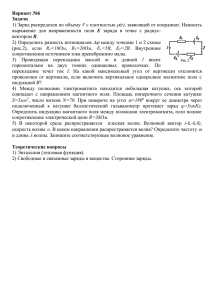
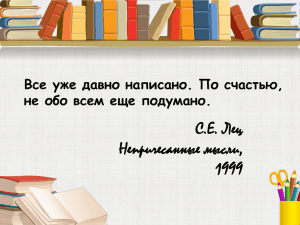
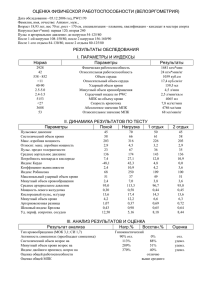
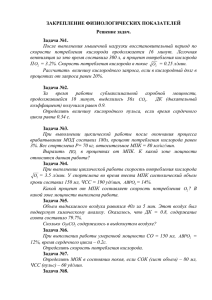
Лист согласования СОГЛАСОВАНО Вице-президент НП «ОПЖТ» Председатель Комитета по грузовому подвижному составу С.В. Калетин « » 2014 Председатель Подкомитета по ремонту вагонов Председатель Подкомитета по вагоностроению М.В. Сапетов « » 2014 Д.Н. Лосев « » 2014 25 2 ТИ НК В.31-1 НП «ОПЖТ» Неразрушающий контроль литых боковых рам тележек грузовых вагонов при ремонте. Магнитопорошковый метод Предисловие РАЗРАБОТАНА Федеральным государственным унитарным предприятием «Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта» Кадикова Шевелев ТИ 3 ТИ НК В.31-1 Содержание 1 Область применения стр. 4 2 Нормативные ссылки 4 3 Термины, определения, обозначения и сокращения 4 4 Общие положения 5 5 Подготовка к контролю 7 6 Проведение контроля 9 7 Оценка качества и оформление результатов контроля 11 8 Охрана труда 12 Библиография Приложение А (обязательное) Приложение Б (рекомендуемое) Приложение В (рекомендуемое) Приложение Г (справочное) Приложение Д (справочное) ТИ 13 Зоны обязательного неразрушающего контроля 14 Пример типовой технологической карты МПК боковых рам портативным электромагнитом МЭД-120 Формы журналов 16 Методика определения зоны намагниченности Основные типы магнитных индикаторов 23 достаточной 21 24 4 ТИ НК В.31-1 1 Область применения 1.1 Настоящая технологическая инструкция (ТИ) распространяется на неразрушающий магнитопорошковый контроль (МПК) литых боковых рам тележек грузовых вагонов, изготовленных в соответствии с ГОСТ 32400, [1], [2] и устанавливает порядок, условия проведения и критерии оценки результатов МПК литых боковых рам при ремонте грузовых вагонов в соответствии с требованиями ПР НК В.3. 1.2 Настоящая ТИ предназначена для ответственных за неразрушающий контроль инженерно-технических работников и дефектоскопистов лабораторий (подразделений) неразрушающего контроля на железнодорожном транспорте. 2 Нормативные ссылки В настоящей технологической инструкции применены ссылки соответствующие приведенным в ПР НК В.1 и ПР НК В.3 и ссылки на следующие нормативные документы: ГОСТ 21105 -87 Контроль неразрушающий. Магнитопорошковый метод. ГОСТ 32400-2013 Рама боковая и балка надрессорная литых тележек грузовых вагонов. Технические условия. ЕТКС Единый тарифно-квалификационный справочник работ и профессий рабочих ПР НК В.1 Правила по неразрушающему контролю вагонов, их деталей и составных частей при ремонте. Общие положения ПР НК В.3 Правила неразрушающего контроля литых деталей тележек грузовых выгонов при ремонте. Специальные требования ПРИМЕЧАНИЕ – Пользователям настоящей технологической инструкции целесообразно проверить действие ссылочных документов. Если ссылочный документ заменен (изменен), то при пользовании настоящей технологической инструкцией следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Термины, определения, обозначения и сокращения 3.1 Термины и определения. В настоящей технологической инструкции применены термины с определениями, соответствующие приведенным в ПР НК В.1 и ПР НК В.3. ТИ 5 ТИ НК В.31-1 3.2 Сокращения: 3.2.1 искусственный дефект; ИД. 3.2.2 конструкторская документация; КД. 3.2.3 концентрат магнитной суспензии; КМС. 3.2.4 лаборатория (подразделение) неразрушающего контроля; ЛНК. 3.2.5 магнитопорошковый контроль; МПК. 3.2.6 настроечный образец; НО. 3.2.7 неразрушающий контроль; НК. 3.2.8 намагничивающее устройство; НУ. 3.2.9 способ приложенного поля; СПП. 3.2.10технологическая инструкция; ТИ. 3.2.11ультрафиолетовое; УФ 3.2.12эксплуатационная документация; ЭД . 4 Общие положения 4.1 Настоящая ТИ регламентирует порядок выполнения МПК боковых рам тележек при проведении ремонта грузовых вагонов. 4.2 При МПК боковых рам в соответствии с настоящей ТИ выявлению подлежат поверхностные дефекты с произвольной ориентацией в виде несплошности металла шириной раскрытия 25мкм и более в зонах обязательного НК, приведенных в Приложении А. 4.3 МПК зон обязательного НК применяется ко всем боковым рамам. 