ОБОСНОВАНИЕ РАЗМЕРОВ МЕЖОПЕРАЦИОННЫХ ЗАПАСОВ СЫРЬЯ ПЕРЕД ГОЛОВНЫМ СТАНКОМ ЛЕСООБРАБАТЫВАЮЩЕГО ЦЕХА Чамеев В.В.
advertisement

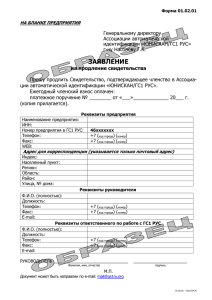
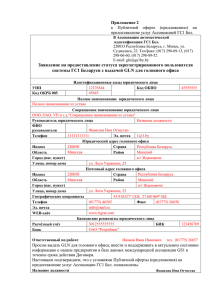
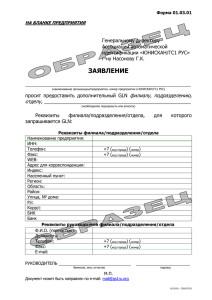
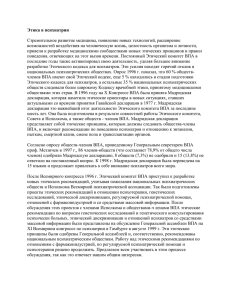
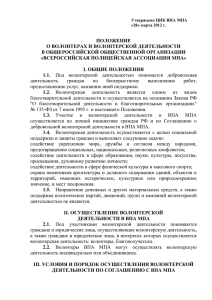
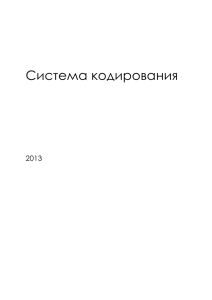
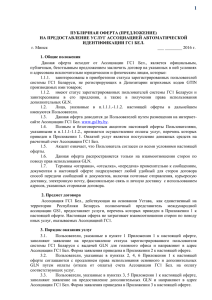
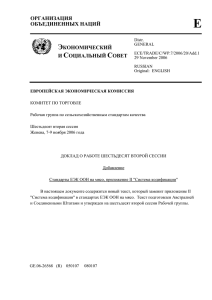
ОБОСНОВАНИЕ РАЗМЕРОВ МЕЖОПЕРАЦИОННЫХ ЗАПАСОВ СЫРЬЯ ПЕРЕД ГОЛОВНЫМ СТАНКОМ ЛЕСООБРАБАТЫВАЮЩЕГО ЦЕХА Чамеев В.В., Гаева Е.В., Азарёнок В.А. (УГЛТУ, г. Екатеринбург, РФ) THE SUBSTANTIATION OF SIZES INTEROPERATIONAL STOCKS OF RAW MATERIAL IN FRONT HEAD TOOL OF WOOD SHOP В вышеприведенной статье [1] приведены рекомендации по выбору ёмкостей питателей пиловочных брёвен перед лесопильной рамой в режиме её работы вразвал. Для окончательного принятия решения по этому вопросу целесообразно провести аналогичные исследования за работой лесопильной рамы с брусовкой, сопоставить результаты и сделать выводы. Основное отличие методики исследования работы головного станка с брусовкой от работы вразвал заключается в том, что в первом случае необходимо промоделировать работу станка для всех сортировочно-размерных групп сырья. Для лесообрабатывающих цехов с небольшими объемами переработки сырья типична дробность сортировки через 4 см. Эта величина Δd и принята при исследовании. Результаты имитационного моделирования по компонент-программе (кп) "ПОТОК" приведены в табл. 1. Было промоделировано две серии. В первой серии имитационных прогонов изучался коэффициент загрузки лесопильной рамы Р63-4Б ГС1 при "жесткой связи" головного станка с подающим транспортером (L П = dmax). ВаПБ рьируемым фактором являлся объем питателя для пачек бревен E П . Результаты имитационного моделирования (табл. 1, рис. 1) показывают, что 1 – емкость питаПБ ГС1 теля для пачек бревен E П оказывает значительное влияние на К З на всех сортировочно-размерных границах сырья; 2 – при назначении E ПБ П следует ГС1 ориентироваться на d СГ из крупномерного сырья; 3 – требуемого К З для сырья с d CP =20 см при изменении E ПБ от 1 до 4 пачек достичь нельзя; 4 – снизить П ГС1 влияние "внешней среды" на К З возможно введением "гибкой связи" головного станка ГС1 с подающим транспортером. ПБ Во второй серии прогонов емкость питателя E П принята на одну пачку (7,4 м3). ГС1 Варьируемый параметр – длина питателя головного станка L П . Результаты имитационного моделирования приведены в табл. 1, на рисунках 1 и 2. Анализ d зависимостей К 3ГС1 f (LГС1 П ) для сортировочно-размерных групп сырья СГ (рис. 1) ГС1 позволяет сделать следующие выводы: 1 – с ростом d СГ К З при "жесткой связи" головного станка с подающим транспортером уменьшается с 0,924 до 0,786; 2 – К ГС1 на всех графиках К 3ГС1 f (LГС1 З П ) четко прослеживаются три зоны изменения ГС1 ГС1 от L П , при этом стабилизационные значения L П CT с ростом d СГ увеличиваются с 270 см у d СГ =15 см до 500 см у d СГ =35 см с соответствующим уменьшением ГС1 КГС1 З СТ (с 0,995 у d СГ =15 см до 0,985 у d СГ =35 см); 3 – значения L П CT в сортировочно-размерных группах Незначительно уменьшив К ГС1 З крупномерного с К ГС1 З СТ сырья достаточно велики. до, скажем, 