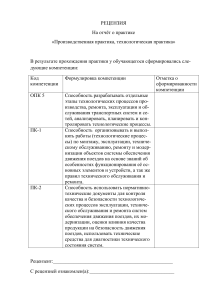
ПРЕДИСЛОВИЕ Курсовое проектирование является одной из важнейших стадий изучения дисциплины. Представленное пособие ставит своей целью закрепить и углубить теоретические знания и развить навыки самостоятельной разработки вопросов планирования и организации ремонтной службы деревообрабатывающего предприятия, проектирования приспособлений, предназначенных для монтажа и демонтажа основных функциональных узлов деревообрабатывающих машин, полученные студентами на лекционных и практических занятиях, а также при самостоятельном изучении технической литературы. В учебно-методическом пособии рассмотрены основные положения организации системы планово-предупредительного ремонта. Должное внимание уделено составлению годового плана графика ремонта оборудования и расчету необходимых трудозатрат. Проанализированы звенья и узлы ремонтируемого оборудования, выполнен расчет режимов их работы. Рассмотрены примеры современных технологий и методов, применяемых для восстановления деталей оборудования. Приведены методические указания и общие подходы к расчету ремонтируемых сопряжений в узлах станка, усилий при монтаже деталей, а также рассмотрен силовой прочностный расчет проектируемого монтажного приспособления или устройства. Для наглядности и доступности освоения предложенных методик в пособие включены примеры расчетов, необходимых для выполнения курсового проекта. Учебно-методическое пособие востребовано при проведении практических занятий по дисциплине ォТехническая эксплуатация и ремонт деревоперерабатывающего оборудованияサ, выполнении курсовых и дипломных проектов, а также самостоятельной работе студентов. 1. ОБЩАЯ ЧАСТЬ 1.1. Основные положения организации системы планово-предупредительного ремонта оборудования Общей концепцией поддержания оборудования в исправном состоянии и постоянной работоспособности является внедрение системы плановопредупредительного ремонта (ППР), которая законодательно закреплена в ГОСТ для внедрения на всех предприятиях страны. Система технического обслуживания (ТО) и ремонта – это совокупность взаимосвязанных технических средств, документации, исполнителей, необходимых для поддержания и восстановления качества оборудования (ГОСТ 18322–2016). Система ППР представляет собой комплекс организационнотехнических мероприятий, проводимых в плановом порядке для обеспечения работоспособности и исправности машин, оборудования, механизмов (далее – оборудования) в течение всего срока их службы при соблюдении заданных условий и режимов эксплуатации. Эти мероприятия разрабатываются и осуществляются при эксплуатации оборудования с обязательным выполнением указаний инструкций заводов-изготовителей, а также требований к техническому состоянию оборудования и правил безопасной эксплуатации, установленных Ростехнадзором. Система ППР основана на планировании ремонтов и носит предупредительный характер. Это означает, что все мероприятия по поддержанию работоспособности оборудования выполняются в соответствии с годовыми и месячными графиками, составленными так, чтобы предупредить преждевременный и неожиданный выход оборудования из строя. Планово-предупредительный характер Системы ППР реализуется: проведением с заданной периодичностью ремонтов оборудования, сроки выполнения и материально-техническое обеспечение которых планируется заранее; выполнением в полном объеме операций ТО, направленных на обеспечение безотказной работы оборудования; сокращением времени нахождения оборудования в ремонте (в первую очередь капитальном); обеспечением сроков полезного использования оборудования. В нашей стране на металлообрабатывающих предприятиях действует система планово-предупредительного ремонта (ППР), которая отражает специфику конкретного производства и способствует повышению долговечности при эксплуатации высокопроизводительного технологичного металлообрабатывающего оборудования. Основой организации ремонтного хозяйства является система технического обслуживания и ремонта – совокупность взаимосвязанных средств, документации технического обслуживания и ремонта, и исполнителей, необходимых для поддержания качества (работоспособности) машин и оборудования (изделий). Целью функционирования данной системы является обеспечение требуемого уровня надежности изделия в заданных условиях эксплуатации при минимальных удельных затратах на техническое обслуживание и ремонт. Система технического обслуживания и ремонта является составной частью более крупной системы эксплуатации изделия (машин, оборудования). Под эксплуатацией понимается стадия жизненного цикла изделия, на которой реализуется, поддерживается и восстанавливается его качество. В общем случае она включает использование по назначению и техническую эксплуатацию, т. е. транспортирование, хранение, техническое обслуживание и ремонт изделия. Исправное состояние и работоспособность машин и оборудования в течение всего периода их эксплуатации обеспечивается техническим воздействием, подразделяемым на техническое обслуживание (осмотры) и ремонты. Техническое обслуживание (ТО) – это комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. Различают следующие виды технического обслуживания: − периодическое – выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени; − регламентированное – предусмотренное в нормативно-технической и эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания; − сезонное – осуществляемое для подготовки изделия к использованию в осенне-зимних и весенне-летних условиях. Техническое обслуживание может быть плановым, если постановка на него машин и оборудования осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации, и внеплановым – без предварительного назначения по техническому состоянию. Ремонт – это комплекс операций по восстановлению исправности или работоспособности и восстановлению ресурсов изделий или их составных частей. Его производят, если дальнейшая эксплуатация машин и оборудования невозможна из-за изношенности, поломки, или не дожидаясь выхода из строя. В первом случае способ восстановления технического состояния получил название «по потребности» (техническому состоянию) – экспертным путем или с помощью измерителей, установленных на оборудовании, проводится оценка его состояния. На основании этой оценки делается прогноз, когда это оборудование надо выводить в ремонт. Плюсы этого вида обслуживания – его себестоимость меньше, а готовность оборудования к выполнению производственных программ достаточно высока. Во втором случае его называют «регламентированным» (плановопредупредительным), поскольку выполняют его заблаговременно, независимо от технического состояния изделия в момент начала ремонта. Любой актив имеет паспорт производителя, где описано, в каком режиме и какое обслуживание необходимо выполнять для поддержания работоспособности оборудования, такой вид обслуживания дает самый высокий процент готовности оборудования, но он и самый дорогой, поскольку реальное состояние оборудования может и не требовать ремонта. В соответствии с характером выполняемых работ и степенью восстановления ресурса различают следующие виды ремонта: 1) капитальный, выполняемый для восстановления исправности и полного, или близкого к полному, прежнего ресурса изделия с заменой или восстановлением любых его частей, включая базовые, сборка, регулировка и испытание оборудования под нагрузкой. Затраты на капитальный ремонт осуществляются предприятием за счет производимых им амортизационных отчислений. В течение года капитальному ремонту подвергается около 10–12% установленного оборудования. При капитальном ремонте восстанавливают предусмотренные ГОСТ или ТУ геометрическую точность, мощность и производительность оборудования на срок до очередного планового