Резьбовые соединения
advertisement

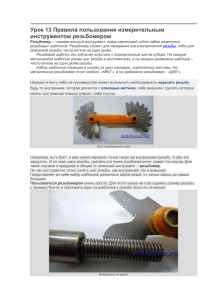
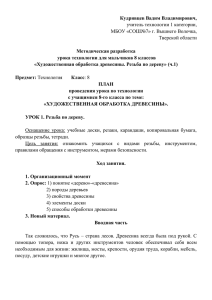
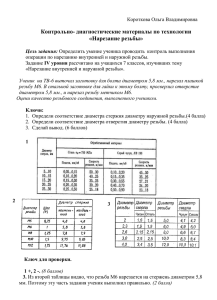
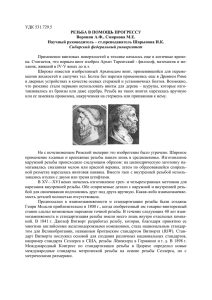
Резьба • Начало ХVII века можно считать моментом появления разъёмного резьбового соединения соединения, выполняемого с помощью резьбовых крепежных деталей – болтов, винтов, шпилек и гаек с резьбой, непосредственно нанесенной на соединяемые детали. Резьбовые соединения деталей Соединение двух деталей с помощью резьбы, в которой одна из деталей имеет наружную резьбу, а другая внутреннюю Резьбовые соединения • — это наиболее распространенный тип разъемного соединения деталей машин, образованного при помощи винтовой (спиральной) поверхности, размещенной на входящих одна в другую деталях с наружной и внутренней резьбой. В зависимости от конструкции и условий эксплуатации соединение может быть подвижным и неподвижным. • В резьбовых соединениях используются различные типы резьбы, в зависимости от требований, предъявляемых к соединению, и выполняемых им технических задач. • К достоинствам резьбовых соединений можно отнести взаимозаменяемость деталей, высокую технологичность изготовления, высокую надежность, массовое распространение. • Основные виды резьбового соединения – болтовое, шпилечное и винтовое соединение. • • • • Возможность унифицирования резьб еще не означала их общую унификацию, поскольку каждый производитель был заинтересован иметь собственные стандарты. Со временем появилась настоятельная потребность создания ряда государственных или международных стандартов. Первый важный шаг в этом направлении был сделан в Великобритании в 1841 г., когда Дж. Витворт представил Институту гражданских инженеров свой доклад под названием "Система унифицирования винтовых резьб".Витворт предлагал установить для болтов и винтов данного размера единообразие таких параметров резьбы, как профиль, шаг и высота профиля. Он рекомендовал, чтобы угол профиля (угол между сторонами соседних витков) был равен 55°, а число витков на один дюйм должно определяться диаметром болта или винта. Вершины витков резьбы и основания впадин должны быть закруглены на 1/6 высоты исходного профиля. К 1881 г. система Витворта была принята в качестве британского стандарта. В США стандартизация начала проводиться в 1864 г. У. Селлерс, производитель металлорежущих инструментов в Филадельфии, убедил Институт Франклина учредить комиссию, ответственную за разработку государственных стандартов. У Селлерса было несколько поправок к системе Витворта. Он считал, что угол профиля 55° трудно измерить, и поэтому предлагал заменить его на 60°. К тому же он полагал, что при таком угле резьба будет прочнее. Селлерс также предложил резьбу с уплощенными вершинами витков и основаниями впадин, поскольку, по его мнению, предусматриваемое в стандарте Витворта закругление этих участков профиля приводило к неопределенности соответствия между болтом и гайкой и снижало прочность резьбы. Институт Франклина принял систему Селлерса и рекомендовал ее в качестве государственного стандарта, гласящего:"Профиль винтовых резьб должен иметь прямые края, образующие угол 60°, поверхность вершин и впадин должна быть плоской и составлять 1/8 шага". К концу XIX столетия система Селлерса уже обрела статус стандарта не только в США, но и во многих европейских странах. • • • • • - В Великобритании принят стандарт на резьбы, предложенный в 1841 г. Дж. Витвортом, - В США - стандарт, предложенный в 1864 г. У. Селлерсом. - Унифицированная система резьб, которая включает элементы обоих указанных стандартов, была введена в 1948 г. и получила распространение в США, Канаде и Великобритании. - Стандартная система метрической резьбы, разработанная Международной организацией по стандартизации (ISO), была принята в 1964 г. Она получила распространение в странах, использующих метрическую систему мер. - Оптимальная метрическая система крепежных изделий, предложенная Институтом промышленных крепежных изделий в 1971 г. как усовершенствованный вариант стандарта ISO, легла в основу системы Американского национального института стандартов (ANSI/ISO) и стала международным стандартом метрической резьбы. • • Несовместимость систем Витворта и Селлерса стала причиной многих технических осложнений в годы первой и второй мировых войн, когда американская и английская армии сталкивались с необходимостью иметь взаимозаменяемые части вооружения. Начиная с 1918 и вплоть до 1948 г. обе страны делали попытки привести две системы в соответствие. На конференции, состоявшейся в 1948 г. в Вашингтоне, США, Канада и Великобритания приняли Унифицированную систему резьбы, которая включала элементы как системы