Экономическое
стимулирование
основывается
на
использовании:
- принципов и методов оценки и стимулирования повышения
эффективности труда на каждом рабочем месте;
- системы оплаты труда, материального поощрения работников
и распределения прибыли;
- фондов заработной платы, материального поощрения (или
единого фонда оплаты труда);
- экономических долговременных нормативов.
Хозяйственный расчет означает, что предприятие должно
покрывать свои расходы доходами, полученными от реализации
продукции, работать рентабельно, давать прибыль, соблюдать режим
экономии, обеспечивать развитие производства на основе
самоокупаемости и самофинансирования.
Хозрасчет предполагает самостоятельность предприятий в
распоряжении основными фондами и ресурсами, и право
самостоятельно решать вопрос о производстве и реализации
продукции. Хозрасчет синтезирует действия таких экономических
рычагов, как прибыль, цена, материальное стимулирование, кредит и
налоги.
35
35
Ценообразование – важный метод управления экономикой.
Постоянно растет роль цен как измерителей эффективности затрат и
результатов хозяйственной деятельности, стимула повышения
качества и снижения себестоимости продукции.
Ценообразование
как
метод
управления
экономикой
подкрепляется налоговой системой. Кредитование предполагает
создание условий, побуждающих предприятия рационально
использовать кредиты и собственные оборотные средства, повышать
рентабельность, своевременно и полностью рассчитываться с
государством.
Предприятие несет ответственность за своевременное
выполнение обязательств перед бюджетом, банками, поставщиками и
кредиторами.
4.2. Административно-правовые методы управления
Административно-правовые методы управления представляют
собой совокупность средств юридического воздействия на отношения
людей в производстве.
Административные методы предполагают организационное и
распределительное воздействие. Организационное воздействие
выражается в четком распределении управления, установлении прав и
обязанностей работников управления, регламентации основных
процедур управленческой деятельности. В основе организационного
воздействия лежат:
- организационное регламентирование;
- организационное нормирование.
Организационное регламентирование устанавливает правила,
обязательные для выполнения, и определяет содержание и порядок
36
36
управленческой деятельности в соответствии с правовыми нормами и
инструктивными материалами. На машиностроительном предприятии
регламентацией охватываются: функции, работы, процедуры
принятия решения, операции, структуры управления, формы
документов и документооборот, распорядок работы и элементы стиля
работы руководителей.
Организационное нормирование заключается в разработке
нормативов и норм: численности управленческого персонала и
управляемости, затрат труда в сфере управления и длительности
управленческих операций и процедур, расходов материалов и других
расходов. Положения о предприятии и его подразделениях,
должностные инструкции, организационные структуры создают базу
для распорядительской деятельности, т. е. для установления
конкретных заданий и контроля их исполнения.
Распорядительное воздействие отражает динамику управления.
Оно осуществляется в процессе функционирования системы и
направлено на обеспечение слаженной работы аппарата управления,
на поддержание системы в заданном режиме работы или перевод ее в
более совершенное состояние. Распорядительное воздействие может
быть выражено в виде устного или письменного распоряжения и
иметь формы приказа или договора.
К организационно-распорядительным методам относится
расстановка кадров в соответствии с интересами и способностями
каждого работника.
4.3. Социально-психологические методы
Успех любого дела определяется тем, насколько активно и
сознательно участвуют в нем люди.
37
37
В управлении используют две группы методов, учитывающих
человеческий фактор: социологические и психологические.
Социологические
методы
управления
реализуют
закономерности функционирования и развития трудового коллектива.
К ним относятся:
1. Методы управления социально-массовыми процессами,
механизм воздействия которых основан на формировании и влиянии
на действия человека благоприятного общественного мнения о тех
или иных производствах, профессиональных группах, районах:
- профессиональная ориентация;
- организованный набор;
- региональное регулирование заработной платы;
- льготы.
2. Методы управления группами:
- авторитарные (автократические);
- демократические;
- авторитарно-демократические.
3. Методы управления групповыми явлениями и процессами:
- новаторство;
- трудовые почины;
- здоровая конкуренция (соревнование).
4. Методы социального нормирования:
- конкурсы;
- смотры;
и социальной профилактики:
- нормирование поведения.
5. Методы ролевых изменений:
- повышение престижа профессии путем присвоения
престижного названия;
- нагрудные знаки;
38
38
- форменная одежда.
6. Методы социального регулирования:
- договора;
- взаимные обязательства;
- соглашения и т. д.
Психологические
методы
в
управлении
предлагают
использование всего комплекса психологических знаний, которые в
рабочей ситуации подсказывают правильное решение, позволяют
понять и оценить происходящее.
1. Методы гуманизации труда – методы инженерной
психологии:
- использование цвета для коррекции восприятия формы
объектов и помещений;
- функциональное использование музыки.
2. Методы профессионального отбора и обучения:
- интервью;
- беседы;
- испытания;
- тесты.
4.4. Идеологические методы управления
Идеологические методы управления направлены на повышение
идейно-политического, общеобразовательного и культурного уровня
работников, воспитание дисциплины труда и ответственности за
порученное дело. К этой группе методов относятся разнообразные
методы пропаганды и агитации.
39
39
4.5. Контрольные вопросы
1. Что такое методы управления?
2. Перечислите методы управления машиностроительным
предприятием.
3. Каков механизм воздействия на объект управления
экономических методов?
4. Каков механизм воздействия на объект управления
административно-правовых методов?
5. Каков механизм воздействия на объект управления
социально-психологических методов?
6. Каков механизм воздействия на объект управления
идеологических методов?
7. Определите содержание экономических методов.
8. Определите содержание административно-правовых методов.
9. Определите содержание социально-психологических методов.
10. Определите содержание идеологических методов.
Тема № 5. КЛАССИФИКАЦИЯ АВТОМАТИЗИРОВАННЫХ
СИСТЕМ УПРАВЛЕНИЯ
В зависимости от роли человека в процессе управления, форм
связи и функционирования звена «человек – машина», распределения
информационных и управляющих функций между оператором и
ЭВМ, между ЭВМ и средствами контроля и управления все системы
можно разделить на два класса: информационные и управляющие
системы.
40
40
5.1. Информационные системы
Информационные системы обеспечивают сбор и выдачу в
удобном для обозрения виде измерительной информации о ходе
технологического или производственного процесса. Выработанная
управляющая информация служит рекомендацией оператору, причем
основная роль принадлежит человеку, а машина играет
вспомогательную роль, выдавая для него необходимую информацию.
Цель таких систем – получение оператором информации с
высокой достоверностью для эффективного принятия решений.
Характерной особенностью для информационных систем является
работа ЭВМ в разомкнутой схеме управления. Причем возможны
информационные системы различного уровня: от простых, в которых
данные о состоянии производственного процесса собирают вручную,
до встроенных диалоговых систем высокого уровня.
Различают два вида информационных систем: информационносправочные (пассивные), которые поставляют информацию оператору
после его связи с системой по соответствующему запросу;
информационно-советующие (активные), которые сами выдают
абоненту предназначенную для него информацию периодически или
через определенные промежутки времени.
В информационно-справочных системах ЭВМ необходима
только для сбора и обработки информации об управляемом объекте.
На основе информации, переработанной ЭВМ и представленной в
удобной для восприятия форме, оператор принимает решения
относительно
способа
управления
объектом.
Параметры
технологических процессов, измеренные датчиками, преобразуются в
цифровую форму устройствами сопряжения и вводятся в ЭВМ. После
обработки в ЭВМ оперативная информация о ходе протекания
технологического процесса поступает на устройства отображения
41
41
технологических
параметров
(статистическая
информация,
предназначенная для регистрации), а вычисленные экономические и
технологические показатели печатаются в виде отчетов.
ЭВМ представляет широкие возможности для математической
обработки данных (сравнение текущих значений параметров с их
максимально
и
минимально
доступными
значениями,
прогнозирование характера изменения контролируемых параметров).
На основе прогноза оператор имеет возможность так воздействовать
на технологический процесс, чтобы не допустить существенного
изменения параметров.
В информационно-советующих системах наряду со сбором и
обработкой информации выполняются следующие функции:
определение
рационального
технологического
режима
функционирования по отдельным технологическим параметрам
процесса; определение управляющих воздействий по всем или
отдельным управляемым параметрам процесса; определение значений
(величин) установок локальных регуляторов.
Данные о технологических режимах и управляющих
воздействиях поступают через средства отображения информации в
форме рекомендаций оператору. Принятие решения оператором
основывается на собственном понимании хода технологического
процесса и опыта управления им.
Эти системы применяют в тех случаях, когда требуется
осторожный подход к решениям, выработанным формальными
методами. Это связано с неопределенностью в математическом
описании
управляемого
процесса:
математическая
модель
недостаточно полно описывает технологический (производственный)
процесс, так как учитывает лишь часть управляющих и управляемых
параметров; математическая модель адекватна управляемому
процессу лишь в узком интервале технологических параметров;
42
42
критерии управления носят качественный характер и существенно
изменяются в зависимости от большого числа внешних факторов.
Неопределенность
описания может
быть
связана
с
недостаточной изученностью технологического процесса или
реализация адекватной модели потребует применения дорогостоящей
ЭВМ.
При большом разнообразии и объеме дополнительных данных
общение оператора с ЭВМ строится в форме диалога. ЭВМ играет в
данном случае пассивную роль, связанную с обработкой большого
количества информации и ее представлением в компактном виде, а
функция принятия решений возлагается на оператора.
Промежуточным
классом
между
информационной
и
управляющей
системами
можно
считать
информационноуправляющую
систему,
которая
предоставляет
оператору
достоверную информацию о прошлом, настоящем и будущем
состоянии производства для эффективного выполнения своих
функций в нужное время и в требуемой форме.
5.2. Управляющие системы
Управляющие системы обеспечивают наряду со сбором
информации выдачу непосредственно команд исполнителям или
исполнительным механизмам. Управляющие системы работают
обычно в реальном масштабе времени, т. е. в темпе технологических
или производственных операций. В управляющих системах
важнейшая роль принадлежит машине, а человек контролирует и
решает наиболее сложные вопросы, которые по тем или иным
причинам не могут решить вычислительные средства систем.
43
43
По
мере
усложнения
процессов
даже
самый
квалифицированный оператор перестает справляться с задачами
управления. Другой недостаток управления, осуществляемого
человеком- оператором, заключается в его неспособности обеспечить
непрерывность управляющего воздействия.
Управляющая система осуществляет функции управления по
определенным программам, заранее предусматривающим действия,
которые должны быть предприняты в той или иной производственной
ситуации. За человеком остается общий контроль и вмешательство в
тех случаях, когда возникают непредвиденные алгоритмами
управления обстоятельства. Управляющие системы имеют несколько
разновидностей.
Супервизорные системы управления. АСУ, функционирующая в
режиме супервизорного управления (супервизор – управляющая
программа или комплекс программ), предназначена для организации
многопрограммного режима работы ЭВМ и представляет собой
двухуровневую иерархическую систему, обладающую широкими
возможностями и повышенной надежностью. Управляющая
программа определяет очередность выполнения программ и
подпрограмм и руководит загрузкой устройств ЭВМ.
В супервизорной системе управления часть параметров
управляемого процесса и логико-командного управления управляется
локальными автоматическими регуляторами АР, а ЭВМ, обрабатывая
измерительную информацию, рассчитывает и устанавливает
оптимальные настройки этих регуляторов. Остальной частью
параметров управляет ЭВМ в режиме прямого цифрового управления.
Супервизорный режим позволяет не только автоматически
контролировать процесс, но и автоматически управлять им вблизи
оптимальной рабочей точки. Функции оператора сводятся к
наблюдению за технологическим процессом и в случае
44
44
необходимости к корректировке цели управления и ограничений на
переменные.
Системы прямого цифрового управления. ЭВМ непосредственно
вырабатывает оптимальные управляющие воздействия и с помощью
соответствующих преобразователей передает команды управления на
исполнительные механизмы. Режим непосредственного цифрового
управления позволяет исключить локальные регуляторы с задаваемой
установкой; применять более эффективные принципы регулирования
и управления и выбирать их оптимальный вариант; реализовать
оптимизирующие функции и адаптацию к изменению внешней среды
и переменным параметрам объекта управления; снизить расходы на
техническое обслуживание и унифицировать средства контроля и
управления.
5.3. Классы структур АСУ
В сфере промышленного производства с позиций управлений
можно выделить следующие основные классы структур систем
управления:
децентрализованную,
централизованную,
централизованную рассредоточенную и иерархическую.
Децентрализованная структура. Построение системы с такой
структурой эффективно при автоматизации технологически
независимых объектов управления по материальным, энергетическим,
информационным и другим ресурсам. Такая система представляет
собой совокупность нескольких независимых систем со своей
информационной и алгоритмической базой. Для выработки
управляющего воздействия на каждый объект управления необходима
информация о состоянии только этого объекта.
45
45
Централизованная структура осуществляет реализацию всех
процессов управления объектами в едином органе управления,
который осуществляет сбор и обработку информации об управляемых
объектах и на основе их анализа в соответствии с критериями
системы вырабатывает управляющие сигналы. Появление этого
класса структур связано с увеличением числа контролируемых,
регулируемых и управляемых параметров и, как правило, с
территориальной рассредоточенностью объекта управления.
Централизованная рассредоточенная структура. Основная
особенность
данной
структуры
–
сохранение
принципа
централизованного управления, т. е. выработка управляющих
воздействий на каждый объект управления на основе информации о
состояниях всей совокупности объектов управления. Некоторые
функциональные устройства системы управления являются общими
для всех каналов системы и с помощью коммутаторов подключаются
к индивидуальным устройствам канала, образуя замкнутый контур
управления.
Алгоритм управления в этом случае состоит из совокупности
взаимосвязанных алгоритмов управления объектами, которые
реализуются совокупностью взаимно связанных органов управления.
В процессе функционирования каждый управляющий орган
производит прием и обработку соответствующей информации, а
также выдачу управляющих сигналов на подчиненные объекты. Для
реализации функций управления каждый локальный орган по мере
необходимости вступает в процесс информационного взаимодействия
с другими органами управления.
Иерархическая структура. Иерархия задач управления
приводит к необходимости создания иерархической системы средств
управления.
Такое
разделение,
позволяя
справиться
с
информационными трудностями для каждого местного органа
46
46
управления, порождает необходимость согласования принимаемых
этими органами решений, т. е. создания над ними нового
управляющего органа. На каждом уровне должно быть обеспечено
максимальное соответствие характеристик технических средств
заданному классу задач.
В многоуровневой иерархической системе управления выделяют
обычно три уровня. Например, в системе управления гибкой
производственной системой (ГПС) можно выделить следующие
уровни управления: уровень управления работой оборудования и
технологическими процессами; уровень оперативного управления
ходом производственного процесса в ГПС; уровень планирования
работы ГПС.
В функции нижнего уровня управления входят сбор и обработка
информации и непосредственное управление технологическими
процессами и работой оборудования с учетом команд, поступающих
от вышестоящего уровня; фиксация времени простоя оборудования с
учетом причин простоя; контроль за состоянием режущего
инструмента и учет его использования; учет числа обработанных
деталей; передача информации и уровень оперативного управления
ГПС.
Функциями
уровня
оперативного
управления
ходом
производственного процесса в ГПС являются следующие: анализ
наличия ресурсов для выполнения сформированных заданий на шаге
управления; оперативная корректировка режимов отдельных
технологических процессов и выдача коррекции на технические
устройства низшего уровня; контроль качества изделий; прием и
систематизация информации от управляющих устройств низшего
уровня; передача информации в верхний уровень управления.
Функциями уровня планирования работы ГПС являются:
решение комплекса задач, связанных с формированием ежемесячных
47
47
графиков загрузки оборудования ГПС; решение комплекса задач,
связанных с управлением и контролем за работой уровня
оперативного
управления
ГПС;
управление
библиотекой
управляющих программ для оборудования ГПС; сбор, обработка и
выдача информации о ходе производственного процесса в ГПС.
Иерархическая
структура
автоматического
управления
позволяет объединить управление различными производственными
объектами и согласовать их работу, т. е. подойти к
производственному процессу как к единому целому, а не как к набору
независимых частей. При этом можно автоматизировать весь
комплекс производственных процессов, включая транспортные
операции и различные организационные задачи.
5.4. Надежность систем управления
К современной автоматизированной системе управления
предъявляются многогранные технические требования. Поэтому для
реализации сложных систем необходимо применять десятки, сотни,
тысячи различных элементов. Сложность АСУ отрицательно
сказывается на ее надежности, в то время как характер выполняемых
функций требует именно высокой надежности. Проблема надежности
настолько сложна, что в ее решении должны участвовать все
работники,
занятые
проектированием,
производством
и
эксплуатацией АСУ.
Надежность – свойство системы выполнять все заданные
функции при определенных условиях эксплуатации в течение
заданного времени с сохранением значений основных параметров в
заранее установленных пределах.
48
48
В основу науки о надежности положена теория, изучающая
безотказную работу систем, устройств, элементов и их изменение под
влиянием внешних и внутренних воздействий с целью определения
характеристик надежности и выработки методов расчета и способов
обеспечения нормального функционирования.
Надежность является важнейшим техническим параметром; ее
количественные характеристики обязательно указываются в
техническом задании на разработку.
Исходные данные, которыми располагает проектировщик
систем, весьма ограничены. Обычно это результаты коротких
испытаний новых узлов в лабораториях, а также статические данные
о надежности подобных систем в условиях эксплуатации, часто
отличающихся от тех, для которых предназначается разрабатываемая
система. Поэтому необходимо выяснить, на каких этапах разработки
системы следует проводить мероприятия, связанные с обеспечением
заданных показателей надежности.
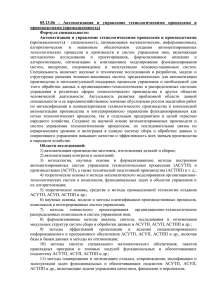
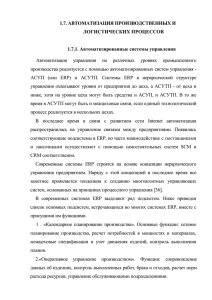
На рис. 9 приведены кривые, определяющие стоимость
разработки в зависимости от качества организации работы по
обеспечению надежности.
Кривая 1 показывает, что суммарная стоимость сильно
возрастает в связи с тем, что расходы, связанные с (расчетом и)
повышением надежности, произведены на последнем этапе, когда
изделие забраковано потребителем как не удовлетворяющее
техническим требованиям. При этом расходы значительно
превышают сумму намеченных ассигнований, так как приходится
проводить дополнительные работы по переконструированию,
переделкам и другим изменениям.
Малоэффективно использование контроля качества продукции
(кривая 2), который не может улучшить характеристики надежности,
обусловленные плохой конструкцией. В этом случае стоимость
49
49
изготовления системы также превышает сумму намеченных
ассигнований, так как после выпуска изделия приходится прибегать к
изменениям схем и переделкам.
Суммарная стоимость
Сумма намеченных ассигнований
Пл
ЭП
ТП
И
Э
Рис. 9. Зависимость стоимости системы от своевременности (по этапам)
расчета надежности:
Пл – планирование; ЭП – эскизный проект; ТП – технический проект;
И – изготовление; Э – эксплуатация
Обеспечение надежности на этапе технического проектирования
позволяет
добиться
значительного
улучшения
показателей
стоимости (кривая 3). Оптимальное решение может быть достигнуто
лишь в том случае, если необходимые расходы произведены на
начальной стадии (кривая 4).
5.5. Количественные характеристики надежности АСУ
Вероятность безотказной работы P(t) задает вероятность
того, что элемент не откажет до момента времени t:
50
50
P(T) = P{T > t}, P(0) = 1, P( ) = 0,
где T – длительность безотказной работы элемента.
При испытании партии изделий вероятность исправной работы
N 0 nk
t
t k
lim
P(t) t 0
k 1
N0
N 0
N( t )
N0
,
где N(t) – число изделий, исправно работающих в интервале [0, t];
N0 – число изделий в начале испытаний; nk – число вышедших из
строя изделий в интервале времени tk; tk – интервал времени
наблюдения.
Среднее время безотказной работы – математическое ожидание
времени исправной работы:
Tср = M[T] = t F (t)dt,
0
где F(t)=1 – P(t) – функция распределения отказов.
Интенсивность отказов
n( t )
( t )
,
N ( t ) t
1
T ср
,
где n(t) – число отказавших элементов на отрезке времени t .
В большинстве случаев справедлив экспоненциальный закон
надежности: P( t ) e
t
(рис. 10).
51
51
P(t)
t
Рис. 10. Зависимость надежности от времени эксплуатации изделия
Сложная АСУТП может находиться в нескольких рабочих
состояниях, так как выход из строя некоторых ее элементов не
вызывает полного отказа системы, т. е. прекращения выполнения ею
заданных функций, но ухудшает в той или иной степени качество
функционирования.
С данной точки зрения АСУТП характеризуется следующими
критериями.
1. Функциональная надежность Рф – вероятность того, что
данная система будет удовлетворительно выполнять свои функции в
течение заданного времени.
2. Эффективная надежность Рэ – среднее значение величины,
характеризующей относительный объем и полезность выполняемых
системой функций в течение заданного времени по сравнению с ее
предельными возможностями. Рэ – это некоторая количественная
мера, оценивающая качество выполняемых системой функций.
5.6. Оценка функциональной надежности системы
Прежде чем произвести оценку надежности системы в целом,
необходимо найти показатели надежности отдельных ее звеньев
(подсистем, элементов). Для этого следует определить их состав на
52
52
основе анализа структурной схемы данной (или проектируемой)
системы. Необходимо также выделить комплекс устройств
(подсистем), всякий отказ в работе которых приводит к отказу всей
системы. В АСУТП таким устройством (основным), как правило,
являются ЭВМ или персональный компьютер (вычислительное и
запоминающее устройство).
После этого необходимо установить функциональные связи
основного устройства с дополнительными, которые в процессе
работы системы время от времени подключаются к основному
устройству на время i для обмена и обновления информации.
Очевидно, что влияние таких устройств будет определяться главным
образом тем, какова вероятность нахождения этих устройств в
рабочем состоянии в любой произвольный момент времени t.
Таким образом, функциональная надежность системы зависит от
безотказной работы как основного устройства (комплекса) в заданное
время, так и дополнительных устройств, работающих совместно с
основным в течение времени :
Рф = f {Р0 (t); кi; Рi (i)})
где Р0 (t) – вероятность безотказной работы основного элемента;
кi – коэффициент готовности i-го устройства; Рi (i) – вероятность
безотказной работы i-го дополнительного устройства при совместной
работе с основным за среднее время при решении основной задачи.
Так как вся система работает в основном режиме, то ее
функциональная надежность определяется по зависимости:
Рф Р0 t кi Pi i ,
m
i 1
где m – количество дополнительных устройств в системе.
Если резервирования в системе нет, то
53
53
1 i
1
i ri
-оt
-ii
Р0 (t) = е , Рi (t) = е
, кi
1 e
1 i
где 0, i – соответственно средняя интенсивность отказов основного
и дополнительного устройств;
i
;
i
-1 = i – среднее время
восстановления рабочего состояния устройства; i-1 = Тi – среднее
время безотказной работы.
В случае, когда t , коэффициент готовности i-го устройства
кi
Ti
1
.