4.4 МПК выполняется СПП. 4.5 В зонах проведения НК не должно быть глубоких рисок, задиров, забоин. Шероховатость поверхности должна соответствовать требованиям КД и иметь значение не хуже Rz 320 мкм. 4.6 Настоящая ТИ регламентирует выполнение МПК литых боковых рам с использованием ручных приставных электромагнитов, соответствующих требованиям ПР НК В.1, ПР НК В.3 и обеспечивающих реализацию требований настоящей ТИ, при наличии технологических карт, разработанных на основании настоящей ТИ и ЭД. 4.7 Комплект средств МПК боковых рам по настоящей ТИ включает: − намагничивающее устройство (НУ) портативный приставной электромагнит (например, типа МЭМ-9 (ТУ 4276-003-30241810-2011), МЭД-120 (ТУ 4276-012-01124336-2001), МСН 20.36 (МКИЯ.427631.050 ТУ), серии ярмо Y и др.); П Р И М Е Ч А Н И Е – Допускается применение других электромагнитов, создающих на поверхности детали в зонах контроля тангенциальную составляющую напряженности магнитного поля не менее 2000 А/м = 20 А/см. измеритель напряженности магнитного поля (например, типа ИМП-2 (ТУ 6684-002-12863479-01), ИМАГ-400Ц (ТУ 4222-001-20872624-2003), МФ-117 (ТУ 4222-092-20883295-2007) и др.); ТИ 6 ТИ НК В.31-1 П Р И М Е Ч А Н И Е – Допускается применение других типов измерителей напряженности магнитного поля, обеспечивающих измерение амплитудных значений напряженности переменных магнитных полей в диапазоне от 3 до 100 А/см. − устройство проверки выявляющей способности магнитных индикаторов МОН-721; мера ОСО-Г-111; магнитные индикаторы (водная магнитная суспензия приготовленная, например, с использованием КМС ДИАГМА 1200 (ТУ2663-003-41086427-97), ЛМП ДИАГМА 1613 (ТУ2662-001-41086427-97) и др.); П Р И М Е Ч А Н И Я: 1. Допускается применение водных магнитных суспензий, приготовленных с использованием других видов магнитных индикаторов, обеспечивающих уровень чувствительности «В» по ГОСТ 21105. 2. При работе с люминесцентной (флуоресцентной) суспензией для освещения и осмотра поверхности необходим источник УФ излучения в спектральном диапазоне (от 315 нм до 400 нм) с номинальной максимальной интенсивностью излучения на длине волны около 365 нм или синего света с номинальной максимальной интенсивностью излучения на длине волны 455 ± 5 нм с полной шириной кривой распределения на уровне полумаксимума не более 30 нм и увеличивающие контраст защитные желтые очки. вспомогательное оборудование (стенды для закрепления деталей, обеспечивающие наклон, достаточный для стекания магнитной суспензии; устройства для нанесения суспензии на контролируемую поверхность детали и т.п.). 4.8 МПК боковых рам должен проводиться на рабочем месте (посту) НК, соответствующем требованиям ПР НК В.1, ПР НК В.3 и оборудованном средствами МПК по 4.7. При выполнении МПК не допускается проведение каких-либо иных работ на контролируемом объекте. 4.9 К проведению МПК боковых рам допускаются дефектоскописты по магнитному и ультразвуковому контролю 6 разряда по ЕТКС, квалификация которых соответствует требованиям ПР НК В.1, изучившие настоящую ТИ и ЭД средств МПК. 4.10 Ответственность за ежесменную проверку работоспособности средств МПК, проведение МПК и оформление результатов МПК возлагается на дефектоскописта. 4.11 МПК проводится по технологическим картам, разработанным в соответствии с требованиями ПР НК В.1, ПР НК В.3 и настоящей ТИ. В технологической карте магнитопорошкового контроля должны быть указаны: − наименование детали; − обозначение нормативных и технологических документов, на основе которых она разработана; ТИ 7 ТИ НК В.31-1 − характеристики детали; − зоны контроля, возможное направление дефектов, подлежащих выявлению; − эскиз детали и схема намагничивания; − шаг перемещения контакторов (полюсных наконечников) электромагнита; − максимальное расстояние между полюсными наконечниками электромагнита; − тип применяемого НУ; вспомогательные средства контроля; − технологическая оснастка рабочего места, необходимая для проведения контроля; − тип магнитного индикатора (при использовании суспензии – ее состав); − способ контроля (СПП); − требуемое значение напряженности магнитного поля на поверхности детали; − освещенность контролируемой поверхности; − операции проверки работоспособности средств контроля в последовательности их проведения; − операции контроля в последовательности их проведения; − критерии оценки результатов контроля; − подписи лиц, разработавших и утвердивших технологическую карту. Допускается указывать другие сведения, необходимые для проведения контроля. 