Витворта, так и системы Селлерса. Существенную роль в стандартизации дюймовой винтовой резьбы сыграл Институт промышленных крепежных изделий, созданный ведущими североамериканскими фирмами, специализирующимися на производстве крепежных деталей. В том же году Международная организация по стандартизации ИСО (ISO) приступила к разработке системы стандартизации винтовых резьб, единой для многих стран мира. Когда в 1964 г. эта работа была завершена, международная конференция в Нью-Дели приняла две системы: систему дюймовой резьбы ISO (такую же, как и вышеуказанная Унифицированная система) и систему метрической резьбы ISO, которая должна была заменить множество различных национальных систем. • На том основании, что крепежные детали, изготовленные в соответствии с новой метрической системой, оказались хуже по сравнению с теми, которые изготовлялись по дюймовой системе ISO, Институт промышленных крепежных изделий рекомендовал в 1970 г. разработать более совершенную метрическую систему. В 1971 г. группа специалистов этого института представила проект Оптимальной метрической системы крепежных деталей. Среди прочих предложений проект предусматривал такой профиль резьбы, который бы стал стандартным для крепежных изделий, применяемых в авиационно-космической технике, а также для изделий из металла с повышенной усталостной прочностью. Это предложение было учтено в той системе, которая сейчас является международным метрическим стандартом: системе ANSI/ISO (ANSI - сокращенное название Американского национального института стандартов). • В России метрическая система мер была допущена к применению (в необязательном порядке) законом от 4 июня 1899, проект которого был разработан Д. И. Менделеевым, и введена в качестве обязательной декретом Временного правительства от 30 апреля 1917 года, а для СССР — постановлением СНК СССР от 21 июля 1925. • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • НОРМАЛИЗОВАННАЯ ГАЙКА Подходи, рабочий, обсудим, дай-ка, что это за вещь такая — гайка? Что гайка?! Ерунда! Малость! А попробуй-ка езжай, ежели сломалась. Без этой вещи, без гайки той ни взад, ни вперед. Становись и стой! Наконец отыскали гайку эту... Прилаживают... Никакой возможности нету!.. Эта мала, та велика, — словом, не приладишь ее никак. И пошли пешком, как гуляки праздные. Отчего? Оттого, что гайки разные. А если гайки одинаковые ввесть, сломалась — новая сейчас же есть. И нечего долго разыскивать тут: бери любую — хоть эту, хоть ту! И не только в гайке наше счастье. Надо всем машинам одинаковые части, а не то, как теперь — паровоз и паровоз, — один паровозом, а другой, как воз. Если это поймет рабочего разум, — к коммуне на паровозах ринемся разом. (1920, июль) Окна РOCTA №172 Владимир Маяковский • • На основе метрической системы была разработана и принята в 1960 году XI Генеральной конференцией по мерам и весам Международная система единиц (СИ). В советские времена все ГОСТ являлись обязательными для применения в тех областях, которые определялись преамбулой самого стандарта. В настоящее время в России ГОСТы находятся в ведении организации Федеральное агентство по метрологии и техническому регулированию (Ростехрегулирование). Стандартизацией крепежных изделий в США занимаются и многие другие организации. Их деятельность связана с введением в существующие стандарты дополнительных параметров с учетом тех специфических требований, которые диктуются условиями применения крепежных деталей в отдельных отраслях промышленности. К числу таких организаций относятся Американское общество по испытанию материалов, Американский национальный институт стандартов, Общество автомобильных инженеров и другие. Этими организациями разработано в общей сложности около 8 тыс. стандартов на крепежные изделия, они охватывают такие параметры, как материал, геометрия профиля резьбы и крепежных деталей, размеры, допуски и механические свойства. Если учесть крепежные детали специального назначения или детали с ограниченным правом производства, с различными видами обработки поверхности и покрытиями, а также все комбинации диаметра и длины, то общее число разновидностей этих изделий составит более двух миллионов. • Метрическая резьба. Имеет широкое применение Профиль равносторонний треугольник (угол при вершине 60°) Все параметры профиля измеряются в миллиметрах. Метрическая резьба • применяется в резьбовых соединениях и винтовых передачах, является основной крепежной резьбой. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Это резьба однозаходная, преимущественно правая, с крупным или мелким шагом. Метрическая цилиндрическая резьба разделяется на резьбу с крупным шагом диаметром 1…64 мм и резьбу с мелким шагом диаметром 1…600 мм. За основную принята резьба с крупным шагом. При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при переменной нагрузке, толчках и вибрациях. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склонны к самоотвинчиванию. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М12х0.5. Профилем метрической резьбы служит равносторонний треугольник с углом при вершине, равном 60°. Выступы и выпадины резьбы притуплены (рис. 2). ГОСТ 9150-81 устанавливает номинальный профиль и размеры его элементов. Дюймовая резьба • (1 дюйм = 25,4 мм). Имеет профиль в виде равнобедренного треугольника с углом при (угол при вершине равен 55° (резьба Витворта - британский стандартBSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF)) • Применяется только при ремонте деталей импортного происхождения. • NPSM - американский стандарт на резьбу дюймовую трубную цилиндрическую. NPT - американский стандарт на резьбу дюймовую коническую. Трубная резьба британский стандарт BSW (Ww) и BSF • Трубная цилиндрическая резьба является мелкой дюймовой резьбой, но с закругленными выступами и впадинами. Отсутствие радиальных зазоров делает соединение герметичным. Применяется для соединения труб. Высокую плотность соединения дает трубная коническая резьба. • Трапецеидальная резьба. Это основная резьба в передаче винт-гайка. Характеризуется небольшими потерями на трение, технологична. Применяется для передачи реверсного движении под нагрузкой. • Упорная резьба. Имеет профиль в виде неравнобочной трапеции с углом 27°. Применяется в передаче винт-гайка. Резьбовые соединения • Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей - винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали. • По форме основной поверхности резьбы подразделяют на цилиндрические и конические. Широкое применение имеют детали с цилиндрической резьбой. Измерение резьбы резьбовые шаблоны • Для измерения шага резьбы применяют резьбовые шаблоны. Резьбовой шаблон представляет собой пластинку , на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. • Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только значение шага резьбы. Величину отклонения резьбовым шаблоном оценить трудно. Комплексную оценку правильности выполненной резьбы на детали позволяют сделать резьбовые калибры. • проходные калибры, которые имеют полный профиль резьбы и являются как бы прототипом детали резьбового соединения, • непроходные, которые контролируют только средний диаметр и имеют укороченный профиль. • Резьбовые калибры: 1-предельная резьбовая роликовая скоба, 2- проходное кольцо, 3 - резьбовой калибр, 4 - непроходное кольцо резьбовые микрометры Схема измерений среднего диаметра резьбы микрометром • Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливаются комплекты сменных вставок. Комплекты сменных вставок соответствуют измеряемым элементам резьбы и ее величине. • При настройке микрометра по резьбовым эталонам погрешность измерений составляет 0,01—1 мм. СТАНДАРТЫ БОЛТОВ И ГАЕК • Возможность унифицирования резьб еще не означала их общую унификацию, поскольку каждый производитель был заинтересован иметь собственные стандарты. Со временем появилась настоятельная потребность создания ряда государственных или международных стандартов. Первый важный шаг в этом направлении был сделан в Великобритании в 1841 г., когда Дж. Витворт представил Институту гражданских инженеров свой доклад под названием "Система унифицирования винтовых резьб". • Витворт предлагал установить для болтов и винтов данного размера единообразие таких параметров резьбы, как профиль, шаг и высота профиля. Он рекомендовал, чтобы угол профиля (угол между сторонами соседних витков) был равен 55°, а число витков на один дюйм должно определяться диаметром болта или винта. Вершины витков резьбы и основания впадин должны быть закруглены на 1/6 высоты исходного профиля. К 1881 г. система Витворта была принята в качестве британского стандарта. • В США стандартизация начала проводиться в 1864 г. У. Селлерс, производитель металлорежущих инструментов в Филадельфии, убедил Институт Франклина учредить комиссию, ответственную за разработку государственных стандартов. У Селлерса было несколько поправок к системе Витворта. Он считал, что угол профиля 55° трудно измерить, и поэтому предлагал заменить его на 60°. К тому же он полагал, что при таком угле резьба будет прочнее. Селлерс также предложил резьбу с уплощенными вершинами витков и основаниями впадин, поскольку, по его мнению, предусматриваемое в стандарте Витворта закругление этих участков профиля приводило к неопределенности соответствия между болтом и гайкой и снижало прочность резьбы. • Институт Франклина принял систему Селлерса и рекомендовал ее в качестве