1 i i Ti i
Из сказанного следует, что функциональная надежность
учитывает
временные
функциональные
связи
между
дополнительными и основными устройствами системы.
5.7. Оценка эффективной надежности системы
Для определения эффективной надежности системы следует
рассмотреть все комбинации состояний устройств, составляющих
полную группу событий. Так как каждые из m + 1 рассматриваемых
устройств (включая основное) могут иметь два состояния (исправно
или нет), то число комбинаций, составляющих полную группу
событий, будет равно n = 2m+1. Тогда эффективная надежность
системы определяется выражением
n
Рэ Pj t E j ,
j 1
где Рj (t) – вероятность j-го состояния системы в какой-либо момент
времени t; Еj – коэффициент эффективности; определяется как
54
54
весовой коэффициент важности выполняемых задач в j-ом состоянии
системы по сравнению с полным объемом задач, решаемых в системе.
Коэффициент эффективности Еj показывает, насколько
снижается работоспособность системы при отказе данного элемента,
т. е. характеризует в системе вес элемента по надежности и может
принимать значения 0 Еj 1. Для элементов, отказ которых не
влияет на выполнение системой основных функций, Еj = 0. Для
элементов, отказ которых приводит к полному отказу системы, Еj = 1.
Для вычисления коэффициентов эффективности системы Еj
необходимо вычислить Еi по каждой частной задаче с учетом ее
относительной важности. При этом соблюдается условие
М
Ei 1 ,
i 1
где М – общее число задач, решаемых системой.
Коэффициент Еj в этом случае определяется как сумма весовых
коэффициентов частных задач, решаемых системой в j-ом состоянии:
R
Е j Ei ,
i 1
где R – количество частных задач, решаемых в j-ом состоянии.
Таким образом, эффективная надежность характеризует
относительный объем и полезность выполняемых системой функций
в течение заданного времени по сравнению с ее предельными
возможностями.
5.8. Контрольные вопросы
1. Каковы функции информационных систем?
2. Чем управляющие системы отличаются от информационных?
3. Перечислите классы АСУ.
55
55
4. Какие виды информационных систем Вы знаете?
5. Дайте определение надежности.
6. Что такое функциональная надежность?
7. Что такое эффективная надежность?
8. Как рассчитывается вероятность безотказной работы?
9. Что такое средняя интенсивность отказов?
10. Что такое среднее время безотказной работы?
Тема № 6. АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ
УПРАВЛЕНИЯ ПРЕДПРИЯТИЕМ (АСУП)
6.1. Структура АСУП
АСУП – человеко-машинная система, обеспечивающая
автоматизированный сбор и обработку информации, необходимой для
оптимизации управления предприятием как автономно, так и в
составе АСУ-объединения и (или) АСУ-фирмы.
Цель создания АСУП – повышение эффективности
производственно-хозяйственной
деятельности.
Оно
должно
обеспечиваться как за счет внедрения экономико-математических
методов и вычислительной техники, так и за счет других мероприятий
по совершенствованию управления – упорядочения форм
документации и документооборота, нормативно-справочных данных,
уточнения функций подразделений и исполнителей в ходе разработки
АСУП.
Всякая система управления, с точки зрения технологии
функционирования, решает три задачи:
- собирает и передает информацию об управляемом объекте;
- перерабатывает ее;
56
56
- анализирует информацию и выдает управляющие воздействия
на объект управления. АСУП автоматизирует все три задачи и этим
отличается от простого использования ЭВМ.
АСУП – человеко-машинная система. Технические средства и
экономико-математические методы не могут подменить социальное,
экономическое и административное руководство. АСУП не
исключает, а предполагает непосредственное участие человека в
системе, используя ЭВМ для обработки данных и в процессе
принятия управленческих решений.
В практике разработки и функционирования системы
управления принята структура АСУП, разделенная на две группы:
группу обеспечивающих подсистем и группу функциональных
подсистем.
Составляющими элементами АСУП могут быть АСУ более
низкого уровня управления: АСУ отдельным производством, АСУ
цехом, АСУ функционального назначения.
6.2. Методы проектирования и разработки АСУП
Создание автоматизированной системы управления для
конкретного предприятия машиностроения представляет собой
сложную задачу. По созданию АСУП установлены следующие
стадии.
1.
Предпроектная,
включающая
разработку
техникоэкономического обоснования и технического задания на
проектирование.
2. Разработка технического и рабочего проектов.
3. Ввод в эксплуатацию АСУП (опытная эксплуатация и
приемосдаточные испытания).
57
57
Разработка АСУП осуществляется в специализированных НИИ
или в отделах АСУП предприятий.
В комплексе работ по созданию АСУП выделяются следующие
этапы.
1. Определяются общие параметры проектируемой СУ на основе
предпроектного анализа предприятия и действующей системы его
управления.
2. На основании общих параметров устанавливается общая
структура проектируемой СУ (рис. 11) и определяется потребность в
технических средствах для ее реализации.
Структура АСУП
Функциональные
подсистемы
Обеспечивающие
подсистемы
Подсистема
Технической
организационподготовки
ного обеспечения
производства
Технико-экономического
планирования
Оперативного планирования
и управления
Материально-технического
снабжения
Информационного
Программного
Лингвистического
Математического
Эргономического
Правового
Технического
Бухгалтерского учета
Управления вспомогательным
производством
Управления качеством
Управления:
– сбытом
– финансами
– кадрами
Рис. 11. Структура АСУП
58
58
Результаты первых двух этапов оформляются в виде проекта,
определяющего параметры задач системы управления и очередность
их реализации; информационное обеспечение; основной набор
технических средств, реализующих задачи управления.
3. Исходя из особенностей выбранного комплекса технических
средств (КТС) производится организация системы обработки данных
и разрабатывается рабочий проект, ограниченный на этом этапе
выбранными первоочередными задачами.
4. С момента ввода в эксплуатацию КТС начинается
непосредственное внедрение задач первой очереди с последующим
развитием АСУ за счет включения новых, преимущественно
оптимизационных, задач и расширения технической базы.
Относительная
трудоемкость
этапов
создания
АСУП
представлена в таблице 4.
Таблица 4
Относительная трудоемкость этапов создания АСУП
Стадии и этапы разработки
Структурная
трудоемкость, %
2,8
25,4
47,5
17,1
7,2
1. Предпроектная стадия
2. Техническое проектирование
3. Рабочее проектирование
4. Ввод в эксплуатацию
5. Анализ функционирования
По широте охвата автоматизацией функций и степени увязки
решений могут применяться три метода разработки.
Системный метод включает разработку единого, комплексного
проекта системы по всем функциям управления и системы
информационно-технического обеспечения процессов управления.
59
59
При подсистемном методе автоматизацией охватывается
комплекс задач, объединенных по функциональному или
производственному принципу.
При элементном методе автоматизируются отдельные задачи,
функции управления. Внедрение идет по каждой отдельной задаче.
Применяя любой метод разработки АСУП, необходимо
стремиться использовать типовые проектные решения.
6.3. Типовые проектные решения
Под типовыми проектными решениями (ТПР) понимается
типовая
проектная
документация
по
организационноэкономическому, программному и техническому обеспечению АСУ,
позволяющая осуществлять проектирование АСУП по методу
агрегатирования ее с оригинальной проектной документацией,
отражающей специфику объекта.
Все применяемые типовые проектные решения можно разбить
на два класса: «Задача» и «Техника».
Класс ТПР «Задача» охватывает комплекс алгоритмов и
программ, реализующих решение задач по управлению АСУП.
Класс ТПР «Техника» определяет состав, размещение и порядок
использования технических средств в АСУП.
На предпроектной стадии работ должны быть сформулированы
и экономически обоснованы цели функционирования будущей
АСУП, обоснован метод разработки, в общем виде сформулированы
основные положения по организационному построению составных
функциональных элементов и системы в целом, рассчитаны величина
экономического эффекта, сроки, трудоемкость и стоимость
последующих проектных работ.
60
60
Разработка рабочего проекта АСУП включает следующие
основные вопросы:
- определение форм документов и маршрутов их движения;
- организацию системы ввода, обработку введения и хранения
массивов информации;
- отладку рабочих программ решаемых задач для контрольных
вариантов, составление инструкций по их использованию;
- составление инструкций для персонала АСУП;
- разработку необходимой технической документации и
планировок по монтажу и эксплуатации периферийного оборудования
и оборудования ИВЦ (технические характеристики, схемы, чертежи).
Внедрение АСУП является завершающим этапом. Этот этап
включает
следующие
работы:
окончательную
подготовку
предприятия к внедрению АСУП, проведение опытной эксплуатации
решаемых задач и сдачу их в промышленную эксплуатацию.
6.4. Постановка задач и порядок разработки их алгоритмов в
АСУП
6.4.1. Постановка задачи в АСУП
Постановка задачи в АСУ – необходимая и достаточная
совокупность сведений по конкретной задаче АСУ, которые
определяют ее сущность, требования к регламенту решения, к
исходным данным и конкретным результатам (ГОСТ 24.003 – 84).
При разработке АСУП постановка задачи оформляется
специальным документом, содержащим три раздела:
- организационно-экономическая сущность задачи;
- информационная база задачи;
61
61
- алгоритм решения задачи.
При разработке организационно-экономической сущности
задачи каждая задача, решаемая в АСУП, должна содержать
подробную информацию по следующим направлениям:
1. Характеристика цели постановки и решения данной задачи.
Здесь дается словесное изложение содержания задачи с описанием
методов ее решения, особое внимание уделяется цели решения
задачи.
2. Перечень подразделений, на которые распространяется
решение задачи. Необходимо составить перечень подразделений, для
которых решаются и в которых используются результаты решения
задачи.
3. Функциональная схема и ее описание.
Функциональная схема задачи позволяет конкретно установить
прохождение потоков информации, связанных с решением задачи, и
последовательность процедур (автоматических и ручных) по
функциям управления.
4. Периодичность решения задачи. По каждой задаче
указывается периодичность корректировки выходной информации и
массивов информации, участвующих в решении задачи.
5. Временные оценки по подготовке и использованию
информации. Применительно к каждому подразделению указываются
необходимые затраты времени на подготовку исходной информации
и машинных носителей информации.
6. Надежность функционирования и резервирование задачи. При
постановке задачи необходимо предусмотреть решение задачи на
другой технике или вручную.
62
62
6.4.2. Информационная база задачи
Информационная база задачи – второй важный раздел
документа «Постановка задачи». Целью создания системы
информационного обеспечения задачи является определение перечня
и физического состава информации, обеспечивающей решение
данной задачи.
Входная информация АСУ – это информация, поступающая в
АСУ в виде документов, данных, сигналов и с клавиатуры,
необходимая для выполнения функции АСУ (ГОСТ 24.003 – 84).
Она вводится перед каждым очередным решением задачи и
отражает значение некоторых параметров производства к моменту ее
решения.
На вводимые документы разрабатываются формы с четким
определением лиц, которые должны заполнять и подписывать
документ, с указанием реквизитов, подлежащих заполнению,
специфических требований к заполнению. На каждый документ
разрабатываются инструкции для исполнителей.
Нормативно-справочная информация (НСИ) АСУ – это
информация, заимствованная из нормативных документов и
справочников
и
используемая
при
функционировании
автоматизированной
системы
управления.
НСИ
подлежат
постоянному хранению в памяти машины.
В этом подразделе нужно определить перечень используемой
НСИ, созданной ранее для решения других задач, и перечень НСИ,
которую необходимо создать вновь для решения данной задачи.
При использовании в качестве исходной информации
промежуточных
или
конечных
результатов
(массивов),
получающихся в результате решения других задач и хранящихся в
памяти системы, следует привести перечень этих массивов.
63
63
Выходная информация АСУ – это информация, выдаваемая на
объект управления, персоналу или в другие системы управления в
виде документов, изображений, данных и сигналов и получаемая в
результате выполнения функции АСУ (ГОСТ 24.003 – 84).
Промежуточная информация (ПИ) – это информация,
отражающая промежуточные результаты решения задач, подлежащая
временному хранению в памяти машины.
ПИ используется для повторных решений той же задачи или для
решения других задач и указывает на информационные связи между
ними. ПИ хранится в системе в виде массивов-справочников.
При формулировании организационно-экономической сущности
задачи, решаемой в АСУП, определяется, что должно вычисляться, на
какой информационной базе, выясняются технико-экономические
условия решения задачи. Необходимо также показать, каким образом
вычисления будут производиться на ЭВМ, т. е. разработать третий
важный раздел документа «Постановка задачи» – алгоритм решения
задачи.
6.4.3. Алгоритм решения задачи
Алгоритм – это совокупность предписаний или система правил,
определяющих процесс преобразования исходных данных в искомый
результат за конечное число шагов.
Для одной и той же задачи может быть составлено несколько
различных алгоритмов, таким образом, разработка алгоритмов – это
творческий процесс, основанный на опыте.
При разработке алгоритма решения задачи выполняются
следующие этапы.
1. Описание общего замысла алгоритма и выбора путей его
построения. На основе анализа организационно-экономический
64
64
сущности задачи и ее информационной базы поставленная проблема
изучается, и определяются возможные варианты ее решения. Часто
дают и словесное описание алгоритма.
2. Математическая формализация задачи, т. е. построение
математической модели решения в виде формул, уравнений,
неравенств, логических условий. Необходимо использовать типовые
математические схемы, уже проверенные практикой.
3. Разработка общей блок-схемы алгоритма. Составляется
укрупненная логика функционирования алгоритма.
4. Проработка структуры отдельных блоков в обобщенной схеме
алгоритма.
5. Определение возможности использования стандартных
процедур (блоков) – ввода, контроля, сортировки и т. д.
6. Стыковка отдельных блоков.
7. Разработка блоков логического контроля. Для защиты
алгоритма от различных помех необходимо предусмотреть блоки
контроля хода процесса.
8. Рационализация (автоматизация) схемы алгоритма:
объединение (разъединение) операций, экономия совпадающих
участков вычисления, перемещение операторов в алгоритме,
оптимизация циклов.
9. Уточнение поля информации, распределение памяти ОЗУ.
10. Приближенная оценка машинного ресурса.
6.5. Создание нормативно-справочной базы АСУП
При внедрении АСУП важное значение имеет создание
нормативно-справочной базы (НСБ), представляющей собой
совокупность массивов данных нормативного и справочного
65
65
характера, систематизированных по видам ресурсов и функциям
управления.
Формирование нормативно-справочной базы АСУП включает:
определение перечня необходимых нормативов и справочных данных
(НСД); состава массивов данных; выбор машинных носителей;
определение структуры и содержания массивов; определение
исходной документации; разработку инструкций по организации
массивов НСД; создание системы внесения изменений в эти массивы.
Для организации работ по формированию нормативносправочной базы на предприятиях создаются бюро нормативного
хозяйства. В задачу бюро нормативного хозяйства входит
определение состава исполнителей для создания нормативных и
справочных данных (отделы, цехи, лаборатории), планирование работ
по созданию нормативной информации, увязка и определение
последовательности заполнения новых форм НСД.
Разработка нормативных и справочных данных в условиях
АСУП возлагается на функциональные подразделения. Каждый
функциональный отдел готовит первичные документы, содержащие
НСД, и определяет методы их создания.
На основе первичных документов работниками бюро совместно
с представителями функциональных служб формируются исходные
документы для создания машинных носителей информации, а затем
ввода их в ЭВМ.
Внесение изменений и дополнений в массивы НСД (базы
данных) производится на основе извещения об изменении. Извещения
об изменении поступают в бюро нормативного хозяйства,
проверяются, регистрируются и систематизируются. Своевременная и
качественная корректировка массивов НСД является основой
обеспечения всех подразделений предприятия достоверной
информацией.
66
66
В банках данных, обеспечивающих централизованное хранение
НСД, создаются базы данных (массивы): нормативы трудовых и
материальных затрат, календарно-плановые нормативы, нормативы
по составу оборудования и работающих, состава изделий,
технологических процессов изготовления деталей и другие
нормативы.
6.6 Контрольные вопросы
1. Что такое АСУП?
2. Каковы цели создания АСУП?
3. Какие методы применяются при разработке АСУП?
4. На какие классы разделяются типовые проектные решения
при разработке АСУП?
5. Чем характеризуется предпроектная стадия работ по
созданию АСУП?
6. Какие вопросы включает разработка рабочего проекта?
7. Какие работы содержит этап внедрения АСУП?
8. Какие разделы содержит документ, оформляемый при
постановке задач АСУП?
9. Что включается в информационную базу задач?
10. Какие этапы содержит алгоритм решения задачи АСУТП?
67
67
Тема № 7. ОБЩАЯ ХАРАКТЕРИСТИКА
АВТОМАТИЗИРОВАННЫХ СИСТЕМ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ (АСУТП)
7.1. Система технологический процесс – АСУТП
(ТП – АСУТП)
Технологические процессы служат материальной базой любого
производства, поэтому для повышения таких характеристик
производства, как производительность, качество, надежность
выпускаемой продукции, рентабельность производства, необходимо
обеспечить «управляемость» процессов и внедрить АСУ ими.
В понятие «ТП как объект управления» включается, в частности,
технологическое оборудование, кроме датчиков и исполнительных
органов,
которые
являются
конструктивными
элементами
оборудования, но входят в состав технологических средств АСУТП,
поэтому
управление
технологическим
процессом
означает
управление режимами работы технологического оборудования.
Под термином «управляемый технологический процесс»
понимается такой процесс, для которого определены входные
контролируемые воздействия (управляющие, управляемые), установлены детерминированные или вероятностные зависимости между
входными воздействиями и выходными параметрами выпускаемого
изделия, разработаны методы автоматического измерения входных
воздействий и выходных параметров (всех или их части) и методы
управления процессом. Таким образом, управляемый технологический процесс – это процесс, в принципе подготовленный для
внедрения АСУТП, т. е. для создания системы ТП – АСУТП (рис. 12).
Системный подход при проектировании АСУТП – характерная
черта автоматизации производства на современном этапе.
68
68
У разработчика системы в период подготовки процесса управления с
помощью АСУТП появляются дополнительные возможности
модифицировать сам процесс. При этом разработка управляемого ТП
может быть тем эффектнее, чем сложнее система: от отдельной
технологической операции до комплекса технологических процессов.
Принципиально безразлично, является ли процесс управления в
системе полностью автоматическим или же в отдельных (или всех)
контурах управления участвует человек – оператор. На современном
этапе без участия человека (по крайней мере, в подготовительных,
вспомогательных операциях) не удается осуществить управление
технологическими процессами любого производства.
Системами автоматического управления можно условно назвать
современные системы, которые обеспечивают выполнение основной
технологической операции и тем более последовательности операций
в управляемом процессе без вмешательства человека.
1
2
3
8
9
УВК
4
5
6
7
10
Рис. 12. Обобщенная блок-схема системы ТП–АСУТП:
1 – ЭВМ; 2 – устройство связи с оператором; 3 – оператор; 4 – устройство связи
с объектом; 5, 9 – автономные устройства визуального контроля; 6, 8 – датчики;
7 – исполнительные органы; 10 – ТОУ; УВК – управляющий вычислительный
комплекс
69
69
Задачу, выполняемую в системе ТП – АСУТП можно
сформулировать следующим образом: по полученной информации о
ТП составить прогноз хода ТП, а также составить и реализовать такой
план управляющих воздействий (в том числе изменение режимов
работы оборудования), чтобы в определенный момент времени
состояние ТП отвечало некоторому экстремальному значению
обобщенного критерия качества процесса. Для решения этой задачи
необходимо иметь математическую модель процесса, которая
составляет основное содержание алгоритма управления, реализуемого
АСУТП.
7.2. Математическая модель (ММ)
В общем виде ММ системы ТП – АСУТП представляет собой
зависимость вида
Y(t + ∆t) = A{u(t) + By(t); F[ξ(τ), η(τ)]},
(1)
где y = {y1, y2, ..., yn} – выходная переменная; ∆t – время от начала
цикла действия АСУТП до получения контрольной информации о
результатах этого действия; A – оператор действия АСУТП в целом;
U (t) = {u1(t), u2(t) ,..., un(t)} – входные контролируемые воздействия;
B, F – соответственно операторы управляющих и неуправляющих
воздействий; ξ(τ) = {ξ1(τ), ξ2(τ), ..., ξn(τ)} – контролируемые, но
неуправляемые воздействия (например, измеряемые параметры
исходных материалов); η(τ) = {η1(τ), η2(τ), ..., ηn(τ)} –
неконтролируемые воздействия (например, деформация и износ узлов
и деталей оборудования).
В математической модели интервалы изменения временных
параметров t и τ
t0 ≤ t ≤ t0 + Τ;
t ≤ τ ≤ t + ∆t,
70
70
где t0 – начало отсчета времени; T – длительность интервала
наблюдения за поведением процесса.
В начальный момент времени y(t0) = 0, т. е. результат действия
системы управления равен нулю. Следовательно, y(t) для АСУТП есть
кусочно-гладкая монотонная неубывающая функция, поскольку
отрицательное значение выпуска продукции не имеет смысла. За t в
функции y(t) можно принять любой момент времени.
С учетом ограниченных ресурсов СУ и процесса вид ММ,
в первую очередь, зависит от соотношения между временем
реализации управляющего воздействия и длительностью цикла ТП.
В общем случае время запаздывания управляющего воздействия
относительно изменения состояния ТП.
τ зап = n·τпр,
(2)
где n – некоторая константа, 0 < n < ∞; τпр – время, прошедшее от
изменения состояния входных параметров процесса до изменения
выходных параметров (время процесса).
Для АСУТП с управляющими ЭВМ всегда n > 0; если 0 < n ≤1,
то возможно синхронное управление в реальном времени. В этом
случае
τзап = τвв + τоб+ τвып+ τзап ≤ τпр,
(3)
где τвв, τоб – соответственно время ввода и обработки информации о
процессе в ЭВМ; τвып – время отработки управляющего воздействия;
τзап – время «чистого» запаздывания, т. е. время от начала действия
новых управляющих воздействий Вy(t) до получения контрольной
информации о новом значении выходной переменной.
При n > 1 можно управлять не текущим, а только последующим
состоянием стационарных процессов. В этом случае управляющая
ЭВМ реализует циклический алгоритм управления в масштабе
времени, кратном реальному (n = 1, 2, 3, ...).
71
71
Предельный случай n → ∞ имеет ясный физический смысл; он
соответствует состоянию системы управления без обратной связи.
Весьма часто при проектировании АСУТП, реализующей
синхронный алгоритм управления, приходится учитывать, что
существующие в процессе неуправляемые ξ(τ) и неконтролируемые
η(τ) воздействия могут быть определены и учтены не в текущем, а в
последующем состоянии процесса (например, после статистической
обработки результатов управления процессом).
Поскольку η(τ) – вектор случайных воздействий, характер
которых в общем случае неизвестен, математическая модель
принимает вид:
My (t + Δt) = MA {u(t) + B[My(t)], ξ(τ)},
(4)
где М – символ математического ожидания.
В этом случае целесообразно говорить о «синхронноциклическом» алгоритме управления.
Приведенный общий анализ алгоритма работы системы ТП –
АСУТП можно распространить на процессы как непрерывные,
полунепрерывные, так и на дискретные с учетом иерархичности
производства.
7.3. Иерархичность системы управления
Представляет интерес определение сферы действия (места)
АСУТП в общей иерархической структуре автоматизированной
системы управления производством.