среднего или капитального ремонта. Капитальный ремонт – это наибольший по объему и сложности вид ремонта. При нем полностью разбирается оборудование, заменяются все изношенные детали и узлы, производится регулировка механизмов для восстановления полного или близко к полному ресурсу. Обычно он сопровождается модернизацией оборудования; 2) средний ремонт производится для восстановления неисправности и частично ресурса изделий с заменой или ремонтом составных частей ограниченной номенклатуры и контролем их технического состояния, выполняемом в полном объеме, установлено в нормативно-технической документации. Он связан с разборкой, сборкой и выверкой отдельных частей, регулировкой и испытанием оборудования под нагрузкой. Этот вид ремонта проводится по специальной ведомости дефектов и заранее составленной смете затрат в соответствии с планом-графиком ремонтов оборудования. Затраты на ремонты, проводимые с периодичностью менее 1 года, включаются в себестоимость продукции, выпускаемой на этом оборудовании, а с периодичностью более 1 года – за счет амортизационных отчислений. В течение года среднему ремонту подвергается около 20–25% установленного оборудования; 3) текущий – ремонт, осуществляемый для восстановления или обеспечения работоспособности изделия и состоящий в замене и (или) восстановлении отдельных частей оборудования (устранении неисправностей). Как правило, он проводится без простоя оборудования (в нерабочее время). В течение года текущему ремонту подвергается 90–100% технологического оборудования. Затраты на такой вид ремонта включаются в себестоимость продукции, выпускаемой на этом оборудовании. Кроме указанных видов ремонта существует восстановительный ремонт. Необходимость в нем возникает вследствие стихийного бедствия (пожар, наводнение, землетрясение, ураган и т. п.). Такой ремонт не может финансироваться за счет амортизационных отчислений, так как их нормы учитывают лишь нормальный износ. Поэтому восстановительный ремонт финансируется за счет специальных отчислений, выделяемых из бюджета. Под модернизацией оборудования понимается внесение в конструкцию машин изменений с целью частичной ликвидации последствий морального износа. Типовые проекты модернизации оборудования разрабатываются в централизованном порядке предприятиями, изготавливающими данное оборудование. Проекты частичной модернизации могут разрабатываться силами машиностроительных предприятий, эксплуатирующих соответствующее оборудование. Для оценки сложности ремонта оборудования, его ремонтных особенностей введена категория сложности ремонта R, которая определяется по техническим характеристикам оборудования на основе расчетных формул. В каждой группе оборудования один из станков принят за эталон, которому по системе ППР установлена категория сложности ремонта. Так, для металлообрабатывающего станочного парка за эталон принята ремонтная сложность токарно-винторезного станка 16К20, с наибольшим диаметром обрабатываемой детали 400 мм и расстоянием между центрами 1000 мм. Станку-эталону по системе ППР присвоена 11-я категория сложности по механической части. Категорию сложности любого станка устанавливают путем сопоставления его со станком-эталоном. Категория сложности оборудования записывается в его техническом паспорте. Ремонт (капитальный, средний, текущий) может быть плановым, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации (ГОСТ 18322–78), и внеплановым, постановка на который производится без предварительного назначения. Внеплановый ремонт – вид ремонта, вызванный аварией оборудования, или не предусмотренный годовым планом ремонт. При правильной организации ремонтных работ в строгом соответствии с системой плановопредупредительных ремонтов внеплановые ремонты не должны иметь места. Для планирования и расчетов объема ремонтных работ вводится понятие «ремонтная единица» – r (р. е.), т. е. показатель, характеризующий нормативные затраты на ремонт оборудования первой категории сложности. Таким образом, категория сложности ремонта R показывает, во сколько раз трудоемкость ремонта данной модели оборудования превышает трудоемкость ремонтной единицы r. Нормы затрат труда по видам ремонта и профилактических операций устанавливаются на одну ремонтную единицу в зависимости от вида работ. Нормативы простоя устанавливаются для определенных условий (состав ремонтной бригады, технология ремонта, организационнотехнические условия и т. п.) и дифференцируются для оборудования неавтоматизированного производства и вывода оборудования в ремонт по участкам. Они устанавливаются для различных видов ремонтов и ремонтных операций и различной сменности работы ремонтных бригад. Единой системой ППР предусматриваются нормы продолжительности простоя оборудования в ремонте в сутках. Единой системой ППР установлены также нормативы по межремонтному обслуживанию. Объем работ по межремонтному обслуживанию не может быть точно регламентирован и определен. В связи с этим количество рабочих (станочников, слесарей, смазчиков, шорников) определяется по нормам обслуживания. В плане ремонтных работ определяются следующие основные показатели: 1) виды и сроки ремонта по каждому станку и оборудованию; 2) объем ремонтных работ по цехам и предприятию на месяц и календарный год; 3) численность ремонтных рабочих и рабочих, занятых обслуживанием оборудования, и фонд их заработной платы; 4) количество и стоимость материалов; 5) простои оборудования в ремонте; 6) себестоимость ремонтных работ. Виды и сроки ремонта по каждому станку определяются при разработке планов-графиков проведения ремонтных работ. После определения всех затрат, необходимых для ремонтных работ, рассчитывается себестоимость ремонта оборудования с выделением затрат на капитальный ремонт. Себестоимость ремонта определяется по следующим статьям: вспомогательные материалы, покупные изделия (запасные части) заработная плата с начислениями, цеховые расходы, общехозяйственные расходы. Все эти расходы включаются затем в статью «Общепроизводственные расходы» или «Расходы на содержание и эксплуатацию оборудования», которые являются одной из калькуляционных статей затрат на производство продукции предприятия. Финансирование затрат на капитальный ремонт оборудования осуществляется за счет амортизации и прибыли предприятия (фонд накопления). Затраты на текущий ремонт и техническое обслуживание оборудования финансируются за счет текущей себестоимости продукции. Потребность в текущем ремонте оборудования определяется оператором (станочником), ремонтным рабочим и механиком при осмотре оборудования, техническом обслуживании или диагностике; в капитальном (среднем) ремонте – комиссией, на основании тщательного анализа технического состояния, с учетом наработки с начала эксплуатации или последнего капитального ремонта, а также эксплуатационных расходов. Технологическим элементом технического обслуживания и ремонта является диагностика – совокупность мероприятий в системе технического обслуживания и ремонта для получения информации о состоянии техники с целью прогнозирования ее ресурса, определения необходимого объема ремонтных работ, управления своевременным и качественным их выполнением. По своему назначению диагностика может быть специализированной и совмещенной с техническим обслуживанием и ремонтом. При техническом обслуживании оборудования с помощью диагностических средств проверяется исправность и работоспособность механизмов и систем, определяется фактическая потребность в их обслуживании, а также выявляются неисправности оборудования, обеспечивается оперативный или заключительный контроль исполнения работ по техническому обслуживанию. Средствами диагностики осуществляется углубленная проверка состояния всех механизмов и систем техники, оцениваются тяговые, мощностные и эргонометрические показатели, выявляются неисправности и обеспечивается контроль выполняемых работ. Основными положениями системы ППР являются следующие: 1. Ремонт деревообрабатывающего оборудования производится через равные, заранее планируемые промежутки времени, называемые межремонтными периодами. Такие ремонты составляют основной объем ремонтных работ по восстановлению работоспособности станков. 