государственного стандарта, гласящего: "Профиль винтовых резьб должен иметь прямые края, образующие угол 60°, поверхность вершин и впадин должна быть плоской и составлять 1/8 шага". К концу XIX столетия система Селлерса уже обрела статус стандарта не только в США, но и во многих европейских странах. Резьбы стандартизованы • • • • • - В Великобритании принят стандарт на резьбы, предложенный в 1841 г. Дж. Витвортом, - В США - стандарт, предложенный в 1864 г. У. Селлерсом. - Унифицированная система резьб, которая включает элементы обоих указанных стандартов, была введена в 1948 г. и получила распространение в США, Канаде и Великобритании. - Стандартная система метрической резьбы, разработанная Международной организацией по стандартизации (ISO), была принята в 1964 г. Она получила распространение в странах, использующих метрическую систему мер. - Оптимальная метрическая система крепежных изделий, предложенная Институтом промышленных крепежных изделий в 1971 г. как усовершенствованный вариант стандарта ISO, легла в основу системы Американского национального института стандартов (ANSI/ISO) и стала международным стандартом метрической резьбы. • • • • Несовместимость систем Витворта и Селлерса стала причиной многих технических осложнений в годы первой и второй мировых войн, когда американская и английская армии сталкивались с необходимостью иметь взаимозаменяемые части вооружения. Начиная с 1918 и вплоть до 1948 г. обе страны делали попытки привести две системы в соответствие. На конференции, состоявшейся в 1948 г. в Вашингтоне, США, Канада и Великобритания приняли Унифицированную систему резьбы, которая включала элементы как системы Витворта, так и системы Селлерса. В том же году Международная организация по стандартизации ИСО (ISO) приступила к разработке системы стандартизации винтовых резьб, единой для многих стран мира. Когда в 1964 г. эта работа была завершена, международная конференция в Нью-Дели приняла две системы: систему дюймовой резьбы ISO и систему метрической резьбы ISO, которая должна была заменить множество различных национальных систем. Крепежные детали, изготовленные в соответствии с новой метрической системой, оказались хуже по сравнению с теми, которые изготовлялись по дюймовой системе ISO. Институт промышленных крепежных изделий рекомендовал в 1970 г. разработать более совершенную метрическую систему. В 1971 г. группа специалистов этого института представила проект Оптимальной метрической системы крепежных деталей. Среди прочих предложений проект предусматривал такой профиль резьбы, который бы стал стандартным для крепежных изделий, применяемых в авиационно-космической технике, а также для изделий из металла с повышенной усталостной прочностью. Это предложение было учтено в той системе, которая сейчас является международным метрическим стандартом: системе ANSI/ISO (ANSI - сокращенное название Американского национального института стандартов). • В России метрическая система мер была допущена к применению (в необязательном порядке) законом от 4 июня 1899, проект которого был разработан Д. И. Менделеевым, и введена в качестве обязательной декретом Временного правительства от 30 апреля 1917 года, а для СССР — постановлением СНК СССР от 21 июля 1925. • На основе метрической системы была разработана и принята в 1960 году XI Генеральной конференцией по мерам и весам Международная система единиц (СИ). В советские времена все ГОСТ являлись обязательными для применения в тех областях, которые определялись преамбулой самого стандарта. В настоящее время в России ГОСТы находятся в ведении организации Федеральное агентство по метрологии и техническому регулированию (Ростехрегулирование). По назначению резьбы подразделяют на следующие группы: • 1) крепежные, предназначенные для скрепления деталей; • 2) крепежно-уплотняющие, служащие как для скрепления деталей, так и для предохранения от вытекания жидкости; • 3) резьбы для передачи движения (в ходовых и грузовых винтах). Метрическая резьба • • • • • • В то же время, во Франции, ведшей постоянно-периодические войны с Англией (Великобританией), как непосредственно, так и на территории своих колоний, давно вынашивалась параноидальная идея всячески воспрепятствовать продвижению армии Великобритании в случае возможного нападения на Францию или французские колонии. Использование какой-то другой (недюймовой) системы мер при изготовлении деталей машин и механизмов, а в том числе и крепежа, позволило бы нарушить только принятую систему взаимозаменяемости и сделать невозможным ремонт и сборку английской техники и оружия с использованием французских запчастей. В результате, в конце XVIII - начале XIX века во Франции получает широкое распространение