Комплект двойной направляющей и двух опорных баз является
advertisement

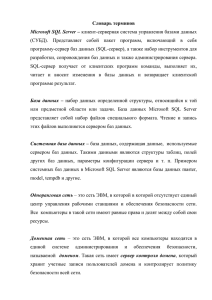
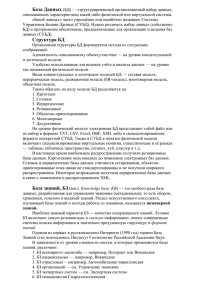
КОЗЕЛЬСКИЙ ФИЛИАЛ ГБОУ СПО МО ДМИТРОВСКОГО ГОСУДАРСТВЕННОГО ПОЛИТЕХНИЧЕСКОГО КОЛЛЕДЖА Технология машиностроения УЧЕБНОЕ МЕТОДИЧЕСКОЕ ПОСОБИЕ. КУРС ЛЕКЦИЙ. ТЕМА «БАЗИРОВАНИЕ». ДЛЯ СТУДЕНТОВ СПЕЦИАЛЬНОСТИ 151901 «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ» Козельск, 2012 1 ОДОБРЕНА Утверждаю: Предметной цикловой Зам. Директора по учебной работе комиссией Денисов С.В. протокол № от 2012г. Председатель: Рыбакова Л.Г. Технология машиностроения Методическое пособие. Курс лекций. Тема «Базирование» Методическое пособие предназначено для студентов среднего профессионального образования технологических специальностей дневного и заочного отделений. Курс «Технология машиностроения» является специальной дисциплиной при подготовке техников-технологов для машиностроения. В методическом пособии рассматривается базирование, классификация баз, способы установки заготовки на станке, требования к выбору технологических баз, разработка конструктивной формы детали, условное обозначение опор. Составлено в соответствии с Государственными требованиями к уровню содержания и подготовки выпускника специальности 151901 «Технология машиностроения». Автор: преподаватель КФДГПК Рыбакова Л.Г. преподаватель КФДГПК Дмитриев Н.И. Зам. гл. инженера ФГУП НПЦ АП СПЗ Корнеев А.И. Рецензенты: 2 Содержание 1. Классификация баз…………. ………………………………………………………4 2. Комплект баз для деталей типа «призма» (корпусные, кронштейны) и расположение точек контакта на ее поверхностях…………………………………7 3. Комплект баз для деталей тел вращения типа «вал» при отношении 𝐿 𝐷 >1и расположение точек контакта на ее поверхностях…………………………………8 4. Комплект баз для деталей тел вращения типа «диск» при отношении 𝑳 𝑫 <𝟏и расположение точек контакта на ее поверхностях…………………………………8 8 5. Способы установки заготовки на станке ……………………………………….....9 6. Требования к выбору технологических баз……………………………………….9 7. Разработка конструктивной формы детали………………………………………10 Приложения: 1. Виды баз…………………………………………………………….13 2. Рекомендации по выбору баз……………………………………..15 3. Условные обозначения опор………………………………………16 Список использованной литературы…………………………………………...........21 3 Базирование Положение детали в машине, в процессе ее обработки и в процессе ее контроля занимает важное место в процессе создания машины и от этого зависит качество машины и детали. Проектирование технологического процесса связанно с выбором баз. Заготовка в приспособлении должна быть установлена и закреплена так, чтобы в процессе обработки она не могла перемещаться и вращаться относительно трех координатных осей. При выполнении этого условия, заготовка лишается всех шести степеней свободы. В зависимости от условий выполнения технологического процесса может быть частичная ориентация, необходимая для данного вида обработки. Базирование - это придание заготовке требуемого положения, относительно выбранной системы координат. Придание заготовке требуемого положения осуществляется путем соприкосновения ее поверхности (детали) с поверхностями приспособления или стола станка. Контактирование этих поверхностей осуществляется через точки контакта, которые располагаются на поверхности определенным образом. Базирование заготовки осуществляется с помощью нескольких ее поверхностей - баз. Базой называется поверхность, ось, точка принадлежащая заготовке и используемая для базирования. 1. Классификация баз По назначению базы подразделяют: - конструкторские; - технологические; - измерительные. Конструкторская база - это база, которая служит для определения положения детали в машине. Технологическая база- это база, используемая для определения положения заготовки в процессе обработки. Измерительная база - это база, используемая для измерения и оценки точности деталей, она используется для настройки станка Конструкторские базы включают в себя: - основные базы; - вспомогательные базы. Основная база - это конструкторская база, принадлежащая детали и используемая для определения ее положения в машине. Вспомогательная база - это конструкторская база, принадлежащая детали и используемая для определения положения присоединяемых к ней деталей. Любая деталь может иметь один комплект основных баз и несколько комплектов вспомогательных баз, в зависимости от того сколько деталей к ней присоединено. 