2. Период времени от начала работы станка до его капитального ремонта называют ремонтным циклом. 3. Структура ремонтного цикла, т. е. число периодических ремонтов в цикле, их вид и очередность, обуславливается системой ППР и одинакова для различных видов станков. 4. Длительность межремонтного периода является одной из основных характеристик ремонтного цикла и устанавливается в зависимости от модели станка, околостаночного оборудования и условий его работы. 5. Содержание и трудоемкость ремонтных работ в плановом ремонте характеризуется числом слесарных и станочных нормо-часов. 6. Трудоемкость ремонта станков определяется при помощи групп ремонтной сложности станка. 7. Указанные в системе ППР объемы ремонтных работ являются средними и допускают отклонения, как в сторону уменьшения, так и в сторону повышения, в зависимости от фактического состояния станка. 8. Кроме периодических ремонтов предусматривается межремонтное обслуживание станков, при котором кроме профилактических мероприятий (например, смазка, очистка, промывка) производится малотрудоемкий ремонт (например, замена быстросменных деталей, регулировка основных механизмов, устранение незначительных повреждений), а также ремонт быстроизнашивающихся деталей. 9. Системой планируются также осмотры и проверки станка на геометрическую точность и шумовые характеристики. 10. В типовой системе ППР принята 9-ти периодная структура цикла: Т-Т-С-Т-Т-С-Т-Т-К, где М – текущий ремонт; С - средний ремонт; К - капитальный ремонт. При этом на каждую единицу ремонтной сложности станка предусматривается на - текущий ремонт – 6 нормочасов; - средний ремонт – 23 нормочасов; - капитальный ремонт – 364 нормочасов. Кроме того, на осмотр и промывку станка отводится 1,7 нормочаса. Длительность межремонтного периода в зависимости от типа станка и условий работы колеблется в пределах 2600 до 5800 часов, отработанных станком. Под продолжительностью межремонтного цикла понимается время работы оборудования от момента ввода его в эксплуатацию до первого капитального ремонта или период между двумя последовательно выполняемыми капитальными ремонтами. Для лёгких и средних металлорежущих станков продолжительность межремонтного цикла (Тм.ц.) определяется по формуле (час): (4) где 24 000 – нормативный ремонтный цикл, станко-часов; βп – коэффициент, учитывающий тип производства (для массового и крупносерийного βп = 1,0, для серийного βп = 1,3, для мелкосерийного и единичного βп = 1,5); βм – коэффициент, учитывающий род обрабатываемого материала (при обработке конструкционных сталей βм = 1,0; чугуна и бронзы βм = 0,8; высокопрочных сталей βм = 0,7); βу – коэффициент, учитывающий условия эксплуатации оборудования (при нормальных условиях механических цехов βу = 1,0, в запылённых и влажных помещениях βу = 0,7); βт – коэффициент, характеризующий группу станков (для лёгких и средних, βт = 1,0). Межремонтный период – время работы единицы оборудования между двумя очередными плановыми ремонтами. Например, период между К1 и Т1, или Т1 и Т2, или Т2 и С1. Продолжительность межремонтного периода (tмр) определяется по формуле: (5) где nс и nт – число средних и текущих ремонтов. Межосмотровый период – время работы оборудования между двумя очередными осмотрами и плановыми ремонтами (периодичность технического обслуживания). Продолжительность этого периода рассчитывается по формуле: (6) где no – число осмотров или число раз технического обслуживания на протяжении межремонтного цикла. Система ППР в зависимости от вида и типа станка, а также условий его эксплуатации предусматривает разную продолжительность меж. рем. циклов, а внутри циклов, межремонтных периодов и межосмотров, устанавливает их в (час) и учитывают количество часов, отработанных станком (или смен), или какой-либо другой эквивалентной величине, характеризующих число рабочих циклов станка, например, по количеству изготовленных на данном оборудовании деталей. На промышленных предприятиях данные учёта отработанных часов станка или смен или других параметров должно предоставляться начальником цеха или его заместителем ежемесячно в отдел главного механика для составления графика плановых ремонтов станка. Межремонтные циклы, межремонтные периоды и межосмотровые периоды рассчитываются по соответствующим эмпирическим формулам в зависимости от разных величин. Структуры ремонтных циклов приведены в таблице 11, а эмпирические формулы для определения продолжительности ремонтных циклов и межремонтных периодов – в таблице 12. Таблица 11 – Структура ремонтного цикла металлорежущего оборудования Оборудование Класс точности Н Категория (в т.) Структура ремонтного цикла (в зависимости от конкретных условий эксплуатации) Число ремонтов в цикле средних текущих Число плановых осмотров в межремонтном периоде 1 4 1 до 10 КР-ТР-ТР-СР-ТРТР-КР или КР-ТР-ТР-ТР-ТРКР — 4 1 1 4 2 св. 10 до 100 КР-ТР-ТР-СР-ТРТР-КР или КР-ТР-ТР-ТР-ТРКР — 5 2 1 4 3 св. 100 КР-ТР-ТР-СР-ТРТР-КР или — 6 3 КР-ТР-ТР-ТР-ТРТР-ТР-КР П, В, А, С 2 6 1 до 10 КР-ТР-ТР-СР-ТРТР-СР-ТР-ТР-КР или КР-ТР-ТР-ТР-ТРТР-ТР-ТР-ТР-КР — 8 1 2 6 2 св. 10 до 100 КР-ТР-ТР-СР-ТРТР-СР-ТР-ТР-КР или КР-ТР-ТР-ТР-ТРТР-ТР-ТР-ТР-КР — 8 2 2 6 3 св. 100 КР-ТР-ТР-СР-ТРТР-СР-ТР-ТР-КР или КР-ТР-ТР-ТР-ТРТР-ТР-ТР-ТР-ТР-КР — 9 3 Таблица 12 – Эмпирические формулы для определения продолжительности ремонтных циклов и межремонтных периодов металлорежущего оборудования Класс точности Оборудование Продолжительность оперативного времени, часы, отработанные оборудованием Структура цикла ремонтного цикла Категория (в т.) межремонтного периода до 10 св. 10 до 100 Н Тмр = Тцр / 6 св.100 до 10 П, В, А, С св. 10 до 100 Трехвидовая Н св.100 Тмр = Тцр / 9 до 10 Тмр = Тцр / 5 св. 10 до 100 Тмр = Тцр / 6 Тмр = Тцр / 9 св.100 до 10 П, В, А, С Двухвидовая св. 10 до Тмр = Тцр / 10 100 св.100 где Ком – коэффициент обрабатываемого материала; Кми – коэффициент материала применяемого инструмента; Ктс – коэффициент класса точности оборудования; Ккс – коэффициент категории массы; Кро – коэффициент ремонтных особенностей; Ку – коэффициент условий эксплуатации; Кв – коэффициент возраста; Кд – коэффициент долговечности. Значения коэффициентов, в эмпирических формулах, даны в таблице 13. Таблица 13 – Значения коэффициентов, входящих в эмпирические формулы для определения продолжительности ремонтных циклов и межремонтных периодов для металлорежущих станков Коэффициент Определяемый параметр сталь конструкционная 1,0 прочие материалы 0,75 металл 1,0 абразив 0,8 Н 1,0 П 1,5 В, А, С 2,0 до 10 т 1,0 свыше 10 до 100 т 1,35 Категория массы свыше 100 т 1,7 Класс точности Порядковый номер планируемого ремонтного цикла Значение коэффициента Н, П 1-й и 2-й В, А, С 1-й Ком Обрабатываемый материал Кми Материал инструмента Ктс Ккс Значение коэффициента Класс точности Коэффициент Кв Возраст до 10 лет 1,0 свыше 10 лет Н 2-й и 3-й П, В, А, С 2-й Н 4-й П, В, А, С 3-й Н 5-й и более П, В, А, С 4-й и более 0,9 0,8 0,7 Коэффициент Кд Продолжительность эксплуатации Значение коэффициента более 15 лет 0,8 более 8 лет 0,9 до 8 лет 1,0 Заводы-изготовители оборудования обеспечивают долговечность базовых деталей оборудования, равную продолжительности ремонтного цикла, приведённую в таблице 14. Таблица 14 – Продолжительность ремонтных циклов и межремонтных периодов металлорежущих станков при Кв = 1, Кд = 1 Класс