метрическая система мер. Основа метрической системы - МЕТР. В чертежах, в документации и в обозначениях резьбовых изделий принято приводить все размеры в миллиметрах (мм). Всем известно, что 1 метр = 1000 мм. Впоследствии, Наполеону, завоевавшему почти всю Европу, удалось распространить метрическую систему в подчинённых странах. Гордую Великобританию захватить Наполеону не удалось, поэтому англичане, понимающие всё удобство и простоту метрической системы мер, со снобистским упорством, известного продолжают использовать дюймовую систему мер. Не менее странную позицию занимают и американцы (тоже бывшие англичане). Сами американцы и англичане называют свою систему мер "Imperial" (имперская), а совсем не "дюймовая", как её называем мы. Метрическая резьба, M • Форма профиля треугольная с углом a= 60° Профиль резьбы - симметричный (g = a /2 = 30°), имеет срезы по прямой вершине резьбы винта и гайки. • • • • • • • • • М - наружный диаметр резьбы болта (гайки) - обозначение размера резьбы Н - высота профиля метрической резьбы резьбы, Н=0,866025404×Р Р - шаг резьбы (расстояние между вершинами профиля резьбы) dСР - средний диаметр резьбы dВН - внутренний диаметр резьбы гайки dВ - внутренний диаметр резьбы болта Обозначается метрическая резьба латинской буквой М. Резьба может быть крупной, мелкой и особо мелкой. За нормальную принята крупная резьба: если шаг резьбы крупный, то размер шага не пишется: М2; М16 - для гайки; М24х90; М90х850 - для болта; если шаг резьбы мелкий, то размер шага пишется в обозначении через символ х: М8х1; М16х1,5 - для гайки; М20х1,5х65; М42х2х330 - для болта; • По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Схема метрической резьбы. • Профиль резьбы характеризуют углом профиля, углом у наклона боковое стороны профиля к перпендикуляру к оси резьбы в высотой исходного треугольника • Шаг Р - расстояние между одноименными сторонами соседних профилей, измеренное в направления оси резьб. Для многозаходных резьб используют термин "ход». Ход равен расстоянию, на которое перемещается винт вдоль своей оси при повороте на один оборот в неподвижной гайке. Дюймовые резьбы Дюймовая резьба Виттворта (Британия) BSW • Обозначается латинской буквой W, после которой ставится размер наружного диаметра болта, измеренный в дюймах: • обозначение гайки: W 1/4” (гайка с дюймовой резьбой Уитворта одна четвёртая дюйма); • обозначение болта (винта): W 3/4”х1 1/2” (болт с дюймовой резьбой Уитворта три четвёртых дюйма длиною полтора (один и одна вторая) дюйма). • Обозначается латинскими буквами BSF, после которых ставится размер наружного диаметра болта, измеренный в дюймах: • ( BSF с дюймовой мелкой резьбой Уитворта) • резьба Витворта), применяется для крепежных соединений деталей старых машин и в машинах английского производства. • Это цилиндрическая дюймовая резьба с крупным шагом, предусмотренная Дж. Уитвортом для общего применения. Идея Дж. Уитворта состояла в том, что он предлагал раз и навсегда закрепить для болтов и винтов одного типа и размера строго определённые параметры резьбы: профиль, шаг и высота профиля резьбы. Основываясь на собственном опыте и умозаключениях, Дж. Уитворт настаивал, чтобы угол профиля резьбы (угол между сторонами соседних витков) был равен 55°. Вершины витков резьбы и основания впадин резьбы должны быть закруглены на 1/6 высоты исходного профиля - таким образом Уитворт хотел достичь плотности (герметичности) резьбы и повысить её прочность, увеличив площадь контакта болта и гайки. Шаг резьбы должен определяться числом витков резьбы на один дюйм длины резьбы; при этом число витков резьбы на 1 дюйм не должно быть постоянным для всех диаметров резьбы, а должно зависеть от диаметра резьбы болта или винта: чем меньше диаметр, тем больше витков резьбы на дюйм, чем больше диаметр резьбы, тем, соответственно, меньше число витков на дюйм длины резьбы. Дюймовая резьба США (Селлерса ) • Цилиндрическая дюймовая резьба UNC, в окончательном виде, была разработана Американским национальным институтом стандартов (ANSI / ISO) и стала международным стандартом дюймовой резьбы с крупным шагом • Резьба UNC в настоящее время является самой распространённой в мире дюймовой резьбой. • применяется для крепежных соединений в некоторых автомобилях старых марок и в машинах американского производства. Обозначение • Обозначение болта с дюймовой резьбой 1/4” – 20UNСх2 1/2” • UNС - тип резьбы - унифицированная дюймовая резьба с крупным шагом, UNF - унифицированная дюймовая резьба с мелким шагом, UNEF - цилиндрическая дюймовая резьба с особо мелким шагом, используемая для высокоточного крепежа и резьбовых деталей точных механизмов • 1/4” - обозначение диаметра резьбы (по таблице резьбы UNС) • 