4 По лишаемым степеням свободы базы подразделяют: - установочные. Установочная база – плоская поверхность с наибольшей площадью. Отнимает три степени свободы. - направляющие. Направляющая база – это плоская длинная и узкая поверхность. Отнимает две степени свободы. - опорная. Наименьшая по площади плоская поверхность. Отнимает одну степень свободы. - двойная направляющая. Цилиндрическая длинная поверхность или две цилиндрические короткие поверхности. Отнимает четыре степени свободы. При установке в центрах также отнимается четыре степени свободы. - двойная опорная. Цилиндрическая узкая поверхность. Отнимает две степени свободы. По характеру проявления базы бывают: - явные; - скрытые. Явные базы - это базы в виде реальной поверхности, разметочные риски. Скрытые базы - это воображаемая база в виде плоскости, оси или точки. 5 Скрытые базы В зависимости от служебного назначения все поверхности детали подразделяются: - на основные - присоединительные (вспомогательные базы) - исполнительные - свободные. Основные поверхности - это поверхности, с помощью которых определяется положение детали в узле. Присоединительные – это поверхности, определяющие положение всех присоединяемых к ней деталей. Исполнительные – это поверхности, выполняющие служебное назначения (у зубчатого колеса – это профиль зубьев). Свободные – это поверхности, предназназначеные для соединения основных и присоединительных поверхностей и исполнительных поверхностей между собой с образованием конструктивной формы детали. 6 2. Комплект баз для деталей типа «призма» (корпусные, кронштейны) и расположение точек контакта на ее поверхностях: Точки контакта распределяются на поверхностях контакта следующим образом: - на нижней поверхности три точки (1,2,3) и эта база называется - установочной базой, которая лишает заготовку трех степеней свободы - перемещение вдоль Оу и вращения вокруг осей Оу и Ох. Установочная база – поверхность с наибольшей площадью. - на боковой поверхности расположены две точки контакта ( 4,5) и называются направляющей базой, лишающей заготовку двух степеней свободы перемещение вдоль оси Ох и вращения вокруг оси Оу. Направляющая база – это длинная и узкая поверхность. - на торцевой поверхности находится одна точка контакта (6) - эта поверхность называется опорной базой, лишающая заготовку одной степени свободы перемещение вдоль оси Оz или поворота вокруг одной из осей Ох, Оу, Оz. Комплект баз состоит из установочной, направляющей и опорной баз. Условные обозначения баз и опорных точек. 7 𝑳 3. Комплект баз для деталей тел вращения типа «вал» при отношении > 𝟏 и 𝑫 расположение точек контакта на их поверхностях: - четыре точки контакта (4 степени свободы) будут располагаться на цилиндрической поверхности, т.е. с помощью этой поверхности мы лишаем деталь четырёх степеней свободы, поэтому цилиндрическая поверхность называется двойной направляющей. Она лишает деталь перемещений относительно двух осей Ох, Оу и двух вращений вокруг этих же осей. - перемещение относительно оси Оz лишает точка 5, наложенная на торец заготовки - этот торец является опорной базой. - чтобы исключить угловое перемещение детали относительно своей оси надо наложить дополнительно точку 6 – это будет также опорной базой. При установке вала на призмы 5 степень свободы отнимается ограничителем приспособления, 6 степень свободы отнимается приложенной силой зажима. Комплект двойной направляющей и двух опорных баз является типовым для деталей тел вращения типа «вал». В некоторых случаях двойную направляющую базу образует сочетание двух цилиндрических или конических поверхностей небольшой протяженности - это шейки вала под подшипники или центровые гнезда. 