Многоуровневой системе присущи следующие характерные
особенности:
72
72
- элементы верхнего уровня связаны с более крупными
подсистемами и обрабатывают информацию за большие периоды
времени;
- элементы верхнего уровня связаны с более медленными
процессами управления системой (обмен со средой происходит с
меньшей частотой, динамика процесса выражена слабо, относительно
велики периоды времени между моментами принятия решения);
- описания и проблемы на верхних уровнях менее
структуризированны, более трудны для количественной формации,
принятие решения наиболее сложно.
Эти особенности в значительной степени влияют на выбор
способа расчленения и многоступенчатого построения управляющих
систем (рис. 13). При этом различие целей и характера производства
на различных уровнях определяет структуру автоматизированной
системы управления производством в целом.
Нижний уровень иерархии управления состоит из множества
систем управления отдельными технологическими операциями. На
этом уровне АСУТП можно считать взаимно независимыми.
Верхний уровень АСУТП – уровень комплексного управления
процессами производства и ремонта отдельных изделий. Каждый
процесс состоит из ряда технологических операций, а задача
управления на этом уровне заключается в оптимизации параллельнопоследовательного выполнения операций по времени и качеству.
73
73
1
2
3
5
4
6
7
8
10
9
Рис. 13. Пример обобщенной блок-схемы АСУТП с иерархической
структурой:
1 – ВЦ; 2 – подсистема оперативного управления технологическими линиями;
3 – АСУ немеханосборочными процессами; 4, 5 – АСУ технологическими
линиями № 1 и № 2; 6, 7 – АСУ технологическими операциями № 1 и № 2
(прямое цифровое управления); 8 – АСУ технологической операцией № 3
с многоконтурным управлением через регуляторы; 9, 10 – регуляторы
7.4. Контрольные вопросы
1. Для чего нужна «управляемость» технологических процессов?
2. Что включается в понятие «ТП как объект управления»?
3. Объясните термин «управляемый технологический процесс».
4. Какой подход применяется при проектировании АСУТП?
5. Сформулируйте задачу, выполняемую в системе «ТП –
АСУТП».
74
74
6. Приведите примеры контролируемых и неконтролируемых
воздействий.
7. Что такое время «чистого» запаздывания?
8. Чем отличаются детерминированная и вероятностная
математические модели системы «ТП – АСУТП»?
9. Каковы характерные особенности многоуровневой системы
управления?
10. Каковы задачи нижнего и верхнего уровней управления
АСУТП?
Тема № 8. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПРИМЕНЕНИЯ АВТОМАТИЗИРОВАННЫХ СИСТЕМ
УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
8.1. Факторы среды, окружающей производителя
На современного производителя продуктов и услуг воздействует
окружающая его среда, включающая целый комплекс факторов,
который состоит из большого числа составляющих и может только
случайно полностью совпадать по направлению с суммой факторов,
определяющих интересы производителей. Столь же случайна и
полная противоположность этих факторов.
Факторы окружающих производителя среды, рассматриваемые в
связи с автоматизацией технологических процессов, достаточно
сложны и разнообразны. Они могут как способствовать внедрению
систем автоматизации технологических процессов, так и
противодействовать им (табл. 5). Благоприятные и противодействующие факторы взаимно дополняют друг друга.
75
75
Если факторы можно вычислить или дать им экспертную
оценку, то они на правах факторов доходов и затрат входят в расчет
экономической эффективности от внедрения АСУТП по методике
«затраты – прибыль». В противном случае они рассматриваются как
некоторые ограничения на области допустимых проектных решений
по АСУТП.
Таким образом, мы вынуждены отказаться от взгляда на
производство как на объект, существующий «сам по себе», что
связано с изменениями, происходящими как во всем мире, так и в
нашей стране.
Факторы окружающей среды могут иметь достаточно большие
постоянные времени, поэтому, говоря о последствиях автоматизации,
надо рассматривать и временные срезы, позволяющие оценить ее
отдаленные последствия. В настоящее время нет методики
комплексного анализа эффективности автоматизации производства,
поэтому проблему системного анализа эффективности автоматизации
технологических процессов приходится рассматривать в основном на
понятийном уровне. К тому же не все факторы удается измерить в
одних единицах (например, в денежных), что дает дополнительные
основания к правомерности выполнения анализа на уровне понятий и
экспертных оценок.
Таблица 5
Факторы среды, окружающей производителя
Фактор
Рынок
производителей
Направление действия относительно достижения
максимальной суммы интересов производителя
Благоприятные
Противодействующие
Возможность заимствовать
технические, организационные и прочие решения
Конкуренция
76
76
Окончание табл. 5
Рынок
потребителей
Возможность удовлетворять
и расширять спрос на товар
Желание повысить собственную
прибыль (в том числе за счет
снижения цены на товар)
Рынок труда
Возможность оперативно
набирать специалистов
требуемых профилей
Противодействие сокращению
численности занятых
работников
Рынок
капитала
Возможность получить
дополнительный доход за
счет новых инвестиций
Сокращение роста капиталовложений (сокращение капитала
в обороте)
Социальная
среда
Свобода конкуренции
Ограничительное законодательство на монополию и прибыль
Эргономическая среда
Климатические, природные
ресурсы и т. п.
Ограничения на загрязнения
окружающей среды, продукты и
др. (связанные с ними затраты)
Объективные
законы
природы и
организации
Возможность максимально
полезного их использования в условиях автоматизации, возможность
работы в критических
режимах с максимальным
выходом продукта
Дополнительные затраты на
исследование, выход
технологических процессов на
закритические режимы при
отказе систем управления
8.2. Основные источники экономической эффективности АСУТП
Внедрение АСУТП направлено на повышение эффективности
производства за счет повышения производительности труда,
увеличения объема производства, улучшения качества выпускаемой
продукции, использования основных фондов, материалов и сырья,
уменьшения числа работающих на предприятии (табл. 6).
77
77
Внедрение систем управления отличается от обычных работ по
внедрению новой техники тем, что позволяет перевести
производственный процесс на качественно новую ступень развития,
характеризуемую более высокой ступенью организации.
Таблица 6
Основные источники экономической эффективности АСУТП
Класс АСУТП
Источник эффективности
Автоматизированные
системы, логикопрограммного управления
без оптимизации
Повышение производительности труда. Резкое
сокращение оперативного персонала и брака по
причине ошибок. Стабилизация технологического
процесса. Сокращение числа работающих.
Автоматизированные
системы оптимального
управления
Повышение качества и надежности выпускаемых
изделий. Увеличение объема выпуска продукции.
Оптимизация номенклатурного распределения
выпускаемых изделий.
Автоматизированные
системы комплексного
управления
Сокращение потерь рабочего времени на участках
и технологических линиях. Повышение
оперативности управления производственным
процессом со стороны оперативного персонала.
Повышение качества управления ТП.
Качественное
улучшение
организации
производства
обусловлено значительным увеличением объема обрабатываемой в
системе управления информации, резким увеличением скорости ее
обработки и применением для выработки управляющих решений
более сложных методов и алгоритмов, чем те, что использовались до
внедрения АСУТП.
Экономический эффект от внедрения одной и той же системы
зависит от уровня организованности производства, стабильности и
настроенности ТП до и после внедрения АСУТП, т. е. может быть
различным для разных производств.
78
78
Помимо явных источников экономической эффективности,
внедрение АСУТП в производство дает возможность использовать и
скрытые его ресурсы за счет получения достоверной оперативной
информации, повышения качества управления производством и
надежности системы управления, упрощения контроля за состоянием
производства и ряд других.
При разработке АСУТП невозможно предварительно оценить
выгоду, получаемую от реализации скрытых ресурсов, но по
результатам эксплуатации систем управления можно сделать вывод о
том, что на их долю может приходиться до 50 % всего дохода,
связанного с внедрением АСУТП.
8.3. Основные затраты на создание и эксплуатацию
системы управления
Основные затраты на создание системы управления состоят из
затрат на предпроектные и проектные работы Sп и затрат на
приобретение специального оборудования, устанавливаемого в
системе управления Sоб. В стоимость проектных работ включаются и
расходы, связанные с разработкой математического обеспечения и
внедрением систем управления; в стоимость оборудования, помимо
стоимости средств управляющей вычислительной техники, устройств
подготовки, передачи и отображения информации, входит стоимость
тех узлов технологического оборудования, модернизация или
разработка которых вызваны условиями работы оборудования в
системе ТП – АСУТП.
Типичный состав и стоимость оборудования УВК АСУТП
представлены в таблице 7, среднее распределение затрат при
создании АСУТП – в таблице 8.
79
79
Число каналов
ввод
Малый
32-64
256
Видеотерминал
100
44
64
60
Средний
256
20000
То же, АЦПУ
последовательное
400
500
96
120
Большой
1024
1600040000
То же, АЦПУ
параллельное
1000
500
168
240
Внешней
памяти
ЗУ
Аналоговый ввод
Стандартные
УВВИ
Объем решаемых задач
Объем, тыс.
слов
Примерная
стоимость,
тыс. дол. США
Таблица 7
Типичный состав и стоимость оборудования УВК АСУТП
для различных объемов задач
Цифровой
вывод
Таблица 8
Среднее распределение затрат при создании АСУТП
Статья затрат
Технические
средства
Разработка и
внедрение
Затраты, %
ЭВМ
20
Внешняя память
15
УВВИ (стандартные, аналоговые, цифровые)
15
Программирование
25
Руководство проектом, разработка и ввод в
эксплуатацию
25
Кроме затрат на создание системы управления предприятие
несет еще и затраты на ее эксплуатацию. Ориентировочно годовые
затраты на СУ
Cс = (Sп + Sоб ) / T + Sэкс ,
(5)
где Т – время эксплуатации; Sэкс – годовые эксплуатационные затраты,
руб.
80
80
Для системы управления ТП принимается обычно Т = 5–7 лет.
Если в процессе работы в систему были внесены изменения,
приведшие к изменению Sп , Sэкс , Sоб , то годовые затраты на АСУ ТП
пересчитывают.
Эксплуатационные затраты на СУ
Sэкс = S з .п + Sа.ф. + Sэ + Sк.м,
(6)
где S з .п – годовой фонд заработной платы обслуживающего систему
персонала, руб.; Sа.ф. – амортизационные отчисления и плата за
фонды, руб.; Sэ – затраты на коммунальные услуги (вода, энергия, пар
и т. д.), руб.; Sк.м. – годовые затраты на материалы и комплектующие
изделия, руб.
Амортизационные отчисления и плата за фонды
n
S а .ф S обi ааi аф ,
i 1
(7)
где Sоб – стоимость i-го типа оборудования, руб.; aai – коэффициент
амортизационных отчислений по i-му типу оборудования; aф –
коэффициент отчислений за фонды.
Годовой фонд заработной платы персонала, обслуживающего
систему
S з .п t p S з.п 1 К ц .н m ,
(8)
где tp – время работы персонала за год, ч.; S з.п – средняя часовая
ставка обслуживающего персонала, руб/ч.; Кц.н – коэффициент
цеховых накладных расходов; m – численность обслуживающего
систему
персонала,
в
том
числе
и
обслуживающего
специализированные устройства технологического оборудования.
81
81
8.4. Методика детерминированного расчета
экономической эффективности внедрения АСУТП
Увеличение объема производства при внедрении СУ связано с
увеличением темпа прироста объема выпускаемой продукции. Объем
выпускаемой продукции при внедрении СУ:
В = Вв + Вп + Вп,
(9)
где Вв – объем выпущенной продукции за прошедший год до
внедрения СУ, шт.; Вп – планируемый прирост объема выпускаемой
продукции при отсутствии СУ, шт.; Вп – дополнительное увеличение
объема выпускаемой продукции при внедрении СУ, шт.
Внедрение СУ позволяет улучшить качество продукции и
увеличить долю изделий высших сорта или классификационных
групп. С учетом увеличения объема производства прибыль, которую
получает предприятие за счет выпуска изделий высших сорта или
классификационных групп, можно определить по зависимости:
n
n
i 1
i 1
Р Bi Pi Bвi Bni Pi ,
(10)
где Вi – объем выпускаемой продукции i-й группы после внедрения
СУ, шт.; Bв
i
– объем выпущенной продукции i-й группы за
прошедший год до внедрения СУ, шт.; Bп – планируемый прирост
i
объема выпускаемой продукции i-й группы при отсутствии СУ, шт.
Прибыль Рi, полученную на единицу продукции до внедрения
СУ и с ней Рi, вычисляют по следующим зависимостям:
Рi = Ci – Si;
Pi = Ci – Si,
(11)
где Сi и Ci – соответственно цена единицы продукции до внедрения
СУ и с ней, руб.; Si и Si – соответственно себестоимость единицы
продукции до внедрения СУ и с ней, руб.
82
82
Снижение расходов на заработную плату в случае сокращения
численности работающих при внедрении СУ:
Sс.з.п = tр.с S с .з .п . (1 + Кц..н) mc ,
(12)
где tр.с – время работы персонала, подлежащего сокращению, за
прошедший год, ч.; S с .з .п . – средняя часовая ставка сокращенного
персонала, руб/ч.; mc – численность сокращенного персонала, чел.
В этом случае снижение удельных трудовых затрат от
внедрения СУ можно определить по зависимости:
S з .п 1 К з .н S з .п / Вв Bn S з .п / В ,
(13)
где Кз.н – коэффициент общезаводских накладных расходов; Sз.п –
фонд заработной платы с общезаводскими накладными расходами до
внедрения СУ, руб., т. е. Sз.п = Sз.п + Sс.з.п.
Снижение удельных затрат на материалы и комплектующие
изделия:
S к .м S к .м / Вв Вп S к .м / В ,
(14)
где Sк.м и Sк.м – соответственно стоимость комплектующих изделий и
материалов на планируемый год до внедрения СУ и с ней, руб.
С учетом затрат на создание и эксплуатацию СУ определяют
себестоимость i-го типа изделий после внедрения СУ:
S i Si S з.п S к. м Сc / В ,
(15)
а снижение себестоимости изделий i-го типа от внедрения АСУТП:
Si = Si – Si .
(16)
При отказе СУ предприятие несет убытки от невыполнения
плана реализации. Учитывая только этот фактор, убытки:
n
/ tпр ,
Dпр Bпрi Рi t пр
i 1
где Впрi – объем продукции, недовыпущенной из-за простоя СУ, шт.;
tпр – время простоя СУ в течение года во время работы
83
83
технологического оборудования, ч.; tпр – плановое время работы
технологического оборудования в году, ч.
Прибыль от внедрения СУ с учетом убытков от ее простоев:
n
n
Bi Pi 1 tпр
/ tпр Bв Bn Pi .
Рпр
i
i
i 1
i 1
(17)
Без учета уровня общей организованности производства или
технологического процесса срок окупаемости затрат на создание и
функционирование СУ определяют по зависимости:
Ток = (Sп + Sоб) / (Рпр – Sэкс).
(18)
8.5. Влияние неупорядоченности производства
на экономическую эффективность АСУТП
Абсолютно упорядоченных, т. е. абсолютно стабильных
технологических процессов в реальном производстве нет, поскольку
они подвержены воздействию многих случайных факторов,
зависящих от изменения состояния объектов производства и
процесса управления им. Нестабильность производства всегда
приводит к уменьшению предварительного расчетного экономического эффекта, получаемого от внедрения СУ.
В качестве обобщенного критерия эффективности работы СУ,
который учитывает нестабильность производства, принимают
неупорядоченность системы rп. При этом за основу оценки rп берут
отклонение контролируемой переменной Y(t) от ее оптимального
значения Yопт(t). Действительно, в случае идеальной системы
управления результатом ее действия было бы такое значение Y(t), для
которого в любой момент времени t выполнялось бы условие
Y(t)=Yопт(t). Из-за несовершенства системы управления Y(t)
84
84
отклоняется от Yопт(t). Эти отклонения и характеризуют степень
неупорядоченности системы управления в целом.
Если для технологических процессов оптимальное Yопт(t) нельзя
вычислить исходя из теоретических предпосылок, в расчетах
используют
значение
Yопт(t),
определенное
на
базе
экспериментальных данных.
Неупорядоченность rп связана с объемом используемой и
перерабатываемой в СУ информации I следующим соотношением:
d rn rn dI ,
где – коэффициент пропорциональности.
Знак « – » в формуле объясняется тем, что увеличение объема
обрабатываемой
информации
ведет
к
уменьшению
неупорядоченности процесса. При больших rп (т. е. при не
совершенной системе управления) даже небольшой объем
дополнительной информации о состоянии объекта позволяет заметно
улучшить качество управления им, тогда как при малых rп (т. е.
высоком качестве системы управления) для дальнейшего улучшения
работы системы необходимо получить большой объем информации.
Интегрируя последнее уравнение, получим:
rn rn max e dI ,
где rn max – максимальная неупорядоченность системы при I = 0
( rn max = 1).
Если известно промежуточное значение rno [0 rno rn max ] для
некоторого соответствующего ему управления, характеризуемого
объемом обрабатываемой информации I = I0, то коэффициент
определяется из соотношения:
I rn max
ln
,
I0
rn0
и тогда: rn r0 exp[ ( I I 0 ) ln( rn max rn0 )] .
85
85
Так как ln( rn rn0 ) 0 , то это значит, что rп убывает по
экспоненциальному закону с ростом объема обрабатываемой в
системе управления информации.
Определив коэффициент упорядоченности как R = 1 / rп, можно
найти экономическую эффективность проектируемой системы
управления с учетом неупорядоченности производства:
max ( 1 R0 e ln S / S0 ),
где max – максимальное значение экономической эффективности от
внедрения СУ; R0 – начальная упорядоченность производства на
момент введения в действие СУ (определяется по экспериментальным
данным); S и S0 – стоимость сбора и обработки информации для
проектируемой и существующей СУ.
В теории информации мера неопределенности сопоставляется с
термодинамическим понятием энтропии, а количество информации
равно уменьшению этой неопределенности.
Из статистической физики известно, что для систем, состоящих
из большого числа элементов, справедливо соотношение:
S = a n rп ,
(19)
где S – энтропия; а – постоянная; rп – неупорядоченность системы.
Энтропия системы, предоставленной самой себе, всегда
возрастает, т. е. в естественных условиях система стремится к
беспорядку. Противостоять нарастанию беспорядка могут только
процессы управления.
Процесс управления – это по существу борьба с неупорядоченностью, а управление – это есть переработка и использование
информации с выдачей управляющих воздействий.
Неупорядоченность
системы
приводит
к
снижению
эффективности ее использования. Поэтому можно считать, что
эффективность системы Э = Эmax (1 – f(rn)),
(20)
86
86
где
Эmax
–
эффективность
f rn rn0 e I / I 0 –
некоторая
идеально
работающей
системы;
функция,
изменение
аргумента
которой ведет к изменению неупорядоченности и, в конечном итоге,
эффективности системы.
Тогда получим Э Эmax 1 rn0 e I / I 0 ,
(21)
где rn0 – неупорядоченность системы при ее исходном состоянии;
I0, I – количество перерабатываемой информации до и после
проведения мероприятий по снижению неупорядоченности
производства.
Так как в качестве критерия эффективности системы может
быть использован любой производственный показатель, примем для
наглядности в качестве критерия эффективности Э годовую прибыль
предприятия. Считается, что стоимость СУ, реализующей сбор и
преобразование управляющей информации, пропорциональна
количеству информации. Обозначим через К стоимость СУ. Тогда
выражение (21) примет вид: Э Эmax 1 rn0 e К / К 0 .
(22)
Усложнение
СУ,
связанное
с
дополнительным
капиталовложением dК, дает прирост эффективности системы dЭ.
Срок окупаемости дополнительных капиталовложений:
dК
.
(23)
Т ок
dЭ
Тогда из формулы (22), учитывая, что rn rn0 e К / К0 и при
Т ок0 К = 0, находим новый срок окупаемости затрат:
Т ок
Т ок
0
rn0
87
87
rn
,
(24)
где Т ок 0 – срок окупаемости дополнительных средств, вкладываемых
при исходном состоянии системы (при неупорядоченности rn ),
0
рассчитанный детерминированным методом.
Таким образом, из зависимости (24) видно, что
окупаемости обратно пропорционален неупорядоченности rп.
срок
8.6. Методика расчета экономической эффективности АСУТП
с учетом неупорядоченности производства
Данная методика определяет порядок расчета прибыли и срока
окупаемости
АСУТП
при
снижении
неупорядоченности
производства, которое обеспечено модернизацией СУ.
В реальном технологическом процессе в силу его сложности и
многогранности постоянно происходят отклонения фактических
характеристик и параметров от их теоретически рассчитанных
значений.
Выберем за контролируемый параметр объем выпускаемой
продукции. Вычислим разницу между теоретически рассчитанным и
фактически выпущенным объемом продукции:
В
(25)
В
А,
100%
где А – объем недовыпущенной относительно плановых расчетов
продукции, %.
Тогда
неупорядоченность
производственной
системы,
влияющая на объем выпускаемой продукции:
В
.
(26)
rn0
В
88
88
Уменьшить неупорядоченность производственной системы
можно путем модернизации старой или внедрением новой, более
совершенной СУ.
По несколько измененной зависимости (5) находим
дополнительные годовые затраты на модернизацию системы:
С с д S n д S об д / Т S экс д ,
где S n д – дополнительные затраты на проектные работы:
Sn
А1 , руб;
100%
дополнительные
капиталовложения
S пд
S обд
–
(27)
(затраты
на
оборудование):
S об
(28)
А2 , руб,
100%
где А1, А2 – соответственно доля стоимости проектных работ и новых
S об д
или измененных узлов оборудования при модернизации СУ, %.
По несколько измененной зависимости (6) находим
дополнительные эксплуатационные затраты:
S эксд S з .пд S а .фд S эд S к .мд .
Учитывая, что эффективность системы зависит от количества
обрабатываемой в ней информации, которая пропорциональна
величине капиталовложений, определим фактически получаемую
прибыль с учетом неупорядоченности производственной системы по
1 rn e К / К0 ,
зависимости (22): Р Рmax
0
где Рmax – прибыль (эффективность), рассчитанная детерминированным методом, руб.
Для определения прибыли рассчитаем неупорядоченность
производства с учетом модернизации СУ:
rn rn0 e К / К0 ,
89
89
(29)
где К, К0 – соответственно дополнительные затраты на модернизацию
и затраты на создание и эксплуатацию старой СУ, руб.
Срок окупаемости модернизированной системы:
Т ок
Т ок
0
rn0
rn
,
(30)
где Т ок0 – срок окупаемости затрат, т. е. время, к моменту которого
сумма К + К0 станет равной полученной прибыли.
Срок окупаемости затрат на систему с учетом дополнительных
затрат:
S экс S экс .
Т ок0 S n S n д S об S об д / Рmax
(31)
д
С учетом неупорядоченности производства окончательно срок
окупаемости затрат на создание и эксплуатацию системы определяем
по зависимости (30).
Как следует из уравнения (22), учет неупорядоченности
производства всегда ведет к снижению оценок экономической
эффективности АСУТП, определенной по детерминированной
методике расчета.
8.7. Контрольные вопросы
1. За счет чего автоматизированные системы управления обеспечивают повышение эффективности производства?
2. Перечислите основные затраты на создание АСУТП.
3. Назовите слагаемые эксплуатационных затрат на СУ.