20 - шаг резьбы, измеренный в количестве витков на дюйм длины резьбы (количество витков, которое помещается в 25,4 мм) • 2 1/2” - длина болта в дюймах (приблизительно соответствует 63,5 мм) • (Дюймовые крупные резьбы UNC размером меньше, чем 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами от №1 до №12, с указанием через тире шага резьбы, измеряемом в количестве витков на дюйм.) Как определить шаг дюймовой резьбы • • Как мы уже знаем, 1 дюйм достаточно неудобная и сравнительно большая величина. Поэтому сэру Джозефу Уитворту показалось затруднительным точно измерить в долях дюйма расстояние между вершинами профиля резьбы (как мы это делаем с метрической резьбой), и, он решил, что самым простым и достаточно точным параметром шага резьбы будет не расстояние между вершинами профиля, а количество витков резьбы, которое помещается в 1 дюйм длины резьбы - витки можно посчитать даже визуально. Так по сей день и определяют шаг любой дюймовой резьбы - в количестве витков на дюйм. Значит, первый способ - приложить к резьбе дюймовую линейку (подойдёт и обычная метрическая с отметкой на 25,4 мм) и посчитать количество витков, которое помещается в 1 дюйм (25,4 мм). На примере показана дюймовая резьба с шагом 18 витков на дюйм. • второй способ - можно воспользоваться специальным инструментом - резьбомером для дюймовой резьбы (правда, необходимо знать какую дюймовую резьбу Вы собираетесь измерить, так как английская и американская дюймовые резьбы отличаются по углу профиля резьбы: 55° и 60°) Дюймовая (крепежная) Размер в дюймах Размер в мм Шаг ниток / дюйм UNC № 1 1.854 64 UNC № 2 2.184 56 UNC № 3 2.515 48 UNC № 4 2.845 40 UNC № 5 3.175 40 UNC № 6 3.505 32 UNC № 8 4.166 32 UNC № 10 4.826 24 UNC № 12 5.486 24 UNC 1/4 6.35 20 UNC 5/16 7.938 18 UNC 3/8 9.525 16 UNC 7/16 11.11 14 UNC 1/2 12.7 13 UNC 9/16 14.29 12 UNC 5/8 15.88 11 UNC 3/4 19.05 10 UNC 7/8 22.23 9 UNC 1" 25.4 8 UNC 1 1/8 28.58 7 UNC 1 1/4 31.75 7 UNC 1 1/2 34.93 6 UNC 1 3/8 38.1 6 UNC 1 3/4 44.45 5 UNC 2" 50.8 4 1/2 Трубная резьба • . Представляет собой мелкую дюймовую резьбу без зазоров по выступам я впадинам. Она является крепежноуплотняющей; ее применяют для соединения труб. Дюймовая английская цилиндрическая несамоуплотняющаяся трубная резьба Уитворта BSP (British Standard Whitworth Pipe Thread ) • она с момента изобретения и до настоящего времени имеет широчайшее применение во всём мире для деталей резьбовых соединений трубопроводов: сгонов, преходов, фитингов, муфт, двойников, тройников, контргаек стальных по ГОСТ 8968-75 и др.; а также для трубопроводной арматуры: краны, вентили и др. обозначением размера трубной резьбы BSP • Обозначается латинской буквой G, после которой ставится числовое значение условного прохода трубы в дюймах (это число не является ни наружным, ни внутренним диаметром резьбы или трубы): • обозначение контргайки: G 1/4” (контргайка с дюймовой трубной цилиндрической резьбой Уитворта на трубу с условным проходным диаметром одна четвёртая дюйма); Та же самая контргайка в отечественном машиностроении обозначается: Ду8 (контргайка на трубу с условным проходом 8 мм) • • Трапецеидальная резьба (рис. 5 - см. ниже). Имеет симметричный профиль с углами a= 30° и g=a/2 = 15° и рабочей высотой профиля H1=0.5Р. Резьба стандартизирована. Шаг может быть крупным, средним и мелким. Меньший по сравнению с метрической резьбой угол наклона боковой стороны профиля обусловливает меньшие потери на трение при использовании этой резьбы. В силу чего резьбу применяют для передачи движения в ходовых и грузовых винтах при двустороннем (реверсивном) движении под нагрузкой. Многозаходную трапецеидальную резьбу с номинальным диаметром 40 мм, ходом 12 мм и шагом б мм обозначают Тr 40х12 (Р6); однозаходную - Тr 40х6. Упорная резьба (рис. 6). Имеет несимметричный профиль. Ее применяют для ходовых и грузовых винтов с большой односторонней осевой нагрузкой. Угол наклона рабочей стороны профиля ; к перпендикуляру к оси резьбы для повышения КПД выбирают достаточно малым (g = 3°), угол наклона нерабочей стороны профиля - 30°, рабочая высота профиля, H1=0,75Р. Резьба стандартизирована, шаг может быть крупным, средним и мелким. Многозаходную упорную резьбу, имеющую (d = 40 мм, Ph= 12 мм, Р = 6 мм обозначают S 40х12(Р6); однозаходную – S 40х6. Схемы полей допусков по средним диаметрам для метрической резьбы • а - посадки с зазором; б - переходные посадки; в - посадки с натягом; • Г - для трапецеидальных резьб; • д - для упорной резьбы с углом профиля 33°. Допуски и посадки резьб с зазором Установлены ряды основных отклонений: для болтов h, g, f, е, d; для гаек Н, G, Е,Е • Зазор компенсирует погрешности шага, угла профиля и среднего диаметра винта и гайки. • Таким образом достигается легкое свинчивание сравнительно грубой и недорогой резьбы. Предельные отклонения метрической резьбы. Посадки с зазором • Резьбы при свинчивании контактируют только боковыми сторонами профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. • Для компенсации накопленной погрешности шага и погрешности угла профиля производят смещение действительного среднего диаметра резьбы • Устанавливают только суммарный допуск на средний диаметр болта и гайки , который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого, задается допуск на наружный диаметр болта и внутренний диаметр у гайки, т.