0,975 или 0,95 (принцип ГС1 "разумной достаточности") можно значительно уменьшить L П пределов. ГС1 Таблица 1. Коэффициенты загрузки К З до разумных лесопильной рамы Р63-4Б при распиловке с брусовкой шести сортировочно-размерных групп сырья ( d CP =20 см) в ПБ ГС1 зависимости от d СГ , E П , L П Диаметр сортировочно-размерных групп d СГ , см E ПБ П 1п 2п 3п 4п 1п ГС1 L П , см "жесткая связь" ( d max =d ВСГ ) 50 75 100 125 150 175 200 225 250 275 300 325 350 400 500 600 700 15 (14-17) 19 (17-21) 23 (21-25) 27 (25-29) 31 (29-33) 0,922 0,958 0,974 0,979 0,947 0,959 0,968 0,982 0,983 0,992 0,993 0,993 0,995 0,996 0,996 0,995 0,996 0,996 0,996 0,898 0,942 0,963 0,972 0,918 0,940 0,958 0,966 0,967 0,980 0,985 0,988 0,987 0,992 0,991 0,994 0,994 0,995 0,995 0,994 0,994 0,875 0,930 0,951 0,962 0,903 0,924 0,943 0,947 0,955 0,966 0,972 0,978 0,984 0,988 0,987 0,990 0,993 0,993 0,992 0,993 0,991 0,835 0,908 0,944 0,956 0,835 0,866 0,892 0,909 0,934 0,942 0,955 0,965 0,974 0,976 0,979 0,984 0,989 0,987 0,989 0,990 0,991 0,813 0,886 0,925 0,936 0,813 0,854 0,883 0,902 0,921 0,928 0,940 0,952 0,957 0,965 0,963 0,975 0,978 0,985 0,989 0,989 0,989 35 (33 и более) 0,768 0,866 0,918 0,935 0,788 0,812 0,811 0,857 0,882 0,896 0,903 0,933 0,942 0,950 0,954 0,970 0,972 0,979 0,985 0,986 0,986 На рис. 3 приведены результаты статистической обработки данных имитационного моделирования (табл. 1). Коэффициенты загрузки лесопильной рамы Р634Б, определенные на стыке II и III зон, в зависимости от сортировочной группы сырья d СГ выражается уравнением (рис. 3 а) 2 КГС1 З СТ =-0,00002007d СГ +0,0005035d СГ +0,9919 . ГС1 Длины питателей L П CT для d СГ соответствуют выражению (рис. 3 б) ГС1 2 L П CT =-0,6417dСГ +43,7299dСГ -243,8783 . ГС1 Ограничив К З величиной 0,975 имеем ГС1 0,95 ГС1 а при К З =0,95 L П =10,6571dСГ -104,4286 . ГС1 0,975 LП =12,8929dСГ -80,8214 , К ГС1 З КГС1 З (4 п; d ВСГ ) 1,0163 0,002386d СГ 0,98 К ГС1 З (3 п; d ВСГ ) 1,0174 0,002864d СГ 0,96 0,94 0,92 0,90 0,88 0,86 К ГС1 З (2 п; d ВСГ ) 1,0311 0,004643d СГ 0,84 КГС1 З (1 п; d ВСГ ) 1,0275 0,006893d СГ 0,82 0,80 0,78 15 19 23 27 31 dСГ, см Рис. 1. Коэффициент загрузки лесопильной рамы Р63-4Б при распиловке с брусовкой ПБ сортированного на 6 групп сырья в зависимости от емкости питателя E П «жесткой связи» подающего транспортёра с головным станком при Замена "жесткой связи" лесопильной рамы Р63-4Б с подающим транспортером на "гибкую" дает прирост коэффициента загрузки рамы сырьем (рис. 3 в) ΔКГС1 З CT =0,006386d СГ -0,02364 , ΔКГС1 З 0,975 =0,006886d СГ -0,05214 , ΔКГС1 З 0,95 =0,006886d СГ -0,07714 . Полученные математические зависимости позволят обоснованно назначать размеры межоперационных запасов сырья и прогнозировать коэффициент загрузки лесопильной рамы сырьем. К ГС1 З 0,99 0,98 0,97 0,94 d СГ =15 см d СГ =19 см d СГ =23 см d СГ =27 см 0,93 dСГ =31 см 0,96 0,95 d СГ =35 см 0,92 0,91 0,90 0,89 0,88 0,87 0,86 0,85 0,84 0,83 0,82 0,81 0,80 0,79 50 100 150 200 250 300 350 400 500 600 ГС1 LП Рис. 2. График зависимостей коэффициента загрузки К ГС1 З при распиловке с брусовкой рассортированного на 6 групп сырья от L ГС1 П , см а) К в) б) ГС1 З СТ ΔК ГС1 З ГС1 LП 0,994 500 0,20 450 0,18 0,993 СТ 0,992 400 0,16 350 0,14 300 0,12 250 