точности Категори я (в т) Обрабатываемы й материал Сталь до 10 Другие материалы Сталь Нормально й (Н) св. 10 до 100 Другие материалы св. 100 Сталь Продолжительность оперативного времени, часы, отработанные оборудованием Материал рабочего инструмент а ремонтног о цикла (Тцр) межремонтног о периода(Тмр) Металл 16 800 2 800 Абразив 13 440 2 240 Металл 12 600 2 100 Абразив 10 080 1 680 Металл 22 680 3 780 Абразив 18 140 3 020 Металл 17 010 2 840 Абразив 13 610 2 270 Металл 28 560 4 760 св. 100 Другие материалы Сталь до 10 Другие материалы Сталь св. 10 до 100 Другие материалы Сталь Повышенн о й (П) св. 100 Другие материалы Сталь до 10 Другие материалы Сталь Высокой, особо высокой и особой (В, А, С) св. 10 до 100 св. 100 Другие материалы Сталь Другие материалы Если обеспечение заданной быстроизнашивающихся) технически Абразив 22 850 3 810 Металл 21 420 3 570 Абразив 17 140 2 860 Металл 25 200 2 800 Абразив 20 160 2 240 Металл 18 900 2 100 Абразив 15 120 1 680 Металл 34 020 3 780 Абразив 27 210 3 020 Металл 25 520 2 840 Абразив 20 420 2 270 Металл 42 840 4 760 Абразив 34 280 3 810 Металл 32 130 3 570 Абразив 25 710 3 860 Металл 33 600 3 740 Абразив 26 880 2 990 Металл 25 200 2 800 Абразив 20 160 2 240 Металл 45 360 5 040 Абразив 36 290 4 030 Металл 34 020 3 780 Абразив 27 220 3 030 Металл 57 120 6 350 Абразив 45 700 5 080 Металл 42 840 4 760 Абразив 34 270 3 810 долговечности деталей (кроме невозможно или экономически нецелесообразно, то замена этих деталей должна проводится в середине цикла, т.е. долговечность таких деталей должна быть равна половине продолжительности ремонтного цикла. Замена этих деталей производится при среднем ремонте трехвидовой структуры, или при третьем текущем ремонте шестипериодной, или при четвёртом текущем ремонте восьмипериодной структуры. Единица ремонтосложности механической части ( Rм ) – это ремонтосложность некоторой условной машины, трудоёмкость капитального ремонта механической части которой, отвечающего по объёму и качеству требованиям ТУ на ремонт, равна 50 н/ч в неизменных организационнотехнических условиях среднего ремонтного цеха машиностроительного предприятия. Ремонтосложность механической части различных моделей станков (машин) может быть определена расчётом с помощью эмпирических формул для каждой технологической группы и конструктивного исполнения по данным об их основных технических параметрах. Ремонтосложность гидравлической части станков рассчитывают по данным, содержащимся в гидросхеме и спецификации гидрооборудования. Единица ремонтосложности электрической части ( Rэ ) – это ремонтосложность некоторой условной машины, трудоёмкость капитального ремонта электрической части которой, отвечающего по объёму и качеству требованиям технических условий на ремонт, равна 12,5 часов в тех же условиях, что и Rм . Для определения ремонтосложности электрической части необходимы данные, содержащиеся в спецификации электрооборудования и его монтажной электросхеме. Объем работ, подлежащий выполнению при капитальном ремонте механической и электрической частей любого станка (машины) в неизменных условиях и который может быть оценён числом единиц ремонтосложности, зависящим только от его конструктивных и технологических особенностей, называется стабильной ремонтосложностью данного станка (машины) и обозначается соответственно Rм и Rэ . Механическая часть станков и машин в общем случае может состоять из кинематической и гидравлической частей, ремонтосложность которых обозначают соответственно Rк и Rг . Таким образом: (7) Электрическая часть станков и машин состоит из электроаппаратов, приборов и проводки, ремонтосложность которых обозначают Rа , и электродвигателей Rд : (8) Исходными данными для определения ремонтосложности различных моделей оборудования являются технические характеристики, содержащиеся в паспортах. Для определения ремонтосложности эксплуатируемого оборудования разработаны таблицы стабильной ремонтосложности распространённых моделей станков (приложение Б). Для определения ремонтосложности моделей станков приведены эмпирические формулы 10-13. Эффективность применения системы ППР находится в прямой зависимости от совершенства нормативной базы, соответствия нормативов условиям эксплуатации оборудования. От точности нормативов в большой степени зависят расходы предприятия на техническое обслуживание и ремонт оборудования, а также уровень потерь в производстве, связанных с неисправностью оборудования. Нормативы дифференцируются по группам оборудования и характеризуют последовательность проведения ремонтов и осмотров, объёмы ремонтных работ, их трудоёмкость и материалоёмкость. Важнейшими нормативами системы ППР являются: продолжительность межремонтного цикла; структура межремонтного цикла; продолжительность межремонтного и межосмотрового периодов; категория сложности ремонта; нормативы трудоёмкости; нормативы материалоёмкости; нормы запаса деталей, оборотных узлов и агрегатов. Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, а, следовательно, и выше категория сложности. Категория сложности ремонта обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определённой группы металлорежущих станков принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по технической части 11R, а по электрической – 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путём сопоставления его с эталоном. Трудоёмкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу. Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части установлено 8,5 ремонтной единицы. Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы (таблица 15). Таблица 15 – Нормы времени (трудоёмкости) на ремонтную единицу, н/ч Осмотр и виды ремонта Слесарные работы Станочные работы Прочие работы Всего О 0,75 0,1 – 0,85 Т 4,0 2,0 0,1 6,10 С 16,0 7,0 0,5 23,5 К 23,0 10,0 2,0 35,0 Суммарная трудоёмкость по отдельному виду ремонтных работ определяется по формуле: (9) где Тс – трудоёмкость среднего ремонта оборудования, нормо-ч.; tc – норма времени на одну ремонтную единицу, нормо-ч.; R – количество ремонтных единиц; Спр – количество единиц оборудования данной группы, шт. 3.3. Технологический процесс капитального ремонта Технологический процесс ремонта представляет собой комплекс работ, выполняемых в определённой последовательности. Основные работы при выполнении производственного процесса ремонта станков показаны на схеме. Схема технологического процесса капитального ремонта станка представлена на рисунке 14. Рисунок 14 – Схема технологического процесса капитального ремонта станка Источник : https://extxe.com/27174/tehnicheskoe-obsluzhivanie-i-remont-metallorezhushhih-stankov/ Системой технического обслуживания и ремонта называют комплекс взаимосвязанных положений и норм, определяющих организацию и порядок проведения работ по техническому обслуживанию и ремонту оборудования для заданных условий эксплуатации с целью обеспечения показателей качества, предусмотренных в нормативной документации. Ремонт и техническое обслуживание можно проводить двумя методами. 