4. За счет чего увеличивается прибыль, получаемая предприятием при внедрении автоматизации управления?
5. Велики ли убытки от простоев СУ?
6. Что приводит к уменьшению расчетного экономического
эффекта, получаемого от внедрения СУ?
90
90
7. Что может снизить неупорядоченность системы?
8. Как зависит стоимость СУ от количества перерабатываемой
информации?
9. Из чего складываются проектные и предпроектные расходы?
10. Из чего складываются затраты на оборудование?
Тема № 9. ЗАДАЧИ ЧИСЛОВОГО ПРОГРАММНОГО
УПРАВЛЕНИЯ ОБОРУДОВАНИЕМ
9.1. Общая характеристика задач ЧПУ
Функции устройства ЧПУ можно определить через систему его
необходимых внешних взаимодействий (рис. 14).
Прежде всего, устройство ЧПУ выступает как управляющий
автомат по отношению к своему собственному объекту (станку,
роботу и др.). Устройство ЧПУ вместе со станком и само является
объектом управления в окружающей производственной среде
(системе).
Среда
Устройство ЧПУ
Объект – станок
Рис. 14. Система внешних взаимодействий УЧПУ
Устройство ЧПУ решает четыре основные задачи (рис. 15).
Взаимодействие УЧПУ с объектом – станком состоит в управлении
формообразованием детали (геометрическая задача), в управлении
дискретной автоматикой станка (логическая задача), в управлении
91
91
рабочим процессом станка (технологическая задача). Взаимодействие
с окружающей производственной системой проявляется через диалог
с оператором и информационный обмен с управляющей ЭВМ более
высокого ранга (терминальная задача).
Задачи
(функции)
устройства ЧПУ
Геометрическая
Логическая
Технологическая
Терминальная
Управление
формообразованием
Управление
автоматикой
Управление
рабочим
процессом
Взаимодействие с
оператором
Взаимодействие с
управляющей ЭВМ
Рис. 15. Основные задачи УЧПУ
Исторически геометрическая задача ЧПУ возникла первой и у
ранних УЧПУ была по сути единственной. Получить изделие,
соответствующее чертежу, управляя приводами подач станка, – это
тот минимум возможностей, который требуется от автоматически
действующего оборудования. Поскольку геометрическую задачу ЧПУ
раньше упрощенно сводили к интерполяции, УЧПУ первых
поколений нередко называли интерполяторами.
Развитие логической задачи ЧПУ являлось следствием
автоматизации на станке большого числа вспомогательных простых
или циклических операций: зажимы-разжимы, подводы-отводы,
переключения, пуски-остановы, автоматическая смена инструмента и
др. (эти операции иногда не слишком удачно относят к
92
92
технологическим функциям). Именно обилие операций составляет
специфику логической задачи, оно проявляется в большом количестве
дискретных обменных сигналов между УЧПУ и объектом.
Технологическая задача ЧПУ присутствует лишь в том случае,
когда основной рабочий процесс сам становится объектом управления
(либо с целью его поддержания, либо с целью его оптимизации).
Примером автоматически поддержанного рабочего процесса
может послужить электрохимическая обработка, в рамках которой
осуществляется взаимосвязанное управление источником питания
технологического тока, системой подачи и очистки электролита,
приводами подачи электродов-инструментов.
Примерами оптимизируемых рабочих процессов могут
послужить фрезерование или токарная обработка, управление
которыми состоит в изменении подачи и скорости резания с целью
увеличения производительности, повышения качества обработки,
снижения приведенных затрат.
Терминальная задача ЧПУ поддерживается устройством ЧПУ
как персональным компьютером. Диалог с оператором охватывает
управление объектом и устройством в различных режимах, операции
с управляющей программой ЧПУ, некоторые действия системного
характера.
Информационный обмен с ЭВМ необходим в интегрированной
пространственно распределенной системе управления, имеющей
признаки локальной вычислительно управляющей сети.
Необходимо подчеркнуть, что начало и завершение любой
задачи выходят за рамки (границы) собственно устройства ЧПУ.
93
93
9.2. Общая характеристика задач ГПМ
Гибкий производственный модуль является более сложным
объектом управления, чем традиционный станок, поскольку в состав
модуля входят периферийные средства станка (робот, накопитель
палет и др.), нередко имеющие собственные средства управления. Для
решения общей технологической задачи эти средства должны быть
скоординированы, а потому объединяются в единую микролокальную
вычислительно-управляющую сеть (МВУС), которая и выступает в
роли системы управления (рис. 16).
Среда
Микролокальная
вычислительноуправляющая сеть
Объект – ГПМ
Рис. 16. Система внешних взаимодействий МВУС
Ее функции (задачи) можно определить через совокупность
взаимодействий с объектом (ГПМ) и окружающей средой (системой).
Микролокальная вычислительно-управляющая сеть (МВУС)
решает четыре основные задачи (рис. 17).
Диспетчеризация отдельных систем управления ГПМ, входящих
в микролокальную сеть (МС), осуществляется в рамках оперативного
управления (задача диспетчеризации). Другие задачи состоят в
поддержании безлюдного режима и свойств гибкости (задачи
мониторинга и идентификации). Взаимодействие с окружающей
средой проявляется в процессе диалога с оператором и
информационного обмена с ЭВМ более высокого ранга
(терминальная задача).
94
94
Задачи
микролокальной
сети (МС) ГПМ
Диспетчеризации
Идентификации
Мониторинга
Оперативное
управление
Поддержка
свойств
гибкости
Поддержка
безлюдного
режима
Терминальная
Взаимодействие с
оператором
Взаимодействие с
управляющей ЭВМ
Рис. 17. Основные задачи МВУС
Задача
диспетчеризации
вытекает
из
самого
факта
существования в МС нескольких систем управления, работа которых
должна быть согласована. Согласование состоит во взаимных
передачах управления, блокировках и организации использования
разделяемых (общих) ресурсов (местоположений, перегрузочных
средств и др.).
Задача мониторинга заключается в оценке нормального
протекания процесса обработки, в диагностике и ликвидации
возникающих отклонений, в наблюдении за остаточным ресурсом
материалов и стойкости инструментов.
Задача идентификации решается с целью определения типа
заготовки, поступающей в ГПМ, и ее положения в системе координат
станка; с целью определения необходимых коррекций инструмента,
организации условных переходов в управляющих программах ЧПУ.
Терминальная задача возникает тогда, когда система управления
ГПМ обретает в составе МС собственный отдельный аппарат
(например, ПК). Тогда можно организовать диалог с оператором,
95
95
информационный уровень которого превышает уровень отдельного
УЧПУ, вплоть до «входа» оператора в систему оперативного
управления.
9.3. Общая характеристика задач ГПС
Очередным по своему рангу объектом с программным
управлением в автоматизированном производстве является гибкая
производственная система (ГПС). Управление ГПС построено на
основе пространственно-распределенной локальной вычислительноуправляющей сети, а сам объект (ГПС) представляет собой
пространственно-распределенную технологическую сеть. Укрупненно
взаимодействие локальной вычислительно-управляющей сети (ЛВУС)
с объектом и окружающей производственной средой можно
представить в следующем виде (рис. 18).
Среда
Локальная
вычислительноуправляющая сеть
Объект – ГПС
Рис. 18. Система внешних взаимодействий ЛВУС
Детализируя функции системы управления ГПС, определяют
четыре их класса. Здесь нужно сказать, что мы выделяем только
фундаментальные прикладные задачи, выполняемые в реальном
времени (рис. 19).
Диспетчеризация вычислительных машин и систем управления,
составляющих локальную вычислительно-управляющую сеть,
осуществляется в рамках оперативного управления. Необходимость
96
96
задачи диспетчеризации определяется тем обстоятельством, что в поле
зрения СУ ГПС находятся одновременно несколько ТП, выполнение
которых связано с закреплением и перераспределением технических
ресурсов ГПС.
Задачи
локальной сети
(ЛС) ГПС
Диспетчеризации
Информационная
Прямого
управления
Оперативное
управление
Ведение
информационной модели
Прямое управление оборудованием
Терминальная
Взаимодействие с
оператором
Взаимодействие с
сетью АСУП
Рис. 19. Основные задачи ЛВУС
Скоординированное
управление
в
пространственнораспределенной системе возможно лишь на основе динамически
обновляемой информационной модели, ведение которой входит в
информационную задачу. Информационная задача состоит в сборе
данных о состоянии всех ресурсов, подготовке данных, являющихся
предметом отчетности, данных запрашиваемых и накоплении данных
диагностической системы.
Локальная сеть может формировать отдельные команды
управления технологическими и вспомогательными объектами ГПС,
минуя управляющие программы ЧПУ. Таким образом, возникает
задача прямого управления, которая вытекает из того, что многие
функции управления просто не могут быть спланированы заранее и
97
97
оформлены в виде УП ЧПУ (например, функции управления
транспортными средствами ГПС).
Взаимодействие с окружающей средой протекает в диалоговом
режиме и, таким образом, возникает терминальная задача, содержащая
два традиционных раздела: взаимодействие с оператором через пульт
управления и взаимодействие с сетью АСУП для получения
планирующей и отправки отчетной информации.
Обычно архитектура локальных вычислительно-управляющих
сетей ГПС строится по иерархическому принципу (рис. 20).
ВЦ службы
АСУП
ПК
ПК
ПК
Распределитель
функций
Терминальные станции
группового управления
оборудованием
Группа
ТОУ № 1
Группа
ТОУ № 2
Управляющая ЭВМ
транспортноскладской системы
Группа
ТОУ № 3
Рис. 20. Иерархическая структурная схема управления ГПС
На нижнем уровне расположены технологические объекты
управления (станки, роботы, накопители) с собственными системами
ЧПУ. На среднем уровне находятся терминальные станции
группового управления оборудованием и управляющая ЭВМ
98
98
транспортно-складской системы. Верхний уровень принадлежит
центральной группе из нескольких компьютеров, между которыми
распределены отдельные задачи управления ГПС.
Таким образом, станок с ЧПУ, ГПМ и ГПС можно
квалифицировать соответственно как объекты программного
управления первого, второго и третьего рангов. Станок с ЧПУ
является основным компонентом ГПС, а ГПМ – основным
компонентом ГПС. Аналогичные рассуждения справедливы и в
отношении задач управления.
9.4. Задачи и функции промышленных роботов
Согласно ГОСТ 25686 – 85, робот — автоматическая машина,
включающая перепрограммируемое устройство управления и другие
технические средства, обеспечивающие выполнение тех или иных
действий, свойственных человеку в процессе его трудовой
деятельности. Наиболее совершенный робот представляет собой
машину, способную самостоятельно и комплексно решать задачи
самоуправления, адаптации с окружающей средой и выполнения
трудовых действий. Общим признаком роботов является возможность
быстрой переналадки для автоматического выполнения различных
действий, предусмотренных программой.
В общем виде робот представляет собой сложную
автоматическую систему, предназначенную для автоматизации
трудовой деятельности человека и состоящую из следующих
основных компонентов:
- двигательная система (ДС);
- информационная (или сенсорная) система (ИС);
- управляющая система (УС);
99
99
- коммуникационная система (КС).
Двигательная система включает в себя исполнительные
механизмы, рабочие органы, двигатели, механизмы передачи
движения, источники и преобразователи энергии.
Информационная система состоит из датчиков (сенсорных
элементов) внутренней информации, конструктивно встроенных в
двигательную систему, и внешней информации, сигнализирующей о
состоянии окружающей среды.
Управляющая система включает в себя электронные
преобразователи
цифровой
и
аналоговой
информации,
микропроцессоры или компьютеры для обработки сенсорной
информации от информационной системы и управления двигательной
системой вместе со встроенным программным обеспечением
реального времени.
Коммуникационная система состоит из каналов прямой и
обратной связи внутри робота и внешнего интерфейса для связи
робота с человеком и другими роботами или периферийным
оборудованием (станки, измерительные машины и др.).
Все роботы подразделяются на классы: информационные и
управляющие; мобильные (движущиеся); манипуляционные.
Манипуляционные роботы относят к обширному классу машин,
оснащаемых манипуляторами.
Манипулятор – устройство для выполнения двигательных
функций, аналогичных функциям руки человека при перемещении
объектов в пространстве, оснащенное рабочим органом.
По методу управления все манипуляторы можно разделить на
биотехнические (с ручным управлением) и автоматические.
Автоматические манипуляторы, в свою очередь, подразделяются на
автооператоры и промышленные роботы.
100
100
Автооператор – автоматическая машина, состоящая из
манипулятора (или совокупности манипуляторов и устройства
передвижения) и непрограммируемого устройства управления.
Промышленный робот – автоматическая машина, стационарная
или передвижная, состоящая из исполнительного устройства в виде
манипулятора, имеющего несколько степеней подвижности, и
перепрограммируемого устройства программного управления,
предназначенная для выполнения в производственном процессе
двигательных (манипуляционных или мобильных) и управляющих
функций (ГОСТ 25686 – 85).
9.5. Контрольные вопросы
1. Представьте систему внешних взаимодействий УЧПУ.
2. Перечислите основные задачи УЧПУ.
3. Представьте систему внешних взаимодействий микролокальной вычислительно-управляющей сети.
4. Представьте в виде схемы основные задачи микролокальной
вычислительно-управляющей сети.
5. Представьте систему внешних взаимодействий локальной
вычислительно-управляющей сети.
6. Перечислите основные задачи локальной вычислительноуправляющей сети.
7. Что решает геометрическая задача УЧПУ?
8. В чем заключается логическая задача УЧПУ?
9. Каковы функции терминальной задачи УЧПУ?
10. По какому принципу строится архитектура локальных
вычислительно-управляющих сетей?
101
101
ЗАДАНИЯ И ПРИМЕРЫ ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ
ЗАНЯТИЙ
Практическое занятие № 1.
ОЦЕНКА НАДЕЖНОСТИ ТЕХНИЧЕСКИХ СИСТЕМ
1.1. Пример расчета функциональной и эффективной
надежности системы
Задана
подсистема
системы
управления
продольным
перемещением стола вертикально-фрезерного станка с ЧПУ,
состоящая из основного устройства А (УЧПУ) и вспомогательных
устройств В (муфта электромагнитная) и С (шаговый электродвигатель), блок-схема которой приведена на рис. 21.
Известно: время работы системы t = 1000 ч; коэффициенты
готовности вспомогательных устройств КБ = 0,95; КС = 0,85; весовые
коэффициенты: Е1 = 0,2 – поступление информации в устройство А;
Е2 = 0,3 – обработка информации в устройстве А; Е3 = 0,2 – передача
информации (управленческого решения) из устройства А в устройство
В; Е4 = 0,2 – выдача информации (сигнала о выполняемом решении)
из устройства В в устройство С; Е5 = 0,1 – вывод информации о
выполненном решении из устройства С. Интенсивность отказов
основного устройства А – λА = 0,07 · 10-6; интенсивность отказов
вспомогательного устройства В – λВ = 6,6 · 10-6; вспомогательного
устройства С – λС = 27,4 · 10-6.
Требуется рассчитать вероятность безотказной работы каждого
элемента подсистемы, а также функциональную и эффективную
надежность всей подсистемы.
102
102
Решение:
Определяют вероятность безотказной работы элементов по
зависимости Р е t :
Р А е А t е 0 ,0710
Р В е В t е 6 ,610
6
6
РС е С t е 27 ,410
1000
0,999 ;
1000
0,993 ;
6
1000
0 ,972 .
Определяют функциональную надежность подсистемы по
зависимости Рф = РА · (КВ · РВ) · (КС · РС).
Рф = 0,999 (0,95 0,993) (0,85 0,972) = 0,778.
В
Муфта
электромагнитная
Е4 = 0,2
Е3 = 0,2
Е2 = 0,3
А
С
Устройство
ЧПУ
Шаговый
электродвигатель
Е1 = 0,2
Е5 = 0,1
Рис. 21. Блок-схема подсистемы управления
Составляют таблицу состояний системы (табл. 9) и определяют
эффективную надежность подсистемы по зависимости
8
РЭ = Р j E j
j 1
РЭ = 0,964 1 + 2,7 10-2 0,9 + 6,7 10-3 0,8 +
+ 9,6 10-4 0,5 + 1,9 10-4 0,7 + 2,7 10-5 0,4 +
+ 6,8 10-6 0,3 + 1 10-7 0,2 = 0,994.
103
103
Таблица 9
Возможные состояния системы управления гидроприводом
№
п/п
Состояние
системы
Расчетные формулы
Рj
Ej
1
АВС
РА РВ РС = 0,964
1
2
АВС
РА РВ (1 – РС) = 2,7 10-2
Е1 + Е2 + Е3 + Е4 = 0,9
3
АВ С
РА (1 – РВ) РС = 6 10-3
Е1 + Е3 + Е4 + Е5 = 0,8
4
А ВС
(1 – РА) РВ РС = 9,6 10-4
Е1 + Е2 + Е5 = 0,5
5
АВ С
РА (1 – РВ ) (1 – РС) = 1,9 10-4
Е1 + Е3 + Е4 = 0,7
6
АВС
(1 – РА) РВ (1 – РС) = 2,7 10-5
Е1 + Е2 = 0,4
7
АВС
(1 – РА) (1 – РВ) РС = 6,8 10-6
Е1 + Е5 = 0,3
8
АВС
(1 – РА) (1 – РВ) (1 – РС) = 1 10-7
Е1 = 0,2
Примечание: А – устройство исправно; А – устройство неисправно
1.2. Задание к практическому занятию № 1
В рамках решения терминальной задачи управления рассчитать
надежность элементов и подсистем систем управления:
– робототехническим комплексом (рис. 22, схема а);
– устройством загрузки-выгрузки заготовок (рис. 22, схема б);
– гибким производственным модулем (рис. 23, схема в);
– автоматизированной транспортно-складской системой (АТСС)
(рис. 23, схема г).
Вычертить блок-схему и проанализировать структуру
выбранной подсистемы системы управления. Определить вероятность
безотказной работы элементов и рассчитать функциональную
надежность; составить таблицу возможных состояний и рассчитать
эффективную надежность подсистемы, используя пример расчета,
104
104
представленный в п. 1.1 практических занятий настоящего учебнометодического пособия.
Коэффициенты готовности вспомогательных устройств:
КВ = 0,8; КС = 0,85; КD = 0,9; КЕ = 0,95. Интенсивность отказов
основного решающего устройства λА = 0,05 10-6 ч. Время работы
системы t = 1000 ч. Возможные состояния подсистемы представлены
в табл. 10; интенсивность отказов остальных вспомогательных
устройств – в табл. 11. Блок-схему и другие исходные данные,
согласно номеру варианта, выбрать по табл. 12.
При выполнении занятия необходимо учесть, что система
управления с резервированием. При выходе из строя какого-либо
элемента вся система не прекратит выполнять свои функции. При
расчете эффективной надежности исключается только весовой
коэффициент неработающего устройства. При выходе из строя
основного решающего устройства А также будет отсутствовать его
внутренний весовой коэффициент. Все остальные устройства будут
продолжать выдавать информацию по всей технологической цепочке.
Таблица 10
Возможные состояния системы
№
1
2
3
4
5
6
7
8
Состояние
ABCDE
ABCDE
ABCDE
ABCDE
ABCDE
ABCDE
ABCDE
ABC DE
№
9
10
11
12
13
14
15
16
Состояние
ABCDE
ABCDE
ABC DE
AB C D E
ABCDE
AB C DE
ABC DE
ABCDE
105
105
№
17
18
19
20
21
22
23
24
Состояние
ABC DE
AB C D E
ABCDE
AB C D E
ABC DE
ABCDE
AB C DE
ABC DE
№
25
26
27
28
29
30
31
32
Состояние
A BC DE
AB C DE
AB C DE
AB C DE
A BC D E
ABC DE
A B C DE
AB C D E
106
106
E3=0,3
E4=0,2
E6=0,1
Схема а
E5=0,1
E6=0,1
E1=0,05
E5=0,1
E3=0,3
Схема б
E8=0,1
Е. Насос с
гидроприводо
E7=0,05
D. Регулятор
давления
В. Гидрораспределитель
E2=0,2
А. Командоаппарат
С. Регулятор
расхода
жидкости
E4=0,1
Рис. 22. Варианты блок-схем подсистем
E8=0,1
Е. Пневмоклапан
E7=0,05
D. Датчик
давления
E2=0,05
В. Датчик
температуры
С. Термореле
А. Контроллер
ПР
E1=0,1
107
107
E5=0,1
E4=0,05
E2=0,3
Схема в
E8=0,1
Е. Электромагнитный
патрон
E7=0,1
E2=0,2
Схема г
E7=0,1
E6=0,05
E3=0,3
E8=0,1
E. Электродвигатель
С. Переключатель плунжерный
E4=0,1
В. Реле электромагнитное
D. Регулятор
расхода жидкости
E5=0,05
E1=0,1
А. Персональный
компьютер
Рис. 23. Варианты блок-схем подсистем
E6=0,05
С. Насос
электроприводной
D. Гидромотор
В. Накопитель
палет
E3=0,1
А. Устройство ЧПУ
E1=0,2
Таблица 11
Интенсивность отказов вспомогательных устройств
Наименование
устройства
Датчики: - давления
- температуры
Патрон электромагнитный
Насосы: - с электроприводом
- с гидроприводом
Накопитель палет
Пневмоклапан
Регуляторы: - расхода жидкости
- давления
Гидрораспределитель
Гидромотор
Реле электромагнитное
Термореле
Муфта электромагнитная
Электродвигатель
Переключатель плунжерный
Интенсивность отказов λ 10-6,ч
МаксимальСредняя
Минимальная (max)
(med)
ная (min)
6,60
3,50
1,70
6,40
3,30
1,50
3,73
2,60
1,47
27,4
13,5
2,90
45,0
14,0
6,40
31,5
12,5
3,33
0,12
0,075
0,048
5,54
2,14
0,70
5,26
2,03
0,65
0,031
0,020
0,011
0,091
0,040
0,020
0,50
0,11
0,03
1,0
0,40
0,12
0,93
0,60
0,45
0,58
0,30
0,11
0,112
0,054
0,041
Таблица 12
Исходные данные к практическому занятию № 1
№
варианта
1
1
2
3
4
5
6
7
8
9
10
11
12
Схема
(рис. 22,
23)
2
Схема а
Схема б
Схема в
Интенсивность отказов вспомогательных устройств
Вспомогательные устройства
В
С
D
Е
3
4
5
6
min
med
max
min
max
med
max
max
min
min
med
max
min
med
min
max
med
min
med
med
max
min
med
max
max
min
max
med
max
max
108
107
Окончание табл. 12
1
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
2
Схема г
3
min
4
med
Схема а
min
med
Схема б
med
max
Схема в
max
min
Схема г
min
med
5
min
min
min
med
max
max
max
min
min
min
med
med
med
max
max
max
min
min
min
med
6
min
med
max
min
med
max
min
med
max
min
med
max
min
med
max
min
med
max
min
med
Практическое занятие № 2.
ДЕТЕРМИНИРОВАННЫЙ РАСЧЕТ ЭКОНОМИЧЕСКОЙ
ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ
АВТОМАТИЗИРОВАННЫХ СИСТЕМ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
2.1. Пример детерминированного расчета экономической
эффективности внедрения АСУТП
Определить прибыль от внедрения и срок окупаемости затрат на
создание АСУТП на машиностроительном предприятии.