0,10 СТ 0,991 0,990 0,989 0,988 0,95 0,975 200 0,08 0,987 0,95 150 0,06 0,986 100 0,985 15 19 23 27 31 d СГ , см 0,04 0,975 d СГ , 15 19 23 27 31 35 см 15 19 23 27 31 35 dсг см Рис. 3. Коэффициент загрузки и длина питателя лесопильной рамы Р63-4Б при распиловке с брусовкой ГС1 ГС1 ГС1 ПБ рассортированного на шесть групп сырья при Е П 1 п : а – К З СТ =f(d CP ) ; б – L П =f(d CP ) ; в – ΔК З =f(d CP ) Выводы Анализируя результаты машинного эксперимента по исследованию работы головного станка можно сделать выводы. Коэффициент загрузки головного станка зависит от многих факторов, в первую очередь от способа раскроя круглых лесомаГС1 ГС1 териалов и длины L П перед ним. При выборе конкретной длины L П для головного станка нужно исходить из наиболее "тяжелых" условий функционирования головного станка. При распиловке сырья вразвал это несортированное сырье, а при распиловке с брусовкой – это сортировочно-размерная группа из толстомерного сырья с d СГ =35 см. Длины питателей с соответствующими им коэффициентами загрузки приведены в табл. 2. Таблица 2. Сопоставление результатов имитационного моделирования по исследованию работы лесопильной рамы Р63-4Б в различных ПБ условиях при d CP =20 см; L CP =6 м; E П 1 п Длина питателя ГС1, см Способ распиловки L П CT вразвал 300 с брусовкой ГС1 500 ГС1 0,975 LП 156 375 ГС1 0,95 LП Примечание 95 n СГ =1 275 n СГ =6 d СГ =35 см Анализируя данные таблицы 2 можно придти в выводу, что длина питателя для лесопильной рамы Р63-4Б размером в 375 см наиболее целесообразна как для ГС1 распиловки сырья вразвал, так и с брусовкой. При указанной L П потери в производительности станка, связанные с "внешней средой" примут приемлемую величину. В тоже время установка питателя с указанной длиной в лесообрабатывающем цехе не представляет трудностей. Для эффективой работы с КП «ЦЕХ» создана система информационного обеспечения [2], разработаны методики планирования экспериментов [3]. Имитационное моделирование на базе КП «ЦЕХ» считается эффективным средством обучения студентов [4]. Библиографический список 1. Азарёнок В.А., Гаева Е.В., Чамеев В.В. Синхронизация работы головного станка лесообрабатывающего цеха с предшествующими операциями при распиловке сырья вразвал [Текст] // Деревообработка: технологии, оборудование, менеджмент XXI века: Труды международного евразийского симпозиума. - Екатеринбург: УГЛТУ, 2007; - 2.Азаренок В.А., Обвинцев В.В., Чамеев В.В. Система информационного обеспечения для проектирования, расчета, оптимизации, управления и АРМ ресурсосберегающих производственных процессов лесопромышленного комплекса [Текст] // Проблемы лесопромышленного производства, транспорта и дорожного строительства: Сб. тр.; Урал. гос. лесотехн. акад. - Екатеринбург, 1997. - С. 40-41; - 3. Гаева Е.В., Лобашов П.А., Лыков А.П., Азарёнок В.А. Планирование экспериментов на имитационных моделях [Текст] // Материалы науч.техн. конф.ст. и асп.- Екатеринбург: УГЛТУ, 2004.- С. 79; - 4. Азарёнок В.А., Гаева Е.В. Имитационное моделирование лесотехнических объектов как локальное средство повышения эффективности подготовки специалистов [Текст] // Активизация роли обучающихся в образовательном процессе: Материалы науч.-метод. конф. с межд. участием. – Екатеринбург: УГЛТУ, 2004.- С. 37-38.