5 Подготовка к контролю 5.1 Подготовка к МПК боковых рам включает: приготовление магнитной суспензии; проверку работоспособности средств МПК; проверку контролепригодности боковой рамы. 5.2 Приготовить водную магнитную суспензию путем разведения необходимого количества КМС в воде в соответствии с Приложением Д. 5.3 После приготовления и перед началом проведения работ проверить выявляющую способность магнитной суспензии на ОСО Г-111 с помощью намагничивающего устройства МОН 721 в следующей последовательности: установить в корпус устройства МОН 721 меру ОСО-Г-111 маркировкой вверх; подготовить устройство МОН 721 с ОСО-Г-111 (выставить магнитный поток и измерить тангенциальную составляющую магнитного поля на мере) в соответствии с ЭД; тангенциальная составляющая магнитного поля на ОСО-Г111 должна быть в пределах от 380А/м до 420А/м; равномерной слабой струей или распылением нанести магнитную ТИ 8 ТИ НК В.31-1 суспензию на рабочую поверхность образца до полного её смачивания (при смачивании не допускать смывания образовавшихся индикаторных рисунков); визуально при помощи линзы определить характер индикаторного рисунка и наличие (отсутствие) разрывов; магнитная суспензия считается годной для МПК, если индикаторный рисунок над искусственным дефектом четко читается, не имеет разрывов и соответствует дефектограмме, приведенной в паспорте ОСО-Г-111; при неудовлетворительном результате проверки заменить магнитную суспензию и выполнить повторную проверку выявляющей способности на устройстве МОН-721; после проверки протереть ветошью устройство МОН-721 и ОСО-Г-111. 5.4 Выполнить проверку работоспособности НУ в следующей последовательности: 5.4.1 Провести внешний осмотр, при котором проверить: целостность корпуса блока питания и НУ; надежность соединений сетевых кабелей; исправность переключателей и тумблеров блока питания и НУ, подвижность шарнирных соединений полюсных наконечников. 5.4.2 Проверить работоспособность НУ путем измерения напряженности переменного магнитного поля на поверхности детали по следующей методике: − установить НУ на любой прямолинейный участок поверхности детали так, чтобы расстояние между полюсами составляло 150…200 мм; − включить НУ согласно ЭД; − установить в соответствии с ЭД преобразователь измерителя напряженности магнитного поля на поверхность детали вблизи середины между полюсами НУ и измерить тангенциальную составляющую напряженности переменного магнитного поля. Тангенциальная составляющая напряженности магнитного поля должна быть не менее 2000 А/м = 20А/см. 5.5 При положительных результатах по 5.3, 5.4 средства контроля считать работоспособными. 5.6 Допускается проверку работоспособности НУ, а также выявляющую способность магнитной суспензии проводить с применением НО, соответствующего требованиям ПР НК В.3. Проверку выполнить путем проведения контроля образца СПП в следующей последовательности: − нанести суспензию на НО и убедиться, что отсутствует индикаторный рисунок ИД. В противном случае размагнитить НО; − установить портативный электромагнит над НО таким образом, чтобы ИД был между полюсными наконечниками; − одновременно намагнитить портативным электромагнитом НО и равномерной слабой струей или распылением нанести суспензию на рабочую поверхность образца до полного её смачивания (при смачивании не допускать смывания образовавшихся индикаторных рисунков); ТИ 9 ТИ НК В.31-1 − средства контроля считают работоспособными, если индикаторный рисунок над искусственным дефектом четко читается, не имеет разрывов и соответствует дефектограмме. 5.7 Результаты проверки работоспособности средств МПК записывают в журнал установленной формы (Приложение В). 