109
108
Исходные данные
– предпроектные и проектные затраты –
SП = 80 тыс. руб.;
– капитальные вложения (стоимость
оборудования)
SОБ = 160 тыс. руб.;
– среднее число рабочих часов в году –
tр = 4220 ч.;
– длительность эксплуатации АСУТП –
Т = 7 лет;
– средняя часовая ставка обслуживающего систему
персонала –
= 0,7 руб.;
Sз.п
– средняя часовая ставка сокращенного
персонала –
S с.з.п. = 0,53 руб.;
– численность обслуживающего систему
персонала –
m = 4 чел.;
– численность сокращенного персонала –
mc = 12 чел.;
– коэффициент амортизационных отчислений –
аа = 0,02;
– коэффициент отчислений за фонды –
аф = 0,06;
– коэффициент цеховых накладных расходов –
Кц.н = 1,0;
– коэффициент общезаводских накладных
расходов –
Кз.н = 1,0;
– затраты на коммунальные услуги –
Sэ = 1,9 тыс. руб.;
– затраты на материалы и комплектующие
изделия –
Sк.м = 3,9 тыс. руб.;
– себестоимость единицы продукции до внедрения
АСУТП –
Si = 8,0 10-2 руб.;
– объем выпущенной продукции за прошедший
год до внедрения АСУТП –
Вв = 1 107 шт.;
– планируемый прирост объема выпускаемой
продукции без АСУТП –
Вn = 5 105 шт.
– дополнительное увеличение объема выпускаемой
продукции при работе АСУТП –
Вn = 1 106 шт.
110
109
Распределение изделий
представлено в табл. 13.
по
классификационным
группам
Таблица 13
Распределение изделий по группам, %
Группа
До внедрения
АСУТП
После внедрения
АСУТП
А
Б
В
Г
21,3
44,7
26,0
8,0
14,2
42,5
31,3
12,0
Установлены следующие цены на изделия по группам:
СА = SА = 8,0 10-2 руб., СБ = 1,2 SА ; СВ = 1,8 SА; СГ = 2,5 SА.
Цены на изделия до и после внедрения АСУТП не изменяются.
Себестоимость всех изделий до внедрения АСУТП – 8,0 10-2 руб.,
после внедрения АСУТП себестоимости изделий всех групп также
между собой равны.
Пример расчета.
Затраты на создание системы известны, определим затраты на ее
эксплуатацию, предварительно вычислив годовой фонд заработной
платы персонала, обслуживающего систему управления (по
зависимости (8)):
Sз.п = 4220 0,7 (1 + 1) 4 = 23632 руб. 23,6 тыс. руб.
Допустим, что для всего оборудования СУ амортизационные
отчисления одинаковы, т. е. а а i а а . Тогда (по зависимости (7))
Sа.ф = 160 (0,02 + 0,06) = 12800 руб. = 12,8 тыс. руб.
По зависимости (6) вычислим полный объем затрат на
эксплуатацию системы:
Sэкс = 23,6 + 12,8 + 1,9 + 3,9 = 42,2 тыс. руб.
Ориентировочные годовые затраты на создание и эксплуатацию
системы (по зависимости (5))
Сс = (80 + 160) / 7 + 42,2 = 76485 руб. 76,5 тыс. руб.
111
110
Объем выпускаемой продукции после внедрения АСУТП
вычислим по зависимости (9):
В = 1 107 + 5 105 + 1 106 = 1,15 107 шт.
По зависимости (12) найдем снижение трудовых затрат на
производстве:
Sс.з.п = 4220 0,53 (1 + 1) 12 = 53678 руб. 53,7 тыс. руб.
Снижение удельных трудовых затрат на внедрение СУ (по
зависимости (13))
Sз.п = (1 + 1) [77,3 / (1 107 + 5 105) – 23,6 / 1,15 107] =
= 1,061 10-2 руб.
Внедрение АСУ ТП в весьма малой степени влияет на удельный
расход материалов и комплектующих изделий, поэтому из
зависимости (14) Sк.м = 0.
Себестоимость единицы продукции группы А при функционировании СУ (по зависимости (15))
SА = 8 10-2 – 1,061 10-2 – 0 + 76500/1,15 107 = 7,6 10-2 руб.
и, значит, согласно заданию, SА = SБ = SВ = SГ = 7,6 10-2 руб.
Снижение себестоимости изделий группы А (16)
SА = 8 10-2 – 7,6 10-2 = 0,4 10-2 руб.,
следовательно, SА = SБ = SВ = SГ = 0,4 10-2 руб.
При функционировании СУ изменяются не только
себестоимость изделия, но и номенклатурное распределение изделий
по группам А, Б, В, Г в % от всего объема выпускаемых изделий (см.
исходные данные, табл. 13). Рассчитаем прибыль по зависимости (11)
по каждой группе изделий и занесем данные в таблицу 14.
Время простоя СУ при работающем технологическом
оборудовании обычно очень мало (менее 1 %), поэтому в формуле
(17) величина (1 – tпр/tпр) 1. Значит, прибыль от внедрения АСУТП
можно рассчитать по зависимости (10):
112
111
Р = [(1633000 0,4 10-2) + (4887500 2,0 10-2) +
+ (3599500 6,8 10-2) + (1380000 12,4 10-2)] –
– [(2236500 0 10-2) + (4693500 1,6 10-2) +
+ (2730000 6,4 10-2) + (840000 12,0 10-2)] =
= 169552 руб. 169,5 тыс. руб.
Таблица 14
Результаты расчета прибыли по группам изделий
Группа
изделий
Цена
изделия,
руб.
А
Б
В
Г
810-2
9,610-2
14,410-2
2010-2
До внедрения
После внедрения
АСУТП
АСУТП
Количество Прибыль Рi, Количество Прибыль,
изделий, шт.
руб.
изделий, шт.
Рi, руб.
2236500
0
1633000
0,410-2
4693500
4887500
1,610-2
2,010-2
1730000
3599500
6,410-2
6,810-2
840000
1380000
1210-2
12,410-2
Наконец, по зависимости (18) определяем срок окупаемости
затрат на создание и эксплуатацию АСУТП:
Ток = (80 + 160) / (169,5 – 42,2) = 1,9 года,
т. е. практически за два года предприятие окупит затраты, понесенные
при создании и эксплуатации АСУТП.
2.2. Задание к практическому занятию № 2
Определить детерминированным методом прибыль от
внедрения АСУТП и срок окупаемости затрат на ее создание на
машиностроительном предприятии, используя пример детерминированного расчета экономической эффективности, представленный в
п. 2.1 настоящего учебно-методического пособия.
Значения Т, Вв, Вn, Вn для второго задания выбирают из табл. 15,
остальные исходные данные – из примера детерминированного
113
112
расчета экономической эффективности внедрения АСУТП (п. 2.1)
настоящего учебно-методического пособия.
Таблица 15
Исходные данные к практическому заданию № 2
№
варианта
Длительность
эксплуатации
системы Т, лет
1
2
3
4
5
5
5
5
5
5
6
7
8
9
10
5
5
6
6
6
11
12
13
14
15
6
6
7
7
7
16
17
18
19
20
7
7
7
5
5
21
22
23
24
25
5
7
7
7
7
Объем
выпущенной
продукции за
год до
внедрения СУ
Вв, шт.
1 107
1 107
1 107
1 107
1 107
1 107
2 107
2 107
2 107
2 107
2 107
2 107
2 107
1 107
1 107
1 107
1 107
1 107
2 107
2 107
2 107
2 107
2 107
2 107
2 107
114
113
Планируемый
прирост объема
выпускаемой
продукции без СУ
Вn, шт.
Прирост объема
выпускаемой
продукции при
внедрении СУ
Вn, шт.
4 105
4 105
4 105
5 105
5 105
5 105
6 105
6 105
6 105
4 105
4 105
4 105
5 105
5 105
5 105
6 105
6 105
6 105
6 105
6 105
6 105
4 105
4 105
4 105
5 105
1 106
2 106
3 106
1 106
2 106
3 106
1 106
2 106
3 106
1 106
2 106
3 106
1 106
2 106
3 106
1 106
2 106
3 106
1 106
2 106
3 106
1 106
2 106
3 106
1 106
Практическое занятие № 3.
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ВНЕДРЕНИЯ АСУТП С УЧЕТОМ НЕУПОРЯДОЧЕННОСТИ
ПРОИЗВОДСТВА
3.1. Пример расчета экономической эффективности АСУТП
с учетом неупорядоченности производства
Требуется определить прибыль от модернизации и срок
окупаемости затрат на систему управления в случае ее модернизации
и с учетом неупорядоченности производства.
В результате внедрения СУ фактический объем выпуска
продукции (по условиям п. 2.1) оказался на 10 % меньше
рассчитанного детерминированным методом (А = 10 %). Это
происходит вследствие периодического контроля качества изделий с
прекращением работы основного технологического оборудования,
незапланированных остановок оборудования и т. п. Таким образом,
потери объема производства определим по зависимости (25):
В
1,15 10 7
10% 1,15 10 6 шт.,
100%
а неупорядоченность производственной системы (26):
rn 0
1,15 10 6
1,15 10 7
0,1.
Модернизация системы путем организации обратной связи
позволит осуществлять контроль качества изделий и корректировку
технологического процесса во время его функционирования, т. е.
можно вести речь о синхронном управлении в реальном времени.
Пусть плановый объем выпускаемой продукции, заработная
плата и численность обслуживающего систему персонала остались
прежними (п. 3. 4). Проектные работы по модернизации системы
115
114
увеличились на 25 %, стоимость нового оборудования составила 30 %
от стоимости оборудования старой СУ, а годовые затраты на
коммунальные услуги увеличились на 0,5 тыс. руб.
По зависимости (27) дополнительные затраты на проектные
работы S n д
80
25% = 20 тыс. руб., а по зависимости (28)
100%
дополнительные затраты на оборудование
S об д
160
100%
30% = 48 тыс. руб.
По зависимости (7) находим
S а.ф д = 48 (0,02 + 0,06) = 3,84 тыс. руб.
Учитывая, что S э д = 0,5 тыс. руб., Sз.п д и Sк.м. не изменились, по
зависимости (6) S эксд = 3,84 + 0,5 = 4,34 тыс. руб.
Таким образом, по зависимости (5) годовые затраты на
модернизацию системы Ссд = (20+48)/7 + 4,34 = 14,1 тыс. руб.
Учитывая, что данное увеличение капитальных вложений в
весьма малой степени влияет на себестоимость изделий ( Si д 0,04 ×
× 10-2 руб.), максимально возможную полученную прибыль берем из
примера (п. 3. 4) и по зависимости (22) рассчитываем прибыль с
учетом неупорядоченности производства:
Р 169,5 1 0,1 е 14,1 / 76,5 155,4 тыс. руб.
Неупорядоченность производства с учетом модернизации СУ по
зависимости (29) rn 0,1 е 14,1 / 76,5 =0,083.
Срок окупаемости затрат на систему с учетом дополнительных
затрат (31) Т ок0 = (100+208)/(169,5 – 46,54) = 2,5 года; а с учетом
неупорядоченности
зависимости (30):
производства
Т ок0 2,5
окончательно
0,1
= 3,01 года.
0,083
116
115
получаем
по
Таким образом, учет неупорядоченности любой системы ведет к
уменьшению рассчитанного детерминированным методом значения
ее эффективности и увеличению срока окупаемости затрат на ее
создание и эксплуатацию.
3.2. Задание к практическому занятию № 3
Определить прибыль от модернизации и срок окупаемости затрат
на систему управления в случае ее модернизации
с учетом
неупорядоченности производства, используя методику расчета
экономической эффективности, представленную в п. 4.3 настоящих
методических указаний.
Значения А, А1, А 2 для третьего задания выбирают из табл. 16.
Остальные исходные данные – из примера расчета экономической
эффективности АСУТП с учетом неупорядоченности производства,
рассмотренного в п. 3.1 и расчета детерминированным методом,
рассмотренного в п. 2.1 настоящего учебно-методического пособия.
Таблица 16
Исходные данные к практическому заданию № 3
№
варианта
1
1
2
3
4
5
Объем,
недовыпущенной
относительно
плановых
расчетов,
продукции А, %
2
5
5
5
5
5
Доля стоимости
проектных работ
при модернизации
системы А1, %
3
25
25
25
30
30
117
116
Доля стоимости
дополнительных
затрат на
оборудование при
модернизации
системы А2, %
4
30
35
40
30
35
Окончание табл. 16
1
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
2
10
10
10
10
10
15
15
15
15
15
15
15
15
15
15
5
5
5
5
5
3
30
35
35
35
25
25
25
30
30
30
30
30
30
35
35
35
25
25
25
30
118
117
4
40
30
35
40
30
35
40
30
35
40
40
30
35
40
30
35
40
30
35
40
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
Методика выполнения лабораторных работ
Студенты, приступающие к выполнению лабораторной работы,
должны ознакомиться с содержанием работы. Допуск студента к
выполнению лабораторной работы осуществляется только после
проверки знания им соответствующих разделов теоретической части
курса. Студенты, имеющие неудовлетворительные теоретические
знания по разделам курса, относящимся к теме работы, к ее
выполнению не допускаются.
Результаты лабораторной работы оформляют в виде отчета на
нескольких листах формата А4. Допускается оформление отчета на
двойных тетрадных листах. Первую страницу (титульный лист)
отчета оформляют по образцу, приведенному в приложении А.
Содержание последующих страниц отчета приведено в методических
указаниях к каждой лабораторной работе.
Лабораторная работа считается выполненной после просмотра и
подписи отчета преподавателем.
Лабораторные работы охватывают темы, рекомендованные
типовой программой. На этих занятиях студенты получают задания на
ранее запланированную работу вместе с методическими указаниями.
По ходу выполнения работы результаты расчетов записывают в отчет.
Кроме оформления письменного отчета с анализом и выводами по
выполненному заданию, при его защите студент должен ответить на
контрольные вопросы, вынесенные для самостоятельного изучения, в
форме тестового контроля либо на контрольные вопросы,
представленные в конце каждой лабораторной работы.
119
118
Лабораторная работа № 1.
УПРАВЛЕНИЕ КАЧЕСТВОМ ПРОДУКЦИИ
Цель работы: ознакомление с показателями качества продукции
и освоение методов оценки ее качества
1.1. Система управления качеством продукции
Управление качеством продукции включает действия,
осуществляемые при создании и эксплуатации или потреблении
продукции, в целях установления, обеспечения и поддержания
необходимого уровня ее качества. Качество продукции – это
совокупность свойств изделия, обусловливающих ее пригодность
удовлетворять определенные потребности в соответствии с ее
назначением.
Качество изделий машиностроения характеризуется теми их
свойствами, которые являются их объективной особенностью,
проявляющейся в процессе эксплуатации изделия путем
удовлетворения в той или иной мере потребностей народного
хозяйства и населения.
Количественная характеристика свойств изделия, определяющих его качество, называется показателем качества. В зависимости
от числа свойств, включенных в показатель качества, он может быть
единичным (одно свойство, например, производительность) или
комплексным (несколько свойств, например, ремонтопригодность
можно охарактеризовать коэффициентом готовности Кг техники,
который включает в себя два свойства: наработку изделия на отказ
То и среднее время восстановления изделия Тв, т. е. Кг = То/(То + Тв)).
Номенклатура показателей качества разнообразна и в
зависимости от их характера разделяется на группы:
120
119
1. Показатели назначения изделия – мощность, производительность, скорость и др.
2. Показатели экономичного использования электроэнергии и
сырья при эксплуатации машин и механизмов у потребителя.
Например, удельный расход энергии, потребленной станком, на
единицу произведенной продукции и др.
3. Показатели надежности:
- безотказность: вероятность безотказной работы, время наработки на отказ при заданной вероятности, интенсивность отказов;
- долговечность: технический ресурс, срок службы;
- ремонтопригодность: среднее время восстановления, вероятность восстановления работоспособности в течение заданного
времени, коэффициент готовности, коэффициент технического
использования;
- сохраняемость изделия: время возможного хранения и транспортирования при сохранении заданных технических характеристик;
- защищенность изделия от вредных воздействий – теплоты,
влажности, пыли, агрессивных сред и др.
4. Показатели безопасности, отражающие требования, обеспечивающие безопасность человека в производственных условиях.
5. Эргономические показатели, учитывающие требования гигиенических (освещенность, температура, влажность, напряженность
магнитного и электрического полей, запыленность, токсичность, шум,
вибрации,
перегрузки),
антропометрических
(соответствие
конструкции изделия размерам и форме человека), физиологических
(соответствие
конструкции
изделия
силовым,
скоростным,
зрительным,
слуховым,
осязательным
физиологическим
возможностям человека), психологических (возможность человека
воспринимать и перерабатывать информацию, выдаваемую машиной;
возможность использования закрепленных и вновь формируемых
121
120
навыков человека) свойств человека, проявляемых в производстве и
быту при эксплуатации, использовании или потреблении изделия.
6. Эстетические показатели, характеризующие выразительность
и рациональность формы, целостность композиции, совершенство
исполнения, товарного вида, соответствие современному стилю
оцениваемого изделия и другие группы показателей.
7. Показатели технологичности изделия: удельная трудоемкость
изготовления; удельная материалоемкость; коэффициент сборности
(блочности).
8. Показатели стандартизации и унификации, характеризующиеся процентом применяемости унифицированных и стандартных
сборочных единиц.
9. Патентно-правовые показатели: показатель патентной
защиты; показатель патентной чистоты.
Различают показатели качества изделия, продукции, работы и
труда. Показатель качества изделия количественно характеризует его
полезность и потребительскую стоимость, но так как научнометодические и технические решения количественной оценки
качества изделий до настоящего времени несовершенны, то эта
характеристика довольно приближенна.
Показатель качества продукции количественно характеризует
качество определенной массы изделий (партия, выборка, годовая
программа и др.) по содержанию в этой массе продукции изделий,
качество которых отвечает заданным требованиям, или по
отклонениям от заданного качества выявленного количества изделий.
Показатель качества работы используют в тех производствах
или организациях, где продукцией являются не изготовленные ими
материальные ценности, а работа. Это могут быть, например,
разработка технологий и конструкторской документации, переработка
информации, ремонтные или погрузочно-разгрузочные работы и др.
122
121
Показатель качества труда количественно характеризует
полезность труда коллектива или отдельного работника, которые
участвуют в создании ценностей различного назначения для
удовлетворения потребностей общества.
Известны различные методы определения показателей качества:
измерительный,
регистрационный,
расчетный,
экспертный,
социологический, органолептический, комбинированный.
Измерительный метод использует для установления значений
показателей качества изделий технические средства измерения.
Регистрационный метод определения показателей качества
продукции основан на наблюдении и подсчете числа событий,
предметов и случаев. Например, подсчет числа изделий с
устранимыми и неустранимыми дефектами за определенный период
времени, в течение которого выпускалась продукция.
Расчетный
метод
определения
показателей
качества
применяется при разработке новых изделий. При этом используют
теоретические и эмпирические зависимости, а для расчета часто,
особенно в последние годы, используют средства вычислительной
техники. Этим методом рассчитывают значения таких показателей
качества будущих изделий, как производительность станка,
надежность техники, мощность электродвигателя и др.
Экспертный метод определения показателей качества
используют главным образом для группы эстетических показателей
качества изделий. Назначается группа экспертов (специалистов в
данной области), которая в определенных единицах (баллах) дает
оценку потребительских свойств новых видов товаров, обычно
бытового назначения (телевизоров, холодильников, мотоциклов и
др.). В машиностроении этот метод применяется крайне редко.
Социологический метод определения показателей качества
продукции обычно используют при проведении выставок, на
123
122
покупательских конференциях и совещаниях, где фактические или
потенциальные покупатели и потребители будущей продукции с
помощью опросных листов, анкет или устно высказываются о
качестве продукции. Этот метод широко распространен за рубежом и
в последние годы достаточно часто используется и у нас в стране.
Органолептический метод основан на анализе восприятий
органов чувств таких потребительских свойств продукции, как цвет,
запах и т. д. и в машиностроении практического применения не
находит.
Комбинированный метод – это сочетание нескольких различных
методов определения показателей качества, дополняющих друг друга,
что обеспечивает получение всесторонней оценки качества.
В зависимости от цели оценки в практике машиностроения
используют такие понятия, как «качество изделия» и «техническое
качество изделия»; «уровень качества изделия» и «технический
уровень качества изделия».
В отличие от термина «качество изделия» термин «техническое
качество изделия» включает не всю совокупность свойств, а лишь те,
которые характеризуют технические параметры изделия и не
учитывают эстетические, эргономические, экологические и другие
свойства
изделия,
не
являющиеся
его
техническими
характеристиками.
Для сравнительной оценки качества изделия с качеством ранее
выпускавшихся, перспективных или лучших отечественных и
зарубежных изделий, которые принимают за базу сравнения,
определяют уровень качества изделия путем сравнения значений
показателей качества оцениваемого изделия со значениями
соответствующих показателей базового изделия (рис. 24).
Технический уровень изделия определяют аналогично, путем
сравнения значений показателей технического качества изделия.
124
123
Базовое изделие в зависимости от целей оценки выбирают с
различных позиций. Если следует оценить технический уровень
нового изделия по сравнению с имеющимся, то за базовое изделие
принимаются лучшие из имеющихся аналогов. Это – ретроспективная
оценка. Если за базовый аналог взять идеальное изделие будущего,
которое можно получить на данной ступени научно-технического
развития общества, то различие между его техническим качеством и
техническим качеством оцениваемого изделия позволит определить
его технический потенциал – перспективная оценка.
В
А
ТУ
УК
КА
ТУ
КБ
А
АВ
ТУ
УК
АВ
УК
В
КВ
ТКА
ТКБ
ТКВ
А
Б
В
Рис. 24. Система понятий качества, технического качества и их
уровней:
А, В – изделия-аналоги; Б – базовое изделие; К, ТК – соответственно
качество, техническое качество изделий; УК, ТУ – соответственно
уровень качества, технический уровень качества изделий
1.2. Пример расчета показателей качества проектируемого
металлорежущего оборудования
Проанализировать систему показателей качества базового и
нового агрегатных станков и определить относительные показатели
качества. Дать комплексную оценку качества агрегатного станка
125
124
(базового и нового) и определить уровень качества нового станка.
Действительный годовой фонд времени работы станков – 4015 ч,
коэффициент загрузки станков – 0,75. Остальные исходные данные
представлены в табл. 17.
Качество новой продукции устанавливают на основе
комплексного анализа ее свойств, которые количественно
характеризуются одним или несколькими показателями. Выбор
номенклатуры показателей качества зависит от цели оценки.
Относительные показатели качества продукции q применяют
при оценке уровня качества дифференциальным методом, сущность
которого заключается в сопоставлении единичных показателей
оцениваемого и базового образца, и определяют по формулам:
qi = Pi / Hiб ;
qi = Piб /Pi ,
(32,а)
(32,б)
где Pi, Piб – соответственно значения i-го показателя оцениваемого и
базового изделий.
Из этих уровней выбирают для конкретного показателя тот, при
котором увеличению q отвечает улучшение качества продукции.
Например, относительный показатель для производительности станка
следует определять по формуле (32,а) (q1.1 = 14 / 12 = 1,17), а
показатель «удельная трудоемкость» рассчитывается по формуле
(32,б) (q3.2 = 390 / 360 = 1,08).