1. Ремонт и техническое обслуживание по потребности с целью восстановления работоспособности машины, неожиданно вышедшей из строя. При эксплуатации новых машин, когда работоспособность их достаточно высока, этот метод даст некоторый эффект, так как в этот период отказов оборудования мало, а простои оборудования для профилактического ремонта отсутствуют. Однако в этом случае оборудование быстрее физически изнашивается, и через некоторое время количество отказов резко возрастает. Общая эффективность использования оборудования при таком методе ремонта снижается. Ремонт и техническое обслуживание профилактические проводят с целью предупреждения неожиданного для производства выхода машины из строя. При этом ремонт и техническое обслуживание производят по заранее разработанному плану с учетом изнашиваемости машины и ее фактического состояния. Ремонт производят принудительно, не дожидаясь выхода машины из строя. Необходимые простои оборудования для такого ремонта могут несколько снизить его эффективность использования, пока оно новое. Однако общая эффективность эксплуатации при таком методе ремонта возрастает, так как возрастает технический ресурс оборудования, уменьшаются общие простои в ремонте. Этот метод имеет свою разновидность – так называемый узловой метод ремонта. При этом методе узлы оборудования, требующие ремонта, снимают и заменяют запасными, заранее отремонтированными, купленными или изготовленными. Снятые узлы ремонтируют и хранят вместе с приобретенными и изготовленными своими силами. Этот вид ремонта является по существу организационной разновидностью профилактического метода, имеет большие достоинства, но пока не нашел широкого применения в силу ряда организационных и технических причин. 2. Систему технического обслуживания и ремонта, проводимую вторым методом, называют системой планово-предупредительного ремонта (ППР). Для всех предприятий установлена Единая система ППР, которая служит основой для разработки отраслевых систем ППР. Техническая эксплуатация, техническое обслуживание и ремонт оборудования обязательно должны производиться по отраслевой системе ППР. Четкая организация работ по системе ППР сводит до минимума аварийные ремонты. Системой планово-предупредительного ремонта называют комплекс организационно-технических мероприятий, направленных на сохранение работоспособности и увеличение технического ресурса оборудования, проводимых по единому плану, обеспечивающему их предупредительный (профилактический) характер. Система ППР базируется на плановой системе технической эксплуатации машин, предусматривает проведение комплекса работ по их техническому обслуживанию и содержит плановые ремонты, направленные на восстановление частично утраченной работоспособности. Техническим обслуживанием оборудования называют комплекс работ для поддержания исправности и работоспособности оборудования при подготовке и использовании его по назначению, при хранении и транспортировке. Техническое обслуживание оборудования в период между плановыми ремонтами осуществляет ремонтная служба цеха, включающая дежурных слесарей, электромонтеров, смазчиков и станочников-ремонтников. К техническому обслуживанию привлекаются также и производственные рабочие. Ответственность за проведение этих работ возложена непосредственно на начальника данного производственного цеха. Организуют работы в зависимости от штатного расписания механик цеха, начальник участка (отделения), старший или сменный мастер. Тарифный разряд обслуживающего персонала выше соответствующего персонала ремонтных рабочих на 0,5 разряда и находится в зависимости от сложности оборудования данного цеха. Например, при обслуживании оборудования нормальной сложности требуются рабочие, имеющие 3- и 4-й разряды. При обслуживании автоматического оборудования средний тарифный разряд должен быть не ниже 4,5. При техническом обслуживании оборудования обслуживающий персонал обязан выполнять следующие работы: – наблюдение за техническим состоянием оборудования, включающее периодическое измерение физического износа, геометрических и кинематических погрешностей элементов, исследование технологической точности и производительности станков; – наблюдение за выполнением станочниками и мастерами правил эксплуатации оборудования; – проведение необходимых мероприятий по уходу за оборудованием: смазки, промывки, очистки от загрязнения, регулировок, профилактических осмотров; наблюдение за выполнением указанных мероприятий, возложенных на станочников и наладчиков; – наблюдение за состоянием фундаментов и правильностью установки на них оборудования; – изучение причин отказов, сбор информации по наработке оборудования, составление предварительных дефектных ведомостей для ремонта. Полученные во время осмотров данные заносят в формуляр оборудования или, при его отсутствии, в журнал осмотров и ремонта оборудования. Согласно ГОСТ 18322–2016 «Система технического обслуживания и ремонта техники. Термины и определения» [18] различают следующие виды технического обслуживания. 1. Техническое обслуживание при использовании по назначению (maintenance under intended use: техническое обслуживание при подготовке к использованию по назначению, использовании по назначению, а также непосредственно после его окончания). 2. Техническое обслуживание при хранении (storage maintenance: техническое обслуживание при подготовке к хранению, хранении, а также непосредственно после его окончания). 3. Техническое обслуживание при транспортировании (transport maintenance: техническое обслуживание при подготовке к транспортированию, транспортировании, а также непосредственно после его окончания). 4. Tехническое обслуживание на месте эксплуатации (on-site maintenance: обслуживание, проводимое на месте использования объекта). 5. Техническое обслуживание вне места эксплуатации (off-site maintenance: техническое обслуживание, проводимое не на месте использования объекта). 6. Техническое обслуживание в стационарных условиях (maintenance in stationary conditions: техническое обслуживание, выполняемое в специально предназначенных местах, оборудованных стационарными средствами ТО, с применением, в необходимых случаях, переносных средств). 7. Техническое обслуживание в особых условиях (maintenance in special conditions: техническое обслуживание, выполняемое в особых условиях эксплуатации объекта, указанных в отраслевой документации и характеризуемых значениями параметров, выходящими за пределы допустимых границ). Особые условия могут быть природного, техногенного характера и др. 8. Дистанционное техническое обслуживание (remote maintenance: техническое обслуживание объекта, проводимое под управлением персонала без его непосредственного присутствия. Примерами дистанционного обслуживания являются ТО с использованием дистанционно управляемого оборудования. 9. Плановое техническое обслуживание (scheduled maintenance: техническое обслуживание, предусмотренное в документации, выполняемое по установленному графику). Кроме операций, предусмотренных регламентом, плановое техническое обслуживание может включать некоторые операции по текущему техническому надзору за работой оборудования и/или по текущему эксплуатационному уходу, не предусмотренные регламентом. 10. Неплановое техническое обслуживание (unscheduled maintenance: незапланированное техническое обслуживание, выполняемое по результатам оценки фактического технического состояния объекта. Перечень и объем работ определяется по результатам контроля технического состояния объекта с учетом предполагаемого его изменения в процессе эксплуатации. 11. Комплексное техническое обслуживание (integrated maintenance: плановое техническое обслуживание, выполняемое на всех или нескольких составных частях объекта одновременно, в объеме и с периодичностью, установленными в документации). 12. Регламентированное техническое обслуживание (regulated maintenance: плановое техническое обслуживание, выполняемое с установленной в документации периодичностью независимо от состояния объекта на момент начала технического обслуживания). 13. Нерегламентированное техническое обслуживание (unregulated maintenance: техническое обслуживание, обусловленное не предусмотренными документацией изготовителя особыми условиями эксплуатации или ненормированной наработкой объекта и его составных частей). 14. Периодическое техническое обслуживание (periodic maintenance: плановое техническое обслуживание, выполняемое через установленные в документации значения наработки или интервалы времени). 