𝑳 4. Комплект баз для деталей тел вращения типа «диск» при отношении < 𝟏 𝑫 и расположение точек контакта на их поверхностях: - положение диска будет более устойчивым, если его положить на торец и торец сделать установочной базой, которая будет отнимать три степени свободы: перемещение вдоль оси Оу и двух вращений вокруг осей Оx и Оz. Торец диска является установочной базой. Цилиндрическая узкая часть детали будет отнимать две степени свободы, а именно перемещений вдоль оси Оx и Oz, такая поверхность называется - двойной опорной базой, в отличие от направляющей базы которая лишает одного перемещения и одного поворота. Для полного базирования необходимо наложить шестую связь, которая исключит поворот вокруг оси Oу. Эту задачу можно решить за счет шпоночного паза или при 8 закреплении в трёхкулачковом самоцентрирующем патроне с приложением усилия зажима. Комплект установочной, двойной опорной баз и усилия зажима является типовым для деталей тел вращения типа «диск». 5. Способы установки заготовки на станке Заготовки на станке могут быть установлены тремя способами: 1 способ - установка с выверкой положения деталей по необработанным поверхностям - является самой несовершенной и трудоемкой, выполняется высококвалифицированными рабочими. Применяется в единичном производстве при обработке литых деталей простой конфигурации при закреплении в четырёхкулачковом патроне или на планшайбе. 2 способ - установка с выверкой положения заготовок по разметке. Применяется в единичном и мелкосерийном производстве, когда затраты на изготовление приспособления не целесообразны, при обработке крупных деталей когда погрешности разметки меньше допуска на размер; ускоряет подготовку станка к работе. 3 способ - установка в приспособлениях. Применяется в серийном, крупносерийном и массовом производствах и обеспечивают высокую точность базирования. 6. Требования к выбору технологических баз От правильного выбора технологических баз зависит: - точность взаимного расположения обрабатываемых поверхностей (⊥, ∥ и симметричность); - точность размеров; - степень сложности приспособления, конструкция приспособления. Исходные данные для выбора баз: - чертеж детали; - чертёж заготовки; - служебное назначение детали. Основные принципы выбора баз. 1. Принцип совмещения баз, т.е. в качестве технологических баз принимать основные конструкторские базы, которые определяют 9 положение детали в машине. От них задаётся большинство размеров. В случае не совпадения конструкторских и технологических баз возникают погрешности базирования; 2. Принцип постоянства баз, т.е. использовать на всех основных операциях одни и те же базы. Для выполнения этого принципа часто создают базы, не имеющие конструкторского назначения - это центровые гнезда у валов; 3. Базы должны обеспечивать устойчивую и надёжную установку заготовки; 4. Базы должны быть связаны с обрабатываемой поверхностью кратчайшей размерной связью. Рекомендация по выбору баз. Выбор баз для первой операции: а). для деталей у которой обрабатываются не все поверхности, первой черновой базой следует выбирать поверхности остающиеся черновыми; б). если обрабатываются все поверхности детали, базой следует выбирать поверхность, имеющую наименьший припуск; в). необработанные поверхности в качестве баз могут применяться только один раз и только на первой операции, т.е. после выполнения первой операции черновые базы должны быть заменены на чистовые. Повторное использование черновых баз недопустимо. Выбор баз для промежуточных операций: - при выборе баз для промежуточных операций надо обращать внимание на размерные цепи, соединяющие базовую поверхность с обрабатываемой поверхностью (размерная цепь должна быть кратчайшей). Выбор баз для завершающей операции: - как правило, такими базами являются основные конструкторские базы, и от которых задаются размеры большинства поверхностей с более жесткими требованиями; - при выполнении точных размеров измерительную базу рекомендуется совмещать с установочной базой; - при смене баз переходят от менее точной базы к более точной. 7. Разработка конструктивных форм детали Конструктивные формы поверхностей детали разрабатывают исходя из служебного назначения детали. Вначале разрабатывают (для валов): - исполнительные поверхности, с помощью которых деталь выполняет своё служебное назначение; - затем вспомогательные (присоединительные) поверхности, которые определяют положение деталей, присоединяемых к ней; - основные базы, которые определяют положение самой детали в машине; - свободные поверхности необходимые для конструкции детали. Рассмотрим разработку конструктивных форм вала II редуктора (рис.1). Вал II предназначен для передачи вращательного движения и крутящего момента от зубчатого колеса Z2 к Z3. Вал определяет относительное положение зубчатых колёс в узле. Для того, чтобы вал передавал вращательное движение и крутящий момент от Z2 к Z3 надо лишить зубчатые колёса Z2 и Z3 6-ти степеней свободы относительно вала (рис.2). 