В случае если какой-либо единичный показатель качества
оцениваемого изделия окажется хуже подобного показателя базового
изделия, то величина q будет меньше 1 (q 1).
Результаты расчета относительных показателей сводят в
таблицу (см. табл. 18) и по ее данным определяют комплексный
показатель качества продукции. В табл. 18 не вошли экономические
показатели, так как с их помощью оценивают обобщающий
(интегральный) показатель качества.
126
125
Таблица 17
Единичные показатели качества агрегатных станков
№
показателя
1
1.1
1.2
1.3
1.4
2.1
2.2
3.1
3.2
3.3
4.1
4.2
5.1
6.1
Величина
показателя станка
базового нового
2
3
4
1. Показатели назначения
Производительность станка,
12
14
штук/ч
0,06
0,05
Точность обработки –
отклонение от плоскостности
на длине 500 мм, мм
0,03
0,025
Точность обработки –
отклонение от параллельности
плоскостей на длине 100 мм,
мм
3,0
2,5
Шероховатость обработанных
поверхностей по параметру Rа,
мкм
2. Показатели надежности и долговечности
Срок службы до капитального
8
10
ремонта, год
Гарантийный срок, год
1,5
2
3. Показатели технологичности
Коэффициент сборности
1,0
1,0
(блочности) станка Ксб, ед.
Удельная трудоемкость,
390
360
нормо-ч/кВт
Удельная материалоемкость,
800
780
кг/кВт
4. Эргономические показатели
5
5
Соответствие конструкции
правилам техники
безопасности, балл
Уровень шума, дБ
80
75
5. Эстетические показатели
Внешний вид, качество
4
5
отделки, упаковки, балл
6. Показатели стандартизации и унификации
60
65
Применяемость унифицированных и стандартных сборочных единиц, %
Наименование показателя,
единица измерения
127
126
Коэффициент
весомости
показателя
5
10
8
8
8
9
9
4
5
5
8
6
6
8
Окончание табл. 17
1
7.1
7.2
8.1
8.2
2
3
4
7. Патентно-правовые показатели
Показатель патентной защиты,
0,13
0,15
Пп.з, ед.
Показатель патентной чистоты,
1,0
1,0
Пп.ч, ед.
Итого:
8. Экономические показатели
Цена станка, руб.
8000
10000
Эксплуатационные расходы,
1,64
1,73
руб./ч
5
6
5
100
–
–
Таблица 18
Относительные показатели качества агрегатного станка
Номер
показателя по
табл. 17
1.1
1.2
1.3
1.4
2.1
2.2
3.1
3.2
3.3
4.1
4.2
Наименование показателя
Относительный
показатель
qi
1. Показатели назначения
Производительность станка
1,17
Точность обработки – отклонение от
1,2
плоскостности на длине 500 мм
Точность обработки – отклонение от
1,2
параллельности плоскостей на длине 100
мм
Шероховатость Rа обработанных
1,2
поверхностей
2. Показатели надежности и долговечности
Срок службы до капитального ремонта
1,25
Гарантийный срок
1,33
3. Показатели технологичности
Коэффициент сборности (блочности)
1,0
станка
Удельная трудоемкость
1,08
Удельная материалоемкость
1,02
4. Эргономические показатели
Соответствие конструкции правилам
1,0
техники безопасности
Уровень шума
1,07
128
127
Слагаемое
комплексного показателя кiqi
11,7
9,6
9,6
9,6
11,3
6,7
4,0
5,4
5,1
8,0
6,4
Окончание табл. 18
1
5.1
6.1
7.1
7.2
2
3
5. Эстетические показатели
Внешний вид, качество отделки,
1,25
упаковки
6. Показатели стандартизации и унификации
Применяемость унифицированных и
1,08
стандартных сборочных единиц
7. Патентно-правовые показатели
Показатель патентной защиты
1,15
Показатель патентной чистоты
1,0
Итого:
4
6,3
8,6
6,9
5,0
114,2
Комплексный показатель качества продукции Кком можно
определить на основании функциональной зависимости его от
единичных показателей, когда известны параметры зависимости
Кком = f (P1, P2, … Pi, … Pn).
(33)
Если параметры не известны, Кком определяют методом
средневзвешенного арифметического:
Кком = кi qi / кi ,
(34)
где кi – коэффициент весомости для i-го единичного показателя
качества, определяемый экспертным, социологическим или
расчетным методом.
В нашем примере нет математической зависимости, описывающей
взаимосвязь единичных и комплексного показателей, поэтому
используем второй метод. Результаты расчета произведения кi qi для
натурально-вещественных показателей качества заносят в табл. 18 и
определяют по зависимости (34) комплексный показатель,
количественно характеризующий натурально-вещественные свойства
нового станка:
Кком = 114,2 / 100,0 = 1,4.
129
128
Как видно из табл. 18, относительные показатели или равны,
или больше единицы. Это означает, что отдельные показатели нового
станка находятся на уровне базового, а в большинстве превышают их.
Обобщающий (интегральный) показатель качества Ки
определяют по формуле
Ки
Э п.с
,
И с И п.п
(35)
где Эп.с – суммарный полезный эффект от потребления продукции;
Ис – затраты на создание продукции, руб. (цена станка); Ип.п – затраты
на потребление продукции, руб.
В рассматриваемом примере Эп.с определяют как общее
количество обрабатываемых за срок службы заготовок:
Эп.с = Вч Fд Кз Т,
(36)
где Вч – часовая производительность станка; Fд – действительный
годовой фонд времени станка, ч; Кз – коэффициент загрузки станка;
Т – срок службы до капитального ремонта, год.
Для базового станка Эп.с.б = 12 4015 0,75 8 = 289 080 шт.;
для нового станка Эп.с.н = 14 4015 0,75 10 = 421 580 шт.
Затем определяют затраты на потребление продукции:
Ип.п = Зч Fд кз Т,
(37)
где Зч – часовые эксплуатационные затраты, руб./ч.
Для базового станка Ип.п.б = 1,64 4015 0,75 8 = 39 557 руб.;
для нового станка Ип.п.н = 1,73 4015 0,75 10 = 52 090 руб.
Обобщающий (интегральный) показатель качества составит:
для базового станка
289 080
К и.б
6,08 шт. / руб.;
8 000 39 557
для нового станка
К и.н
421 580
6,79 шт. / руб.
10 000 52 090
Уровень качества нового станка К вычисляют по формуле:
130
129
К = Ки.н / Ки.б;
(38)
К = 6,79/6,08 = 1,12.
Небольшое различие величины Кком и К (менее 25 %)
свидетельствует о достаточно высокой точности оценки качества
агрегатных станков.
Исходные
данные
для
индивидуального
выполнения
лабораторной работы № 1 выдает преподаватель каждому студенту
согласно варианту индивидуально.
1.3. Задание к лабораторной работе № 1
Проанализировать систему показателей качества базового и
нового металлорежущего оборудования и определить относительные
показатели качества. Дать комплексную оценку качества базового и
нового и определить уровень качества нового оборудования.
Действительный годовой фонд времени работы – 4015 ч,
коэффициент загрузки оборудования – 0,75. Остальные исходные
данные студенту выдает преподаватель в виде карты (табл. 17).
1.4. Содержание работы
На основании карты (по форме табл. 17) единичных показателей
качества, выданной преподавателем, рассчитать все относительные
показатели качества (кроме экономических), слагаемые комплексного
показателя качества металлорежущего оборудования и занести их в
карту по форме табл. 18. Рассчитать комплексный показатель
методом
средневзвешенного
арифметического,
интегральный
показатель качества и уровень качества нового оборудования.
131
130
1.5. Порядок выполнения работы
Порядок выполнения работы следующий:
- рассчитывают относительные показатели качества и заносят их
в карту по форме табл. 18;
- рассчитывают слагаемые комплексного показателя качества и
заносят их в карту;
- определяют комплексный показатель качества методом средневзвешенного арифметического;
- определяют суммарный полезный эффект базового и нового
оборудования;
- рассчитывают интегральный показатель качества;
- определяют уровень качества нового оборудования.
1.6. Содержание отчета по лабораторной работе № 1
Карта единичных показателей качества
Карта относительных показателей качества
Комплексный показатель качества
Суммарный полезный эффект базового и нового оборудования
Интегральный показатель качества базового и нового оборудования
Уровень качества нового оборудования
Выводы
132
131
1.7. Контрольные вопросы
1. Что такое качество продукции?
2. Дайте определение показателя качества продукции.
3. Перечислите группы показателей качества.
4. Перечислите методы определения показателей качества.
5. Дайте определение измерительному и регистрационному методам определения показателей качества.
6. Дайте определение расчетному и экспертному методам определения показателей качества.
7. Дайте определение органолептическому и комбинированному
методам определения показателей качества.
8. Чем отличается качество изделия от технического качества
изделия?
9. Как определяется уровень качества изделия?
10. В чем отличие перспективной оценки от ретроспективной
оценки технического уровня нового изделия?
133
132
Лабораторная работа № 2.
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Цель работы: ознакомление с методами контроля качества
продукции и получение практических навыков их применения
2.1. Понятие технического контроля
Первостепенную роль в системах управления качеством на
предприятиях
играет
технический
контроль,
от
степени
совершенства, технического оснащения и организации которого во
многом зависит эффективность производства. Этим объясняется
большое внимание к совершенствованию средств и методов
технического контроля на машиностроительном предприятии,
позволяющих при минимальных затратах достичь высокой
стабильности показателей качества продукции. Обеспечение качества
продукции на всех этапах производственного процесса является
предпосылкой высокоэффективной работы предприятия. Основной
задачей технического контроля на промышленном предприятии
является предотвращение выпуска продукции, не удовлетворяющей
установленным требованиям, следовательно, технический контроль –
это проверка соответствия процессов, от которых зависит качество
продукции, и их результатов установленным техническим
требованиям.
На машиностроительных предприятиях применяют различные
виды технического контроля, отличающиеся по методу исполнения,
месту расположения в производственном процессе, по охвату
контролем продукции и некоторым другим признакам.
В зависимости от места организации контроля на том или ином
этапе производства различают следующие его разновидности:
134
133
1. Входной – это контроль сырья, материалов, комплектующих
изделий и готовой продукции, поступающих от других предприятий
или своих производственных участков.
2. Операционный – это контроль продукции или технологического процесса, выполняемый после завершения отдельной операции
или в течение ее выполнения. Операционный контроль выполняется
мерительным инструментом и часто сопровождается выключением
станка и снятием с него заготовки (детали) для измерения.
Прогрессивным видом операционного контроля является активный
контроль, осуществляемый непосредственно в процессе изготовления
продукции
приборами,
встроенными
в
технологическое
оборудование. Приборы непрерывно дают показания о величине
контролируемого параметра и используются в качестве датчиков для
автоматического управления процессом изготовления продукции.
Применение активного контроля позволяет значительно повысить
производительность технологического оборудования и исключить
влияние субъективного фактора на результаты контроля.
3. Приемочный – это контроль готовой продукции после завершения всех технологических операций по ее изготовлению, в
результате которого принимается решение о пригодности продукции
к поставке или использованию.
В зависимости от полноты охвата продукции контролем
входной, операционный и приемочный контроль может быть
сплошным или выборочным.
Сплошной – это контроль, при котором решение о качестве
принимают по результатам проверки каждой единицы продукции. Он
почти полностью исключает возможность попадания к потребителю
некачественной продукции, но иногда его применение оказывается
экономически нерациональным или практически невозможным,
например, в случае разрушающего контроля.
135
134
Выборочный – это контроль, при котором решение о качестве
контролируемой продукции принимают по результатам проверки
одной или нескольких выборок из партии. В данном случае на основе
ограниченного количества контрольных проверок можно судить с
определенной степенью точности о качестве всей партии изделий или
состоянии технологического процесса.
В
массовом
производстве
чаще
всего
используют
статистический контроль, основанный на законах статистики и
теории вероятности. При относительно небольших затратах
статистический контроль позволяет предупреждать возникновение
брака в самом процессе производства, обеспечивает в сравнении со
сплошным значительную экономию труда при измерениях и
испытаниях, а при измерении одной или нескольких величин дает
возможность, как правило, судить об изменении других величин,
которые не измеряли.
Внедрение статистических методов контроля является
неотъемлемой частью общей проблемы управления качеством
продукции. Статистические методы используют для анализа,
регулирования технологических процессов и статистического
приемочного контроля качества продукции. Статистический
приемочный контроль – это выборочный контроль, в котором для
обоснования правил приемки используют методы математической
статистики. Этот метод характеризуется, как и обычный выборочный
контроль, тем, что из подконтрольной партии объектов
непосредственной проверке подвергается часть, которая называется
выборочной. Выборка должна быть представительной, т. е. правильно
отражать состояние всей подконтрольной партии, так как на
основании качества выборки формируется суждение о качестве всей
подконтрольной партии.
136
135
В практике машиностроительных предприятий используют
одноступенчатый (рис. 25), двухступенчатый (рис. 26) и
последовательный статистический приемочный контроль.
Одноступенчатый контроль позволяет делать вывод о качестве
подконтрольной партии по одной выборке. Двухступенчатый –
основан на контроле качества не более, чем по двум выборкам,
причем отбор второй выборки определяется результатом контроля
первой.
Последовательный контроль не устанавливает заранее
количество выборок, по которым будет сделано заключение о
качестве всей продукции. Размер выборки, приемочное и браковочное
значение устанавливают исходя из требований рынка потребителей и
производителей.
Контроль
выборки nв
nб С
Да
Нет Партия nк бракуется
(сплошной контроль,
разбраковка)
Партия nк
принимается
Рис. 25. Блок-схема алгоритма одноступенчатого выборочного контроля:
nв – выборка; nк – подготовительная партия продукции; nб – число бракованных
изделий в выборке; С – приемочное количество изделий в выборке
На рис. 27 представлена карта последовательного выборочного
контроля. На основе статистического анализа контролируемого
процесса берут последовательные выборки (например, по десяти
контролируемым изделиям). Для каждой выборки определяют
приемочное и браковочное значение С, в результате чего
137
136
устанавливают и отмечают на карте области принятия и отклонения
партий. Если же контрольная точка попадает в область повторных
выборок (между приемочным и браковочным значениями дефектных
изделий), то производят дополнительный контроль еще одной
выборки nв и по суммарному количеству проконтролированных
объектов nвi и по общему количеству дефектных объектов nбi
определяют и отмечают на карте контрольные точки а, б, в и т. д. (см.
рис. 27).
Контроль
выборки nВ1
nб1 С1
Да
Нет
nб1 С2
Партия nк
принимается
Партия nк бракуется
(сплошной контроль,
разбраковка)
Контроль
выборки nв2
(nб1+nб2) С
Партия nк
принимается
Да
Партия nк бракуется
(сплошной контроль,
разбраковка)
Рис. 26. Блок-схема алгоритма двухступенчатого выборочного
контроля: С1, С2 – приемочное и браковочное значение количества
изделий в выборке соответственно
138
137
Контрольные операции проводят до тех пор, пока контрольная
точка не попадет в область отклонения (например, точка д) или
принятия партий (точка г), на основании чего принимают
окончательное решение.
О б л а с т ь от кл он е н и я па р т и и С 2
О б л а с ть
( б р а к ов к а )
д
п ов т ор н ы х
в ы бо р о к С 1
6
изделий, nб
Ко ли честв о д ефек тн ы х
дефектных
и з дКоличество
ел и й , n б
8
7
5
4
3
2
1
б
в
г
2
3
4
О б л а с ть
п р и ня т ия
п ар т и и
а
0
1
5 6 Но7м ерНомер
i
вы б орвыборки,
ки, i
ли чКоличество
еств о к он тр оконтролируемых
ли р у ем ы х
1 0 2 0 3 0 4 0 5 0 60Ко70
nв
й , nВ
изд елиизделий,
Рис. 27. Карта последовательного выборочного контроля
Особым видом контроля качества продукции являются
испытания. Испытанием называется экспериментальное определение
значений параметров и показателей качества продукции в процессе
функционирования или при имитации условий эксплуатации.
2.2. Задание к лабораторной работе № 2
1. Составить алгоритмы контроля качества изготовления оси
при одинарной и двойной выборках (рис. 28). Числовые значения
размеров и допусков назначает преподаватель.
139
138
D
H
Рис. 28. Эскиз оси
2. Построить карту последовательного приемочного контроля и
показать, после какой выборки принимают окончательное решение о
качестве продукции.
Пояснения к п. 1. По результатам статистического анализа
качества процесса изготовления оси приняты параметры выборочного
приемочного контроля с одинарной и двойной выборкой.
Методика разработки алгоритмов достаточно подробно
рассмотрена в п. 2.1 настоящей лабораторной работы, поэтому
пример решения данной задачи представлять не имеет смысла. При
выдаче задания студентам конкретные значения объема выпуска
изделий N, величины nb, nb1, nb2 и с, с1, с2 задает преподаватель.
Пояснения к п. 2. Для контроля качества детали используется
последовательный приемочный контроль, параметры которого
c1 = а (nb – b); c2 = d + nв е.
При этом величина с1 ограничивает область применения
контрольной партии продукции, с2 – область отклонения контрольной
партии. Каждая последовательная выборка составляет f деталей.
Общее количество дефектных деталей при последовательно
приводимых выборках и значениях величин а, b, d, е, f задает
преподаватель индивидуально каждому студенту.
140
139
2.3. Содержание работы
Изучить выданный преподавателем чертеж детали. Провести
одноступенчатый контроль и сделать вывод о качестве
подконтрольной партии по одной выборке. Осуществить
двухступенчатый контроль выборки деталей, учитывая то, что отбор
второй выборки определяется результатом контроля первой, и сделать
вывод о качестве подконтрольной партии.
Провести измерение нескольких выборок деталей, построить
карту последовательного приемочного контроля и показать, после
какой выборки принимают окончательное решение о качестве
продукции.
2.4. Порядок выполнения работы
Порядок выполнения работы следующий.
Для одноступенчатого выборочного контроля:
- проводят измерение выборки из представленной партии
деталей;
- делают вывод о качестве продукции.
Для одноступенчатого выборочного контроля:
- проводят измерение первой выборки из партии деталей;
- делают вывод о целесообразности контроля второй выборки;
- в случае необходимости проводят измерение второй выборки;
- делают вывод о качестве продукции.
Для последовательного выборочного контроля:
- проводят измерение нескольких выборок деталей;
- строят карту последовательного приемочного контроля;
- принимают решение о качестве продукции.
141
140
2.5. Содержание отчета по лабораторной работе № 2
Эскиз детали
Результаты контроля выборки при одноступенчатом контроле
Вывод о качестве изделий
Результаты контроля первой выборки при двухступенчатом контроле
Вывод о целесообразности контроля второй выборки
Результаты контроля второй выборки при двухступенчатом контроле
(если возникла необходимость)
Заключение о качестве продукции
Результаты последовательного приемочного контроля
Карта последовательного приемочного контроля
Заключение о качестве продукции
2.6. Контрольные вопросы
1. Какова основная задача технического контроля?
2. Что такое входной технический контроль?
3. Что такое операционный технический контроль?
4. Дайте определение приемочного контроля.
5. Чем характеризуется выборочный контроль? Какие виды
выборочного контроля Вы знаете?
6. Что такое сплошной технический контроль?
7. В каких случаях применение сплошного технического
контроля оказывается экономически нерациональным?
8. Дайте характеристику статистическому контролю.
9. Представьте блок-схему алгоритма одноступенчатого
выборочного контроля.
10. Представьте блок-схему алгоритма двухступенчатого
выборочного контроля.
142
141
Лабораторная работа № 3.
ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ
ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ
Цель работы: ознакомление с производственным процессом
и приобретение навыков организации простых технологических
процессов
3.1. Понятие производственного процесса
Производственный
процесс
–
это
совокупность
взаимосвязанных процессов труда и естественных процессов,
направленных на изготовление определенной продукции.
Производственный процесс по своей структуре и содержанию
неоднороден: он состоит из многочисленных частичных процессов,
которые делятся на основные, или технологические, вспомогательные
и естественные. Совокупность частичных процессов образует
структуру производственного процесса.
При выполнении основных (технологических) процессов у
предмета труда изменяются:
- форма и размеры (например, при обработке материалов
резанием, ковкой, штамповкой);
- внутреннее состояние или качество (термическая обработка);
- внешний вид (покраска, гальванопокрытия);
- взаимное положение его частей (сборка и монтаж изделия).
Вспомогательные
процессы
способствуют
протеканию
технологических (основных) процессов. Примерами вспомогательных
процессов могут служить транспортировка предметов труда, работа
ремонтного, инструментального и некоторых других цехов, которые
обслуживают основные процессы производства машин.
143
142
Естественными
процессами
считают
такие,
которые
осуществляются в ходе основного или вспомогательного процессов,
но не нуждаются в применении труда. К ним относятся, например,
естественная сушка окрашенных изделий, остывание отливок,
затвердевание клея.
Производственный процесс любого машиностроительного
предприятия является сложным, распадающимся на множество
простых, элементарных трудовых процессов, совершаемых над
отдельными частями данного изделия. Да и само изделие
(автомобиль, станок, турбина и др.) есть сложный продукт труда,
состоящий из отдельных элементарных частей. Изготовление каждой
такой составной части изделия называют простым процессом. Он
состоит из последовательно выполняемых над данной деталью
(заготовкой) технологических действий – операций. Сборку изделия
называют сложным процессом. Его также можно разбить на ряд
последовательно выполняемых операций, в результате которых из
отдельных деталей составляют сборочные единицы и в конечном
итоге – готовое изделие.
Основные задачи в организации производственного процесса:
определить цикл простого процесса при различных видах движения
партии деталей (заготовок); определить цикл сложного процесса;
создать оптимальную планировку на производственных площадях
оборудования и других средств технологического оснащения для
реализации производственного процесса.
В рамках данной лабораторной работы решается задача
определения производственного и технологического циклов простого
процесса при различных видах движения партии деталей (заготовок) в
производстве.
144
143
3.2. Простой технологический процесс
Производственный процесс, в первую очередь, характеризуется
производственным циклом Тп – интервалом календарного времени от
начала до окончания процесса изготовления детали.
Производственный цикл является суммой технологического
цикла, времени перерывов в производстве в связи с регламентом
работы и пролеживанием заготовки или изделий между операциями.
Основная часть производственного цикла – технологический
цикл Тт, состоящий из операционных циклов Топi. Операционный
цикл – это продолжительность законченной части технологического
процесса, выполняемой на одном рабочем месте:
Топ i = n Тшт.к / i ,
где n – размер партии деталей (заготовок), шт.; Тшт.к
(39)
– штучно-
калькуляционное время (норма времени) на операцию, мин/шт.; i –
число рабочих мест на операции, шт.
Технологический цикл многооперационного процесса не
является арифметической суммой операционных циклов. Его
длительность зависит от способа передачи деталей (заготовок) с
операции на операцию (вида движения): последовательного,
параллельно-последовательного, параллельного.
При последовательном виде движения вся партия заготовок
передается на последующую операцию лишь после окончания
обработки всех заготовок на предыдущей операции. Длительность
цикла технологического процесса в этом случае определяется суммой
операционных циклов:
u
Т т.пос n Т шт.к i / i ,
i 1
где u – количество операций технологического процесса.