5.8 Проверка контролепригодности боковой рамы заключается в визуальном осмотре ее поверхности в зонах обязательного НК на отсутствие видимых дефектов, загрязнений, краски и других покрытий, мешающих проведению контроля. Перед проведением МПК контролируемые зоны детали должны быть обезжирены ветошью, смоченной в применяемой магнитной суспензии. ПРИМЕЧАНИЕ. Запрещается подвергать МПК детали с обнаруженными при визуальном осмотре дефектами в зонах обязательного НК. 5.9 Установка на стенд НК и снятие со стенда НК боковых рам, обеспечение их контролепригодности (за исключением обезжиривания деталей), а также устранение дефектов не входит в обязанности дефектоскописта. 6 Проведение контроля 6.1 Порядок проведения МПК 6.1.1 МПК включает в себя следующие операции: − намагничивание детали; − нанесение магнитного индикатора на контролируемую поверхность; осмотр контролируемой поверхности и оценку результатов контроля. 6.1.2 МПК литых боковых рам проводить СПП. Операции намагничивания и нанесения суспензии на контролируемую поверхность деталей выполнять одновременно. Намагничивание прекращать после стекания с контролируемой поверхности основной массы суспензии. 6.1.3 Перед нанесением на контролируемую поверхность магнитную суспензию тщательно перемешать так, чтобы магнитные частицы равномерно распределились по всему объему дисперсной среды и при нанесении суспензии оставались во взвешенном состоянии. 6.1.4 Магнитную суспензию наносить на контролируемую поверхность распылением или поливом слабой струей, не смывающей осевшие над дефектами магнитные частицы. 6.1.5 Осмотр поверхностей деталей проводить после стекания основной массы суспензии. 6.1.6 При использовании люминесцентных (флуоресцентных) магнитных суспензий осмотр деталей проводить при освещении контролируемой поверхности синим светом, используя при этом контрастные защитные очки, или УФ-освещением. 6.1.7 Результаты контроля оценивать по наличию или отсутствию на контролируемой поверхности индикаторного рисунка, который должен ТИ 10 ТИ НК В.31-1 образоваться над дефектами. Вид индикаторного рисунка зависит от типа и размеров выявляемых дефектов. 6.1.8 При образовании на контролируемой поверхности скопления магнитного порошка в виде характерного индикаторного рисунка, указывающего на наличие дефекта, протереть ветошью и повторить контроль данной зоны. 6.1.9 По виду индикаторных рисунков определить протяженность и количество выявленных дефектов. При этом длину дефекта принимать равной длине валика магнитного порошка. Группу из нескольких дефектов, расстояние между которыми меньше длины наименьшего из них, принимать за протяженный дефект. ПРИМЕЧАНИЯ: 1. При МПК существует вероятность возникновения ложных индикаторных рисунков, которые могут быть ошибочно идентифицированы как фактические дефекты. Причинами их возникновения могут быть, например: - незначительные повреждения поверхности детали – риски, заусеницы, забоины, следы коррозии и т.п.; - изменения микрорельефа и формы контролируемой поверхности, обусловленные особенностями их конструкции или технологией изготовления; - загрязнённая поверхность. 2. Если, при повторном проведении контроля, валик магнитного порошка отсутствует или меняет форму и месторасположение, то такой индикаторный рисунок следует считать случайным (ложным) и при оценке качества не учитывать. 6.1.10 При обнаружении дефекта на детали обвести его мелом (маркером, краской). 6.2 МПК боковой рамы Намагничивание боковой рамы, проводить во взаимно перпендикулярных направлениях для выявления поверхностных дефектов с произвольной ориентацией. 6.2.1 Включить НУ в сеть. 6.2.2 Установить НУ на поверхность детали в зоне контроля. ПРИМЕЧАНИЕ – Расстояние между полюсными наконечниками электромагнита не должно превышать 200 мм. 6.2.3 Включить НУ и нанести магнитную суспензию на поверхность детали между полюсами НУ. 6.2.4 После стекания суспензии в течение 3…5 с, отключить НУ и осмотреть поверхность детали в пределах зоны контроля, обращая внимание на галтели и переходные части. 