15. Сезонное техническое обслуживание (seasonal maintenance: техническое обслуживание, выполняемое для подготовки объекта к использованию в осенне-зимних или весенне-летних условиях). 16. Автономное техническое обслуживание (autonomous maintenance: плановое техническое обслуживание составной части, выполняемое отдельно от объекта в объеме и с периодичностью, установленными в документации). 17. Техническое обслуживание с периодическим контролем (maintenance with periodic control: техническое обслуживание, выполняемое при контроле технического состояния объекта в объеме и с периодичностью, установленными в документации, при этом объем остальных операций определяется техническим состоянием объекта в момент начала технического обслуживания). 18. Техническое обслуживание с непрерывным контролем (maintenance with continuous control: техническое обслуживание, предусмотренное документацией и выполняемое по результатам непрерывного контроля технического состояния объекта). 19. Номерное техническое обслуживание (numbered maintenance: техническое обслуживание, при котором определенному объему работ присваивается свой порядковый номер). 20. Профилактическое техническое обслуживание (preventive maintenance: плановое техническое обслуживание, выполняемое через определенные интервалы времени и направленное на поддержание работоспособного состояния объекта, на раннее выявление неисправностей и снижение вероятности отказов). 21. Корректирующее техническое обслуживание (corrective maintenance: техническое обслуживание, выполняемое после обнаружения неисправности с целью возвращения объекта в работоспособное состояние). 22. Техническое обслуживание, ориентированное на обеспечение безотказности (reliability-centered maintenance: техническое обслуживание, основанное на методологии определения оптимального набора операций ТО и частоты их применения с учетом вероятностей и последствий отказов на любом уровне разукрупнения. 23. Автоматизированное техническое обслуживание (automated maintenance: техническое обслуживание, осуществляемое персоналом с использованием комплекса средств автоматизации его деятельности). 24. Задержанное техническое обслуживание (deferred maintenance: техническое обслуживание, отсроченное после установления его необходимости в соответствии с правилами технического обслуживания). Техническое обслуживание может быть задержано по форс-мажорным обстоятельствам, по причинам, связанным с необеспеченностью материальными ресурсами, по экономическим или иным причинам. Для машиностроительных предприятий с полным технологическим циклом производства станков и машин может быть предложена в качестве методического руководства Типовая система технического обслуживания и ремонта металлои деревообрабатывающего оборудования (М.: Машиностроение,1988), разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков, г. Москва. Типовая система технического обслуживания и ремонта металлои деревообрабатывающего оборудования может быть осуществлена при наличии следующих составляющих: сведений о загрузке оборудования на планируемый год; сведений об объемах работ по техническому обслуживанию и ремонту оборудования, трудоемкости планируемых объемов работ, численности рабочих, потребности в ресурсах и др.; сведений, характеризующих ремонтные особенности каждого станка (машины); сведений о фактически отработанном времени станком (машиной) и др. Объем ремонтных работ на планируемый год определяют в физических единицах. В соответствии с заданием на курсовой проект определяется, к какой категории оборудования относятся станки, рассчитывается суммарная категория ремонтной сложности. Заполняется таблица согласно индивидуальному заданию, в которую вносятся следующие исходные данные: модель и количество единиц оборудования, его масса и категория сложности ремонта механической Rмех и электрической Rэл части оборудования. КАТЕГОРИИ РЕМОНТНОЙ СЛОЖНОСТИ. Источник: https://studfile.net/preview/6059720/ Трудоемкость ремонтных работ зависит от сложности оборудования и вида ремонта. Сложность оборудования определяется его конструктивными и технологическими особенностями, а также размерами. Степень сложности и особенности ремонта оборудования оцениваются категорией ремонтной сложности (КРС), обозначаемой символом R. Станок состоит из механической, гидравлической, электрической частей и системы управления, в частности для станков с ЧПУ, электронной части. Категория ремонтной сложности R исчисляется как сумма механической RМ, электрической RЭ, гидравлической RГ, системы управления RУ и других составляющих единиц ремонтной сложности: R = RМ + RЭ + RГ+ RУ,. Чем сложнее оборудование, чем больше его основные размеры и чем выше достигаемая на нем точность обработки, тем выше КРС. За одну категорию ремонтной сложности (КРС) механической части (RМ) станка принята ремонтная сложность обычного настольносверлильного станка с максимальным даметром сверления 5 мм (в старой литературе – 1/11 RМ универсального токарно-винторезного станка мод.1К62). Ремонтная сложность распространенных станков приводится в таблицах [4]. Таблица 1. Ремонтная сложность характерных типоразмеров сверлильных станков Модель Max D Масса, RМ , Примечания сверла, мм тонн единиц С–155 3,0 0,035 1,0 Настольный 2Н135 35,0 1,1 4,6 2Г175 75,0 4,2 7,5 2Б58 100,0 12,0 22,0 Радиально-сверлильный Таблица 2. Ремонтная сложность характерных типоразмеров токарных станков Модель Max D, Max L, Масса, RМ , Примечания мм мм тонн единиц 1600 16К20 1660 1682А 7GК-14000 100,0 400,0 1250,0 3200.0 14.000,0 125,0 900,0 6.300,0 14.000,0 – 0,025 2,9 18,0 350,0 1090,0 2,0 12,5 54,0 143,0 330,0 Настольный Карусельный Таблица 3. Ремонтная сложность характерных типоразмеров фрезерных станков Модель Размеры стола, Масса, RМ , Примечания мм х мм тонн единиц 6802Г 100 х 400 0.44 3,8 6Р83Г 400 х 1.600 3,7 14,5 6662 1.800 х 6.000 80,0 62,0 4-х шпиндельный 6672 2.500 х 8.500 109,0 109,0 4-х шпиндельный Таблица 4. Ремонтная сложность характерных типоразмеров строгальных станков Модель Размеры стола, Масса, RМ , Примечания мм х мм тонн единиц 6802Г 830 х 2.000 10,4 18, Продольно-строгальный 6Р83Г 1.200 х 19.400 371,0 177,0 Продольно-строгальный Если станок не приводится в таблицах, то в ремонтной практике КРС вынуждены рассчитывать по эмпирическим формулам. Например, КРС токарно-винторезных станков (R) с односкоростным двигателем и без ЧПУ определяют по формуле: R =α [(0,03 ... 0,018)D + (0,01 ... 0,02)L + (0,1 ... 0,2)n] + С1 + RГ где α — коэффициент, учитывающий конструктивные особенности станка (для мод. 16К20 α = 1); D— наибольший диаметр обрабатываемой детали, мм (для станков массой до 10 т поправочный коэффициент для D составляет 0,018, от 10 до 30 т—0,016, свыше 30 т—0,03); L— расстояние между центрами, мм (при L<5000 мм поправочный коэффициент принимается равным 0,001, при L>5000 MM— 0,002); n— количество ступеней скоростей шпинделя (для станков с коробкой скоростей поправочный коэффициент принимается равным 0,2; для станков со ступенчатым шкивом—0,1); RГ— категория ремонтной сложности гидравлического оборудования; С1— коэффициент, учитывающий сложность станка; | С1= 0,5Х+ С2 + С3, где Х— количество дополнительных суппортов; С2— категория ремонтной сложности механизма бесступенчатого регулирования скоростей шпинделя; для станков с высотой центров (h) до 200 мм С2 =2; при h>200 мм С2=4; Сз— категория ремонтной сложности гидравлического копировального суппорта; Сз=2. Значения коэффициентов приведены в справочной литературе, например, «Типовая система технического обслуживания и ремонта металлообрабатывающего и деревообрабатывающего оборудования. ЭНИМС, М: Машиностроение, 1988, 672 с.». Категорию ремонтной сложности (КРС) механической части станков с ЧПУ определяют по формуле: RМ = (К1 + К2) * К3 * К4 , где К1, К2, К3, К4,— коэффициенты, характеризующие соответственно массу станка, мощность привода главного движения, класс точности станка и количество работающих координат. Например, КРС механической части станка 16К20 равен 12,5 единиц ремонтной сложности, КРС механической части станка 16К20Т1 равен 13,5 единиц ремонтной сложности. За одну категорию ремонтной сложности (КРС) электрической части станка (RЭ) принята ремонтная сложность обычного асинхронного электродвигателя мощностью 0,6 кВт. Например, КРС электрической части станка 16К20 равен 9,0 единиц ремонтной сложности, КРС электрической части станка 16К20Т1 равен 17,0 единиц ремонтной сложности. 