145
144
(40)
Длительность производственного цикла Тп.пос включает, кроме
того, естественные процессы Те, межоперационные перерывы Тмо и
перерывы, связанные с режимом работы Треж :
u
Тп.пос = n Т шт.к / i + Те + u Тмо + Треж .
i 1
(41)
i
Для определения производственного цикла в календарных днях
следует принимать во внимание длительность рабочей смены Тсм,
число смен в сутки f и соотношение между рабочими и календарными
днями в году «к». Количество рабочих дней ежегодно изменяется, но
в расчетах можно принимать к 258 / 365 0,706.
Таким образом, производственный
календарных днях, определяется формулой:
Т п.пос
цикл,
выраженный
u
1
Т
n
Т шт.к i / i u Т мо е .
Т см f к i 1
24
в
(42)
При параллельно-последовательном виде движения детали
(заготовки) с операции на операцию передаются транспортными
партиями nт или поштучно (nт = 1). При этом происходит частичное
совмещение времени выполнения смежных операций, а вся партия n
обрабатывается на каждой операции без перерывов. Длительность
технологического цикла Тт.пп в этом случае меньше, чем при
последовательном виде движения, на суммарную величину
совмещения операционных циклов:
u 1
Тт.пп = Тт.пос – i ,
i 1
(43)
а длительность производственного цикла
u 1
u
Тп.пп = n Т шт.к / i – i + u Тмо + Те + Треж,
i 1
i
i 1
(44)
где i – время совмещения смежных операций, мин.
Этот вид движения, сокращая время пролеживания, уменьшает
продолжительность всего процесса. Степень параллельности работ в
146
145
производственном
параллельности:
цикле
характеризуется
коэффициентом
Кп.п = Тп.пп / Тп.пос .
(45)
Следует учитывать соотношение операционных циклов на
предыдущей и последующей операциях. Если операционный цикл на
предыдущей операции меньше, чем на последующей, т. е.
Т опi
< Т опi 1 , обработка транспортной партии на последующей
операции возможна сразу после окончания обработки ее на
предыдущей, так как будет создан необходимый задел,
обеспечивающий непрерывную работу на последующей операции.
В этом случае для двух смежных операций длительность цикла
Тт.пп = Тт.пос – i ;
при этом
i n Tшт.к i / i n т Т шт.к i / i n n Т шт.к i / i .
Если операционный цикл на предыдущей операции больше, чем
на последующей, т. е. Топ Топ, то после обработки транспортной
партии на предыдущей операции ее нельзя сразу передать на
последующую, поскольку не будет создан задел для обеспечения
непрерывной работы. Начало обработки на последующей операции
определяют из условия, что последняя транспортная партия после
обработки на предыдущей операции немедленно передается на
последующую. Тогда для двух смежных операций длительность
цикла
Тт.пп = Тт.пос – i ;
но в этом случае
i n Tшт.к i 1 / i 1 n т Т шт.к i1 / i 1 n n Т шт.к i1 / i 1 .
Сравнение значений Тшт.к/ i при определении величины
совмещения для двух случаев показывает, что они соответствуют
операции с более коротким операционным циклом. Следовательно,
147
146
i = (n – nт) (Тшт.кi / i) min .
Подставляя значение i в формулы (43) и (44), получим:
- технологический цикл:
Тп.пп = n Т шт.к / i – n n i Т шт.к i / i min ;
u 1
u
i 1
i 1
i
(46)
- производственный цикл
Тп.пп = n Т шт.к / i – n n i Т шт.к i / i min +
u 1
u
i 1
i 1
i
+ u Тмо + Те + Треж.
(47)
Производственный цикл в календарных днях при параллельнопоследовательном виде движения:
Тп.пп=
=
u 1
1
u
Т
n
Т
/
n
n
Т шт.к i / i min u Т мо е . (48)
шт.к i
i
Т см f к i 1
i 1
24
По сравнению с последовательным видом движения достигается
сокращение технологического цикла за
счет частичного
параллельного выполнения работ на смежных операциях.
Еще большее сокращение технологического цикла можно
получить при использовании параллельного вида движения, при
котором транспортные партии передаются на следующие операции
сразу после окончания обработки на предыдущих операциях. В этом
случае обеспечивается наиболее короткий цикл. В случае
параллельного вида движения транспортных партий технологический
цикл
Т т.пар n n Т шт.к i / i
max n Т шт.к / i ,
u 1
i 1
i
(49)
а производственный цикл
Т т.пар n n Т шт.к i / i
max n Т шт.к / i u Т мо Т е Т реж . (50)
u 1
i 1
i
Производственный цикл в календарных днях при параллельном
виде движения
148
147
Тп.пар =
=
u 1
1
Те
n
n
Т
/
n
Т
/
u
Т
шт
.
к
i
шт
.
к
i
мо
24 .
i
i
max
Т см f к
i 1
(51)
Каждый из трех рассмотренных способов (видов) движения
предметов труда имеет свои достоинства и недостатки. Основным
преимуществом последовательного вида движения является простота
его организации в отношении планирования движения предметов
труда и загрузки рабочих мест. Недостаток заключается в
относительно большой длительности производственного цикла,
которая прямо пропорциональна величине партии и нормам времени.
С учетом этого последовательный вид движения рационально
применять при небольших партиях и непродолжительных операциях.
Как правило, длительность производственного цикла при параллельно-последовательном и параллельном видах движения меньше,
чем при последовательном. Но в этом случае достаточно сложны
предварительные расчеты при планировании производства и
оперативное регулирование и управление им. Расходы на
транспортировку при этих видах движения больше, чем при
последовательном, за счет увеличения числа транспортных партий
(при последовательном виде движения величина транспортной
партии равна обрабатываемой).
Основное преимущество параллельного вида движения
заключается в минимальной длительности цикла, а недостаток – в
неизбежных простоях оборудования при нарушении ритмичности и
синхронизации процесса.
При выборе вида движения предметов труда необходимо
учитывать специфику и форму организации производства на каждом
предприятии с целью обеспечения минимальной длительности
производственного цикла при минимальных затратах и достаточной
простоте управления производством.
149
148
3.3. Пример расчета производственного цикла простого процесса
Требуется определить длительность технологического и
производственного циклов обработки партии заготовок из 15 шт. и
построить графики производственных процессов при различных
видах движения.
Величина транспортной партии равна пяти заготовкам; нормы
времени по операциям соответственно 2,0; 3,0; 4,5; 2,0; 1,0 мин/шт.
На пятнадцатой операции установлено два станка, на остальных – по
одному. Среднее межоперационное время перерывов – 2 мин. Работа
производится в две смены. Длительность смены – 8 ч, длительность
естественных процессов – 30 мин.
Пример расчета.
Для последовательного вида движения предметов труда
операционный цикл определяют по зависимости (39):
Топ5 = 15 2 / 1 = 30 мин; Топ10 = 15 3 / 1 = 45 мин;
Топ15 = 15 4,5 / 2 = 33,7 мин; Топ20 = 15 2 / 1 = 30 мин;
Топ25 = 15 1 / 1 = 15 мин.
Технологический цикл рассчитывают по формуле (40):
Тт.пос = 15 (2/1 + 3/1 + 4,5/2 + 2/1 + 1/1) = 153,75 мин.
Производственный цикл в календарных днях находят по
формуле (42):
Тп.пос = 1/48020,706 [15 (2/1 + 3/1 + 4,5/2 + 2/1 + 1/1) + 25] +
+ 30/2460 = 0,26 дня.
По результатам расчетов строят график производственного
цикла при последовательном виде движения (рис. 29).
150
149
Рис. 29. График производственного цикла при последовательном виде
движения заготовок
Для
параллельно-последовательного
вида
движения
операционные циклы будут такими же, как и в предыдущем случае, а
технологический цикл устанавливают по зависимости (46):
Тт.пп = 153,75 – (15 – 5) (2/1 + 4,5/2 + 2/1 + 1/1) = 81,25 мин.
Производственный цикл в календарных днях находят по
формуле (48): Тп.пп = 1/48020,706 [153,75 – (15 – 5) (2/1 + 4,5/2 + 2/1 + 1/1) +
+2 5] + 30/2460 = 0,17 дня.
В этом случае при построении графика производственного
цикла следует учесть соотношение операционных циклов на
предыдущих и последующих операциях, для чего определяют
величину совмещения операционных циклов i по формуле:
i = (n – nт) (Тшт.кi / i) min .
В парах операций (5 – 10), (10 – 15), (15 – 20), (20 – 25) меньший
операционный цикл имеют операции 5, 15, 20, 25, следовательно i = 5,
15, 20, 25.
5 = (15 – 5) 2/1 = 20 мин;
15 = (15 – 5) 4,5/2 = 22,5 мин;
151
150
20 = (15 – 5) 2/1 = 20 мин;
25 = (15 – 5) 1/1 = 10 мин.
По полученным результатам строят график производственного
цикла при параллельно-последовательном виде движения (рис. 30).
При
параллельном
виде
движения
длительность
технологического цикла определяют по зависимости (49):
Тт.пар = (15 – 5) 3/1 + 5 (2/1 + 4,5/2 + 2/1 + 1/1) = 66,25 мин.
Производственный цикл в календарных днях находят по
зависимости (51):
Тп.пар = 1/480 2 0,706 [(15 – 5) 3/1 + 5 (2/1 + 4,5/2 + 2/1 + 1/1) + 2 5] +
+ 30/2460 = 0,15 дня.
При построении графика производственного цикла с
параллельным видом движения сначала отмечают последовательную
обработку первой транспортной партии без задержки по всем
операциям (рис. 31).
Рис. 30. График производственного цикла при параллельнопоследовательном виде движения заготовок
152
151
Рис. 31. График производственного цикла при параллельном виде
движения заготовок
После этого на графике отражают непрерывную обработку всех
остальных передаточных партий на операции с максимальным
операционным циклом (10 операция). Затем определяют момент
начала и окончания обработки каждой партии на остальных операциях
с учетом времени межоперационного пролеживания.
3.4. Задание к лабораторной работе № 3
Индивидуальное задание студентам выдает преподаватель в
виде чертежа или эскиза, по которому студент разрабатывает
технологический
процесс
и
определяет
длительность
технологического и производственного циклов обработки партии
заготовок и строит графики производственных процессов при всех
видах движения. Допускается использование детали из курсового
проекта по технологии машиностроения.
153
152
3.5. Содержание работы
На основании рабочего чертежа детали, выданного
преподавателем или из курсового проекта по технологии
машиностроения,
разработать
технологический
процесс
ее
изготовления. Определиться с величиной транспортной партии и
рассчитать длительность технологического и производственного
циклов для последовательного, параллельно-последовательного и
параллельного вида движения заготовок.
3.6. Порядок выполнения работы
Порядок выполнения работы следующий:
- разрабатывают технологический процесс изготовления детали;
- рассчитывают операционное время каждой операции;
- рассчитывают длительность производственного и технологического циклов при последовательном виде движения заготовок;
- строят график производственного цикла при последовательном
виде движения заготовок;
- рассчитывают длительность производственного и технологического циклов при параллельно-последовательном виде движения
заготовок;
- строят график производственного цикла при параллельнопоследовательном виде движения заготовок;
- рассчитывают длительность производственного и технологического циклов при параллельном виде движения заготовок;
- строят график производственного цикла при параллельном
виде движения заготовок;
- делают вывод об организации производственного процесса.
154
153
3.7. Содержание отчета по лабораторной работе № 3
Технологический процесс изготовления детали с указанием
операционного времени на каждую операцию
Расчет длительности технологического и производственного циклов
при последовательном виде движения заготовок
График по форме рис. 29
Расчет длительности технологического и производственного циклов
при параллельно-последовательном виде движения заготовок
График по форме рис. 30
Расчет длительности технологического и производственного циклов
при параллельном виде движения заготовок
График по форме рис. 31
Выводы
3.8. Контрольные вопросы
1. Что такое производственный процесс?
2. Дайте определение производственному циклу.
3. В чем отличие технологического цикла от операционного?
4. Что такое сложный производственный процесс?
5. Что такое простой производственный процесс?
6. Перечислите виды движения заготовок в производственном
процессе.
7. Что такое транспортная партия?
8. Что такое передаточная партия?
9. Назовите достоинства и недостатки параллельного вида
движения заготовок в производственном процессе.
10. Назовите достоинства и недостатки последовательного вида
движения заготовок в производственном процессе.
155
154
Лабораторная работа № 4
ОРГАНИЗАЦИЯ ПОТОЧНОГО ПРОИЗВОДСТВА
Цель работы: приобретение практических навыков расчета
технологических параметров поточного производства
с рабочим конвейером
4.1. Методика расчета механизированной поточной линии
с рабочим конвейером
В машиностроении и ряде других отраслей промышленности
используют разнообразные механизированные поточные линии.
Классификация поточных линий определяется рядом признаков, в
соответствии
с
которыми
можно
выделить,
например,
однономенклатурные
и
многономенклатурные
линии,
синхронизированные линии с рабочим и распределительным
конвейерами, линии с регламентированным и со свободным ритмами,
с непрерывным и пульсирующим движениями конвейера и т. д.
Распределительный конвейер – это линия, оснащенная
механическим транспортом, который перемещает изготовляемые
объекты, адресует их к соответствующим рабочим местам,
регламентирует ритм работы линии. Сама работа производится на
стационарных рабочих местах у конвейера.
Рабочий конвейер – это линия, оснащенная механическим
транспортером, который перемещает обрабатываемый объект вдоль
линии, регламентирует ритм работы и служит местом выполнения
операций. Объекты не снимаются с конвейера (сборка, сварка,
заливка в формы).
Различают поточные линии с непрерывным и «пульсирующим»
движением конвейера. В первом случае все операции выполняются на
156
155
«ходу», во втором – в период остановки конвейера. Пульсирующие
конвейеры применяют при изготовлении изделий, требующих
неподвижного положения при выполнении операций технологического процесса.
В рамках лабораторной работы № 4 решают вопросы
организации и расчета механизированных поточных линий с рабочим
конвейером. Для выполнения расчета следует определиться с
параметрами (показателями), достаточно полно характеризующими
данный тип поточных линий.
Такт выпуска продукции:
Тт = Fс / Пс,
(52)
где Fс – суточный фонд времени работы линии, ч, мин; Пс – суточное
плановое задание, шт.
Программа запуска Пз.с равна при отсутствии брака программе
выпуска Пв.с.
В тех случаях, когда передача с операции на операцию
осуществляется транспортными партиями (небольшие детали, малая
величина такта, измеряемая секундами), рассчитывается ритм
поточной линии.
Ритм выпуска продукции:
Тр = Пс / Fс.
Такт линии с регламентированными перерывами:
Тт.р.п = f · (Тсм – Тпер) · (100 – а) / Па · 100,
(53)
где f – число рабочих смен в сутки; Тсм – продолжительность смены,
ч; а – планируемые технологические потери (брак), % от Пз.с.
При наличии технологических потерь:
Тз.с = 100 · Пв.с / (100 – а).
(54)
Такт линии без регламентированных перерывов:
Тт.б.п = Тсм · f · (100 – а) · Пв.с · 100.
(55)
157
156
Расчетное число рабочих мест (единиц оборудования) для
выполнения i-й операции:
wip = ti iшт-к / Тт ,
(56)
где ti iшт-к – норма времени на выполнение i-й операции (штучнокалькуляционное время).
Коэффициент загрузки оборудования на каждой операции:
(57)
Кз.oi = 100 · wip / wiф,
где wiф – фактически принятое число рабочих мест на i-й операции.
Число рабочих на i-й операции:
Ri = wif · f / wiн.о,
(58)
где wiн.о – норма обслуживания на i-й операции.
Общее число рабочих на линии:
m
R 0 1 b / 100 R i ,
i 1
(59)
где b – численность (в процентах) дополнительных рабочих на
подмену основного состава в случае необходимости (b ≈ (2 – 3) %).
Далее для расчета длительности производственного цикла
изготовления детали или сборки изделия определяют параметры,
характеризующие непосредственно рабочий конвейер.
Шаг конвейера 0 – это расстояние между осями двух смежных
собираемых на конвейере изделий:
0 = об + пр,
(60)
где об – габаритная длина объекта, м; пр – промежуток между
объектами на конвейере, (0,2 – 0,3) м.
Скорость движения конвейера:
Vкв = 0 / Тт.
Как правило, Vкв = (0,3 – 2) м/мин.
Нормальная длина зоны каждой операции:
158
157
(61)
нi = 0 · ti шт-к / Тт = 0 · wiф.
Резервная длина зоны i-й операции:
pi 0 i ,
(62)
(63)
где i – число резервных делений, которое необходимо добавить к нi:
i t i max t iсс / Т т ;
(64)
t iсс t i max t i min / 2,
где ti max, ti min, ti cp – соответственно максимальная, минимальная и
средняя продолжительность i-й операции.
Общая длина зоны i-й операции:
i нi pi 0 w icp i .
(65)
Длина рабочей части конвейера:
m0
m
k 0 w jф w iф i ,
i 1
j1
(66)
где m, m0 – соответственно количество операций со стабильной
продолжительностью и с колебаниями ее в пределах от ti min до ti max;
wjф – количество рабочих мест на j-й операции со стабильной
продолжительностью.
Длительность производственного цикла изготовления на линии
детали (изделия):
m0
m
Tц к / Vкв Т т w jф w iф i .
i 1
j 1
(67)
Количество изготовленных объектов, находящихся одновременно
на конвейере:
П0 =Тц / Тт.
(68)
159
158
4.2. Пример расчета механизированной поточной линии
с рабочим конвейером
Необходимо рассчитать такт линии, предназначенной для
сборки блоков автомобильных двигателей с выпуском 350 шт. в
смену. Шаг конвейера – 1,3 м. Регламентированные перерывы
составляют 20 мин за смену, продолжительность которой – 8,2 ч;
режим работы – двухсменный. Технологические потери – 1,4 % от
сменной программы запуска. Продолжительность операций процесса
сборки:
Номер операции
5
10
15
20
25
30
35
40
45
Норма времени, мин
2,6
8,3
2,4
2,6
5,5
7,8
5,2
4,8
1,2
При выполнении десятой операции возможны отклонения
фактических затрат времени от нормы в пределах (0,7 – 1,3) мин.
Порядок выполнения расчета следующий.
Исходя
из
требуемой
программы
выпуска
блоков
автомобильных двигателей, определяют сменную программу запуска:
Пз = 100 · Пв / (100 – а);
Пз = 100 · 350 / (100 – 1,4) = 355 шт.
Сменный действительный фонд времени работы линии Fсм
находят исходя из продолжительности смены с учетом
регламентированных перерывов для отдыха и профилактических
мероприятий:
Fсм = Тсм – Тпер;
Fсм = 8,2 · 60 – 20 = 472 мин.
Такт линии по зависимости (52):
Тт = 472 / 355 = 1,33 мин.
Так как по условию задачи шаг конвейера 0 = 1,3 м, то скорость
конвейера (см. зависимость (61)):
Vкв = 1,3 / 1,33 = 0,98 м/мин.
160
159
Затем по зависимости (56) рассчитывают количество рабочих
мест, необходимых для сборки блока цилиндров автомобильного
двигателя, принимают значение wiф, определяют по зависимости (57)
коэффициент загрузки рабочих мест Кз.о.i, а по зависимости (62) –
длины зон операций нi (62).
Результаты расчета заносят в табл. 19.
Таблица 19
Результаты расчета
№ операции
ti шт-к., мин
wip, шт.
wiф, шт.
Кз.о.i, %
нi, м
5
10
15
20
25
30
35
40
45
2,6
8,3
2,4
2,6
5,5
7,8
5,2
4,8
1,2
1,95
6,24
1,80
1,95
4,14
5,86
3,91
3,61
0,90
2
6
2
2
4
6
4
4
1
98
104
90
98
104
98
98
90
90
2,6
7,8
2,6
2,6
5,2
7,8
5,2
5,2
1,3
Общее число рабочих мест на линии составит:
9
w w i факт 31 шт .
i 1
Количество рабочих на линии при b = 3 % и Ri = wi ф по
зависимости (59):
Rсм = (1 + 3 / 100) = 31,93 чел. ≈ 32 чел.
С учетом двухсменной работы на линии принимаем Rо = 64 чел.
Длина резервной зоны для десятой операции равна р10 = 0 · Δ10,
где Δ10 – число резервных делений (шагов конвейера), добавляемых к
нормальной зоне десятой операции, т. е. Δ10 = 1,3 / 1,33 = 0,98 ≈ 1.
Тогда длина линии рабочей зоны десятой операции 10 = и10 +
+р10:
161
160
10 = 1,3 · 6 + 1,3 · 1 = 9,1 м.
Длительность цикла сборки блока цилиндров автомобильного
двигателя по зависимости (67):
9
Т ц Т т w iф р10 / Vкв 1,33 31 1,3 / 0 ,98 42 ,56 мин 0 ,71 ч .
i 1
Таким образом, такт линии Тт = 1,33 мин; число рабочих мест
w = 31 шт.; цикл сборки блока цилиндров автомобильного двигателя
Тц = 0,71 ч.
4.3. Задание к лабораторной работе № 4
Рассчитать такт линии, предназначенной для сборки изделий, и
длительность цикла сборки. Величины длительности операций и
программы выпуска изделий выбирают из табл. 20; остальные данные
берут из примера п. 4.2.
Задание, согласно номеру варианта по табл. 20, выдает
преподаватель.
Таблица 20
Продолжительность операции, мин.
№
варианта
1
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
8
9
10
2
3
4
5
6
7
8
9
8,3* 2,6 2,6 2,4 5,5 4,8 7,8 1,2
1,2 3,4 6,6* 5,3 3,5 4,6 2,1 3,1
2,5 2,6 1,4 7,6* 5,4 6,2 3,1 1,7
5,6 6,4 2,1 1,2 1,3 2,2 6,4* 4,2
1,6 2,2 2,5 6,8 8,3* 5,4 4,2 2,6
2,0 5,6 7,4* 3,2 2,6 2,4 3,5 5,2
3,2 6,3* 3,4 1,3 1,8 2,2 3,5 5,1
1,4 2,6 8,2* 5,6 2,8 1,8 3,2 2,5
2,5 3,5 5,3 1,5 4,5 7,0* 7,1 1,8
1,9 2,8 3,7 4,6 2,5 8,5* 4,0 1,5
3,1 2,6 6,1* 7,0 5,5 1,8 1,5 3,7
5,0 6,2* 4,1 1,7 2,2 3,2 2,6 5,1
2,6 5,8 4,1 8,3* 2,4 2,6 5,5 7,8
10
2,2
4,2
2,0
3,7
2,6
2,7
4,1
6,0
5,5
1,9
4,1
1,4
5,2
11
6,3
1,6
2,8
1,2
1,3
1,4
2,7
1,5
3,0
2,2
2,1
4,3
4,8
162
161
7
Программа
выпуска
изделий
Пв, шт.