6.2.5 Последовательно устанавливая электромагнит на все участки зон МПК (Приложение А) боковой рамы во взаимно перпендикулярных направлениях с шагом 50-70 мм в соответствии со схемами, приведенными на ТИ 11 ТИ НК В.31-1 рисунке 6.1, выполнять 6.2.3 - 6.2.4 и 6.1.2 - 6.1.10. ПРИМЧАНИЕ – Шаг перемещения электромагнита устанавливается в зависимости от размера зоны ДН, определенного по методике, приведенной в приложении Г. Схемы установки электромагнита на контролируемые боковой рамы приведены на рисунке 6.1. поверхности 50-70 мм б) в) а) Рисунок 6.1 – Схемы установки электромагнита на контролируемые поверхности боковой рамы: а – схема продольного намагничивания углов буксового проёма; б – схема поперечного намагничивания углов буксового (рессорного) проёма; в – схема намагничивания плоских поверхностей. 7 по ТИ Оценка качества и оформление результатов контроля 7.1 Оценку качества боковой рамы выполняет дефектоскопист II уровня магнитному виду контроля с привлечением, при необходимости, 12 ТИ НК В.31-1 руководителя ЛНК. 7.2 Результаты МПК оценивать по наличию или отсутствию на контролируемой поверхности индикаторного рисунка. 7.3 Признаком наличия недопустимого дефекта по результатам МПК является обнаружение в зоне обязательного НК линейного индикаторного рисунка длина которого больше чем его трёхкратная ширина. 7.4 Регистрацию результатов МПК боковых рам в рабочем журнале выполняет дефектоскопист до конца смены. Рекомендуемая форма журнала регистрации результатов МПК боковых рам приведена в Приложении В. 7.5 Журналы результатов НК боковых рам по их окончанию хранить в архиве ЛНК не менее 5 лет. 8 Охрана труда Все виды работ по подготовке и проведению МПК проводить в соответствии с требованиями к охране труда, представленными в ПР НК В.1, ПР НК В.3, и инструкцией по охране труда, действующей на предприятии. ТИ 13 ТИ НК В.31-1 Библиография [1] ОСТ 24.153.08-1978 Тележки двухосные грузовых вагонов колеи 1520 (1524) мм. Детали литые. Технические требования. [2] ОСТ 32.183-2001 Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная. Технические условия. ТИ 14 ТИ НК В.31-1 ПРИЛОЖЕНИЕ А (обязательное) Зоны обязательного неразрушающего контроля а) б) 1 – наружный радиус буксового проема; 2 – внутренний радиус буксового проема; 3 – наклонный пояс Рисунок А.1 – Зоны обязательного НК боковых рам тележек 18-100, 18-578 и их аналогов (а- коробчатого сечения, б-таврового сечения) 1 – наружный радиус буксового проема; 2 – внутренний радиус буксового проема; 3 – наклонный пояс; 4 – нижний пояс Рисунок А.2 – Зоны обязательного НК боковых рам тележек 18-9800 ТИ 15 ТИ НК В.31-1 1 – наружный радиус буксового проема; 2 – внутренний радиус буксового проема; 3 – наклонный пояс; 4 – нижний пояс Рисунок А.3 – Зоны обязательного НК боковых рам тележек 18-9836 1 – наружный радиус буксового проема; 2 – внутренний радиус буксового проема; 3 – наклонный пояс; 4 – боковая поверхность нижнего пояса; 5 – полка нижнего пояса Рисунок А.4 – Зоны обязательного НК боковых рам тележек 18-9810, 18-9855 ТИ 16 ТИ НК В.31-1 ПРИЛОЖЕНИЕ Б (рекомендуемое) Пример типовой технологической карты МПК боковых рам портативным электромагнитом МЭД-120 ТЕХНОЛОГИЧЕСКАЯ КАРТА ТК В.31-1 Магнитопорошковый контроль боковых рам На листах 5 коробчатого сечения тележек 18-100 и их аналогов при ремонте Утверждаю: Узел: тележка Марка стали: Способ контроля: СПП Лист 1 Н , А/см: не менее 20 Главный инженер 18-100 и 20ГЛ t предприятия аналоги Шероховатость Освещенность контролируемой Деталь: Рама не более: поверхности, лк: не менее 1000. « » 20 г. боковая Rz 320 мкм максимальный шаг перемещения Цвет: Серый электромагнита, мм: 70 максимальное расстояние между полюсными наконечниками, мм: 200 направление дефекта, подлежащего выявлению: произвольное наличие в зонах контроля линейного НД на контроль: ПР НК В.3, Критерии ТИ НК В.31-1 браковки: индикаторного рисунка, длина которого больше чем его трёхкратная ширина Зоны контроля: Предприятие 1 – наружный радиус буксового проема; 2 – внутренний радиус буксового проема; 3 – наклонный пояс ТИ 17 ТИ НК В.31-1 ТЕХНОЛОГИЧЕСКАЯ КАРТА ТК В.31-1 На листах 5 Магнитопорошковый контроль боковых рам тележек 18-100 и их аналогов при ремонте Деталь: Боковая рама Узел: Тележка 18-100 и аналоги Лист 2 Средства контроля Комплект средств МПК боковой рамы: Вспомогательные средства: - стенд для закрепления рамы; Устройство для полива (распыления) - намагничивающее устройство (НУ): суспензии: пластмассовая кружка (лейка; распылитель); портативный электромагнит МЭД-120; Устройства для осмотра и измерения: - измеритель напряженности магнитного поля ИМП-2; лупа не менее 4х, переносной светильник 12В, линейка (рулетка). - устройство проверки выявляющей способности Средства маркировки: маркер (мел), магнитных индикаторов МОН-721; краска. - мера ОСО-Г-111; Средства очистки: обтирочный - магнитная суспензия (состав): материал. а) концентрат магнитной суспензии «Диагма-1200» по ТУ 2662-003-41086427-97 (30±5) г., б) вода водопроводная (1л). Предприятие: 1 Подготовительные операции 1.1 Приготовить и проверить выявляющую способность магнитной суспензии. В соответствии с Приложением приготовить и проверить выявляющую способность магнитной суспензии на образце ОСО-Г-111, намагниченном при помощи устройства МОН 721. Ранее приготовленную суспензию, тщательно перемешанную, проверять ежесменно в начале каждой рабочей смены. 1.2 Проверить работоспособность НУ 1.2.1 Проверить целостность электромагнита МЭД-120, подвижность шарнирных соединений полюсных наконечников и очистить от загрязнений при тугом ходе. 1.2.2 Проверить заземление всех розеток для подключения в сеть средств НК. 1.2.3 Включить электромагнит в сеть 220 В. 1.2.4 Измерить тангенциальную составляющую напряженности магнитного поля Ht, для чего: установить электромагнит на наклонный пояс рамы боковой; преобразователь измерителя напряженности магнитного поля ИМП-2, установить в центре между полюсами электромагнита так, чтобы его рабочая поверхность была перпендикулярна силовым линиям магнитного поля; включить измеритель напряженности магнитного поля ИМП-2 в режиме измерения переменных магнитных полей, А/см; включить тумблер SA1 на передней панели блока питания МЭД-120, нажать кнопку SD1 на электромагните; намагнитить деталь (непрерывное время намагничивания не должно превышать 3-х секунд, с перерывами до 5 секунд); во время намагничивания снять показания с дисплея измерителя напряженности магнитного поля. 1.2.5 Результаты проверки внешнего состояния и работоспособности НУ оформить в Журнале проверки работоспособности средств МПК. ПРИМЕЧАНИЕ: При значении напряжённости в контрольных точках менее 2000А/М, признать намагничивающее устройство неисправным, зафиксировать неисправность в Журнале проверки работоспособности и прекратить работу до устранения неисправности. ТИ 18 ТИ НК В.31-1 ТЕХНОЛОГИЧЕСКАЯ КАРТА ТК В.31-1 На листах 5 Магнитопорошковый контроль боковых рам тележек 18-100 и их аналогов при ремонте Деталь: Боковая рама Узел: Тележка 18-100 и аналоги Лист 3 1 Подготовительные операции 1.3 Проверить контролепригодность боковой рамы Выполнить визуальный осмотр поверхности боковой рамы на отсутствие видимых недопустимых дефектов, загрязнений, краски и других покрытий, мешающих проведению контроля. ПРИМЕЧАНИЕ: Установка на пост НК и снятие с поста НК боковых рам, обеспечение их контролепригодности, а также устранение дефектов не входит в обязанности дефектоскописта. 2 Операции контроля 2.1 Работникам цеха установить и закрепить боковую раму на стенд для проведения МПК. 2.2 Установить НУ на деталь в зоне контроля. 2.3 Тщательно перемешать магнитную суспензию так, чтобы магнитные частицы равномерно распределились по всему объему дисперсной среды и при нанесении суспензии оставались во взвешенном состоянии. 2.4 Включить НУ нажатием кнопки «SD1». Непрерывное время намагничивания не должно превышать 3-х секунд, с перерывами до 5 секунд. 2.5 Во время намагничивания, поливом слабой струей (не смывающей осевшие над дефектами магнитные частицы) или распылением нанести суспензию между полюсами электромагнита. 2.6 Дать стечь суспензии в течение 3…5 с. 2.7 Выключить НУ. 2.8 Осмотреть поверхность детали между полюсами электромагнита. 2.9 Результат контроля оценить по наличию на контролируемой поверхности индикаторного рисунка, который образовался над дефектом. ПРИМЕЧАНИЕ: Вид индикаторного рисунка зависит от типа и размера выявляемых дефектов. По виду индикаторных рисунков определить протяженность и количество выявленных дефектов. При этом длину дефекта принимать равной длине валика магнитного порошка. Группу из нескольких дефектов, расстояние между которыми меньше длины наименьшего из них, принимать за протяженный дефект. 