е. на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны. Поля допусков основного отбора метрической резьбы для посадок с зазором определяются по ГОСТ 1609381 Цифры обозначают степень точности, а буквы - основное отклонение. Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания: S – короткие: с длиной свинчивания менее 2.24 x Р x d0.2 .7 N – нормальные: с длиной свинчивания не менее 2.24 x Р x d0.2 и не более 66.7 xP xd0.2 L – длинные: с длиной свинчивания более 6.7xP xd0.2 - к группе L Точные значения длин свинчивания установлены ГОСТ 16093-81 Класс точности - понятие условное (на чертежах указывают поля допусков); и его используют для сравнительной оценки точности резьбы. Точный класс рекомендуется для ответственных резьбовых соединений. Средний класс - для резьб общего назначения. Грубый класс - для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.п. Деталь Класс точности Поле допуска при длине свинчивания S - короткая Nнормальная L - длинная Наружная резьба (болт) Точный - 4h 4g - Средний 5h6h 5g6g 6h 6g 6f 6e 6d 7g6g Грубый - 8g - Внутренняя резьба (гайка) Точный 4H 4H5H 5H 6H Средний 5H 6H 6G 7H Грубый - 7H 7G 8H • При равенстве диаметров резьбы болта и гайки свинчивание этих деталей невозможно вследствие перекрытия профилей резьбы . Свинчивание возможно только при наличии необходимого зазора по средним диаметрам, • Свинчивание резьбовых деталей, имеющих погрешность шага резьбы, возможно только при уменьшении среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки. Условные обозначения метрических резьб • Если обозначение поля допуска наружного диаметра у болта или внутреннего диаметра у гайки совпадает с обозначением поля допуска среднего диаметра, его в обозначении не приводят Допуски резьб с натягом и с переходными посадками • служат главным образом для соединения шпилек с корпусными деталями, если нельзя применить соединения винтовое или типа болт - гайка. Эти посадки применяют в крепежных соединениях, работающих при ударах, вибрациях, колебаниях температуры, для центрирования деталей на резьбе и т. д. • Посадки с натягом и переходные должны обеспечивать неподвижность собранных деталей, исключающую самоотвинчивание шпилек и возможность вывинчивания их из гнезда под действием моментов, возникающих на другом конце шпилек при отвинчивании гаек. Натяги создаются только но боковым сторонам профиля, то есть по средним диаметрам сопрягаемых резьб; по наружным и внутренним диаметрам предусматриваются зазоры (рис. 2.40, а). Резьбовые соединения с натягом требуют ограничения допусков на диаметры d2 и D 2 и, следовательно, допуска натяга. • Пример условного обозначения резьбовой посадки с натягом резьбы: М16-2Н4С(3)/3п(3), где М – резьба метрическая; 16 мм – номинальный диаметр резьбы; шаг резьбы – крупный (Р = 2 мм, в обозначении не указывается); 2Н – поле допуска внутренней резьбы по среднему диаметру, 4С – поле допуска внутренней резьбы по внутреннему диаметру; 3п – поле допуска наружной резьбы по среднему диаметру; в скобках указано число сортировочных групп (3). Поля допусков наружной резьбы по наружному диаметру – 6е (Р до 1,25 мм) или 6с (Р свыше 1,25 мм) в обозначении не указываются. Данная резьба применяется, если материал детали с внутренней резьбой – сталь или высокопрочные и титановые сплавы. • Таблица Резьбовые посадки с натягом Материал детали с внутренней резьбой Дополнительные условия сборки Посадка при Р, мм до 1,25 св. 1,25 Чугун и алюминиевые сплавы 2H5D/2r 2H5C/2r – Чугун, алюминиевые и магниевые сплавы 2H5D(2)/3p(2) 2H5C(2)/3p(2) Сортировка на две группы Сталь, высокопрочные и титановые сплавы 2H4D(3)/3n(3) 2H4C(3)/3n(3) Сортировка на три группы • • • • • Для образования переходных резьбовых посадок ГОСТ 24834 предусматривает следующие поля допусков: для внутренней резьбы (гайки) – 3Н, 4Н, 5Н, 6Н, для наружной резьбы (болта) – 2m, 4jh, 4j, 4jk, 6g. В переходных посадках дополнительно применяются элементы заклинивания шпилек: конический сбег резьбы, плоский бурт и цилиндрическая цапфа. Варианты переходных резьбовых посадок в зависимости