10 Рис.1. Схема редуктора Для этого надо создать два комплекта вспомогательных баз, в состав которых входят цилиндрические поверхности 1 и 4 и торцевые поверхности 2 и 5. Цилиндрические поверхности 1 и 4 являются двойной направляющей (лишают 4 степеней свободы), торцевые поверхности являются опорными базами (отнимают 1 степень свободы) и лишают перемещения зубчатого колеса вдоль вала. Вторую опорную базу создают за счёт шпонок 3 и 6 (1 степень свободы) и лишающих зубчатых колёс вращения вокруг вала. У вала вспомогательные базы выполняют функции исполнительных поверхностей. Чтобы определить положение вала с сидящими на ней зубчатыми колесами относительно других деталей редуктора надо создать комплект основных баз, т.к. вал должен вращаться согласно своему служебному назначению, он должен иметь опорные поверхности 7 и 8, которые образуют двойную направляющую базу вала (отнимает 4 степени свободы). Для исключения перемещения вдоль оси вал должен иметь опорную поверхность - торцевая поверхность 9 (5 степень свободы). Вращение вала (6 степень свободы) не отнимается, т. к. вал должен вращаться. Рис.2. Конструктивные формы вала II Свободные поверхности. Для ограничения длины вала, выбираем 2 плоские поверхности 10 и 11. Для придания удобной формы средней части вала используем цилиндрическую поверхность 12. Размерные связи: При разработке различных цепей в машине, в деталях определяют: - размеры поверхности деталей; - относительное положение поверхности деталей; - относительное положение деталей в узле, механизме (сборочный чертёж); - относительное положение механизмов, узлов в машине; 11 - размерные связи разрабатывают, начиная с определения размеров поверхностей деталей (длины, числа зубьев, шаг резьбы) в результате расчётов на прочность, жёсткость, определяется диаметр валов, диаметр делительной окружностей, размеры отверствий под подшипники; - затем определяют относительное положение поверхностей детали, задавая ⊥, ∥ и симметричность. Простановка размеров на чертежах зависит от служебного назначения деталей. Пример. Рассмотрим установление размерных связей между поверхностями вала (рис.3). В соответствии со служебным назначением вал имеет 1 комплект основных баз и 2 комплекта вспомогательных баз. Положение зубчатых колёс в редукторе определяется положением вспомогательных баз относительно основных баз вала, поэтому за начало отсчёта выбираются основные базы. Размеры, нанесённые на чертёж, непосредственно участвуют в работе редуктора. От правильности размеров и допусков на чертеже детали зависит ее качество. Эти размеры являются составляющими звеньями размерной цепи редуктора. Рис.3. Размерные цепи Типовые технологические требования к точности взаимного расположения поверхности: Рис.4. Типовые технологические требования 12 Приложение 1 Виды баз 13 14 Приложение 2 15 Приложение 3 16 17 18 19 20 СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Технология машиностроения. В.В.Клепиков, А. Н. Бодров, Москва, ФОРУМ-ИНФРА-М, 2004. 2. Технология машиностроения. А.П. Тихонов, М.А.Заславский, Машгиз, 1963. 3. Технология машиностроения. Сборник задач и упражнений. В.А.Аверченков, О.А.Горленко и др., Москва, ИНФРА-М, 2005. 4. Справочник инженера-технолога в машиностроении. А.П. Бабичев, И.М. Чукарина и др., Ростов-на-Дону, ФЕНИКС, 2006. 5. Технология машиностроения. Книга 1. Основы технологии машиностроения. С.Л. Мурашкин, Москва, Высшая школа, 2003. 6. «Технология машиностроения. Книга 2.Производство деталей машин под редакцией С.Л. Мурашкина, М.,2003г. 7. Технология машиностроения. Л.В.Лебедев, В.У. Мнацакян и др., Москва, Высшая школа, АСАДЕМА, 2006 8. Справочник технолога – машиностроителя. Том 1 под редакцией А.Г.Косиловой и Р.К. Мещерякова, Москва, «Машиностроение» 1972г. 9. Справочник технолога – машиностроителя. Том 2 под редакцией А.Н. Малова, Москва, «Машиностроение» 1972г. 10.Классификатор ЕСКД, классы 71,72,73,74,75,76. Иллюстированный определитель деталей. Москва, 1986. 11. ГОСТ 3.1107-81. Опоры, зажимы и установочные устройства. Графическое обозначение. 21