2.10 При образовании на контролируемой поверхности скопления магнитного порошка в виде характерного индикаторного рисунка (валика), указывающего на наличие дефекта, деталь протереть ветошью и повторить контроль по п.п. 2.3-2.7. 2.11 В случае повторного образования на контролируемой поверхности скопления магнитного порошка в виде характерного индикаторного рисунка произвести разметку границ дефекта маркером (мелом) красного цвета. 2.12 Осуществить переустановку электромагнита, в том же месте, в положение перпендикулярное предыдущему и провести контроль данного участка по п.п. 2.3 - 2.11. 2.13 При отсутствии на контролируемой поверхности индикаторных рисунков по результатам контроля при взаимно перпендикулярных положениях электромагнита, контролируемый участок признается годным. 2.14 Последовательно, устанавливая электромагнит в каждой точке во взаимно перпендикулярных направлениях, провести контроль по п.п. 2.3 - 2.13 всех зон МПК перемещая его по поверхности боковой рамы с шагом 50-70 мм в соответствии со схемами намагничивания, представленными на рисунке. Предприятие: ТИ 19 ТИ НК В.31-1 Предприятие: Деталь: ТЕХНОЛОГИЧЕСКАЯ КАРТА ТК В.31-1 На листах 5 Магнитопорошковый контроль боковых рам тележек 18-100 и их аналогов при ремонте Боковая рама Узел: Тележка 18-100 и аналоги Лист 4 Рисунок – Схемы намагничивания боковой рамы 3 Оценка качества и оформление результатов контроля 3.1 Оценить результаты МПК по наличию или отсутствию на контролируемой поверхности индикаторных рисунков. 3.2 Признаком недопустимого дефекта по результатам МПК является обнаружение линейного индикаторного рисунка, длина которого больше чем его трёхкратная ширина. 3.3 Результаты МПК записать в журнал установленной формы. 3.4 Журналы регистрации результатов МПК боковых рам по их окончанию хранить в архиве не менее 5 лет. Разработал: Начальник ЛНК ТИ ФИО 20 ТИ НК В.31-1 Предприятие: Деталь: ТЕХНОЛОГИЧЕСКАЯ КАРТА ТК В.31-1 На листах 5 Магнитопорошковый контроль боковых рам тележек 18-100 и их аналогов при ремонте Боковая рама Узел: Тележка 18-100 и аналоги Лист 5 ПРИЛОЖЕНИЕ Проверка качества магнитной суспензии с помощью намагничивающего устройства МОН 721 1. Установить в корпус устройства МОН 721 образец ОСО-Г-111 маркировкой вверх. 2. Подготовить устройство МОН 721 с ОСО-Г-111 (выставить магнитный поток и измерить тангенциальную составляющую магнитного поля на ОСО-Г-111) в соответствии с ЭД; тангенциальная составляющая магнитного поля на ОСО-Г-111 должна быть в пределах от 380А/м до 420А/м. 3. Равномерной слабой струей или распылением нанести суспензию на рабочую поверхность образца до полного её смачивания (при смачивании не допускать смывания образовавшихся индикаторных рисунков). 4. Визуально при помощи линзы определить характер индикаторного рисунка и наличие (отсутствие) разрывов. 5. Суспензия считается годной для МПК, если индикаторный рисунок над искусственным дефектом четко читается и не имеет разрывов, соответствует дефектограмме, приведенной в паспорте ОСО-Г-111. 6. При неудовлетворительном результате проверки заменить магнитную суспензию и выполнить повторную проверку выявляющей способности на устройстве МОН 721. 7. После проверки протереть устройство МОН 721 и ОСО-Г-111. Разработал: Начальник ЛНК ТИ ФИО 21 ТИ НК В.31-1 ПРИЛОЖЕНИЕ В (рекомендуемое) Формы журналов Подпись лица, проводившего проверку работоспособности проверки Заключение о работоспособности или неисправности средства НК 3 журнала Фактические значения, полученные при проверке работоспособности 2 форма Результаты визуального осмотра средств НК Тип средства НК, заводской номер 1 Тип вспомогательного оборудования/ настроечного образца Дата Таблица В.1 – Рекомендуемая работоспособности средств МПК 4 5 6 7 ПРИМЕЧАНИЯ: Графа 2 для электромагнита (НУ) заполняется: тип и заводской номер; для суспензии – тип КМС и номер партии. Графа 3 – указывается тип измерителя напряженности магнитного поля или НО с ИД. Графа 4 – при отсутствии нарушений целостности корпуса, тумблеров, соединительных кабелей и заземления указывается: исправен. При неисправности средств НК указывается причина неисправности. Графа 5 – При использовании измерителя напряженности магнитного поля указывается напряженность магнитного поля (Ht) намагничивающего устройства. При использовании настроечного образца указывается визуализация магнитной индикации – четкий/не четкий, с разрывами/без разрывов. При наличии в НУ амперметра и вольтметра указывается их показания. ТИ 22 ТИ НК В.31-1 ПРИЛОЖЕНИЕ В (продолжение) Таблица В.2 – Рекомендуемая форма журнала регистрации результатов МПК боковых рам Дата Номер рамы Завод и год изготовле ния 1 2 3 ТИ Результаты МПК в соответствии с ТИ НК В.31-1 Описание Заключение о Подпись обнаруженных результатах дефектоскописта дефектов (зона контроля выявления и длина) 4 5 6 23 ТИ НК В.31-1 ПРИЛОЖЕНИЕ Г (справочное) Методика определения зоны ДН Г.1. Определение зоны ДН для ручного электромагнита (включая неконтролируемую зону). Г.1.1. Установить электромагнит на плоскую поверхность детали так, чтобы расстояние между полюсами составляло 150 ÷ 200 мм (рисунок Г.1). Г.1.2. Намагничивая деталь (непрерывное время намагничивания не должно превышать 3-х секунд, с перерывами до 5 секунд), измерить тангенциальную составляющую Н вектора напряженности магнитного поля t вблизи середины между полюсами электромагнита. Значение Нt должно соответствовать требованиям п 5.4.2. Г.1.3. Определить ширину b зоны ДН (рисунок Г.1), зафиксировав крайние точки на поверхности детали, в которых значение Н равно 2000 А/м = 20 А/см. t 1 — магнит; 2 — деталь или НО; 3 — силовые линии магнитного поля; 4 — ИД; a и b — длина и ширина зоны ДН; c = 5...15 мм — ширина неконтролируемой зоны на поверхности детали вблизи полюсов магнита Рисунок Г.1 — Определение зоны ДН электромагнита Г.1.4. Установить электромагнит на НО или ОСО-Г-111 таким образом, чтобы поперечный ИД располагался на прямой между полюсами, при этом один из полюсов располагался вблизи ИД на расстоянии 5 мм. Г.1.5. Провести контроль НО или ОСО-Г-111, оценить выявляемость дефекта и соответствие индикаторного рисунка дефектограмме. Г.1.6. Если валик порошка не выявлен, отодвигать ближний к ИД полюс на расстояние 6-15 мм, повторяя операцию по п. Г.1.5. Г.1.7. Зафиксировать расстояние (c+1) мм между ИД и ближним полюсом электромагнита, на котором ИД уверенно выявляется, а валик порошка соответствует эталонной дефектограмме. ТИ 24 ТИ НК В.31-1 ПРИЛОЖЕНИЕ Д (справочное) Основные типы магнитных индикаторов Таблица Д.1 – Магнитные суспензии Состав суспензии Цвет/ Назначение Концентрат магнитной Черный/ Контроль суспензии (КМС) деталей со светлой ДИАГМА 1100 поверхностью любой ТУ 2662-003-41086427-97 шероховатости Вода водопроводная Кол-во (40 ± 5) г до 1 л Красно-коричневый/ КМС ДИАГМА 1200 Контроль деталей с ТУ 2662-003-41086427-97 темной Вода водопроводная поверхностью любой шероховатости (30 ± 5) г до 1 л КМС «МИНК-10» ТУ 2379-001-735276082004 Вода водопроводная Красно-коричневый/ Контроль деталей с темной поверхностью любой шероховатости (25 ± 5) г до 1 л КМС «МИНК-30» ТУ 2379-001-735276082004 Вода водопроводная Черный/ Контроль деталей со светлой поверхностью любой шероховатости (25 ± 5) г до 1 л LY1500 ТУ 2379-001-302418302011 Вода водопроводная Люминесцентный зеленый/ Контроль деталей с (10…15) г темной поверхностью до 1 л любой шероховатости Способ приготовления Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду. Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду. Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду. Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду. Необходимое количество концентрата развести в требуемом количестве воды до получения однородной суспензии. Выдержать десять минут. Повторно перемешать. В случае применения водных/масляных суспензий, приготовленных с использованием других видов магнитных индикаторов, состав и способ её приготовления в соответствии с ТУ указывается в технологической карте. ТИ 25 ТИ НК В.31-1 Лист регистрации изменений Номера листов (страниц) Номер замененизменения ных ТИ Номер Подпись, Дата документа об дата введения аннулироновых изменении и внесения изменения ванных дата изменений