от номинального диаметра резьбы и материала детали с внутренней резьбой приведены в таблице ниже. Для деталей в переходных резьбовых посадках требования к точности шага, углов, отклонениям формы наружной и внутренней резьбы аналогичны требованиям к деталям для резьбовых соединений с натягом. Пример условного обозначения резьбовой переходной посадки: М164Н6Н/4jk, где М – резьба метрическая; 16 мм – номинальный диаметр резьбы; шаг резьбы – крупный и Р = 2 мм (в обозначении не указывается); 4Н – поле допуска внутренней резьбы (гайки) по среднему диаметру, 6Н – поле допуска внутренней резьбы (гайки) по внутреннему диаметру; 4jk – поле допуска наружной резьбы (болта) по среднему диаметру. Поле допуска наружной резьбы (болта) по наружному диаметру 6g (в обозначении не указывается). Переходные резьбовые посадки Номинальный диаметр резьбы, мм Материал детали с внутренней резьбой Сталь От 5 до 16 От 30 до 45 4H6H/4jk; 3H6H/2m Чугун, алюминиевые и магниевые сплавы 5H6H/4jk; 3H6H/2m Сталь От 18 до 30 Посадки Чугун, алюминиевые и магниевые сплавы Сталь, чугун, алюминиевые и магниевые сплавы 4H6H/4j; 3H6H/2m 5H6H/4j; 3H6H/2m 5H6H/4jh Резьбы с переходными посадками • применяют при одновременном дополнительном заклинивании шпилек по коническому сбегу резьбы, по плоскому бурту и цилиндрической цапфе. По ГОСТу 24834 – 81* предусмотрены следующие посадки:. Резьба Диаметр наружный d наружная средний d2 наружный внутренняя средний D2 внутренний D1 Номинальный диаметр резьбы d, мм от 5 до 45 от 5 до 16 от 18 до 30 от 33 до 45 от 5 до 45 от 5 до 30 от 33 до 45 от 5 до 45 Основные Степени отклонения точности g jk; m j, m jh H H H H 6 2; 4 2; 4 4 3; 4; 5 5 6 Длина свинчивания установлена, в зависимости от материала детали, с внутренней резьбой: для стали (1,00-1,25)d, для чугуна (1,25-l,50)d, для алюминиевых и магниевых сплавов (1,50-2,00)d Резьбы с натягом Материал детали с • внутренней • резьбой Посадки При шагах Дополнительные условия сборки до 1,25 мм свыше 1,25 мм Чугун и алюминиевые • сплавы 2H5D/2r 2H5C/2r Чугун, • алюминиевые и магниевые сплавы 2H5D(2)/3p(2) 2H5C(2)/3p(2) Сортировка на две группы 2H4D(3)/3n(3) 2H4C(3)/3n(3) Сортировка на три группы • • • Сталь, • высокопрочные и титановые сплавы Материал детали с внутренней резьбой Поля допусков наружн ой резьбы Чугун и алюминиевы е сплавы Чугун, алюминиевы еи магниевые сплавы Сталь, высокопрочн ые и титановые сплавы 2г Посадки Дополнительн ые условия сборки внутренней резьбы при шагах Р при шагах Р до 1,25 свыше до 1,25 свыше мм 1,25 мм мм 1,25 мм 2H5D 2H5C 2H5D 2H5C 2r 2r - 3р(2) 2H5D(2) 2H5C(2) 2H5D(2) 2H5C(2) Сортировка 3р(2) 3p(2) на две группы 3n(3) 2H4D(3) 2Н4С(3) 2H4D(3) 3 2H4C(3) Сортировка n(3) 3n(3) на три группы Получение резьбы • Обычно резьбу нарезают метчиками и плашками. • Точность резьбы невысока – 6-8 класс (соответствуют 12-14 квалитетам) • Накатыванием можно получить резьбу большей точности и с лучшим качеством поверхности • …Но только в сравнительно мягком и вязком материале Шлифование резьбы • широко применяется при изготовлении резьбонарезного инструмента, резьбовых калибров, накатных роликов, точных винтов и других деталей с точной резьбой. Шлифуют резьбу обычно после термической обработки Резьбовые калибры для измерения трубной конической резьбы • Точно определить резьбу и ее точность можно с помощью калибра-пробки (отверстие) и калибра-кольца (винт) Резьбовые калибры метрической резьбы Стопорение резьбы • При вибрациях и перепадах температур резьба с зазором самоотвинчивается. • Резьбовые соединения контрят контргайками, шплинтами, штифтами, пружинными шайбами и т.д. Стопорение резьбы Правило Жуковского Первый виток резьбы выдерживает 75% нагрузки; Второй – 15% Поля допусков резьбовых деталей Конструктивные элементы резьбы • • Отличие резьбового микрометра от обычного заключается в том, что торцы микровинта 4 и пятки 1 имеют отверстия для специальных вставок. Призматическая вставка 2 помещается в отверстие пятки, а коническая 3 в отверстие микровинта. Размер вставок выбирают в зависимости от шага измеряемой резьбы; при этом призматическая вставка охватывает резьбовой виток, а коническая вводится во впадину резьбы. Ось проверяемой детали и ось микровинта должны быть перпендикулярны. В процессе измерения предусматривается проталкивание детали между вставками с небольшой силой. Метод трех проволочек • заключается в измерении размера М с помощью микрометра или другого точного инструмента. Диаметр проволочек выбирается в зависимости от шага резьбы. Средний диаметр метрической резьбы при этом рассчитывается по формуле: • d2=M+0,866P-3d Контроль конической дюймовой резьбы. • Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.