12
200
300
220
250
370
400
350
290
320
420
330
350
400
Окончание табл. 20
1
2
3
4
5
6
7
8
9
10 11
14
1,2 3,7 4,8 5,2 7,8 5,5 2,6 2,4 8,3* 2,5
15
3,6 5,6 4,1 2,8 8,2* 2,6 1,4 1,8 3,2 2,5
16
1,4 2,6 5,6 7,4* 3,2 2,6 2,4 3,5 5,2 2,7
17
3,0 5,5 1,8 7,1 7,0* 4,5 5,6 3,5 2,5 2,0
18
9,1* 6,2 1,2 2,5 2,6 4,3 3,4 1,8 2,0 3,9
19
1,9 2,6 2,4 2,6 8,5* 5,2 4,1 1,8 2,9 3,3
20
4,1 2,8 7,9* 3,6 5,6 4,1 2,6 1,4 1,8 3,2
21
6,3 4,2 1,2 7,8* 4,6 5,5 2,4 2,6 2,5 3,4
22
3,7 9,6* 2,6 6,1 7,0 5,5 1,8 1,5 3,7 4,1
23
2,0 2,5 8,3* 2,4 3,2 7,4 2,6 2,6 3,7 1,2
24
6,0 2,3 8,9* 3,1 1,3 6,2 4,3 3,4 1,8 1,5
25
3,7 8,0* 1,9 2,3 3,2 4,6 5,1 3,7 4,1 6,0
* – Операции, при выполнении которых возможны отклонения до 10 %
фактических затрат времени от нормы.
12
200
270
310
330
350
370
360
340
390
380
280
300
4.4. Содержание работы
Рассчитать такт линии по сборке изделий, длительность цикла
сборки.
Определить
обеспеченность
данными
изделиями
производства по выпуску конечной продукции, в которую данные
изделия входят составной частью.
Допускается рассчитывать процесс сборки изделий из курсового
проекта по технологии машиностроения.
4.5. Порядок выполнения работы
- Рассчитывают такт
технологических потерь;
- рассчитывают число
фактическое значение;
выпуска
изделий
при
рабочих
мест
принимают
163
162
и
наличии
их
- рассчитывают коэффициент загрузки оборудования на каждой
операции;
- рассчитывают количество рабочих на каждой операции и на
линии;
- определяют шаг, длину рабочих зон, скорость движения
конвейера и его рабочую длину;
- рассчитывают длительность производственного цикла и общее
количество объектов сборки, находящихся одновременно на
конвейере.
4.6. Содержание отчета по лабораторной работе № 4
Такт выпуска продукции
Такт линии с регламентированными перерывами
Такт линии при наличии технологических потерь
Число рабочих мест на каждой операции
Коэффициент загрузки оборудования на каждой операции
Длина рабочей зоны каждой операции
Результаты расчета, представленные по форме табл. 19
Общее число рабочих мест и количество рабочих на линии
Выводы
164
163
4.7. Контрольные вопросы
1. Чем отличаются синхронизированные линии с рабочим и распределительным конвейерами?
2. Назовите особенности однономенклатурных и многономенклатурных линий.
3. Назовите достоинства и недостатки линий с регламентированным и со свободным ритмами.
4. Что такое линия с непрерывным и пульсирующим движениями конвейера?
5. Дайте определение такта линии.
6. Дайте определение ритма линии.
7. Что такое регламентированные перерывы?
8. Что такое шаг конвейера?
9. Как определяется коэффициент загрузки рабочих мест?
10. Для чего определяют резервную длину зоны операции?
165
164
ЗАКЛЮЧЕНИЕ
Технологические процессы являются основой любого
производства. Современное производство должно быть мобильным,
способным за короткие сроки переходить на выпуск новой
продукции, поэтому широкое распространение получают гибкие
производственные системы и гибкие производственные модули,
построенные на основе станков с числовым программным
управлением и обрабатывающих центров. Технологические процессы
должны быть «управляемыми».
Руководители производства и структурных единиц предприятия
(цехов, отделов) должны обладать навыками организации и
построения технологических процессов, уметь рассчитывать
календарные сроки их реализации, обеспечивать комплектный выпуск
деталей и сборочных единиц, входящих в изделие. Обладать
навыками нормирования, расчета необходимых единиц оборудования,
производственных
площадей
и
количества
работающих,
необходимых для реализации производственной программы.
Повышение эффективности производства обеспечивается не
только внедрением автоматизированного оборудования, но и
автоматизацией самого управления производственными системами.
Поэтому на современных промышленных предприятиях обязательно
работают АСУТП, АСУП и различные САПР.
Современная продукция должна обладать высоким уровнем
надежности, поэтому обеспечение необходимых количественных
показателей надежности выпускаемых и вновь проектируемых
изделий является актуальной задачей.
Надежность изделий в первую очередь определяется их
качеством, а значит, знание методов обеспечения и контроля качества
изделий современному специалисту просто необходимо.
Полагаем, что данное учебно-методическое пособие поможет
выпускникам легче адаптироваться на машиностроительных
предприятиях в условиях реально действующего производства.
166
165
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Алексеева, Е. В. Практикум по организации и планированию
машиностроительного производства : учебное пособие / Е. В. Алексеева, В. М. Воронин, К. А. Грачева и др.; под ред. Ю. В. Скворцова. –
Москва : Высшая школа, 2008. – 431 с.
2. Бржозовский, Б. Н. Управление системами и процессами /
Б. Н. Бржозовский, В. В. Мартынов, А. Г. Схиртладзе. – Старый
Оскол : ТНТ, 2010. – 296 с.
3. Вальков, В. М. Автоматизированные системы управления
технологическими процессами / В. М. Вальков, В. Е. Вершин. –
Ленинград : Политехника, 1991. – 269 с.
4. Грачева, К. А. Организация и планирование машиностроительного производства : учебник / К. А. Грачева, М. К. Захарова,
Л. А. Одинцова и др. ; под ред. Ю. В. Скворцова, Л. А. Некрасова. –
Москва : Высшая школа, 2005. – 470 с.
5. Загидуллин, Р. Р. Планирование машиностроительных
производств : учебник / Р. Р. Загидуллин. – Старый Оскол : ТНТ,
2013. – 392 с.
6. Иванов, А. А. Автоматизация технологических процессов и
производств : учебное пособие / А. А. Иванов. – Москва : ФОРУМ,
2012. – 224 с.
7. Псигин, Ю. В. Расчеты эффективности автоматизации
управления машиностроительным производством : методические
указания / Ю. В. Псигин. – Ульяновск : УлГТУ, 2005. – 32 с.
8. Псигин, Ю. В. Управление производственными системами:
учебное пособие / Ю.В. Псигин. – Ульяновск : УлГТУ, 2016. – 90 с.
9. Псигин, Ю. В. Управление системами и процессами
машиностроения : учебное пособие / Ю. В. Псигин. – Ульяновск :
УлГТУ, 2003. – 75 с.
167
166
10. Псигин, Ю. В. Управление системами и процессами :
программа и методические указания к контрольной работе по курсу
«Управление системами и процессами» / Ю. В. Псигин. – Ульяновск :
УлГТУ, 2008. – 35 с.
11. Сачко, Н. С. Организация и оперативное управление
машиностроительным производством : учебник / Н. С. Сачко. –
Минск : Новое знание, 2008. – 636 с.
12.
Смирнов
С. В.
Управление
машиностроительным
предприятием / С. В. Смирнов, С. Н. Ефимушкин, А. А. Колобов; под
ред. С. Г. Пуртова, С. В. Смирнова. – Москва : Высшая школа, 1989. –
240 с.
13. Смоленцев, В. П. Управление системами и процессами /
В. П. Смоленцев ; под ред. В. П. Мельникова. – Москва : Академия,
2010. – 333 с.
14. Сосонкин, В. Л. Программное управление технологическим
оборудованием : учебник для вузов / В. Л. Сосонкин. – М. :
Машиностроение, 1991. – 512 с.
15. Управление качеством в автоматизированном производстве :
учебник : в 2-х ч. / А. Г. Лютов, Р. Р. Загидуллин, А. Г. Схиртладзе
[и др.]. – Старый Оскол : ТНТ, 2012.
16. Управление техническими системами / Е. Б. Бунько,
К. И. Меша и др.; под. ред. В. И. Харитонова. – М. : ФОРУМ, 2010. –
384 с.
17. Шемелин, В. К. Управление системами и процессами / В. К.
Шемелин, О. В. Хазанова. – Старый Оскол : ТНТ, 2007. – 319 с.
18. Шишмарев, В. Ю. Надежность технических систем :
учебник / В. Ю. Шишмарев. – Москва : Издательский центр
«Академия», 2010. – 304 с.
168
167
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизированные системы 74
– комплексного управления 77
– логико-программного управления без оптимизации 77
– оптимального управления 77
Автоматическая линия 155
Автооператор 100
Алгоритм решения задачи 64
Вероятность безотказной
работы 50
Воздействие 70
– контролируемое 70
– контролируемое
неуправляемое 70
– неконтролируемое 70
– управляющее 70
Выборка 135, 136
Движение заготовок 144
– параллельное 147, 151
– параллельно-последовательное 145, 150
– последовательное 144, 148, 149
Документ 19
Длина конвейера 158
Задача ЧПУ 90
– геометрическая 90, 91
– диспетчеризации 94, 96
– идентификации 94
– информационная 96
– логическая 90, 91
– мониторинга 94
– прямого управления 96
– терминальная 91, 92, 94, 96
– технологическая 91, 92
Затраты 78
– на оборудование 79
– на проектные работы 78
– на эксплуатацию 80
Иерархичность СУ 72
Информация АСУ 62
– входная 62
– выходная 63
– нормативно-справочная 63, 65
– промежуточная 63
Испытание 138
Качество продукции 119
Конвейер 155
– пульсирующий 156
– рабочий 155
– распределительный 155
Контроль качества продукции 133
– входной 134
– выборочный 135
– двухступенчатый 136
– одноступенчатый 136
– операционный 134
169
168
– приемочный 134
– сплошной 134
– статистический 135
Коэффициент
– готовности 53, 101
– загрузки
– эффективности элементов 101
Локальная сеть 95, 96
Манипулятор 99
Методы определения показателей
качества 122
– комбинированный 122
– органолептический 122, 123
– расчетный 122
– регистрационный 122
– экспертный 122
Методы управления 33
– административно-правовые 36,
– идеологические 34, 39
– социально-психологические 37
– экономические 34, 35
Микролокальная сеть 93
Надежность 48
– функциональная 52, 101
– эффективная 52, 101
Неупорядоченность 83, 87
Организация работ 27
Планирование 24, 27
Показатели качества 119
– безопасности 120
– изделия 121
– надежности 120
– назначения 121
– патентно-правовые 121
– продукции 121
– работы 121
– стандартизации 121
– технологичности 121
– труда 121
– экономические 120
– эргономические 120
– эстетические 120
Проблема 15
Прогнозирование 24, 27
Производственные процессы
– вспомогательные 142
– естественные 142
– основные 142
Промышленный робот 98, 100
Регулирование 27, 28
Ритм линии 156
Рынок 76
– капитала 76
– потребителей 76
– производителей 76
– труда 76
Сигнал 19
Система 12
– биологическая 12
– большая 14
170
169
– двигательная 98, 99
– коммуникационная 99
– производственноэкономическая 12
– техническая 12
– человеко-машинная 12
– числового управления 90
Сообщение 19
Социальная среда 76
Среднее время безотказной
работы 51, 53
Средняя интенсивность
отказов 51
Структура аппарата управления 29
Структура систем управления 30
– децентрализованная 45
– иерархическая 45, 46
– линейная 30
– линейно-групповая 31
– линейно-функциональная 31
– матричная 32
– функциональная 30, 31
– централизованная 45, 46
– централизованная рассредоточенная 45, 46
Такт линии 156
Техническое качество 123
Технология 22
Типовые задачи управления 25
Типовые этапы управления 18
Транспортная партия 145
Управление 14, 15
– нерациональное 20
– опережающее 15
– оптимальное 20
– рациональное 20
– синхронное 71
– синхронно-циклическое 72
– ситуационное 15
– циклическое 71
Управленческое решение 15, 16
Управляющие системы
– информационно-советующие 42
– информационно-справочные 41
– информационно-управляющие 43
– информационные 41
– прямого цифрового
управления 45
– супервизорные 44
Уровни управления 24
Цикл 144
– операционный 144
– производственный 144
– технологический 144
Шаг конвейера 157
Шум 19
Элемент системы 12, 13
171
170
ОСНОВНЫЕ ИСПОЛЬЗОВАННЫЕ ПОНЯТИЯ
Автооператор – автоматическая машина, состоящая из
манипулятора (или совокупности манипуляторов и устройства
передвижения) и непрограммируемого устройства управления.
Алгоритм – совокупность предписаний или система правил,
определяющих процесс преобразования исходных данных в искомый
результат за конечное число шагов.
Большие системы – системы, имеющие в наличии несколько
уровней в структуре и элементы различного происхождения.
Вероятность безотказной работы – вероятность того, что
система не откажет до определенного момента времени.
Входная информация АСУ – информация, поступающая в
АСУ в виде документов, данных, сигналов и с клавиатуры,
необходимая для выполнения функции АСУ.
Входной контроль качества – контроль сырья, материалов,
комплектующих изделий и готовой продукции, поступающих от
других предприятий или своих производственных участков.
Выборка – часть партии деталей, подвергающаяся контролю.
Выборочный контроль качества – контроль, при котором
решение о качестве контролируемой продукции принимают по
результатам проверки одной или нескольких выборок из партии.
Выходная информация АСУ – информация, выдаваемая на
объект управления, персоналу или в другие системы управления в
виде документов, изображений, данных и сигналов.
Гибкая производственная система (ГПС) – совокупность или
отдельная единица технологического оборудования и системы
обеспечения его функционирования в автоматическом режиме,
обладающая свойством автоматизированной переналадки при
172
171
изготовлении
изделий
произвольной
номенклатуры
с
установленными значениями их характеристик.
Гибкий производственный модуль (ГПМ) – ГПС, состоящая
из
единицы
технологического
оборудования,
оснащенная
автоматизированным устройством программного управления и
средствами автоматизации технологического процесса, автономно
функционирующая, осуществляющая многократные циклы и
имеющая возможность встраивания в систему более высокого уровня.
Двигательная система – система, включающая в себя
исполнительные механизмы, рабочие органы, двигатели, механизмы
передачи движения, источники и преобразователи энергии.
Двухступенчатый контроль – контроль, который основан на
контроле качества не более, чем по двум выборкам, причем отбор
второй выборки определяется результатом контроля первой.
Документ – материальный носитель сообщения в виде письма,
справки, ведомости, наряда и др.
Информационная система – система, состоящая из датчиков
(сенсорных элементов) внутренней информации, конструктивно
встроенных в двигательную систему, и внешней информации,
сигнализирующей о состоянии окружающей среды.
Испытание –
экспериментальное определение значений
параметров и показателей качества продукции в процессе
функционирования или при имитации условий эксплуатации.
Качество продукции – совокупность свойств изделия,
обусловливающих ее пригодность удовлетворять определенные
потребности в соответствии с ее назначением.
Коммуникационная система – система, состоящая из каналов
прямой и обратной связи внутри робота и внешнего интерфейса для
связи робота с человеком и другими роботами или периферийным
оборудованием (станки, измерительные машины и др.).
173
172
Коэффициент эффективности элемента – коэффициент,
показывающий, насколько снижается работоспособность системы при
отказе данного элемента, т. е. характеризует в системе вес элемента
по надежности.
Линейная структура – структура, в которой каждый элемент
имеет одного непосредственного руководителя.
Линейно-групповая структура – структура, в которой
каждому руководителю подчиняется группа управления из
квалифицированных специалистов.
Линейно-функциональная структура – структура, которая
предполагает наличие функциональных связей между группами
управления.
Матричная структура – структура, которая основана на
сочетании управления по функциональному и предметному уровню.
Методы управления – способы и приемы управленческой
деятельности, с помощью которых работа производственного
коллектива предприятия и его членов направляется на достижение
целей, стоящих перед объектом управления.
Надежность – свойство системы выполнять все заданные
функции при определенных условиях эксплуатации в течение
заданного времени с сохранением значений основных параметров в
заранее установленных пределах.
Неупорядоченность системы – отклонение контролируемой
переменной от ее оптимального значения.
Нормативно-справочная информация АСУ – информация,
заимствованная из нормативных документов и справочников и
используемая при функционировании автоматизированной системы
уравнения, подлежащая постоянному хранению в памяти машины.
Одноступенчатый контроль – контроль, который позволяет
делать вывод о качестве подконтрольной партии по одной выборке.
174
173
Операционный контроль качества – контроль продукции или
технологического процесса, выполняемый после завершения
отдельной операции или в течение ее выполнения.
Операционный цикл – продолжительность законченной части
технологического процесса, выполняемой на одном рабочем месте.
Организация работ – элемент управленческого цикла, состоящий в
формировании структуры управляемой и управляющей систем, в создании
организационных отношений, зафиксированных в организационных
структурах, положениях о должностных обязанностях, инструкциях,
правилах и нормах.
Планирование – формулирование целей управления и определение
методов и средств достижения поставленных целей в виде конкретных
плановых расчетов, заданий и показателей с установлением сроков
исполнения.
Показатель
качества
продукции
–
количественная
характеристика свойств изделия, определяющих его качество.
Предметы труда – материальные объекты, являющиеся
компонентами выходного продукта.
Приемочный контроль качества – контроль готовой
продукции после завершения всех технологических операций по ее
изготовлению.
Проблема – ситуация, характеризующаяся таким различием
между необходимым (желаемым) и существующим состоянием
управляемой системы, которая препятствует ее развитию или
нормальному функционированию.
Прогнозирование – вероятная оценка характера изменения целей
или путей развития объекта управления.
Производственные отношения – совокупность материальноэкономических отношений в процессе общественного производства.
175
174
Производственный процесс – совокупность взаимосвязанных
процессов труда и естественных процессов, направленных на
изготовление определенной продукции.
Производственный цикл – интервал календарного времени от
начала до окончания процесса изготовления детали. Он является
суммой технологического цикла, времени перерывов в производстве в
связи с регламентом работы и пролеживанием заготовки или изделий
между операциями.
Производство – организационно-экономическая деятельность,
характеризующаяся единством целей функционирования технологий,
входных и выходных продуктов труда.
Промежуточная
информация
АСУ
–
информация,
отражающая промежуточные результаты решения задач, подлежащая
временному хранению в памяти машины.
Промышленный
робот
–
автоматическая
машина,
стационарная или передвижная, состоящая из исполнительного
устройства в виде манипулятора, имеющего несколько степеней
подвижности, и перепрограммируемого устройства программного
управления, предназначенная для выполнения в производственном
процессе двигательных (манипуляционных или мобильных) и
управляющих функций.
Пульсирующий конвейер – конвейер, применяемый при
изготовлении изделий, требующих неподвижного положения при
выполнении операций технологического процесса.
Рабочий конвейер – линия, оснащенная механическим
транспортером, который перемещает обрабатываемый объект вдоль
линии, регламентирует ритм работы и служит местом выполнения
операций. Объекты не снимаются с конвейера (сборка, сварка,
заливка в формы).
176
175
Распределительный
конвейер
–
линия,
оснащенная
механическим транспортом, который перемещает изготовляемые
объекты, адресует их к соответствующим рабочим местам,
регламентирует ритм работы линии. Сама работа производится на
стационарных рабочих местах у конвейера.
Регулирование – элемент управленческого цикла, обеспечивающий
нормальное протекание производственных и управленческих процессов и
координацию всех элементов системы управления с целью ее
гармоничного и пропорционального развития.
Робот — автоматическая машина, обеспечивающая выполнение
тех или иных действий, свойственных человеку в процессе его
трудовой деятельности.
Сигналы – физические факты, явления, процессы, служащие
для передачи и накопления сообщений.
Сообщение – упорядоченный набор символов, служащих для
выражения информации.
Система – совокупность элементов или подсистем,
находящихся во взаимодействии и образующих определенную
целостность.
Сплошной контроль качества – контроль, при котором
решение о качестве принимают по результатам проверки каждой
единицы продукции.
Среднее время безотказной работы – математическое
ожидание времени исправной работы системы.
Средняя интенсивность отказов – величина, обратная времени
исправной работы системы.
Средства труда – соответствующее оборудование, оснастка и
рабочие места, на которых обрабатываются предметы труда;
Статистический приемочный контроль – выборочный
контроль, в котором для обоснования правил приемки используют
методы математической статистики.
177
176
Структура аппарата управления – совокупность линейных и
функциональных органов управления, а также система их связей и
взаимодействий.
Технический контроль – это проверка соответствия процессов,
от которых зависит качество продукции, и их результатов
установленным техническим требованиям.
Технологический цикл – основная часть производственного
цикла, состоящая из операционных циклов.
Технология
–
совокупность
методов
обработки
и
последовательность их выполнения, направленных на изменение
состава, свойств и формы входных продуктов труда.
Технологические процессы – совокупность действий,
направленных на преобразование входных ресурсов в конечный
продукт.
Типовое проектное решение (ТПР) – типовая проектная
документация, позволяющая осуществлять проектирование АСУП по
методу агрегатирования ее с оригинальной проектной документацией,
отражающей специфику объекта.
Управление – процесс преобразования информации о
состоянии системы в определенные целенаправленные действия,
переводящие управляемую систему из исходного в заданное
состояние.
Управленческое решение – творческое, волевое действие
субъекта управления на основе анализа информации о ее состоянии,
состоящее в выборе цели, программы и способов деятельности
работников по разрешению проблемы.
Управляемый технологический процесс – процесс, для
которого определены входные контролируемые воздействия,
установлены детерминированные или вероятностные зависимости
между входными воздействиями и выходными параметрами изделия,
178
177
разработаны
методы
автоматического
измерения
входных
воздействий и выходных параметров (всех или их части) и методы
управления процессом.
Управляющая система – система, включающая в себя
электронные преобразователи цифровой и аналоговой информации,
микропроцессоры или компьютеры для обработки сенсорной
информации от информационной системы и управления двигательной
системой.
Функциональная надежность – вероятность того, что данная
система будет удовлетворительно выполнять свои функции в течение
заданного времени.
Функциональная структура – структура, которая предполагает
специализацию руководителей по отдельным функциям управления.
Шаг конвейера – расстояние между осями двух смежных
собираемых на конвейере изделий.
Шум – помехи, затрудняющие получение сигнала.
Элемент системы – объект, выполняющий определенные
функции и не подлежащий дальнейшему расчленению в рамках
поставленной перед данной системой задачи.
Эффективная надежность – среднее значение (математическое
ожидание) величины, характеризующей относительный объем и
полезность выполняемых системой функций в течение заданного
времени по сравнению с ее предельными возможностями.
179
178
ПРИЛОЖЕНИЕ А
Первая страница (титульный лист) отчета
Ульяновский государственный технический университет
Кафедра «Инновационные технологии в машиностроении»
ОТЧЕТ
по лабораторной работе №
____________________________________________________________
(название лабораторной работы)
Студент
Группа
Дата
Работу выполнил:
Работу принял:
(подпись студента)
(подпись преподавателя)
180
179
Учебное издание
ПСИГИН Юрий Витальевич
УПРАВЛЕНИЕ ПРОИЗВОДСТВЕННЫМИ СИСТЕМАМИ
Учебно-методическое пособие
Редактор А. В. Ганина
Подписано в печать 21.10.2019. Формат 6084 1/16.
Усл. печ. л. 10,46. Тираж 100 экз. Заказ 959. ЭИ № 1362.
Ульяновский государственный технический университет,
432027, г. Ульяновск, ул. Сев. Венец, д. 32.
ИПК «Венец» УлГТУ, 432027, г. Ульяновск, ул. Сев. Венец, д. 32.
180
181