1.4. Составление годового план-графика ремонта оборудования План-график составляется на текущий год. Расчеты по определению даты проведения ремонта или осмотра производятся по календарю планируемого года с учетом фактического времени, отработанного оборудованием. Очередное плановое мероприятие проводится через промежуток времени Тм.о. При составлении план-графика, осмотры планируются на нерабочие дни или в перерывах между сменами. При этом допускаются небольшие смещения даты проведения осмотров. При составлении графиков определяется время простоя оборудования в ремонте, которое указывается в план-графике (рядом с датой ремонта). Продолжительность простоя оборудования в ремонте определяется Тпр = Rм ⋅ t, где Rм − категория ремонтной сложности механической части оборудования; t − норматив времени на простой на одну единицу ремонтной сложности (табл. 1.4). Таблица 1.4 Нормы простоя оборудования на ремонте и техническом обслуживании Вид работ Капитальный ремонт Средний ремонт Текущий ремонт Осмотр перед капитальным ремонтом Осмотр Проверка точности Промывка Испытания электрической части Норма простоя, ч Кр 13,0 Ср 8,0 Тр 3,4 Ок.р 0,5 О 0,4 0,2 0,2 0,1 Работа по проверке точности и промывке планируется после каждого планового осмотра. Простои по электрической части входят во время проведения капитальных ремонтов. Пример оформления план-графика приведен в табл. 4 приложения. НОРМАТИВНЫЕ ЗАТРАТЫ ВРЕМЕНИ НА ОДНУ РЕМОНТНУЮ ЕДИНИЦУ Нормативные затраты времени на промывку, проверку геометрической точности, жесткости, осмотры, текущий и капитальный ремонты металлорежущего оборудования предусматривают выполнение ремонтных работ в закрытом теплом помещении при наличии простейших грузоподъемных устройств (талей, домкратов, тележек и др.). Нормативами не учитываются работы, связанные с транспортировкой оборудования и изготовлением его фундамента. Таблица. Нормативы времени на одну ремонтную единицу, часов Слесарные Станочные Промывка 0,35 Осмотр 0,75 0,1 Текущий ремонт 20 9 Проверка на точность 0,4 Осмотр перед кап. ремонтом 1 0,1 Капитальный ремонт 23 10 Прочие работы 0,6 2 Примечания. Для оборудования, проработавшего свыше 20 лет, нормативы на слесарные и станочные работы могут быть увеличены на 10%. При механической обработке сопрягаемых поверхностей, применяемой вместо ручного шабрения, нормативы на слесарные работы уменьшаются на 10—15%, а на станочные работы увеличиваются на 1,5—2 ч на одну ремонтную единицу. При получении готовых запасных деталей со стороны свыше 10% от потребности нормативы на станочные работы соответственно уменьшаются. Для предприятий, ремонтные цехи которых имеют низкую технологическую оснащенность, нормативы времени па одну ремонтную единицу могут быть увеличены на 10%. Перечень таких предприятий устанавливается управлением главного механика и главного энергетика министерства или ведомства. НОРМАТИВНЫЕ ЗАТРАТЫ ВРЕМЕНИ НА ПРОСТОЙ ОБОРУДОВАНИЯ ИЗ-ЗА РЕМОНТА Нормативы на простой оборудования из-за ремонта зависят от вида ремонта, категории его сложности, количественного состава ремонтной бригады, технологии ремонта и организационно-технических условий выполнения ремонтных работ. Ремонт оборудования следует производить в две смены. Оборудование, задерживающее производство (тяжелое уникальное, подъемнотранспортное), необходимо ремонтировать в три смены. Простой оборудования в ремонте исчисляется с момента остановки его на ремонт до момента приемки из ремонта по акту контролером отдела технического контроля. Таблица. Нормативы продолжительности простоя оборудования из-за ремонта, в расчете на одну ремонтную единицу, суток Вид ремонтных работ и работ по ремонтная бригада работает техническому уходу в одну смену в две смены в три смены Проверка на точность 0,1 0,05 0,04 Текущий ремонт Капитальный ремонт 0,85 1,0 0,47 0,54 0,35 0,41 Эксплуатационные испытания оборудования после ремонта в простой не засчитываются, если в процессе испытания оно работало нормально. Примечания. 1. Время простоя оборудования округляется до целых суток при капитальном ремонте, до целых смен — при текущем ремонте. 2. В цехах, работающих в три смены, простой для осмотра оборудования перед капитальным и средним ремонтами планируется в размере 0,1 суток на одну ремонтную единицу. 3. При модернизации оборудования во время капитального и среднего ремонтов нормативы простоя могут быть увеличены в зависимости от объема работ по модернизации. В этом случае нормативы устанавливает главный механик предприятия и утверждает главный инженер. 4. Для прецизионного оборудования нормативы простоя могут быть увеличены на 15%. 5. Табличные нормативы не предусматривают затрат времени на снятие оборудования с фундамента, транспортировку в ремонтный цех и установку на фундамент. 6. Для особо тяжелого и уникального оборудования в зависимости от условий ремонта нормативы простоя могут быть увеличены с разрешения главного инженера на 50%. 7. Для оборудования с категорией ремонтной сложности R>5 допускается увеличение нормативов простоя на 15%. 8. Для оборудования, проработавшего свыше 20 лет, нормативы простоя можно увеличить на 10%. ПОДГОТОВКА ОБОРУДОВАНИЯ К РЕМОНТУ Разборка станка Разборка станка — ответственная операция, от которой в значительной степени зависит качество его ремонта. Перед разборкой станка из резервуаров сливают масло и охлаждающую жидкость. После этого электромонтер отключает станок от электросети, изолирует концы оставшихся проводов и кабельных выводов, снимает предохранители с электрического щитка. Со станка снимают приводные ремни и полумуфты вала двигателя. На месте ремонта вывешивают табличку с надписью: “Не включать— ремонт!” Первоначально разрабатывают нерасчлененные узлы, каждый из которых в дальнейшем разбирают на детали. Разборку металлорежущего станка или другого оборудования выполняют с соблюдением следующих правил: перед разборкой знакомятся с техническим паспортом станка, кинематической и гидравлической схемами, чертежами основных частей; при необходимости составляют схему-график разборки-сборки (при ремонте сложного оборудования) и кинематическую или гидравлическую схемы (при отсутствии их в технической документации на станок); проводят дефектацию деталей и составляют дефектную ведомость; разборку станка и его узлов начинают со снятия предохранительных щитков, кожухов и крышек, используя при разборке инструменты и приспособления, исключающие возможность порчи деталей (ударять по деталям молотком следует через подставки или выколотки из дерева либо мягкого металла); разбираемые детали снимают аккуратно, не допуская их перекосов, заклинивания и повреждений и не прилагая больших усилий к трудно снимающимся деталям (необходимо выяснить причину заедания и устранить ее); разборку длинных валов производят с применением нескольких опор; детали каждого разбираемого узла укладывают в отдельные ящики, не нагромождая одну на другую (особенно осторожно следует укладывать детали с хорошо обработанными поверхностями), ящики закрывают крышками; болты, шайбы и другие крепежные детали при полной разборке укладывают в специальный ящик, при частичной разборке крепежные детали вставляют обратно в предназначенные для них отверстия; крупные детали угадывают на подставки возле ремонтируемого станка; детали узлов помечают на нерабочих поверхностях клеймами, краской или электрографом. При разборке детали очищают от пленок окислов, масла и грязи. Эта операция позволяет не только привести детали в надлежащий вид, но и выявить наличие износа, определить степень пригодности деталей для дальнейшей эксплуатации. При очистке и промывке деталей особое внимание следует обратить на правильность выбора промывочного раствора, так как отдельные компоненты его (например, щелочи, кислоты и т. д.) могут войти в реакцию с металлом и еще более ухудшить рабочую поверхность. С особой осторожностью необходимо применять растворы для промывки деталей из цветных металлов, в частности алюминиевых, цинковых и медных сплавов. В качестве моющих растворов для черных металлов рекомендуются: а) водный 3—5%-ный раствор кальцинированной соды, подогретый до 60—80 °С (к раствору для лучшего обезжиривания добавляют эмульгатор— мыло, асидол, из расчета 3—10 г на 1 л раствора, 0,5%-ный водный раствор мыла; трихлорэтилен, подогретый до 60—80 °С (для мелких деталей); б) раствор. состоящий из каустической соды (10 г/л), кальцинированной соды (75 г/л), фосфорнокислого натрия (13 г/л) и хозяйственного мыла (2 г/л). Для цветных металлов можно применять моющий водный раствор тринатрий фосфата и кальцинированной соды (по 30 г/л каждого). Промывать детали рекомендуется на месте разборки станка, пользуясь передвижным промывочным устройством, состоящим из ванн предварительной и окончательной промывки. В нижнюю часть бачка заливается вода (вода не должна доходить до решетки на 10— 30 мм), в верхнюю — керосин. Грязь от промываемых в керосине деталей осаждается в поддоне. После многократной промывки деталей отстоявшийся керосин выливают через кран в емкость, сливают воду и извлекают поддон с грязью. После очистки поддон ставят на место. В бачок наливают чистую воду (на 10—30 мм ниже решетки), устанавливают решетку и заливают сверху использованный ранее керосин. Таким образом, керосин используется многократно, что дает большую экономию его при проведении ремонтных работ. В условиях ремонтно-механических цехов и ремонтных заводов для мойки и очистки деталей и узлов применяют стационарные моющие машины. Крупные корпусные детали устанавливают прямо на транспортер, а мелкие складывают в сетчатые ящики. Транспортерная лента перемещает детали сначала в моющую камеру, где горячие струи раствора смывают грязь и масло, а затем в промывочную камеру под горячие струи воды, смывающие раствор. Далее детали перемещаются в сушильную камеру под струи горячего воздуха. Пройдя весь процесс мойки, детали выходят из машины чистыми и сухими. ДЕФЕКТАЦИЯ ДЕТАЛЕЙ ДЕФЕКТ (лат. defectus), изъян, недостаток. Для выявления дефектов деталей, определения возможности их ремонта или необходимости замены проводят дефектацию промытых и просушенных деталей после их комплектования по узлам. Эта операция требует большого внимания. Каждую деталь тщательно осматривают (при необходимости через лупу). Размеры отдельных элементов измеряют соответствующими инструментами. В некоторых случаях проверяют взаимодействие сопрягаемых деталей. Проверяя сопряжения, устанавливают наличие и величины зазоров, плотность и надежность неподвижных соединений, их функциональную пригодность и т. п. В процессе дефектации детали сортируют на три группы: годные, пригодные к ремонту и негодные. К годным относят детали, износ рабочих поверхностей у которых не вышел за пределы допуска на размеры, определяющие эти рабочие поверхности. У пригодных к ремонту деталей износ может быть выше предельных допусков, ремонт таких деталей должен быть экономически целесообразен. Детали относятся к негодным если макро- и микротрещины, поломка отдельных частей, чрезмерный износ тех или иных рабочих поверхностей и другие серьезные дефекты, обусловливающие экономическую нецелесообразность ремонта деталей. При сортировке по группам детали рекомендуется помечать краской: годные — белого цвета, пригодные к ремонту — зеленого цвета, негодные — красного цвета. Ведомость дефектов. По результатам дефектации составляют окончательную ведомость дефектов, которая является исходным техническим и финансовым документом для ремонта. Каждое предприятие применяет свою форму ведомости дефектов, обусловленную спецификой ремонтируемого оборудования: технологическое, автотракторное, подъемно-транспортное и др. Ведомость составляет технолог отдела главного механика при участии мастера и бригадира ремонтной бригады, представителей отдела технического контроля и цеха-заказчика. Для упрощения процесса дефектации и сокращения времени на оформление документации по ее результатам рекомендуется использовать заранее заготовленные типовые ведомости дефектов. В такие ведомости вносят названия всех изнашиваемых деталей станка, возможные виды дефектов, перечисляют операции или дают краткое описание работ, подлежащих выполнению при ремонте. При использовании типовой ведомости процесс дефектации в основном сводится к сверке обнаруженных дефектов деталей с перечнем их в ведомости. Найдя в ведомости обнаруженный у детали дефект, подчеркивают соответствующий порядковый номер, операцию, группы операций и ремонтных работ. Если ведомость не содержит названия нужной детали или в ней не предусмотрен обнаруженный у детали дефект, то в ведомости делают соответствующую дополнительную запись. После оформления ведомости на ремонт осуществляется разработка чертежей и оформляется технологическая документация. Способы обнаружения дефектов. Наружный осмотр - определение поверхностных дефектов: трещин, забоин, раковин, изгиба, значительных износов, поломок и т. п., т. е. дефектов, которые можно обнаружить визуально, Остукивание детали молотком или рукояткой молотка позволяет установить внутренние трещины, о чем свидетельствует дребезжащий звук. Эту операцию следует выполнять осторожно, чтобы не оставить вмятин на поверхности проверяемой детали. Керосиновую пробу используют, чтобы обнаружить в деталях трещины. Для этого деталь погружают на 15—30 мин в керосин, затем тщательно протирают и покрывают мелом. Выступающий из трещины керосин увлажнит мел и даст четкие ее контуры. Гидравлические испытания - обнаружения трещин или раковин в корпусных деталях. При таких испытаниях в детали заглушают все отверстия, кроме одного, через внутреннюю полость которого нагнетают жидкость при давлении 2—3 кгс/см2. При наличии трещины или раковины наблюдается вытекание жидкости или запотевание стенок детали. Измерения размеров с помощью различных мерительных инструментов и приборов. Позволяют определить величину износа рабочих поверхностей, отклонения элементов детали от правильной геометрической формы, нарушения во взаимном расположении поверхностей. Проверкой твердости детали обнаруживают изменения, происходящие в материале, из которого она выполнена, в процессе эксплуатации из-за наклепа, влияния высоких температур или агрессивных сред и т. п. Магнитная и ультразвуковая дефектоскопия служит для обнаружения скрытых дефектов в стальных и чугунных деталях. ДЕФЕКТ (лат. defectus), изъян, недостаток. ...СКОПИЯ (от греч. skopeo — смотрю), часть сложных слов, означающая: наблюдение, визуальное изучение (напр., спектроскопия). Действие магнитного дефектоскопа основано на различной магнитной проницаемости сплошного металла и металла с трещинами. При ультразвуковой дефектоскопии пороки металла выявляют при помощи ультразвуковых колебаний, которые отражаются на экране.